JP2017001087A - 押出プレスの制御方法 - Google Patents
押出プレスの制御方法 Download PDFInfo
- Publication number
- JP2017001087A JP2017001087A JP2015120855A JP2015120855A JP2017001087A JP 2017001087 A JP2017001087 A JP 2017001087A JP 2015120855 A JP2015120855 A JP 2015120855A JP 2015120855 A JP2015120855 A JP 2015120855A JP 2017001087 A JP2017001087 A JP 2017001087A
- Authority
- JP
- Japan
- Prior art keywords
- dummy block
- fixed dummy
- main ram
- billet
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Extrusion Of Metal (AREA)
Abstract
従来においては、フィックスダミーブロックの脱落を光電センサーで検知しようとしていたが、フィックスダミーブロックの脱落を精度よく判断することが出来なかった。
【解決手段】
押出プレスの制御方法において
フィックスダミーブロック端面からダイス端面までの距離をX1、ビレット長さをX2、
フィックスダミーブロックがビレットに当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラムの後退限からの現在のラムの位置までの距離をX4とすると、
X4>X3
の条件を満たす位置を検出したとき、フィックスダミーブロックが脱落したと判定するようにした。
【選択図】図2
Description
ス装置により押出す場合、油圧シリンダで駆動されるメインラムの先端部に押出ステムが取り付けられており、ダイスにコンテナを押し付けた状態で、ビレットを押出ステムなどでコンテナ内に収納する。そして、メインラムを更に油圧シリンダの駆動により前進させることにより、ビレットが押出ステムにて押圧される。そこで、ダイスの出口部から、成形された製品が押出される。
しかし、光電センサーだと、光軸を合わせるのが困難で、振動による影響も受ける。かつ、油を塗るので蒸気が発生し、かつ熱のゆらぎが発生するという問題がある。
また、フィックスダミーブロックのねじの緩んだ場合、厳密な検出が困難である。
さらには、フィックスダミーブロックのねじの緩んだ場合では検出できないということがあった。
メインラムの後退限で、
フィックスダミーブロック端面からダイス端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロックがビレットに当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラムの後退限からの現在のメインラムの位置までの距離をX4とすると、
メインラムが前進している動作中に
X3<X4
の条件を満たす位置を検出したとき、フィックスダミーブロックが脱落したと判定するようにした。
メインラムの後退限で、
フィックスダミーブロック端面からダイス端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロックがビレットに当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラムの後退限からの現在のメインラムの位置までの距離をX4とすると、
フィックスダミーブロックがビレットに接触する時点で、
X3>X4
の条件を満たすとき、フィックスダミーブロックと押出ステムとの接合ねじが緩んでいると判定するようにした。
フィックスダミーブロックがビレットに接触する時点で、
X3−X6>X4
の条件を満たす位置を検出したとき、フィックスダミーブロックが押出ステムとの接合ねじが緩んでいると判定するようにした。
2)フィックスダミーブロックと押出ステムとの接合ねじが緩んでいることも検知できるようになる。
3)従来の様な光電センサーと併用することにより、より確実にフィックスダミーブロックの脱落が検知できるようになる。
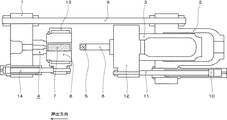
図1に示すように、本発明に用いる押出プレスはエンドプラテン1とメインシリンダ2を対向して配置し、両者を複数のタイロッド9によって連結している。エンドプラテン1の内側面には押出穴が形成されたダイス4を挟んでコンテナ8が配置され、コンテナ8内にビレット7を装填し、これをダイス4に向けて押出加圧することでダイス穴に応じた断面の押出材が押出成形される。
図2(a)は、メインラム3が後退限に位置した状態の模式図である。
ビレット7がコンテナ8の中に装填されて、メインラム3が後退限にある時の状態である。メインラム3が後退限にある時、あるいはメインラム3が前進する時には、押出ステム6とフィックスダミーブロック5は一体であるから、同じ状態になっている。
この状態の時
フィックスダミーブロック5端面からダイス4端面までの距離をX1、
ビレット7長さをX2、
フィックスダミーブロック5がビレット7に当たるまでの距離をX3とすると、
X1=X2+X3の関係式が成り立つ。
また、フィックスダミーブロック5の長さをX8とした。
図2(a)の状態から、メインラム3または押出ステム6が前進を開始して、フィックスダミーブロック5がコンテナ8内でビレット7と正常に圧接した時の状態である。
この状態の時、メインラム3の後退限からの現在のメインラム3の位置までの距離をX4とすると、
X4=X3=X1−X2
の関係が成り立つ。
本発明のフィックスダミーブロック5が脱落する場合は、フィックスダミーブロック5がバイオネットタイプ(フィックスダミーブロック5に花びら状の突起がついていて、その突起を押出ステム6端面の穴に挿入して、ねじった後ピンを差し込んだ状態のタイプ)のものである。また、フィックスダミーブロック5を押出ステム6に装着し忘れた場合のことも本発明の対象になる。
図3(a)は、メインラム3が後退限に位置した状態の模式図である。フィックスダミーブロック5が脱落しているので、押出ステム6がむき出しの状態になっている。
また、図3(a)はメインラム3が後退限に位置した状態であるので、この図の場合、フィックスダミーブロック5が脱落しているので、メインラム3が移動できる範囲はX3とX8を加えたものである。フィックスダミーブロック5が正常に押出ステムに接合した時よりもストロークがX8だけ長くなる。
メインラム3の後退限で、
フィックスダミーブロック5端面からダイス4端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロック5がビレット7に当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラム3の後退限からの現在のメインラム3の位置までの距離をX4とすると、
メインラム3が前進している動作中に
X3<X4
の条件を満たす位置を検出したとき、フィックスダミーブロック5が脱落したと判定するようにした、押出プレスの制御方法。
本発明のフィックスダミーブロック5の接合ねじ15が緩んだ場合は、フィックスダミーブロック5が押出ステム6側に装着されている接合ねじ15によって押出ステム6に装着されている場合である。
図4(a)は、メインラム3が後退限に位置した状態の模式図である。フィックスダミーブロック5の接合ねじがX7ほど緩んでいるので、正常な状態と比べて、フィックスダミーブロック5はX7ほど前に出ている。
図4(a)は、メインラム3が後退限に位置した状態である。この図の場合、フィックスダミーブロック5の接合ねじが緩んでいるので、メインラム3が移動できる範囲はX3とX7を加えたものである。フィックスダミーブロック5が正常に押出ステム6に接合した時よりもストロークがX7だけ短くなる。
フィックスダミーブロック5端面からダイス4端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロック5がビレット7に当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラム3の後退限からの現在のメインラム3の位置までの距離をX4とすると、
フィックスダミーブロック5がビレット7に接触する時点で、
X3>X4
の条件を満たすとき、フィックスダミーブロック5と押出ステム6との接合ねじ15が緩んでいると判定するようにした、押出プレスの制御方法。
なお、この条件を検出する位置は、フィックスダミーブロック5がビレット7に接触する時点でサイドシリンダ10の油圧の圧力が上昇した時の位置である。
誤差吸収幅とは
1)ビレット7長さの測定誤差
2)ビレット7端面からの測定誤差
3)計測システムに含まれる測定誤差
4)ビレット7の変形による測定誤差
などを含む誤差が最大5mm程度となるが、この誤差による誤検知が生じないようにするための値である。
フィックスダミーブロック5の接合ねじ15の緩みは、接合ねじ15の長さ70mm程度まで考えられるが、接合ねじ15の緩みは、フィックスダミーブロック5の芯のずれに繋がること、ディスカードの長さが変動することから、誤差吸収幅は出来るだけ小さい値としたいため、最大誤差5mm程度より少し大きい7〜10mm程度とする。
また、誤差吸収幅はフィッスクダミーブロックが緩んで隙間が生じるから早く当たるほうに誤差吸収幅が加算される。
誤差吸収幅は図5(b)のように加算されるので、フィックスダミーブロック5がビレット7に接触する時点では、
X3−X6>X4
が成立する時に、フィックスダミーブロック5の接合ねじ15の緩みがあると判定される、押出プレスの制御方法。
なお、バイオネットタイプの場合も誤差吸収幅の加算によるフィックスダミーブロック5の脱落の判定もできる。
2)フィックスダミーブロックが押出ステムとの接合ねじが緩んでいることも検知できるようになる。
3)従来の様な光電センサーと併用することにより、より確実にフィックスダミーブロックの脱落が検知できるようになる。
2 メインシリンダ
3 メインラム
4 ダイス
5 フィックスダミーブロック
6 押出ステム
7 ビレット
8 コンテナ
9 タイロッド
10 サイドシリンダ
11 サイドシリンダロッド
12 メインクロスヘッド
13 コンテナホルダー
14 コンテナシリンダ
15 接合ねじ
Claims (3)
- 押出プレスの制御方法において、
メインラムの後退限で、
フィックスダミーブロック端面からダイス端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロックがビレットに当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラムの後退限からの現在のメインラムの位置までの距離をX4とすると、
メインラムが前進している動作中に、
X3<X4
の条件を満たす位置を検出したとき、フィックスダミーブロックが脱落したと判定することを特徴とする押出プレスの制御方法。 - 押出プレスの制御方法において、
メインラムの後退限で、
フィックスダミーブロック端面からダイス端面までの距離をX1、
ビレット長さをX2、
フィックスダミーブロックがビレットに当たるまでの距離をX3とすると、
X3=X1−X2となり、
メインラムの後退限からの現在のメインラムの位置までの距離をX4とすると、
フィックスダミーブロックがビレットに接触する時点で、
X3>X4
の条件を満たすとき、フィックスダミーブロックと押出ステムとの接合ねじが緩んでいると判定することを特徴とする押出プレスの制御方法。 - 誤差吸収幅をX6とすると、
フィックスダミーブロックがビレットに接触する時点で、
X3−X6>X4
の条件を満たすとき、フィックスダミーブロックと押出ステムとの接合ねじが緩んでいると判定することを特徴とする請求項2に記載の押出プレスの制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120855A JP6582585B2 (ja) | 2015-06-16 | 2015-06-16 | 押出プレスの制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120855A JP6582585B2 (ja) | 2015-06-16 | 2015-06-16 | 押出プレスの制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017001087A true JP2017001087A (ja) | 2017-01-05 |
| JP6582585B2 JP6582585B2 (ja) | 2019-10-02 |
Family
ID=57750962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015120855A Active JP6582585B2 (ja) | 2015-06-16 | 2015-06-16 | 押出プレスの制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6582585B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120910U (ja) * | 1990-03-20 | 1991-12-11 | ||
| JPH08168816A (ja) * | 1994-12-16 | 1996-07-02 | Ube Ind Ltd | フィックスダミイブロックの脱落防止方法 |
-
2015
- 2015-06-16 JP JP2015120855A patent/JP6582585B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120910U (ja) * | 1990-03-20 | 1991-12-11 | ||
| JPH08168816A (ja) * | 1994-12-16 | 1996-07-02 | Ube Ind Ltd | フィックスダミイブロックの脱落防止方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6582585B2 (ja) | 2019-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10898943B2 (en) | Self-piercing rivet device and method of operating a self-piercing rivet device to inhibit incorrect die usage | |
| KR101906088B1 (ko) | 금속 파이프의 압출 방법, 금속 파이프들을 가압하기 위한 맨드릴, 금속 파이프 압출기 및 압출된 금속 파이프 | |
| CN109975147B (zh) | 线性致动器的损耗检测方法及损耗检测系统 | |
| JP6582585B2 (ja) | 押出プレスの制御方法 | |
| US20150298189A1 (en) | Extrusion die using shock-absorbing pad and method for manufacturing extrusion | |
| JP5834643B2 (ja) | 押出プレス及び押出プレスの制御方法 | |
| KR100904871B1 (ko) | 팁 시험 방법 | |
| JP6131941B2 (ja) | 圧力センサ取付構造及び圧力センサ位置調整方法 | |
| CN109047439A (zh) | 薄壁工件侧壁的打点工装 | |
| JP7308054B2 (ja) | ダイカストマシン | |
| TWI380859B (zh) | 桿滑動裝置 | |
| CN103042059B (zh) | 铝挤压机挤压容室挤压装置及挤压方法 | |
| JP6264563B2 (ja) | 押出プレスの押出制御方法 | |
| JP6642613B2 (ja) | 押出プレス装置のエンドプラテン | |
| JP2024035979A (ja) | 圧力測定方法及び圧力測定装置 | |
| JP4391491B2 (ja) | トンネル中子鋳抜きピンの加圧装置及びトンネル中子鋳抜きピンの加圧装置を用いた鋳造方法 | |
| JP6181342B2 (ja) | 高粘性物質の取出方法及び高粘性物質の取出装置 | |
| JP2000334515A (ja) | 押出加工装置 | |
| US4252174A (en) | Method and apparatus for monitoring the operation of a reciprocating liquid injection unit | |
| JP6455840B2 (ja) | スクイズピン動作判定装置及びスクイズピン動作判定方法 | |
| JP2020138209A (ja) | ダイカスト鋳造装置 | |
| JP6003841B2 (ja) | Uoe鋼管のピーキング低減方法 | |
| JP2017127879A (ja) | 押出プレスの脱気制御方法 | |
| JP4148874B2 (ja) | 圧入工程におけるかじりの有無の判定方法および装置 | |
| CN121988720A (zh) | 监控装置及监控方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6582585 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |