JP2016503079A - 押出機における(コ)ポリマーの分解方法、および前記方法を行うための押出機 - Google Patents
押出機における(コ)ポリマーの分解方法、および前記方法を行うための押出機 Download PDFInfo
- Publication number
- JP2016503079A JP2016503079A JP2015546937A JP2015546937A JP2016503079A JP 2016503079 A JP2016503079 A JP 2016503079A JP 2015546937 A JP2015546937 A JP 2015546937A JP 2015546937 A JP2015546937 A JP 2015546937A JP 2016503079 A JP2016503079 A JP 2016503079A
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- extrusion
- extruder
- inlet
- decomposition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F27/00—Mixers with rotary stirring devices in fixed receptacles; Kneaders
- B01F27/05—Stirrers
- B01F27/11—Stirrers characterised by the configuration of the stirrers
- B01F27/114—Helically shaped stirrers, i.e. stirrers comprising a helically shaped band or helically shaped band sections
- B01F27/1143—Helically shaped stirrers, i.e. stirrers comprising a helically shaped band or helically shaped band sections screw-shaped, e.g. worms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/268—Throttling of the flow, e.g. for cooperating with plasticising elements or for degassing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/295—Feeding the extrusion material to the extruder in gaseous form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/297—Feeding the extrusion material to the extruder at several locations, e.g. using several hoppers or using a separate additive feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/53—Screws having a varying channel depth, e.g. varying the diameter of the longitudinal screw trunk
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/535—Screws with thread pitch varying along the longitudinal axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/765—Venting, drying means; Degassing means in the extruder apparatus
- B29C48/766—Venting, drying means; Degassing means in the extruder apparatus in screw extruders
- B29C48/767—Venting, drying means; Degassing means in the extruder apparatus in screw extruders through a degassing opening of a barrel
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F210/00—Copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond
- C08F210/16—Copolymers of ethene with alpha-alkenes, e.g. EP rubbers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/50—Partial depolymerisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F2101/00—Mixing characterised by the nature of the mixed materials or by the application field
- B01F2101/2805—Mixing plastics, polymer material ingredients, monomers or oligomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2810/00—Chemical modification of a polymer
- C08F2810/10—Chemical modification of a polymer including a reactive processing step which leads, inter alia, to morphological and/or rheological modifications, e.g. visbreaking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Graft Or Block Polymers (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
Abstract
Description
a)押出機の第一押出部に導入口を介して(コ)ポリマーを供給する工程;
b)第一分解(コ)ポリマーを生成するために、少なくとも1つのラジカル形成剤の存在下、第一押出部において剪断応力下で(コ)ポリマーを分解する工程;
c)押出機の第二押出部に第一押出部からの第一分解(コ)ポリマーを移動させる工程(ここで、第一押出部はシール手段により第二押出部と分けられる);
d)原材料入口を介して第二押出部に酸素ガスを供給する工程(ここで、原材料入口は押出方向においてシール手段の下流に配置されている);および
e)第二分解(コ)ポリマーを生成するために、酸素ガスの存在下、第二押出部において剪断応力下で第一分解コポリマーを更に分解する工程。ここで、シール手段は、導入口からの酸素ガス漏れを防ぐのに適している。
・少なくとも2つの押出部を含む押出室;
・第一押出部に少なくとも1つの(コ)ポリマーを導入するための導入口;
・場合により、ラジカル形成剤を第一押出部に添加するためのラジカル形成剤添加手段;
・第二押出部に酸素ガスを添加するための原材料入口;
・第二押出部と第一押出部を分けるためのシール手段(ここで、シール手段は導入口と原材料入口との間に備えられており、シール手段は導入口からの供給酸素ガス漏れを防ぐのに適している);および
・場合により、酸素ガスを放出するための放出手段(ここで、放出手段は押出方向において原材料入口の下流に配置されている)。
・同様の条件下で測定して、第二分解(コ)ポリマーの最終的に得られる重量平均分子量(Mw)は、使用した(コ)ポリマーの重量平均分子量(Mw)の30%未満、好ましくは20%未満、特に好ましくは10%未満、最も好ましくは5%未満であり、および/または
・第二分解(コ)ポリマーの最終的に得られる溶融粘度(200℃)は、使用した(コ)ポリマーの溶融粘度の30%未満、好ましくは20%未満、特に好ましくは10%未満、最も好ましくは5%未満である。
i)押出機の第一押出部に導入口を介して(コ)ポリマーを供給する工程(ここで、第一シール手段は、押出方向において導入口の下流に配置されている);
ii)第一原材料入口を介して第一押出部に酸素ガスを供給する工程(ここで、原材料入口は、押出方向において導入口の下流および第一シール手段の下流に配置されている);
iii)第一分解 (コ)ポリマーを生成するために、酸素ガスの存在下、第一押出部において剪断応力下で(コ)ポリマーを分解する工程;
iv)押出機の第一押出部から第二押出部に第一分解(コ)ポリマーを移動させる工程(ここで、第一押出部は、第二シール手段により第二押出部と分けられる);
v)第二押出部にラジカル形成剤添加手段を介して少なくとも1つのラジカル形成剤を供給する工程(ここで、ラジカル形成剤添加手段は、押出方向において第二シール手段の下流に配置されている);および
vi)第二分解(コ)ポリマーを生成するために、ラジカル形成剤の存在下、第二押出部において剪断応力下で第一分解(コ)ポリマーを更に分解する工程。ここで、第一シール手段は、導入口からの酸素ガス漏れを防ぐのに適しており、第二シール手段は、ラジカル形成剤添加手段からの酸素ガス漏れを防ぐのに適している。
・少なくとも2つの押出部を含む押出室;
・第一押出部に少なくとも1つの(コ)ポリマーを導入するための導入口;
・押出方向において導入口の下流に配置されている第一シール手段;
・第一押出部に酸素ガスを添加するための、押出方向において導入口の下流およびシール手段の下流に配置されている第一原材料入口;
・第二押出部と第一押出部を分けるための第二シール手段(ここで、第二シール手段は押出方向において第一原材料入口の下流に配置されている);および
・第二押出部に少なくとも1つのラジカル形成剤を添加するための、押出方向において第二シール手段の下流に配置されているラジカル形成剤添加手段
を含む。ここで、第一シール手段は、導入口からの酸素ガス漏れを防ぐのに適しており、第二シール手段は、ラジカル形成剤添加手段からの酸素ガス漏れを防ぐのに適している。
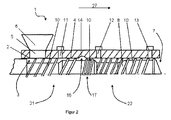
図2は、本発明の押出機の別の態様を示す。
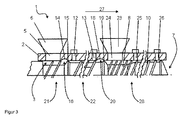
図3は、本発明の押出機の別の態様を示す。
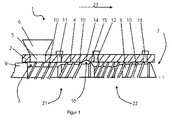
2 ハウジング
3 押出室
4 内壁
5 充填口
6 充填ホッパー
7 導入口
8 スクリュー
9 駆動軸
10 スクリューフライト
11 過酸化物添加口
12 ガス混合物添加口
13 脱気手段
14 窪み
15 肥厚
16 堰き止め空間
17 堰き止め部
18 第二窪み
19 第二肥厚
20 第二堰き止め空間
21 第一押出部
22 第二押出部
23 第二充填ホッパー
24 第二充填口
25 別の添加口
26 別の脱気口
27 供給方向
28 第三押出部
Claims (20)
- a)押出機(1)の第一押出部(21)に導入口(5)を介して(コ)ポリマーを供給する工程;
b)第一分解(コ)ポリマーを生成するために、少なくとも1つのラジカル形成剤の存在下、第一押出部(21)において剪断応力下で(コ)ポリマーを分解する工程;
c)押出機(1)の第二押出部(22)に第一押出部(21)からの第一分解(コ)ポリマーを移動させる工程(ここで、第一押出部(21)は、シール手段(14、15、16、17)により第二押出部(22)と分けられる);
d)原材料入口(12)を介して第二押出部(22)に酸素ガスを供給する工程(ここで、原材料入口(12)は押出方向(27)においてシール手段(14、15、16、17)の下流に配置されている);
e)第二分解(コ)ポリマーを生成するために、酸素ガスの存在下、第二押出部(22)において剪断応力下で第一分解コポリマーを更に分解する工程
を含む、押出機(1)における(コ)ポリマーの分解方法であって、シール手段(14、15、16、17)は導入口(5)からの酸素ガス漏れを防ぐのに適している、方法。 - 導入口(5)に保護ガス雰囲気下で(コ)ポリマーを添加することを特徴とする、請求項1に記載の方法。
- 導入口(5)を介しておよび/またはラジカル形成剤添加手段(11)を介して第一押出部(21)にラジカル形成剤を添加することを特徴とする、請求項1または2に記載の方法。
- ラジカル形成剤は過酸化物であることを特徴とする、請求項1〜3のいずれかに記載の方法。
- 第二押出部(22)への流入時、第一分解(コ)ポリマーは第一分解(コ)ポリマーの総量に対して0.01重量%未満であるラジカル形成剤の残量を有することを特徴とする、請求項1〜4のいずれかに記載の方法。
- 第一押出部(21)における(コ)ポリマーの分解を100℃〜320℃の温度で行うことを特徴とする、請求項1〜5のいずれかに記載の方法。
- 第二押出部(22)における第一分解(コ)ポリマーの更なる分解を200℃〜450℃の温度で行うことを特徴とする、請求項1〜6のいずれかに記載の方法。
- 供給酸素ガスは純酸素または酸素含有ガス混合物であり、ガス混合物は少なくとも5体積%の酸素含量を有することを特徴とする、請求項1〜7のいずれかに記載の方法。
- 供給酸素ガスはグラフト反応できる少なくとも1つの反応性成分を含有することを特徴とする、請求項1〜8のいずれかに記載の方法。
- 添加前の酸素ガスは少なくとも50℃の温度を有することを特徴とする、請求項1〜9のいずれかに記載の方法。
- 少なくとも5barの圧力で酸素ガスを添加することを特徴とする、請求項1〜10のいずれかに記載の方法。
- 第二分解(コ)ポリマーを別の押出部(28)に移動させることを特徴とする、請求項1〜11のいずれかに記載の方法であって、第二押出部(22)はシール手段(18、19、20)により別の押出部(28)と分けられ、別の押出部(28)は更なる導入口(24)および/または原材料入口(25)を有する、方法。
- シール手段(14、15、16、17、18、19、20)は、押出機スクリュー(8)において再循環要素および/または堰き止め部品により形成されることを特徴とする、請求項1〜12のいずれかに記載の方法。
- 第二押出部および/または別の押出部(22、28)は、酸素ガスを放出するために押出方向(27)において原材料入口(5、25)の下流に配置されている放出手段(13、26)を含むことを特徴とする、請求項1〜13のいずれかに記載の方法。
- 第二押出部または別の押出部(22、28)から流出した後、第二分解(コ)ポリマーを塊状材料に変形させることを特徴とする、請求項1〜14のいずれかに記載の方法。
- ・少なくとも2つの押出部(21、22)を含む押出室(3);
・第一押出部(21)に少なくとも1つの(コ)ポリマーを導入するための導入口(5);
・場合により、ラジカル形成剤を第一押出部(21)に添加するためのラジカル形成剤添加手段(11、5);
・第二押出部(22)に酸素ガスを添加するための原材料入口(12);
・第二押出部(22)と第一押出部(21)を分けるためのシール手段(14、15、16、17)(ここで、シール手段は導入口(5)と原材料入口(12)との間に備えられており、シール手段(14、15、16、17)は導入口(5)からの供給酸素ガス漏れを防ぐのに適している);および
・場合により、酸素ガスを放出するための放出手段(13)(ここで、放出手段は押出方向(27)において原材料入口(12)の下流に配置されている)
を含む、(コ)ポリマーを分解するための押出機(1)。 - シール手段(14、15、16、17)として再循環要素および/または堰き止め部品を使用することを特徴とする、請求項16に記載の押出機(1)。
- 放出手段(13)として真空またはリターン脱気工程を使用することを特徴とする、請求項16または17に記載の押出機(1)。
- 押出室(3)にラジカル形成剤を添加するためのラジカル形成剤添加手段(11)は、押出方向(27)において導入口(5)の下流に配置されていることを特徴とする、請求項16〜18のいずれかに記載の押出機(1)。
- 更なるシール付加機能を供給するための第二シール手段(18、19、20)は、押出方向(27)において放出手段(13)の下流に配置されていることを特徴とする、請求項16〜19のいずれかに記載の押出機(1)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012222991.4A DE102012222991A1 (de) | 2012-12-12 | 2012-12-12 | Verfahren zur Degradierung von (Co)polymeren |
| DE102012222991.4 | 2012-12-12 | ||
| PCT/EP2013/075303 WO2014090628A1 (de) | 2012-12-12 | 2013-12-03 | Verfahren zur degradierung von (co)polymeren in einem extruder sowie extruder zur durchführung des verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016503079A true JP2016503079A (ja) | 2016-02-01 |
| JP6325569B2 JP6325569B2 (ja) | 2018-05-16 |
Family
ID=49681049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015546937A Expired - Fee Related JP6325569B2 (ja) | 2012-12-12 | 2013-12-03 | 押出機における(コ)ポリマーの分解方法、および前記方法を行うための押出機 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9683065B2 (ja) |
| EP (1) | EP2931761B1 (ja) |
| JP (1) | JP6325569B2 (ja) |
| KR (1) | KR102265766B1 (ja) |
| CN (1) | CN104936993B (ja) |
| BR (1) | BR112015013495B1 (ja) |
| CA (1) | CA2894574A1 (ja) |
| DE (1) | DE102012222991A1 (ja) |
| ES (1) | ES2791182T3 (ja) |
| MX (1) | MX2015007441A (ja) |
| RU (1) | RU2015127836A (ja) |
| TW (1) | TW201427806A (ja) |
| WO (1) | WO2014090628A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105085725A (zh) * | 2015-08-24 | 2015-11-25 | 华南理工大学 | 一种臭氧氧化工艺制备氧化聚丙烯的装置及方法 |
| ES2710805T3 (es) | 2016-04-22 | 2019-04-26 | Borealis Ag | Proceso de reducción de la viscosidad |
| CN113286689A (zh) * | 2019-01-07 | 2021-08-20 | 新泽西鲁特格斯州立大学 | 设计适应于复合、化学反应和具有由一种聚合物包覆的固体的不互溶聚合物共混物的单挤出机筒 |
| JP6949342B1 (ja) | 2019-12-27 | 2021-10-13 | 芝浦機械株式会社 | 低分子量ポリマーの製造方法、メルトブローン不織布の製造装置および製造方法 |
| RU201374U1 (ru) * | 2020-06-08 | 2020-12-11 | Федеральное государственное автономное образовательное учреждение высшего образования "Крымский федеральный университет имени В.И. Вернадского" | Экструдер для переработки разнородных вторичных полимерных и строительных материалов |
| WO2022146464A1 (en) * | 2020-12-28 | 2022-07-07 | Coe William B | Scrap plastic re-synthesis by antiferromagnetic engineered bond permutations |
| CN116330616B (zh) * | 2023-05-30 | 2023-08-29 | 河北凯力华维包装科技有限公司 | 一种改性pet材料及其制备方法与应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287609A (ja) * | 1990-04-04 | 1991-12-18 | Mitsui Petrochem Ind Ltd | α−オレフィン系共重合体の熱分解・酸化物、ならびに感熱転写インク組成物 |
| US20060038315A1 (en) * | 2004-08-19 | 2006-02-23 | Tunnell Herbert R Iii | Oxygen tailoring of polyethylene resins |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3940379A (en) * | 1973-05-21 | 1976-02-24 | Dart Industries, Inc. | Process for controlled degradation of propylene polymers |
| US3898209A (en) * | 1973-11-21 | 1975-08-05 | Exxon Research Engineering Co | Process for controlling rheology of C{HD 3{B {30 {0 polyolefins |
| US4632583A (en) * | 1984-10-01 | 1986-12-30 | International Business Machines Corporation | Flexible leader |
| DE4000695C2 (de) | 1990-01-12 | 1997-07-03 | Huels Chemische Werke Ag | Weitgehend amorphe Polyalphaolefine mit enger Molekulargewichtsverteilung, Verfahren zu deren Herstellung und Verwendung für Teppichschwerbeschichtungsmassen oder Schmelzklebstoffe |
| DE4413093A1 (de) | 1994-04-15 | 1995-10-19 | Leuna Werke Gmbh | Verfahren zur Herstellung von fuktionalisierten, niedermolekularen Polymeren aus Altkunststoffen |
| US5587434A (en) * | 1995-10-13 | 1996-12-24 | Union Carbide Chemicals & Plastics Technology Corporation | Process for polymer degradation |
| DE19650414A1 (de) * | 1996-08-20 | 1998-02-26 | Bluecher Gmbh | Herstellung hochwertiger kugelförmiger Adsorbenzien aus Anionenaustauschern, Kationenaustauschern sowie Vorstufen |
| US6204348B1 (en) * | 1997-05-20 | 2001-03-20 | Borealis Gmbh | Modified polypropylenes of improved processability |
| EP1767333A1 (de) * | 2005-09-24 | 2007-03-28 | Reifenhäuser GmbH & Co. Maschinenfabrik | Extruder und Verfahren zum Betreiben desselben |
| DE102006010458A1 (de) * | 2006-03-03 | 2007-09-06 | Reimelt Henschel Mischsysteme Gmbh | Misch- und Knetmaschine für Kunststoffmassen |
| CA2805045C (en) * | 2010-07-27 | 2018-08-21 | Henkel Ag & Co. Kgaa | Process for manufacturing an adhesive by means of extrusion |
| DE102013005307A1 (de) * | 2013-03-25 | 2014-09-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verwendung von organischen Oxyimiden als Flammschutzmittel für Kunststoffe sowie flammgeschützte Kunststoffzusammensetzung und hieraus hergestelltem Formteil |
-
2012
- 2012-12-12 DE DE102012222991.4A patent/DE102012222991A1/de not_active Ceased
-
2013
- 2013-12-03 CN CN201380070914.9A patent/CN104936993B/zh not_active Expired - Fee Related
- 2013-12-03 RU RU2015127836A patent/RU2015127836A/ru not_active Application Discontinuation
- 2013-12-03 CA CA2894574A patent/CA2894574A1/en not_active Abandoned
- 2013-12-03 JP JP2015546937A patent/JP6325569B2/ja not_active Expired - Fee Related
- 2013-12-03 WO PCT/EP2013/075303 patent/WO2014090628A1/de not_active Ceased
- 2013-12-03 EP EP13798681.6A patent/EP2931761B1/de active Active
- 2013-12-03 BR BR112015013495-5A patent/BR112015013495B1/pt not_active IP Right Cessation
- 2013-12-03 ES ES13798681T patent/ES2791182T3/es active Active
- 2013-12-03 MX MX2015007441A patent/MX2015007441A/es unknown
- 2013-12-03 KR KR1020157018646A patent/KR102265766B1/ko not_active Expired - Fee Related
- 2013-12-11 TW TW102145525A patent/TW201427806A/zh unknown
-
2015
- 2015-06-10 US US14/735,284 patent/US9683065B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287609A (ja) * | 1990-04-04 | 1991-12-18 | Mitsui Petrochem Ind Ltd | α−オレフィン系共重合体の熱分解・酸化物、ならびに感熱転写インク組成物 |
| US20060038315A1 (en) * | 2004-08-19 | 2006-02-23 | Tunnell Herbert R Iii | Oxygen tailoring of polyethylene resins |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2015127836A (ru) | 2017-01-19 |
| JP6325569B2 (ja) | 2018-05-16 |
| KR102265766B1 (ko) | 2021-06-15 |
| TW201427806A (zh) | 2014-07-16 |
| ES2791182T3 (es) | 2020-11-03 |
| BR112015013495A2 (pt) | 2017-07-11 |
| CN104936993A (zh) | 2015-09-23 |
| CA2894574A1 (en) | 2014-06-19 |
| EP2931761B1 (de) | 2020-03-04 |
| BR112015013495B1 (pt) | 2021-07-20 |
| EP2931761A1 (de) | 2015-10-21 |
| KR20150095835A (ko) | 2015-08-21 |
| CN104936993B (zh) | 2018-06-01 |
| DE102012222991A1 (de) | 2014-06-12 |
| US20150274873A1 (en) | 2015-10-01 |
| US9683065B2 (en) | 2017-06-20 |
| MX2015007441A (es) | 2015-09-16 |
| WO2014090628A1 (de) | 2014-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6325569B2 (ja) | 押出機における(コ)ポリマーの分解方法、および前記方法を行うための押出機 | |
| JP6165915B2 (ja) | 押出を用いる接着剤の製造方法 | |
| EP0428510B1 (en) | Maleic anhydride graft copolymer products having low yellowness index and preparation | |
| EP0581360B1 (en) | Process for functionalizing ethylene polymers | |
| CN100354316C (zh) | 改性热塑性树脂的制造方法和改性热塑性树脂 | |
| JP2019532152A (ja) | 官能化エチレン系ポリマーを生成するための方法 | |
| CN108892752B (zh) | 一种低气味接枝相容剂及其制备方法 | |
| EP1313780B2 (en) | High melt flow, highly-grafted polypropylene | |
| JP7292236B2 (ja) | 同方向多軸押出機を用いた変性ポリオレフィン樹脂の製造方法 | |
| JP7281860B1 (ja) | 高分子化合物の生成方法 | |
| JP7485530B2 (ja) | 同方向多軸押出機を用いた変性ポリオレフィン樹脂の製造方法 | |
| JPH08325322A (ja) | 変性ポリオレフィンの後処理方法 | |
| JP7485529B2 (ja) | 同方向多軸押出機を用いた変性ポリオレフィン樹脂の製造方法 | |
| CN105619760B (zh) | 生产接枝聚烯烃的方法、螺杆挤出机及接枝聚烯烃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171010 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180320 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6325569 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |