JP2016219702A - 部品供給装置 - Google Patents
部品供給装置 Download PDFInfo
- Publication number
- JP2016219702A JP2016219702A JP2015105566A JP2015105566A JP2016219702A JP 2016219702 A JP2016219702 A JP 2016219702A JP 2015105566 A JP2015105566 A JP 2015105566A JP 2015105566 A JP2015105566 A JP 2015105566A JP 2016219702 A JP2016219702 A JP 2016219702A
- Authority
- JP
- Japan
- Prior art keywords
- component
- component supply
- region
- stick
- conveyor belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
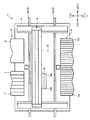
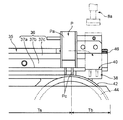
【解決手段】スティックフィーダ7(部品供給装置)は、部品Pの搬送方向に延びて所定位置に部品取出部40を有するガイドレール35と、当該ガイドレール35に沿って配設された搬送ベルト42とを備える。ガイドレール35は、当該ガイドレール35に支持された部品Pと搬送ベルト42とが接触する第1領域Taと、この第1領域Taの下流側に位置し、当該ガイドレール35に支持された部品Pと搬送ベルト42とが非接触となる第2領域Tbとを含み、この第2領域Tbに前記部品取出部40を有している。
【選択図】図4
Description
12 スティック支持部
14 部品押し出し機構部
16 部品搬送部
35 ガイドレール(ガイド部材)
40 部品取出部
P 部品
Ta 第1領域
Tb 第2領域
Claims (6)
- 部品を搬送しながら供給する部品供給装置であって、
部品の搬送方向に延びて当該部品を案内するとともに所定位置に部品取出部を有するガイド部材と、
前記ガイド部材に沿って配設されて前記部品を搬送する搬送ベルトと、を備え、
前記ガイド部材は、当該ガイド部材に支持された部品と前記搬送ベルトとが接触する第1領域と、この第1領域の前記搬送方向下流側に位置し、当該ガイド部材に支持された部品と前記搬送ベルトとが非接触となる第2領域とを含み、この第2領域に前記部品取出部を有している、ことを特徴とする部品供給装置。 - 請求項1に記載の部品供給装置において、
前記第2領域は、前記搬送ベルトのうち、その進行方向が前記搬送方向から反対方向に反転する部分に対応している、ことを特徴とする部品供給装置。 - 請求項1又は2に記載の部品供給装置において、
前記部品取出部は、部品を保持する保持構造を有している、ことを特徴とする部品供給装置。 - 請求項3に記載の部品供給装置において、
前記ガイド部材は、部品を案内する水平なガイド面を有し、
前記部品取出部は、前記ガイド面から下向きに凹み、部品を落とし込んだ状態で保持する凹部である、ことを特徴とする部品供給装置。 - 請求項1乃至4の何れか一項に記載の部品供給装置において、
前記部品取出部に到達した部品が前記搬送方向へ移動することを規制するストッパを備えている、ことを特徴とする部品供給装置。 - 請求項1乃至5の何れか一項に記載の部品供給装置において、
前記搬送ベルトの駆動を制御する制御装置を備え、
前記制御装置は、前記搬送ベルトを前記搬送方向に駆動することにより先頭部品を前記部品取出部に移動させる送り動作と、この送り動作の後、搬送方向とは逆方向に前記搬送ベルトを駆動することにより、先頭部品とその後続部品とを離間させる切り離し動作とを実行する、ことを特徴とする部品供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015105566A JP6651301B2 (ja) | 2015-05-25 | 2015-05-25 | 部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015105566A JP6651301B2 (ja) | 2015-05-25 | 2015-05-25 | 部品供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016219702A true JP2016219702A (ja) | 2016-12-22 |
| JP6651301B2 JP6651301B2 (ja) | 2020-02-19 |
Family
ID=57581599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015105566A Active JP6651301B2 (ja) | 2015-05-25 | 2015-05-25 | 部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6651301B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01123629U (ja) * | 1988-02-18 | 1989-08-23 | ||
| JPH11121982A (ja) * | 1997-10-13 | 1999-04-30 | Juki Corp | チップフィーダーにおける電子部品チップ送り出し方法及びチップフィーダー |
| JP2009051583A (ja) * | 2007-08-23 | 2009-03-12 | Shibuya Kogyo Co Ltd | 電子部品のピックアップ方法と装置 |
-
2015
- 2015-05-25 JP JP2015105566A patent/JP6651301B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01123629U (ja) * | 1988-02-18 | 1989-08-23 | ||
| JPH11121982A (ja) * | 1997-10-13 | 1999-04-30 | Juki Corp | チップフィーダーにおける電子部品チップ送り出し方法及びチップフィーダー |
| JP2009051583A (ja) * | 2007-08-23 | 2009-03-12 | Shibuya Kogyo Co Ltd | 電子部品のピックアップ方法と装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6651301B2 (ja) | 2020-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5278122B2 (ja) | トレイ供給装置 | |
| KR100496949B1 (ko) | 전자부품 실장방법 및 장치 | |
| US9221624B2 (en) | Parts feeding device, parts mounting device and parts feeding method | |
| JP6355717B2 (ja) | ダイ実装システム及びダイ実装方法 | |
| CN103429064A (zh) | 收纳装置 | |
| JP2013026403A (ja) | 部品供給装置 | |
| CN102378571A (zh) | 安装元件的设备和方法 | |
| JP6280817B2 (ja) | 部品装着装置 | |
| TW201936450A (zh) | 供給裝置及具備其之機器人系統 | |
| JP2005347317A (ja) | 部品供給装置およびそれを備えた実装機 | |
| JP6845003B2 (ja) | 搬送装置 | |
| JP6651301B2 (ja) | 部品供給装置 | |
| JP6823786B2 (ja) | 物品収容装置 | |
| JP5045709B2 (ja) | トレイ供給装置および部品実装装置 | |
| JP5980933B2 (ja) | 部品実装機の制御システム及び制御方法 | |
| JP4236793B2 (ja) | 収納装置及び収納方法 | |
| WO2014118929A1 (ja) | ダイ供給装置 | |
| JP4369301B2 (ja) | 部品供給装置およびそれを備えた実装機 | |
| JP2023049597A (ja) | 部品ストック装置および部品搬送システム | |
| JP4715726B2 (ja) | 電子部品実装方法 | |
| JP4414816B2 (ja) | 部品供給装置およびそれを備えた実装機 | |
| JP2013254862A (ja) | 部品供給装置、部品実装装置及び部品供給方法 | |
| JP4448383B2 (ja) | 部品供給装置およびそれを備えた実装機 | |
| JP4672541B2 (ja) | 部品移載装置および表面実装機 | |
| CN110063095B (zh) | 元件安装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180827 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190410 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190419 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20190614 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6651301 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |