JP2016532771A - 高い半径方向精度を有する焼結部品の製造方法及び焼結されるべき接合部品を含む組部品 - Google Patents
高い半径方向精度を有する焼結部品の製造方法及び焼結されるべき接合部品を含む組部品 Download PDFInfo
- Publication number
- JP2016532771A JP2016532771A JP2016516580A JP2016516580A JP2016532771A JP 2016532771 A JP2016532771 A JP 2016532771A JP 2016516580 A JP2016516580 A JP 2016516580A JP 2016516580 A JP2016516580 A JP 2016516580A JP 2016532771 A JP2016532771 A JP 2016532771A
- Authority
- JP
- Japan
- Prior art keywords
- sintered
- radial
- joint
- deformation
- sintered joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1017—Multiple heating or additional steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/06—Making machine elements axles or shafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/18—Making machine elements pistons or plungers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K31/00—Control devices specially adapted for positioning tool carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/08—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of toothed articles, e.g. gear wheels; of cam discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
- B22F5/106—Tube or ring forms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
第一の焼結接合部品を第二の焼結接合部品と接合する工程、及び
前記高い半径方向精度を付与する工程であって、1以上の半径方向変形要素を変形させることを含み、該半径方向変形要素の該変形が少なくとも較正ツールによって達成され、少なくとも実質的に該半径方向変形要素の塑性変形として行われる工程。
第一の焼結接合部品の少なくとも第一の内側接合面、及び/又は
第二の焼結接合部品の少なくとも第二の内側接合面
を少なくとも部分的に被覆する。
第一の焼結接合部品の第一の内側接合面、及び/又は
第二の焼結接合部品の第二の内側接合面
を位置決め工程の後で完全に被覆する。
第一の焼結接合部品の1以上の内側接合面の1以上の領域、及び/又は
第二の焼結接合部品の1以上の内側接合面の1以上の領域、及び/又は
第一の焼結接合部品の1以上の外側接合面の1以上の領域、及び/又は
第二の焼結接合部品の1以上の外側接合面の1以上の領域
が内側半径方向変形要素として半径方向変形要素を形成する少なくとも1つの半径方向凸部を有するものであり得る。
接合工程のために、1以上の第一のプロセス工程が1以上の接合ツールにより実行される、及び/又は
高い半径方向精度を付与する工程のために、1以上の第二のプロセス工程が、独立した較正ツールとして較正ツール、及び/又は複合順送型ツールのうちの較正領域としての較正ツールにより実行される。
第一の焼結接合部品、
第二の焼結接合部品、及び
半径方向変形要素
を有する。
第一の焼結接合部品の少なくとも第一の内側接合面を少なくとも部分的に被覆するように、及び/又は
第二の焼結接合部品の少なくとも第二の内側接合面を少なくとも部分的に被覆するように位置可能で、かつ
内側半径方向変形要素として半径方向変形要素を形成する、内側変形部を有するものであり得る。
少なくとも第一の焼結接合部品を少なくとも部分的に包囲するように、及び/又は
少なくとも第二の焼結接合部品を少なくとも部分的に包囲するように位置可能で、
外側半径方向変形要素として半径方向変形要素を形成する、外側変形部を有するものであり得る。
第一の焼結接合部品が第一の半径方向保持突起を有する、及び/又は
第二の焼結接合部品が第二の半径方向保持突起を有する
ものであってよい。
第一の焼結接合部品の少なくとも1つの内側接合面の少なくとも1つの領域、
第二の焼結接合部品の少なくとも1つの内側接合面の少なくとも1つの領域、
第一の焼結接合部品の少なくとも1つの外側接合面の少なくとも1つの領域、及び/又は
第二の焼結接合部品の少なくとも1つの外側接合面の少なくとも1つの領域
が、内側半径方向変形要素として、少なくとも1つの半径方向凸部を有するものであってよい。
接触面の1以上の次元において、上側接触面の最小範囲として0.2mm、
1以上の次元において、ベース面のベース面の範囲として0.4mm〜2.0mm、及び/又は
ベース面と接触面との間の高さとして0.1mm〜2.0mm、であってよい。
Claims (18)
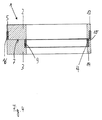
- 高い半径方向精度を有する焼結部品(1)の製造方法であって、該焼結部品(1)が少なくとも
第一の焼結接合部品(2)と、
第二の焼結接合部品(3)と
から製造され、
前記方法が少なくとも、
前記第一の焼結接合部品(2)と前記第二の焼結接合部品(3)とを接合する工程と、
前記高い半径方向精度を付与する工程であって、好ましくは接合接触領域(7)に隣接して配置される1以上の半径方向変形要素を変形させることを含み、該半径方向変形要素の該変形が少なくとも較正ツールによって達成され、かつ少なくとも実質的に該半径方向変形要素の塑性変形として行われる工程と
を含むことを特徴とする方法。 - 請求項1に記載の方法であって、
外側変形部(5)が、前記接合する工程の間、
少なくとも前記第一の焼結接合部品(2)を少なくとも部分的に包囲するように、及び/又は少なくとも前記第二の焼結接合部品(3)を少なくとも部分的に包囲するように
位置され、前記外側変形部(5)が、外側半径方向変形要素として半径方向変形要素を形成することを特徴とする方法。 - 請求項1又は2に記載の方法であって、
内側変形部(4)が、前記接合する工程の間、
前記第一の焼結接合部品(2)の少なくとも第一の内側接合面(8)を少なくとも部分的に被覆するように、及び/又は前記第二の焼結接合部品(3)の少なくとも第二の内側接合面(9)を少なくとも部分的に被覆するように
位置され、前記内側変形部(4)が、内側半径方向変形要素として半径方向変形要素を形成することを特徴とする方法。 - 請求項2又は3に記載の方法であって、
前記変形部のうち1以上、好ましくは全てが、前記接合する工程の間、摩擦係合、ポジティブロック、非ポジティブロック、及び/又は密着的手法によって1以上の焼結接合部品に接続される、及び/又は前記変形部のうち1以上、好ましくは全てが、前記高い半径方向精度を付与する工程の間、摩擦係合、ポジティブロック、非ポジティブロック、及び/又は密着的手法によって1以上の焼結接合部品に接続されることを特徴とする方法。 - 請求項1乃至4のいずれか一項に記載の方法であって、
前記第一の焼結接合部品(2)の1以上の内側接合面(8、9)の1以上の領域、及び/又は
前記第二の焼結接合部品(3)の1以上の内側接合面(8、9)の1以上の領域、及び/又は
前記第一の焼結接合部品(2)の1以上の外側接合面(10、11)の1以上の領域、及び/又は
前記第二の焼結接合部品(3)の1以上の外側接合面(10、11)の1以上の領域
が、内側半径方向変形要素として半径方向変形要素を形成する1以上の半径方向凸部(6)を有することを特徴とする方法。 - 請求項1乃至5のいずれか一項に記載の方法であって、前記高い半径方向精度を付与する工程は、少なくとも部分的に、前記第一の焼結接合部品(2)を前記第二の焼結接合部品(3)と接合する工程と同時に行われることを特徴とする方法。
- 請求項1乃至6のいずれか一項に記載の方法であって、
前記接合する工程のために、少なくとも1つの接合ツールによって少なくとも1つの第一のプロセス工程が行われる、及び/又は前記高い半径方向精度を付与する工程のために、独立した較正ツールという形の較正ツールによって、及び/又は順送型ツールの較正領域という形の較正ツールによって、少なくとも1つの第二のプロセス工程が行われる
ことを特徴とする方法。 - 請求項1乃至7のいずれか一項に記載の方法であって、前記高い半径方向精度を付与する工程の後、前記焼結部品(1)が、高い半径方向精度を有する焼結部品として前記較正ツールから取り外されることを特徴とする方法。
- 請求項1乃至8のいずれか一項に記載の方法であって、
前記焼結部品(1)の前記製造のために、前記第一の焼結接合部品(2)の第一の接合面と、前記第二の焼結接合部品(3)の第二の接合面とが、押圧ツールによって加えられる軸方向の押圧力の作用により相互に押圧され、
前記第一の焼結接合部品(2)が、前記第一の接合面に配置される少なくとも1つの第一の変形要素を有する、及び/又は前記第二の焼結接合部品が、前記第二の接合面に配置される1以上の第二の変形要素を有することが好ましく、前記変形要素のうち1以上の変形が、前記相互の押圧によって達成されることを特徴とする方法。 - 焼結接合部品を接合して高い半径方向精度を有する焼結部品(1)を形成するための前記焼結接合部品を有する組部品であって、
1以上の第一の焼結接合部品(2)と、
1以上の第二の焼結接合部品(3)と、
1以上の半径方向変形要素と
を有することを特徴とする組部品。 - 請求項10に記載の組部品であって、
外側変形部(5)であって、前記接合する工程の間、
少なくとも前記第一の焼結接合部品(2)を少なくとも部分的に包囲するように、及び/又は少なくとも前記第二の焼結接合部品(3)を少なくとも部分的に包囲するように
位置可能で、かつ外側半径方向変形要素として半径方向変形要素を形成する外側変形部(5)
を有することを特徴とする組部品。 - 請求項11に記載の組部品であって、
前記焼結部品(1)の接合状態における前記外側変形部(5)の軸方向の位置決めのために
前記第一の焼結接合部品(2)が第一の半径方向保持突起(13)を有する、及び/又は前記第二の焼結接合部品(3)が第二の半径方向保持突起(14)を有する
ことを特徴とする組部品。 - 請求項10乃至12のいずれか一項に記載の組部品であって、
内側変形部(4)であって、前記接合する工程の間、
前記第一の焼結接合部品(2)の少なくとも第一の内側接合面(8)を少なくとも部分的に被覆するように、及び/又は前記第二の焼結接合部品(3)の少なくとも第二の内側接合面(9)を少なくとも部分的に被覆するように
位置可能で、かつ内側半径方向変形要素として半径方向変形要素を形成する、内側変形部(4)を有することを特徴とする組部品。 - 請求項10乃至13のいずれか一項に記載の組部品であって、
前記第一の焼結接合部品(2)の1以上の内側接合面(8、9)の1以上の領域、
前記第二の焼結接合部品(3)の1以上の内側接合面(8、9)の1以上の領域、
前記第一の焼結接合部品(2)の1以上の外側接合面(10、11)の1以上の領域、及び/又は
前記第二の焼結接合部品(3)の1以上の外側接合面(10、11)の1以上の領域
が内側半径方向変形要素として1以上の半径方向凸部(6)を有することを特徴とする組部品。 - 請求項14に記載の組部品であって、前記半径方向凸部(6)が、球体切片、切頂球体切片、切頂円錐、直方体、切頂台形、切頂四角錐又は線状凸部の幾何学形状のうちの1つから形成され、好ましくは前記第一の焼結接合部品(2)の軸方向に平行な方向、及び/又は前記第二の焼結接合部品(3)の軸方向に平行な方向に形成されることを特徴とする組部品。
- 請求項14又は15に記載の組部品であって、
前記半径方向凸部(6)が
接触面の1以上の次元において、上側接触面の最小範囲として0.2mm、
1以上の次元において、ベース面のベース面の範囲として0.4mm〜2.0mm、及び/又は
前記ベース面と前記接触面との間の高さとして0.1mm〜2.0mm、
を有することを特徴とする組部品。 - 請求項10乃至16のいずれか一項に記載の組部品であって、前記高い半径方向精度を有する焼結部品(1)が、カム軸アジャスタ用のロータ、ポンプリング、油ポンプハウジング、固定子、又は衝撃吸収ダンパピストンであることを特徴とする組部品。
- 請求項10乃至17のいずれか一項に記載の組部品の使用方法であって、好ましくは請求項1乃至9のいずれか一項に記載の方法を用いて、高い半径方向精度を有する焼結部品(1)として較正ツールから取り外し可能な焼結部品を接合形成するための使用方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013015677.7A DE102013015677A1 (de) | 2013-09-23 | 2013-09-23 | Verfahren zur Herstellung eines Sinterteils mit hochgenauer radialer Präzision sowie Teilesatz mit Sinterfügeteilen |
| DE102013015677.7 | 2013-09-23 | ||
| PCT/EP2014/002553 WO2015043734A2 (de) | 2013-09-23 | 2014-09-19 | Verfahren zur herstellung eines sinterteils mit hochgenauer radialer präzision sowie teilesatz mit sinterfügetellen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016532771A true JP2016532771A (ja) | 2016-10-20 |
| JP6457499B2 JP6457499B2 (ja) | 2019-01-23 |
Family
ID=51987108
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016516580A Active JP6457499B2 (ja) | 2013-09-23 | 2014-09-19 | 高い半径方向精度を有する焼結部品の製造方法及び焼結されるべき接合部品を含む組部品 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10413967B2 (ja) |
| EP (1) | EP3049203A2 (ja) |
| JP (1) | JP6457499B2 (ja) |
| CN (1) | CN105939802B (ja) |
| DE (1) | DE102013015677A1 (ja) |
| WO (1) | WO2015043734A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022553044A (ja) * | 2019-10-21 | 2022-12-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | 較正された部品の組み合わせの製造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015112442B3 (de) | 2015-07-30 | 2016-11-24 | Hilite Germany Gmbh | Nockenwellenversteller |
| DE102015012242B4 (de) | 2015-09-18 | 2019-06-19 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und Vorrichtung zur Herstellung eines mit einem Schichtstoff kaschierten 3D-Substrates |
| DE202015006923U1 (de) | 2015-10-02 | 2015-10-16 | Rolf Espe | Presspolster für den Einsatz in hydraulischen Ein- oder Mehretagenheizpressen |
| CN107876781B (zh) * | 2017-12-11 | 2019-12-13 | 慈溪市永力电动工具有限公司 | 一种基于粉末烧结的轴类零件复合制造方法 |
| CN107931619B (zh) * | 2017-12-11 | 2019-11-29 | 温岭市鼎力标准件有限公司 | 凸轮预烧结坯及其使用方法 |
| DE102018101979B4 (de) | 2018-01-30 | 2022-06-23 | Schaeffler Technologies AG & Co. KG | Hydraulischer Nockenwellenversteller |
| AT523498A1 (de) | 2020-02-07 | 2021-08-15 | Miba Sinter Austria Gmbh | Verfahren zur Herstellung eines Nockenwellenverstellers |
| AT524197A1 (de) | 2020-08-24 | 2022-03-15 | Miba Sinter Austria Gmbh | Verfahren zur Herstellung eines Nockenwellenverstellers |
