JP2016215531A - 光学部材の成形方法、成形装置および光学部材 - Google Patents
光学部材の成形方法、成形装置および光学部材 Download PDFInfo
- Publication number
- JP2016215531A JP2016215531A JP2015104444A JP2015104444A JP2016215531A JP 2016215531 A JP2016215531 A JP 2016215531A JP 2015104444 A JP2015104444 A JP 2015104444A JP 2015104444 A JP2015104444 A JP 2015104444A JP 2016215531 A JP2016215531 A JP 2016215531A
- Authority
- JP
- Japan
- Prior art keywords
- molding
- mold
- core
- cavity
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 238
- 238000000034 method Methods 0.000 title claims abstract description 41
- 230000003287 optical effect Effects 0.000 title claims abstract description 32
- 239000011347 resin Substances 0.000 claims description 127
- 229920005989 resin Polymers 0.000 claims description 127
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 238000003780 insertion Methods 0.000 abstract description 6
- 230000037431 insertion Effects 0.000 abstract description 6
- 238000001746 injection moulding Methods 0.000 abstract description 4
- 238000003475 lamination Methods 0.000 abstract description 4
- 238000007599 discharging Methods 0.000 abstract 2
- 239000000243 solution Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 91
- 230000015572 biosynthetic process Effects 0.000 description 29
- 239000002184 metal Substances 0.000 description 17
- 238000002347 injection Methods 0.000 description 15
- 239000007924 injection Substances 0.000 description 15
- 238000007493 shaping process Methods 0.000 description 15
- 238000009826 distribution Methods 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000011218 segmentation Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 238000007788 roughening Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0003—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor of successively moulded portions rigidly joined to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
- B29C45/162—The materials being injected at different moulding stations using means, e.g. mould parts, for transferring an injected part between moulding stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0012—Arrays characterised by the manufacturing method
- G02B3/0031—Replication or moulding, e.g. hot embossing, UV-casting, injection moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0043—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks preventing shrinkage by reducing the wall thickness of the moulded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
- B29C2045/1454—Joining articles or parts of a single article injecting between inserts not being in contact with each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
- B29C2045/2709—Gates with a plurality of mould cavity inlets in close proximity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0016—Lenses
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Led Device Packages (AREA)
Abstract
【課題】成形設備を大型化することなく、成形サイクルの短い光学部材の成形方法、成形装置を提供する。【解決手段】型閉めした一対の金型によって画成されるキャビティCで光学部材を成形する方法で、金型の分割面21,31にその一部が挟持される中子40によりキャビティCを型閉め方向に分割し、分割キャビティC1,C2で一次成形し、中子40を取り出すことで形成された新たにキャビティC3で二次成形(積層成形)する。中子挿入→型閉→射出成形→型開(中子取出)→型閉→射出成形→型開(成形品取出)の全7工程で済み、成形サイクルが短い。【選択図】図6
Description
本発明は、投射凸レンズのような光学部材を成形する成形方法、成形装置および同方法によって成形された光学部材に関する。
下記特許文献1には、LED照明等の投射凸レンズの積層成形方法、成形装置および同方法によって成形された光学部材(凸レンズ)の従来技術が開示されている。
詳しくは、特許文献1には、接近離反動作可能な左右一対の金型(可動側と固定側)の対向する分割面のそれぞれに、キャビティを画成する8個の成形面が周方向等間隔に形成されており、回転駆動機構により、可動側金型を水平回転軸周りに間歇回転させつつ射出成形するロータリー式の多層成形装置が記載されている。
即ち、可動側金型の8個の成形面は、すべてが同一の凹球面に形成され、一方、固定側金型の8個の成形面は、凸球面の曲率が最も大きい第1の位置から、可動側金型の回転する側(→第2の位置→第3の位置・・・)にいくほど、凸球面の曲率が徐々に小さくなる(回転する側にいくほど、成形面によって画成されるキャビティが厚くなる)とともに、それぞれのキャビティで成形された樹脂層は、型開きした可動側金型(の成形面)に残るように構成されている。
このため、可動側金型を所定角度(例えば、45度)回転し、型閉めし、射出成形し、型開きするという一連の動作を繰り返すことで、回転する側にいくほど、キャビティ内の樹脂層の数が増え、最終となる第8の位置のキャビティでは、8層の樹脂層を積層した樹脂製凸レンズが成形される。
しかし、前記した特許文献1では、左右一対の金型(可動側と固定型側)の水平回転軸回り8個所にキャビティを設けた構造で、第1には、成形設備が大型となる。
第2には、樹脂製凸レンズを成形するためには、型閉め・射出・保圧・型開き・可動側金型の回転という一連の工程を複数回(例えば8回)繰り返す必要があり、成形装置が1個の凸レンズを成形するまでに要す時間、いわゆる成形サイクルが長い。
本発明は、前記従来技術の課題に鑑みてなされたものであり、その目的は、成形設備を大型化することなく、しかも成形サイクルの短い光学部材の成形方法、成形装置および同方法で成形された光学部材を提供することにある。
前記課題を解決するために、請求項1に係る発明は、型閉めする一対の金型によって画成されるキャビティに樹脂を充填し成形する光学部材の成形方法において、
前記金型の分割面にその一部が挟持される中子により前記キャビティを金型の型閉め方向に分割し、各分割キャビティに樹脂を射出し成形する一次成形工程と、
前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出す中子取り出し工程と、
前記金型を再度型閉めし、前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティに、樹脂を射出し成形する二次成形工程と、を備えたことを特徴とする。
前記金型の分割面にその一部が挟持される中子により前記キャビティを金型の型閉め方向に分割し、各分割キャビティに樹脂を射出し成形する一次成形工程と、
前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出す中子取り出し工程と、
前記金型を再度型閉めし、前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティに、樹脂を射出し成形する二次成形工程と、を備えたことを特徴とする。
前記課題を解決するために、請求項5に係る発明は、固定側金型と、前記固定側金型に対し接近離反方向に移動可能な可動側金型とを備え、型閉めした前記一対の金型によって画成されたキャビティに樹脂を射出し成形する光学部材の成形装置において、
前記金型の分割面にその一部が挟持されて前記キャビティを金型の型閉め方向に分割する、取り外し可能な中子を備え、
前記金型と前記中子によって画成される一対の分割キャビティによって一次成形用キャビティが構成され、
一次成形後、前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出した後、再度型閉めすることで前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティによって二次成形用キャビティが構成されることを特徴とする。
前記金型の分割面にその一部が挟持されて前記キャビティを金型の型閉め方向に分割する、取り外し可能な中子を備え、
前記金型と前記中子によって画成される一対の分割キャビティによって一次成形用キャビティが構成され、
一次成形後、前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出した後、再度型閉めすることで前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティによって二次成形用キャビティが構成されることを特徴とする。
(請求項1に係る発明または請求項5に係る発明の作用)
従来技術では、型閉め→射出→保圧(成形)→型開き→回転という一連の工程を、積層する樹脂層の数に対応した回数だけ繰り返す必要があるのに対し、本発明では、「中子挿入」と「中子取り出し」とが新たに追加されるものの、型閉め→射出→保圧(成形)→型開きという一連の工程を、積層する樹脂層の数よりも少ない回数(一次成形と二次成形の2回)繰り返すだけでよく、成形サイクルが短くなる。
従来技術では、型閉め→射出→保圧(成形)→型開き→回転という一連の工程を、積層する樹脂層の数に対応した回数だけ繰り返す必要があるのに対し、本発明では、「中子挿入」と「中子取り出し」とが新たに追加されるものの、型閉め→射出→保圧(成形)→型開きという一連の工程を、積層する樹脂層の数よりも少ない回数(一次成形と二次成形の2回)繰り返すだけでよく、成形サイクルが短くなる。
例えば、三層からなる積層成形体(光学部材)を成形するには、従来技術では、型閉め→射出→保圧(成形)→型開き→回転という5工程を3回繰り返す、全15工程を要すのに対し、本発明では、「中子挿入」と「中子取り出し」の2工程が追加されるものの、型閉め→射出→保圧(成形)→型開きという一連の工程を2回(一次成形と二次成形)繰り返すだけでよい。即ち、中子挿入→型閉め→射出→保圧(一次成形)→型開き→中子取り出し→型閉め→射出→保圧(二次成形)→型開き、までの全10工程でよいので、成形サイクルが従来技術に比べて短くなることは、明らかである。
また、本発明では、光学部材の成形装置を、型閉め・型開き可能な一対の金型と、金型の分割面に少なくともその一部が挟持されてキャビティを金型の型閉め方向に分割する、取り外し可能な中子で構成されるので、装置の構造が簡潔で、しかもコンパクトとなる。
特に、一次成形後、型開きした金型の分割面に中子が露呈するので、中子の取り出しが容易で、成形サイクルの短縮に貢献する。
請求項2に係る発明は、請求項1に記載の発明において、前記金型の分割面に沿って設けた、前記中子の一部が係合する溝を、前記新たなキャビティに二次成形用樹脂を導くランナとして利用することを特徴とする。
請求項6に係る発明は、請求項5に記載の発明において、前記金型の分割面には、前記新たなキャビティに二次成形用樹脂を導くランナが設けられ、前記ランナは、前記中子の一部が係合する溝として機能することを特徴とする。
(請求項2に係る発明または請求項6に係る発明の作用)
金型の分割面に挟持される中子の一部が、金型の分割面に沿って設けた溝と係合することで、キャビティに対し中子が位置決めされるので、中子の金型への組み付けが容易となる。
金型の分割面に挟持される中子の一部が、金型の分割面に沿って設けた溝と係合することで、キャビティに対し中子が位置決めされるので、中子の金型への組み付けが容易となる。
また、金型に設けた、中子の一部が係合する溝を、新たなキャビティに二次成形用樹脂を導くランナとして利用するので、金型におけるランナの形成が容易かつ簡単となる。
請求項3に係る発明は、請求項2に記載の発明において、前記中子には、前記溝に係合する柄が形成されるとともに、前記中子の周縁部の少なくとも一部には、前記金型の分割面に挟持されるフランジ部が形成され、
前記金型の分割面が前記フランジ部の少なくとも一部および前記柄を挟持する形態で一次成形を行うことを特徴とする。
前記金型の分割面が前記フランジ部の少なくとも一部および前記柄を挟持する形態で一次成形を行うことを特徴とする。
請求項4に係る発明は、請求項3に記載の発明において、前記金型の分割面が前記フランジ部の少なくとも周縁部寄りを挟持する形態で一次成形を行うことを特徴とする。
(請求項3,4に係る発明の作用)
請求項1,2では、中子は、中子の一部である柄が金型の分割面に挟持されることで、キャビティを型閉め方向に分割する位置に保持されるが、キャビティ内に片持ち状に延出する中子は、分割キャビティに射出・充填される一次成形用樹脂の圧力により振動したり撓んだり変形したりして、一次成形体である樹脂層にヒケや形状不良が発生するおそれがある。然るに、請求項3,4では、一次成形の際の中子は、中子の周縁部の少なくとも一部に形成されたフランジ部の少なくとも一部も金型の分割面に挟持されて、キャビティを二分割する所定位置に固定保持されるので、振動や撓みや変形が抑制され、金型の成形面に倣う面形状を備え、ヒケや形状不良のない所定形状の一次成形体である一対の樹脂層が、分割キャビティで成形される。
請求項1,2では、中子は、中子の一部である柄が金型の分割面に挟持されることで、キャビティを型閉め方向に分割する位置に保持されるが、キャビティ内に片持ち状に延出する中子は、分割キャビティに射出・充填される一次成形用樹脂の圧力により振動したり撓んだり変形したりして、一次成形体である樹脂層にヒケや形状不良が発生するおそれがある。然るに、請求項3,4では、一次成形の際の中子は、中子の周縁部の少なくとも一部に形成されたフランジ部の少なくとも一部も金型の分割面に挟持されて、キャビティを二分割する所定位置に固定保持されるので、振動や撓みや変形が抑制され、金型の成形面に倣う面形状を備え、ヒケや形状不良のない所定形状の一次成形体である一対の樹脂層が、分割キャビティで成形される。
請求項7に係る発明は、請求項1〜4のいずれかに記載の方法によって成形された光学部材であって、
前記光学部材は、先打ちした一次成形体である第1,第2の樹脂層間に、後打ちした第3の樹脂層を積層成形した二次成形体で構成されたことを特徴とする。
前記光学部材は、先打ちした一次成形体である第1,第2の樹脂層間に、後打ちした第3の樹脂層を積層成形した二次成形体で構成されたことを特徴とする。
(請求項7に係る発明の作用) また、従来の方法で成形された光学部材では、キャビティ内の後打ちされた樹脂層の冷却速度が金型に接する側と先打ちされた樹脂層に接する側とにおいて大きく相違し、後打ちされた樹脂層に熱ヒケが発生するおそれがある。然るに、請求項7に係る発明では、先打ちした第1,第2の樹脂層間に、後打ちした第3の樹脂層が積層一体化された構造で、第3の樹脂層の冷却速度は、第1,第2の樹脂層との界面においてほぼ同一である(差がない)ので、第3の樹脂層に熱ヒケが発生しない。
以上の説明から明らかなように、本発明に係る光学部材の成形方法および成形装置によれば、成形設備を大型化することなく、成形サイクルが短い光学部材の成形方法および成形装置を提供できる。
請求項2,6に係る発明によれば、中子の金型への組み付けが容易となる分、成形サイクルがいっそう短縮される。
また、金型におけるランナの形成が容易かつ簡単となる分、成形装置の構造がそれだけ簡潔となる。
請求項3,4に係る発明によれば、一次成形の際、中子がキャビティを二分割する所定位置に確実に固定保持されるので、ヒケや形状不良のない所定形状の一次成形体である一対の樹脂層が分割キャビティにより成形される。
請求項7に係る発明によれば、光学部材を成形する際に熱ヒケが発生しないので、優れた品質の光学部材を提供できる。
図1〜図14は、本発明に係る光学部材の成形方法および成形装置を投射凸レンズの成形方法および成形装置に適用した第1の実施例を示す。
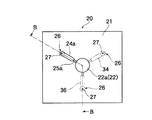
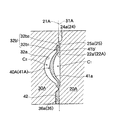
図1において、投射凸レンズを成形する成形装置10は、主として、成形面22を備えた固定側金型20と、成形面22に対向する成形面32を備え、固定側金型20に対し接近離反方向(図1では左右方向)に移動可能な可動側金型30と、可動側金型30を移動させる型閉め・型開き機構70と、型閉めした金型20,30の分割面21,31にその一部である柄42が挟持されて成形面32の開口側に係合し、成形面22,32によって画成されるキャビティCを型閉め方向に二分割する、取り外し可能な中子40(図2参照)と、中子40によって分割された分割キャビティ、即ち、成形面22,32と中子40によって画成された一次成形用キャビティC1,C2(図5(a),(b)参照)に一次成形用樹脂を供給するとともに、一次成形工程後に中子40を取り出すことで形成された、中子40の容積に対応する新たなキャビティ、即ち、二次成形用キャビティC3(図6参照)に二次成形用樹脂を供給する射出機60で構成されている。なお、可動側金型30を移動させる型閉め・型開き機構70は、油圧シリンダ機構やトグル機構といった公知の駆動機構で構成されている。
図1,3,4,5に示すように、型閉めした金型20,30の分割面21,31には、キャビティCから放射状に半径方向外方に延びる3本のランナ24,34,36が設けられている。ランナ24,34は、サイドゲート25,35を介して分割キャビティ(一次成形用キャビティ)C1,C2に連通し、ランナ36は、サイドゲート37を介して新たなキャビティ(二次成形用キャビティ)C3に連通している。
また、図1,4に示すように、固定側金型20には、バルブゲート27を介してランナ24,34,36にそれぞれ連通する3本のホットランナ26が並設され、それぞれのホットランナ26には、成形する凸レンズ2(図13,14参照)の素材(透明樹脂)が射出機60から溶融状態で供給される。
なお、図1,6に示すように、二次成形用樹脂を二次成形用キャビティC3に導くランナ36は、後で詳しく説明するが、可動側金型30の分割面31に形成されたランナ形成溝36aと、固定側金型20の分割面21とで構成されている。そして、中子40の柄42(図2参照)が係合できるランナ形成溝36aは、金型20の分割面21と協働して中子40(の柄42)を挟持する溝(図5(a),(b)参照)を構成している。
以下、金型20,30および中子40の構造を、図2〜8に基づいて詳しく説明する。
固定側金型20の分割面21には、分割面21に対し僅かに窪んだ正面視円形の凹型平面22aで構成された成形面22が設けられ、一方、可動側金型30の分割面31に設けられた成形面32は、分割面31に対し大きく窪んだ正面視円形の凹型球面32aと、該凹型球面32aの開口側周縁部に形成された、分割面31に対し僅かに窪んだ円環状の凹型平面32bで構成されている。そして、型閉めされた金型20,30の成形面22,32は、成形装置10が成形しようとする投射凸レンズ2(図13,14参照)に対応する形状のキャビティC(図1参照)を画成するように構成されている。
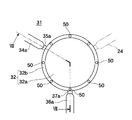
また、可動側金型30の分割面31には、図3に示すように、正面視円形の成形面32からサイドゲート形成溝35a,37aを介して半径方向外方に延びる断面円弧状のランナ形成溝34a,36aが設けられ、固定側金型20の分割面21にも、図4に示すように、正面視円形の成形面22からサイドゲート形成溝25aを介して半径方向外方に延びる断面円弧状のランナ形成溝24aが設けられており、金型20,30を型閉めすることで、図5,6に示すように、ランナ形成溝34a,36aと分割面21によって一次成形用樹脂を供給するランナ34,36が形成され、ランナ形成溝24aと分割面31によって二次成形用樹脂を供給するランナ24が形成されている。なお、キャビティCから半径方向外方に延びるランナ24,34,36(ランナ形成溝24a,34a,36a)は、図3,4に示すように、キャビティCから周方向120度の放射状方向に延びている。
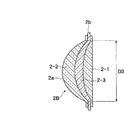
一方、中子40は、図2に示すように、円盤形状の中子本体41の周縁部から半径方向外方に1本の棒状の柄42が延出した構造で、金型20,30を構成する素材と同様の素材(熱伝達性に優れた金属)で構成されている。
中子本体41は、成形面32の凹型球面32aの曲率よりも小さい曲率の縦断面円弧状の中央部領域41aの外周に、円環状の凹型平面32bの深さに整合する厚さの円環状フランジ部41bが一体形成された構造で、図5に示すように、型閉めされた金型20,30の成形面22,32で画成されるキャビティCに係合できる大きさ(外径)に形成されるとともに、キャビティCを型閉め方向に略等間隔に二分割できる形状に構成されている。
また、中子本体41の円環状フランジ部41bの外周縁部所定位置には、図2,図5(a)および図8に示すように、金型30の分割面31に設けたサイドゲート形成溝35aと協働して、ランナ形成溝34aを分割キャビティC2に連通させる、L字型に延びるサイドゲート形成溝41b1が形成されている。即ち、中子40によってキャビティCを分割した形態で行う一次成形の際に、バルブゲート27を介してランナ34に導かれた一次成形用樹脂は、連通するサイドゲート形成溝35a,41b1によって構成されるサイドゲート35を介して、分割キャビティC2に射出される。
中子本体41は、型閉めされた金型20,30によって形成されるキャビティC内にあって、一次成形の際は、成形面22,32と協働して分割キャビティC1,C2を画成するとともに、二次成形の際の新たなキャビティ、即ち、一次成形体である第1,第2の樹脂層2-1,2-2で挟まれた新たなキャビティC3(図6参照)を設定する部材でもある。このため、中子本体41の中央部領域41aは、分割キャビティC1,C2、新たなキャビティC3にそれぞれ射出された溶融樹脂がスムーズに流動して充填されるように、滑らかな曲面形状に構成されている。
一方、中子40の柄42は、金型30の分割面31に沿って形成されているランナ形成溝36aにがたつくことなく係合できる大きさに形成されている。即ち、柄42の横断面形状は、ランナ形成溝36aの横断面形状に一致する。
このため、金型30の分割面31に中子40を組み付ける際、柄42がランナ形成溝36aに一致するように組み付けることで、中子本体41が成形面32の開口側に係合するとともに、中子本体41の外周縁部に形成されているサイドゲート形成溝41b1が可動側金型30の分割面31に形成されているサイドゲート形成溝35aに正確に一致する。即ち、中子40の柄42と分割面31に設けたランナ形成溝36aとは、キャビティCを構成する成形面32に対し中子本体41を周方向に位置決めする位置決め手段を構成している。
また、一次成形工程における中子40は、その柄42がランナ形成溝36aと金型20の分割面21に挟持されるとともに、その円環状フランジ部41b全体が成形面32の周縁部寄りの円環状凹型平面32bと金型20の分割面21に挟持されて、一次成形工程中の中子40が振動したり変形したりしないように確実に固定保持される(図8参照)。
詳しくは、中子40は、その柄42だけがランナ形成溝36aと金型20の分割面21に挟持されて、中子本体41がキャビティC内に片持ち状に延出する構造にすることも可能であるが、分割キャビティC1,C2に射出・充填される一次成形用樹脂の圧力により中子本体41が振動したり撓んだり変形したりして、一次成形体である樹脂層2-1,2-2にヒケや形状不良が発生するおそれがある。
然るに、本実施例では、中子40の柄42がランナ形成溝36aと金型20の分割面21に挟持されることに加えて、中子本体41のフランジ部41b全体が金型30の円環状の凹型平面32bと金型20の分割面21に挟持されるため、一次成形の際に中子本体41に発生するおそれのある振動や撓みや変形が確実に抑制される。この結果、ヒケや形状不良のない、成形面22,32に倣う面形状を備えた、所定形状の一次成形体である一対の樹脂層2-1,2-2が分割キャビティC1,C2によって成形される(図9参照)。
特に、分割キャビティ(一次成形用キャビティ)C1,C2は、熱伝導性に優れた金型20,30と中子40で画成されているので、キャビティの一方の成形面が樹脂層で形成されている先行特許文献1と比べて、分割キャビティC1,C2に充填された樹脂層2-1,2-2が冷却固化するまでの時間が短く、このため、一次成形において必要な保圧時間が短く、それだけ成形装置10の成形サイクルの短縮に繋がる。
また、図7,8に示すように、可動側金型30の成形面32外周寄りの円環状凹型平面32bには、分割キャビティC2内に突出動作可能な中子突き出しピン50が周方向等間隔8箇所に設けられており、中子突き出しピン50は、一次成形後、型開きした金型30から一次成形体である樹脂層2-2を金型30に残したまま、中子40だけを取り出すために使用される(図11参照)。なお、中子突き出しピン50は、二次成形された成形品(凸レンズ2)を金型30から取り出す際のノックアウトピンとしても機能する。
即ち、分割キャビティC1,C2により樹脂層2-1,2-2を一次成形した後、金型20,30を型開きすると、図10に示すように、金型20,30は、分割面21,31から分離されるが、固定側金型20では、分割面21と成形面22(凹型平面22a)間に段差部があるため、さらには、分割面21にランナ形成溝24aが形成されているため、一次成形体である樹脂層2-1が成形面22に密着した形態に保持される。特に、中子本体41は、その表面が粗面仕上げ加工されて、樹脂層2-1,2-2から剥がれ易い。詳しくは、中子本体41と一次成形体である樹脂層2-1,2-2との密着性は、界面の真空状態による吸着力が大きく影響する。そして、中子本体41の表面を粗面化することで、中子本体41が樹脂層2-1,2-2から剥がれそうになったタイミングで界面に空気が侵入し、樹脂層2-1,2-2との密着性が低下して、中子本体41が樹脂層2-1,2-2から簡単に剥がれる。
なお、中子本体41を樹脂層2-1,2-2から剥がれ易くするためには、前記した表面粗面化処理に代えて、樹脂に対する離型性を上げる公知の表面処理(例えば、フッ化物材料層,セラミック層,金属化合物層等の形成)を中子本体41に施してもよいし、さらには両者を組み合わせることも可能である。
このため、型開きの際に、樹脂層2-1は確実に固定側金型20の成形面22に密着した形態に保持される。一方、可動側金型30では、一次成形体である他の樹脂層2-2が、成形面32に密着した形態に保持され、さらに中子本体41も樹脂層2-2に密着した形態に保持される。
このように、型開きした可動側金型30の成形面32には、一次成形体である樹脂層2-2と中子本体41とが積層されているが、図8矢印に示すように、中子突き出しピン50が中子本体41のフランジ部41bを突き押しすることで、中子本体41が樹脂層2-2からスムーズに分離して、成形面32に密着している樹脂層2-2に対し中子本体41を含む中子40全体が離間する方向に分離される(図11参照)。
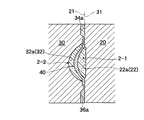
図6は、一次成形後に型開きした金型30から中子40を取り出した後、再度型閉めした金型20,30の要部縦断面図である。型閉めした金型20,30の内部には、取り出した中子40の容積に対応する新たなキャビティC3が形成されており、金型20,30の分割面21,31に設けられたランナ36のゲート37を介して、二次成形用樹脂がキャビティC3に射出される。
次に、成形装置10を用いて投射凸レンズ2を成形する工程を、図5,6,9〜12を参照して説明する。
まず、固定側金型20に対し型開きした可動側金型30の分割面31所定位置に中子40を組み付けた後、可動側金型30を固定側金型20に接近する方向に移動し、型閉めすることで、分割キャビティC1,C2を形成する(図5(a),(b)参照)。
次いで、図9に示すように、分割キャビティC1,C2に同時に溶融樹脂を射出し、所定時間保圧することで、一次成形体である樹脂層2-1,2-2を成形する一次成形工程を行う。
次に、図10に示すように、可動側金型30を固定側金型20から離間する方向に移動させる型開きを行うと、一次成形体である第1の樹脂層2-1は、固定側金型20に、一次成形体である第2の樹脂層および中子40は、可動側金型30にそれぞれ取り付いた形態に保持される。そして、図11に示すように、中子突き出しピン50(図7,8参照)を駆動して、金型30から中子40だけを取り出す。
次に、可動側金型30を固定側金型20に接近する方向に移動し、図6に示すように、再度型閉めすると、キャビティC内には、一次成形体である第1,第2の樹脂層2-1,2-2に挟まれた、中子40(中子本体41)の容積に対応する新たなキャビティC3が形成される。
次に、図12に示すように、ランナ36を介して新たなキャビティC3に溶融樹脂を射出し成形する二次成形工程を行い、先打ちした一次成形体である樹脂層2-1,2-2間に後打ちした樹脂層2-3を積層一体化した二次成形体である投射凸レンズ2を成形する(図12参照)。
最後に、可動側金型30を固定側金型20から離間する方向に移動させる型開き工程を行った後、中子突き出しピン50(図7,8参照)を駆動し、金型30から成形品である投射凸レンズ2を取り出す。
図13には、金型30から取り出した投射凸レンズ2を示す。投射凸レンズ2の外周には、ランナ24,34,36内で冷却固化した棒状の樹脂成形体3,4,5が放射状に延出しているので、後工程において、これらの樹脂成形体3,4,5をその付け根位置(投射凸レンズ2との分岐位置)で切断除去すれば、所定の投射凸レンズ2(図14参照)ができあがる。
先行特許文献1の方法で成形された凸レンズでは、キャビティ内に後打ちした樹脂層の冷却速度が、金型に接する側と先打ちした樹脂層に接する側とにおいて大きく相違し、後打ちした樹脂層に熱ヒケが発生するおそれがある。然るに、本実施例方法で成形された凸レンズ2では、先打ちされた第1,第2の樹脂層2-1,2-2間に、後打ちされた第3の樹脂層2-3が積層成形された構造(図12参照)で、後打ちした第3の樹脂層2-3の冷却速度は、第1,第2の樹脂層2-1,2-2との界面においてほぼ同一である(差がない)ため、第3の樹脂層2-3に熱ヒケが発生しない。したがって、本実施例方法によれば、熱ヒケの発生しない優れた品質の投射凸レンズ2が得られる。
なお、凸レンズ2は、図14に示すように、可動側金型30の成形面32(の凹型球面32a)と固定側金型20の成形面22(の凹型平面22a)によって成形された凸レンズ本体2aで構成され、凸レンズ本体2aの周縁部には、可動側金型30の成形面32外周寄りの円環状凹型平面32bと、固定側金型20の分割面21によって成形された所定幅の円環状フランジ部2bが一体に形成されている。
固定側金型20の成形面22(の凹型平面22a)が分割面21に対し僅かに窪んでいるため、凸レンズ2の背面側には、図13,14に示すように、凸レンズ本体2aとフランジ部2bとの間に段差部2dが形成されている。さらに、樹脂成形体3の付け根位置には、サイドゲート形成溝25aに対応する凸部2eが段差部2dと面一に形成されている。
しかし、段差部2dにかからない凸レンズ本体2aの中心軸Lに近い領域だけを配光形成領域として利用することで、段差部2dや凸部2eによって凸レンズ2としての配光機能が損なわれるものではない。なお、図14における符号D1は、凸レンズ2における有効配光形成領域を示す。
また、凸レンズ2は、図12,14に示すように、第1,第2,第3の樹脂層2-1,2-2,2-3の積層体で構成されているが、凸レンズ本体2aは、第1,第2,第3の樹脂層2-1,2-2,2-3の三層で構成され、フランジ部2bは、第3の樹脂層2-3単層で構成されている。
凸レンズ2のフランジ部2bは、第3の樹脂層2-3単層で形成されており、フランジ部2bが複数層で形成されている構造と比べて、積層界面での割れや剥離が発生するリスクが少ないし、フランジ部2bを成形する樹脂の流れがスムーズとなる分、二次成形の際の射出圧力を低減できる。
次に、本実施例に係る成形方法および成形装置によれば、以下のような効果がある。
先行特許文献1によって、図12,14に示すような、三層からなる凸レンズ2を積層成形するには、型閉め→射出→保圧(成形)→型開き→可動側金型の回転という5工程を3回繰り返す、全15工程を必要とするが、本実施例では、「中子挿入」と「中子取り出し」の2工程が追加されるものの、型閉め→射出→保圧(成形)→型開きという一連の工程を2回(一次成形と二次成形)繰り返すだけでよい。詳しくは、中子挿入→型閉め→射出→保圧(一次成形)→型開き→中子取り出し→型閉め→射出→保圧(二次成形)→型開き、までの全10工程でよいので、本実施例では、成形サイクルが先行特許文献1と比べて短くなることは、明らかである。
また、先行特許文献1では、複数のキャビティの型閉め・型開きをすべて同じタイミングで行うため、複数のキャビティの最長となる必要保圧時間に基づいて、型開きのタイミング(保圧時間)を設定しなければならないのに対し、本実施例では、一次成形と二次成形で異なる保圧時間を設定できるので、一次成形と二次成形で最適保圧時間を選択することで、成形サイクルがさらに短くなる。
特に、先行特許文献1では、キャビティの一方の成形面が先打ちした樹脂層であるため、後打ちした樹脂層が冷却するまでの時間がある程度かかるのに対し、本実施例では、分割キャビティ(一次成形用キャビティ)C1,C2が、熱伝導性に優れた金型20,30と中子40で構成されているので、キャビティC1,C2に充填された樹脂層2-1,2-2が冷却するまでの時間が先行特許文献1と比べて短く、それだけ一次成形における必要保圧時間が短縮されて、成形サイクルがいっそう短くなる。
また、本実施例の成形装置10は、型閉め・型開き可能な一対の金型20,30と、金型20,30の分割面21,31にその一部である柄42およびフランジ部41bが挟持されて成形面32の開口側に係合して、キャビティCを金型20,30の型閉め方向に分割する、取り外し可能な中子40で構成されるので、装置10の構成が簡潔である上に、コンパクトでもある。
次に、図15〜17に基づいて、本発明の第2の実施例を説明する。図15は、本発明の第2の実施例である投射凸レンズの成形装置の金型の要部拡大縦断面図(図8に対応する断面図)、図16は、固定側金型の分割面に形成したランナ形成溝位置における金型の要部縦断面図(図5(b)に対応する断面図)、図17は、同成形装置によって成形された投射凸レンズの縦断面図(図14に対応する断面図)である。
前記した第1の実施例の成形装置10では、図8に示すように、中子本体41のフランジ部41bの厚さが、可動側金型30の分割面31に設けられた成形面32の凹型平面32bの深さに一致するとともに、固定側金型20の分割面21に設けられた正面視円形の凹型平面22aで構成された成形面22の外径寸法と、中子本体41の縦断面円弧状の中央部領域41aの外径寸法が一致するように構成されて、金型20,30を型締めすると、中子本体41のフランジ部41bのほぼ全面が、可動側金型30の成形面32の一部(凹型平面32b)と固定側金型20の分割面21によって挟持されるように構成されている。
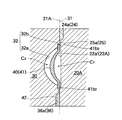
一方、第2の実施例の成形装置10Aでは、図15,16に示すように、固定側金型20Aの分割面21Aに設けられた正面視円形の凹型平面22a’で構成された成形面22Aの外径寸法が、中子本体41の縦断面円弧状の中央部領域41aの外径寸法より大きく設定されて、金型20A,30を型締めすると、中子本体41のフランジ部41bにおける周縁部寄りの所定幅の領域41b2だけが、可動側金型30の分割面31に設けられた成形面32の一部(凹型平面32b)と固定側金型20Aの分割面21Aによって挟持されるように構成されている点が相違する。
その他の構成は、前記した第1の実施例の成形装置10の構造と同一であり、同一の符号を付すことで、その説明は省略する。
この第2の実施例の成形装置10Aによって成形された凸レンズ2Aは、図17に示すように、第1,第2,第3の樹脂層2-1,2-2,2-3の積層体で構成されているが、凸レンズ本体2aは、第1,第2,第3の樹脂層2-1,2-2,2-3の三層で構成されているのに対し、フランジ部2bは、その付け根側が第1,第3の樹脂層2-1,2-3の二層で構成され、その先端側が第3の樹脂層2-3単層で構成されている。なお、図17における符号D2は、凸レンズ2Aにおける有効配光形成領域を示し、前記第1の実施例の方法および装置10によって成形された凸レンズ2のもつ有効配光形成領域D1よりも大きい。
フランジ部2bは、その付け根側が第1,第3の樹脂層の二層、その先端側が第3の樹脂層2-3単層で構成されており、フランジ部2bが三層で形成されている構造(図21参照)と比べて、積層界面での割れや剥離が発生するリスクがそれだけ少ないし、フランジ部を成形する樹脂の流れがスムーズとなる分、一次成形および二次成形の際の射出圧力をそれぞれ低減できる。
次に、図18〜21に基づいて、本発明の第3の実施例を説明する。図18は、本発明の第3の実施例である投射凸レンズの成形装置の金型の要部拡大縦断面図(図8に対応する断面図)、図19は、固定側金型の分割面に形成したランナ形成溝位置における金型の要部縦断面図である(図5(b)に対応する断面図)、図20は、可動側金型の分割面に設けたサイドゲート形成溝を示す斜視図、図21は、同成形装置によって成形された投射凸レンズの縦断面図である(図14に対応する断面図)である。
前記した第1,第2の実施例の成形装置10,10Aでは、図8,15に示すように、中子40における中子本体41のフランジ部41bの厚さが可動側金型30の分割面31に設けた凹型平面32bの深さに一致するが、この第3の実施例の成形装置10Bでは、第1には、図18,19に示すように、中子40Aにおける中子本体41Aのフランジ部41b’が前記した第1,第2の実施例の中子本体41のフランジ部41bよりも大きく形成されるとともに、フランジ部41b’の厚さがフランジ部41bよりも薄く、例えば、可動側金型30の分割面31に設けられた成形面32の凹型平面32bの深さの約半分の厚さに形成されている。
第2には、可動側金型30Aの分割面31Aに形成された凹型球面32aを取り囲む円環状の凹型平面32b’が、固定側金型20Aの成形面22Aを構成する凹型平面22a’とほぼ同一の外径に形成された、半径方向内側寄りの第1の凹型平面32b1と、中子本体41Aのフランジ部41b’が係合できる深さおよび外径に形成された、半径方向外側寄りの第2の凹型平面32b2で構成されている。即ち、可動側金型30Aの成形面32Aには、固定側金型20Aの凹型平面22a’周縁部の段差位置に対応する位置に、凹型球面32aを同心円状に取り囲む第1の凹型平面32b1とその外側の第2の凹型平面32b2を分離する段差32b3が形成されている。
そして、金型20A,30Aを型締めすると、中子本体41のフランジ部41b’における周縁部寄りの所定幅の領域41b”だけが、可動側金型30Aの成形面32Aの一部(第2の凹型平面32b2)と固定側金型20Aの分割面21Aによって挟持されるように構成されている。
また、可動側金型30Aの分割面31Aには、図18,20に拡大して示すように、サイドゲート形成溝35aと協働して、ランナ形成溝34aを分割キャビティC2に連通させる、L字型に延びるサイドゲート形成溝35bが形成されている。即ち、中子40AによってキャビティCを分割した形態で行う一次成形の際に、バルブゲート27を介してランナ34に導かれた一次成形用樹脂は、接続されたサイドゲート形成溝35aとサイドゲート形成溝35bによって構成されるサイドゲート35’を介して、分割キャビティC2に射出される。
その他の構成は、前記した第1,第2の実施例の成形装置10,10Aの構造と同一であり、同一の符号を付すことで、その説明は省略する。
この第3の実施例の成形装置10Bによって成形された凸レンズ2Bは、図21に示すように、第1,第2,第3の樹脂層2-1,2-2,2-3の積層体で構成されているが、凸レンズ本体2aは、第1,第2,第3の樹脂層2-1,2-2,2-3の三層で構成されているのに対し、フランジ部2bは、その付け根側が第1,第2,第3の樹脂層2-1,2-2,2-3の三層で構成され、その先端側が第3の樹脂層2-3単層で構成されている。
なお、図21における符号D3は、凸レンズ2Bにおける有効配光形成領域を示し、前記第1の実施例の方法および装置10によって成形された凸レンズ2のもつ有効配光形成領域D1よりも大きい。
図22,23,24は、本発明の他の実施例を示し、図22,23は、他の実施例に係る投射凸レンズの成形装置の要部である可動側金型,固定側金型の正面図、図23は、同装置に用いる中子ユニットの正面図である。
前記した第1〜第3の実施例の成形装置10,10A,10Bでは、一対の金型によって、1個の凸レンズ2,2,2A,2Bを成形するように構成されているが、この実施例の成形装置10Cでは、一対の金型20C,30Cによって、複数個(実施例では4個)の凸レンズ2を同時に成形するように構成されている。
即ち、図23,22に示すように、固定側金型20Cの分割面21C,可動側金型30Cの分割面31Cには、それぞれ4個の成形面22,32が周方向等間隔にそれぞれ対向するように設けられるとともに、分割面21Cには、各成形面22から半径方向外方に延びるランナ形成溝24aが設けられ、分割面31Cには、各成形面32から半径方向外方に延びるランナ形成溝34aおよびランナ形成溝36aが設けられている。
詳しくは、可動側金型30Cの分割面31C中央部付近には、図22に示すように、固定側金型20Cの分割面21Cと協働して、中子ユニット40Cおける十字形状の柄42(図24参照)を挟持する4本のランナ形成溝36aが直交するように形成され、各ランナ形成溝36aは、サイドゲート形成溝37aを介して成形面32にそれぞれ連通している。ランナ形成溝34aは、ランナ形成溝36aに対し120度の方向に形成され、各ランナ形成溝34aは、サイドゲート形成溝35aを介して成形面32にそれぞれ連通している。
また、固定側金型20Cの分割面21C中央部には、図23に示すように、金型20C,30Cの分割面21C,31C間に形成される4本のランナ36のそれぞれに二次成形用樹脂を供給する共通のバルブゲート27が開口するとともに、各成形面22の周方向等分120度の位置にも、金型20C,30Cの分割面21C,31C間に形成されるランナ24,34に一次成形用樹脂をそれぞれ供給するバルブゲート27が開口している。また、分割面21Cに形成された各成形面22と、半径方向外方に延びるランナ形成溝24aとは、サイドゲート形成溝25aを介して連通している。
そして、型閉めした金型20C,30Cの分割面21C,31Cに形成されたランナ24,34,36には、固定側金型20Cに設けたホットランナ26内の溶融樹脂がバルブゲート27を介してそれぞれ供給される。
また、成形面32,22によって画成された各キャビティCを型閉め方向に分割する中子ユニット40Cは、図24に示すように、第1の実施例において用いた中子40(図2参照)を、それぞれの柄42が十字形状となるように一体化した構造で、中子ユニット40Cにおける各中子本体41は、金型30Cの分割面31Cに形成された各成形面32の開口側にそれぞれ係合できるとともに、中子ユニット40Cにおける十字形状の柄42は、分割面31Cに形成された十字形状に延びるランナ形成溝36a(図22参照)に係合できる。
また、各中子本体41の円環状フランジ部41bの外周縁部所定位置には、図24に示すように、金型30Cの分割面31Cに設けたサイドゲート形成溝35aと協働して、ランナ形成溝34aを分割キャビティC2に連通させる、L字型に延びるサイドゲート形成溝41b1(図2,8参照)が形成されている。即ち、中子本体41によってキャビティCを分割した形態で行う一次成形の際に、バルブゲート27を介してランナ34に導かれた一次成形用樹脂は、連通するサイドゲート形成溝35a,41b1によって構成されるサイドゲート35(図2,8参照)を介して、分割キャビティC2に射出される。
そして、型開きした可動側金型30Cの分割面31Cに対し、中子ユニット40Cを接近離反する方向に移動させることで、中子本体41,柄42を各成形面32,ランナ形成溝36aに同時に組み付けたり、取り外したりすることができる。
その他は、前記した第1の実施例と同一であり、その重複する説明は省略する。
なお、前記した種々の実施例では、例えば第1の実施例に示すように、ランナ24は固定側金型20の分割面21に形成したランナ形成溝24aで構成され、ランナ34,36は可動側金型30の分割面31に形成したランナ形成溝34a,36aで構成されているが、ランナ24,34,36は、金型20,30の分割面21,31のいずれの側に溝として形成してもよいし、分割面21,31の両方にまたがる溝として形成してもよい。
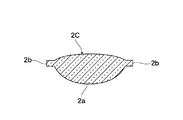
また、前記した種々の実施例では、その前面側が連続する球面に形成され、その背面側が平面に形成された正面視円形の凸レンズであって、その周縁部全域に所定幅のフランジ部2bが円環状に形成された凸レンズ2,2A,2B(図14,17,21参照)を成形する方法および装置について説明したが、金型20,30の分割面21,31に形成する成形面22,32の形状,ランナ24,34,36の位置および中子40の形状などを適宜変更することで、図25〜28に示すように、その前面側が曲率の大きい球面で形成され、その背面側が前面側よりも曲率の小さい球面で形成された、正面視ほぼ矩形の異形断面凸レンズであって、その左右の側縁部だけに所定幅のフランジ部2bが形成された凸レンズ2Cを成形することもできる。
C キャビティ
C1,C2 分割キャビティ(一次成形用キャビティ)
C3 中子の容積に対応する新たなキャビティ(二次成形用キャビティ)
2,2A,2B,2C 光学部材である投射凸レンズ
2a 凸レンズ本体
2b フランジ部
2-1,2-2 一次成形体である第1の透明樹脂層および第2の透明樹脂層
2-3 第1,第2の透明樹脂層とともに二次成形体を構成する第3の透明樹脂層
10,10A,10B,10C 凸レンズの成形装置
20,20A,20C 固定側金型
21,21A,21C 固定側金型の分割面
22,22A 固定側金型の成形面
22a,22a’ 凹型平面
24,34 一次成形用樹脂通路であるランナ
25,35,35’,37 サイドゲート
26 ホットランナ
27 バルブゲート
30,30A,30C 可動側金型
31,31A,31C 可動側金型の分割面
32,32A 可動側金型の成形面
32a 成形面中央部の凹型球面
32b,32b,32b’ 成形面周縁部の凹型平面
35a,41b1,35b サイドゲート形成溝
36 二次成形用樹脂通路であるランナ
36a 中子の柄が係合できるランナ形成溝
40,40A 中子
40C 中子ユニット
41 中子本体
41a 中子本体の中央部領域
41b,41b’ 中子本体のフランジ部
42 柄
50 成形品ノックアウトピンを兼ねる中子突き出しピン
60 型閉め・型開き機構
70 射出機
C1,C2 分割キャビティ(一次成形用キャビティ)
C3 中子の容積に対応する新たなキャビティ(二次成形用キャビティ)
2,2A,2B,2C 光学部材である投射凸レンズ
2a 凸レンズ本体
2b フランジ部
2-1,2-2 一次成形体である第1の透明樹脂層および第2の透明樹脂層
2-3 第1,第2の透明樹脂層とともに二次成形体を構成する第3の透明樹脂層
10,10A,10B,10C 凸レンズの成形装置
20,20A,20C 固定側金型
21,21A,21C 固定側金型の分割面
22,22A 固定側金型の成形面
22a,22a’ 凹型平面
24,34 一次成形用樹脂通路であるランナ
25,35,35’,37 サイドゲート
26 ホットランナ
27 バルブゲート
30,30A,30C 可動側金型
31,31A,31C 可動側金型の分割面
32,32A 可動側金型の成形面
32a 成形面中央部の凹型球面
32b,32b,32b’ 成形面周縁部の凹型平面
35a,41b1,35b サイドゲート形成溝
36 二次成形用樹脂通路であるランナ
36a 中子の柄が係合できるランナ形成溝
40,40A 中子
40C 中子ユニット
41 中子本体
41a 中子本体の中央部領域
41b,41b’ 中子本体のフランジ部
42 柄
50 成形品ノックアウトピンを兼ねる中子突き出しピン
60 型閉め・型開き機構
70 射出機
Claims (7)
- 型閉めする一対の金型によって画成されるキャビティに樹脂を充填し成形する光学部材の成形方法において、
前記金型の分割面にその一部が挟持される中子により前記キャビティを金型の型閉め方向に分割し、各分割キャビティに樹脂を射出し成形する一次成形工程と、
前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出す中子取り出し工程と、
前記金型を再度型閉めし、前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティに、樹脂を射出し成形する二次成形工程と、を備えたことを特徴とする光学部材の成形方法。 - 前記金型の分割面に沿って設けた、前記中子の一部が係合する溝を、前記新たなキャビティに二次成形用樹脂を導くランナとして利用することを特徴とする請求項1に記載の光学部材の成形方法。
- 前記中子には、前記溝に係合する柄が形成されるとともに、前記中子の周縁部の少なくとも一部には、前記金型の分割面に挟持されるフランジ部が形成され、
前記金型の分割面が前記フランジ部の少なくとも一部および前記柄を挟持する形態で一次成形を行うことを特徴とする請求項2に記載の光学部材の成形方法。 - 前記金型の分割面が前記フランジ部の少なくとも周縁部寄りを挟持する形態で一次成形を行うことを特徴とする請求項3に記載の光学部材の成形方法。
- 固定側金型と、前記固定側金型に対し接近離反方向に移動可能な可動側金型とを備え、型閉めした前記一対の金型によって画成されたキャビティに樹脂を射出し成形する光学部材の成形装置において、
前記金型の分割面にその一部が挟持されて前記キャビティを金型の型閉め方向に分割する、取り外し可能な中子を備え、
前記金型と前記中子によって画成される一対の分割キャビティによって一次成形用キャビティが構成され、
一次成形後、前記金型の一方に一次成形体である第1の樹脂層が、他方に一次成形体である第2の樹脂層および前記中子がそれぞれ取り付くように型開きして、前記中子を取り出した後、再度型閉めすることで前記第1,第2の樹脂層間に形成された、前記中子の容積に対応する新たなキャビティによって二次成形用キャビティが構成されることを特徴とする光学部材の成形装置。 - 前記金型の分割面には、前記新たなキャビティに二次成形用樹脂を導くランナが設けられ、前記ランナは、前記中子の一部が係合する溝として機能することを特徴とする請求項5に記載の光学部材の成形装置。
- 請求項1〜4のいずれかに記載の方法によって成形された光学部材であって、
前記光学部材は、先打ちした一次成形体である第1,第2の樹脂層間に、後打ちした第3の樹脂層を積層成形した二次成形体で構成されたことを特徴とする光学部材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015104444A JP2016215531A (ja) | 2015-05-22 | 2015-05-22 | 光学部材の成形方法、成形装置および光学部材 |
| CN201610256061.3A CN106166822B (zh) | 2015-05-22 | 2016-04-22 | 光学部件的成形方法、成形装置以及光学部件 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015104444A JP2016215531A (ja) | 2015-05-22 | 2015-05-22 | 光学部材の成形方法、成形装置および光学部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016215531A true JP2016215531A (ja) | 2016-12-22 |
Family
ID=57359314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015104444A Pending JP2016215531A (ja) | 2015-05-22 | 2015-05-22 | 光学部材の成形方法、成形装置および光学部材 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016215531A (ja) |
| CN (1) | CN106166822B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020019227A (ja) * | 2018-08-01 | 2020-02-06 | 南部化成株式会社 | 多層成形レンズ |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019012112A (ja) | 2017-06-29 | 2019-01-24 | 日本電産サンキョー株式会社 | プラスチックレンズの製造方法 |
| WO2019151410A1 (ja) * | 2018-01-31 | 2019-08-08 | 住友重機械工業株式会社 | 射出成形機、および射出成形システム |
| CN110884036B (zh) * | 2019-11-11 | 2022-04-29 | 浙江天翀车灯集团有限公司 | 一种车灯透明塑件的多次注塑方法 |
| DE102020116793A1 (de) * | 2020-01-15 | 2021-07-15 | Docter Optics Se | Verfahren zur Herstellung eines optischen Elementes aus Kunststoff |
| CN113071056A (zh) * | 2021-03-16 | 2021-07-06 | 苏州海栎森视觉有限公司 | 一种厚壁注塑工艺 |
| CN119910925B (zh) * | 2025-04-02 | 2025-07-25 | 质子汽车科技有限公司 | 一种外饰构件制备方法、外饰构件、汽车及表皮注塑模具 |
-
2015
- 2015-05-22 JP JP2015104444A patent/JP2016215531A/ja active Pending
-
2016
- 2016-04-22 CN CN201610256061.3A patent/CN106166822B/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020019227A (ja) * | 2018-08-01 | 2020-02-06 | 南部化成株式会社 | 多層成形レンズ |
| JP7163096B2 (ja) | 2018-08-01 | 2022-10-31 | 南部化成株式会社 | 多層成形レンズ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106166822A (zh) | 2016-11-30 |
| CN106166822B (zh) | 2019-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016215531A (ja) | 光学部材の成形方法、成形装置および光学部材 | |
| JP5755665B2 (ja) | 多層成形品用ロータリー式射出成形機、多層成形品の成形方法及び多層成形品 | |
| JP5746754B2 (ja) | 光学レンズ | |
| KR101821859B1 (ko) | 광학 소자의 제조를 위한 성형 공구 및 방법 | |
| JP2006062359A (ja) | 厚肉型樹脂レンズ及びその形成方法 | |
| CN100398296C (zh) | 结合制品的金属模及其成形方法 | |
| WO2017166543A1 (zh) | 厚壁塑件包围式分层注塑方法及其模具结构和配光镜产品 | |
| JP5731359B2 (ja) | 多層成形品及び光学レンズ | |
| JP2016074142A (ja) | インサート成形用金型およびその金型を用いたインサート成形方法 | |
| JP5479704B2 (ja) | 2色成形品とその製造方法 | |
| JP2017061063A (ja) | 多層成形レンズの製造方法 | |
| US8894399B2 (en) | Injection molding tool with integrated gate removal for high-volume manufacturing | |
| JP4495585B2 (ja) | 樹脂レンズの成形型 | |
| JP7163096B2 (ja) | 多層成形レンズ | |
| CN101585226B (zh) | 镜片成型模具及其成型方法 | |
| CN105800916B (zh) | 一种生产玻璃制品的模具结构 | |
| CN119974387B (zh) | 厚壁塑件的多层注塑成形方法 | |
| JP2005007713A (ja) | プラスチック成形品の離型方法及び金型 | |
| JP2017015818A (ja) | 光学部材の成形方法および装置 | |
| CN119974386B (zh) | 厚壁塑件的多层注塑成形装置 | |
| JPWO2008053732A1 (ja) | 成形用金型及びその製造方法 | |
| CN201012530Y (zh) | 模内装饰注塑模具 | |
| CN114786907B (zh) | 多层成型透镜 | |
| JP2005225048A (ja) | 射出成形金型 | |
| JP6214592B2 (ja) | 樹脂成形用金型 |