| AT524196A1 (de) | 2020-08-24 | 2022-03-15 | Miba Sinter Austria Gmbh | Verfahren zur Herstellung eines Nockenwellenverstellers |
| AT524466B1 (de) | 2020-11-27 | 2022-12-15 | Miba Sinter Austria Gmbh | Statorabdeckung |
| AT526390B1 (de) | 2022-07-22 | 2024-09-15 | Miba Sinter Austria Gmbh | Rotor für einen Nockenwellenversteller |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993803A (ja) * | 1982-11-17 | 1984-05-30 | Toyota Motor Corp | 複合焼結鍛造方法 |
| JPH0267406A (ja) * | 1988-09-02 | 1990-03-07 | Hitachi Powdered Metals Co Ltd | 内燃機関用バルブガイドおよびその製造方法 |
| JPH09151941A (ja) * | 1995-11-30 | 1997-06-10 | Hitachi Powdered Metals Co Ltd | 複合型多孔質軸受及びその製造方法 |
| US6101713A (en) * | 1996-08-30 | 2000-08-15 | Krebsoge Sinterholding GmbH | Method of calibrating a pre-formed recess |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6330655A (ja) * | 1986-07-25 | 1988-02-09 | Hitachi Ltd | カムシヤフトの製造方法 |
| JPH02122007A (ja) * | 1988-10-31 | 1990-05-09 | Sumitomo Electric Ind Ltd | アルミニウム合金部品の製造法 |
| JP3183469B2 (ja) * | 1991-10-17 | 2001-07-09 | 日立粉末冶金株式会社 | 複合焼結部品の製造方法 |
| JP3212111B2 (ja) * | 1991-10-17 | 2001-09-25 | 日立粉末冶金株式会社 | 複合焼結部品の製造方法 |
| JPH07317512A (ja) * | 1994-05-24 | 1995-12-05 | Hitachi Powdered Metals Co Ltd | 弁座およびその製造方法 |
| AT1770U1 (de) * | 1996-12-04 | 1997-11-25 | Miba Sintermetall Ag | Verfahren zum herstellen eines sinterformkörpers, insbesondere eines zahnriemen- oder kettenrades |
| JP2003014120A (ja) * | 2001-06-29 | 2003-01-15 | Nippon Piston Ring Co Ltd | 耐摩環およびその製造方法 |
| JP2003090432A (ja) * | 2001-09-18 | 2003-03-28 | Nippon Piston Ring Co Ltd | 冷却空洞付き耐摩環およびその製造方法 |
| JP2003212660A (ja) * | 2002-01-28 | 2003-07-30 | New Century Technology Co Ltd | フェルールの組立精度と歩留りを向上するシステム及びそのツール |
| US8220153B2 (en) * | 2006-05-26 | 2012-07-17 | Hitachi Powdered Metals Co., Ltd. | Production method for complex bearing |
| CN101715522B (zh) * | 2007-06-13 | 2013-07-31 | Gkn烧结金属有限公司 | 对粉末金属部件公差的改进 |
| DE102009042603A1 (de) * | 2009-09-23 | 2011-03-24 | Gkn Sinter Metals Holding Gmbh | Verfahren zur Herstellung eines Verbundbauteils |
| DE102011117856A1 (de) | 2011-11-08 | 2013-05-08 | Gkn Sinter Metals Holding Gmbh | Mehrteilige, gefügte Rotoren in hydraulischen Nockenwellenverstellern mit Fügedichtprofilen und Verfahren zur Herstellung der Rotoren |
-
2013
- 2013-09-23 DE DE102013015677.7A patent/DE102013015677A1/de not_active Withdrawn
-
2014
- 2014-09-19 JP JP2016516580A patent/JP6457499B2/ja active Active
- 2014-09-19 EP EP14803040.6A patent/EP3049203A2/de active Pending
- 2014-09-19 CN CN201480063869.9A patent/CN105939802B/zh active Active
- 2014-09-19 WO PCT/EP2014/002553 patent/WO2015043734A2/de not_active Ceased
- 2014-09-19 US US15/023,960 patent/US10413967B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993803A (ja) * | 1982-11-17 | 1984-05-30 | Toyota Motor Corp | 複合焼結鍛造方法 |
| JPH0267406A (ja) * | 1988-09-02 | 1990-03-07 | Hitachi Powdered Metals Co Ltd | 内燃機関用バルブガイドおよびその製造方法 |
| JPH09151941A (ja) * | 1995-11-30 | 1997-06-10 | Hitachi Powdered Metals Co Ltd | 複合型多孔質軸受及びその製造方法 |
| US6101713A (en) * | 1996-08-30 | 2000-08-15 | Krebsoge Sinterholding GmbH | Method of calibrating a pre-formed recess |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022553044A (ja) * | 2019-10-21 | 2022-12-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | 較正された部品の組み合わせの製造方法 |
| JP7364792B2 (ja) | 2019-10-21 | 2023-10-18 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | 較正された部品の組み合わせの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015043734A2 (de) | 2015-04-02 |
| CN105939802B (zh) | 2018-08-07 |
| US10413967B2 (en) | 2019-09-17 |
| EP3049203A2 (de) | 2016-08-03 |
| WO2015043734A3 (de) | 2015-05-21 |
| US20160207107A1 (en) | 2016-07-21 |
| JP6457499B2 (ja) | 2019-01-23 |
| CN105939802A (zh) | 2016-09-14 |
| DE102013015677A1 (de) | 2015-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6457499B2 (ja) | 高い半径方向精度を有する焼結部品の製造方法及び焼結されるべき接合部品を含む組部品 | |
| JP5612078B2 (ja) | 粉末金属部品を接着および接合する方法 | |
| JP6574759B2 (ja) | 正確な成形品高さを有する焼結部品の製造方法及び焼結接合部品の組部品 | |
| CN103260788B (zh) | 工件成型的方法 | |
| US20030169952A1 (en) | Dynamic bearing device and method for making same | |
| CN203906634U (zh) | 具有用于衰减器质量的在三个空间方向上起作用的止挡的减振器 | |
| JP2003194079A (ja) | 自動車用車輪軸受組立体 | |
| US10895294B2 (en) | Disc rotor, production apparatus therefor, roller, and disc rotor production method | |
| CN104395663B (zh) | 接合构造体及其接合方法 | |
| CN105121795B (zh) | 带有改善的几何形状的用于凸轮轴调节器的转子 | |
| JP2016539297A (ja) | 遊星歯車キャリアアセンブリおよび関連する作成方法 | |
| CN106489035B (zh) | 滚动轴承的保持架和制造该保持架的方法 | |
| KR20130115363A (ko) | 치형 부품의 제조 방법 및 치형 부품의 제조 장치 | |
| JPWO2013094615A1 (ja) | ころ軸受用保持器及びその製造方法 | |
| JP6461483B2 (ja) | 焼結軸受及びこれを備えた流体動圧軸受装置、並びに焼結軸受の製造方法 | |
| CN114901449B (zh) | 嵌入烧结部件及其制造方法 | |
| WO2018173548A1 (ja) | 内燃機関のピストン及びその製造方法 | |
| JP2008061319A (ja) | ステータおよびステータの製造方法および内径リング | |
| JP2013544192A (ja) | 鋳造ホイールおよび鋳型 | |
| JP7516051B2 (ja) | インサート軸受及びその製造方法、インサート軸受に適した焼結軸受、インサート焼結部品及びその製造方法、インサート焼結部品に適した焼結部品 | |
| JP2016180427A (ja) | 流体動圧軸受装置用軸受部材及びその製造方法 | |
| JP2016180496A (ja) | 軸受部材及びその製造方法 | |
| WO2017122451A1 (ja) | ピストンおよびピストンの製造方法 | |
| JP5679360B2 (ja) | 粉末成形用金型 | |
| WO2015136617A1 (ja) | 自動車用ホイールディスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170501 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6457499 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |