JP2017001345A - ライナ式バレル - Google Patents
ライナ式バレル Download PDFInfo
- Publication number
- JP2017001345A JP2017001345A JP2015120261A JP2015120261A JP2017001345A JP 2017001345 A JP2017001345 A JP 2017001345A JP 2015120261 A JP2015120261 A JP 2015120261A JP 2015120261 A JP2015120261 A JP 2015120261A JP 2017001345 A JP2017001345 A JP 2017001345A
- Authority
- JP
- Japan
- Prior art keywords
- barrel
- sleeve
- hole
- liner
- slit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/68—Barrels or cylinders
- B29C48/682—Barrels or cylinders for twin screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/256—Exchangeable extruder parts
- B29C48/2565—Barrel parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/68—Barrels or cylinders
- B29C48/6801—Barrels or cylinders characterised by the material or their manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/83—Heating or cooling the cylinders
- B29C48/832—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/83—Heating or cooling the cylinders
- B29C48/834—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/924—Barrel or housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92971—Fluids, e.g. for temperature control or of environment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/405—Intermeshing co-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/41—Intermeshing counter-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Connection Of Plates (AREA)
- Drilling Tools (AREA)
- Earth Drilling (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Treatment Of Fiber Materials (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本実施形態に係るライナ式バレルは、ライナ(即ち、中空のスリーブ)をバレルに対して取り出し可能に組み込むことで、当該バレルにシリンダを一体化させることが可能に構成されている。シリンダは、1及び複数のスクリュが回転可能に挿通される中空の管路としての機能を有する。以下、シリンダの一例として、2つのスクリュが回転可能に挿通されるシリンダを想定する。
「バレル本体2」
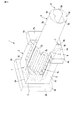
図1〜図4に示すように、バレルブロック1は、バレル本体2を備えている。
バレル本体2は、立方体形状ないし直方体形状の輪郭を有して構成されている。バレル本体2は、互いに対向した2つの端面2a,2bと、これら端面2a,2bの相互間を覆う外面3を有している。端面2a,2bは、互いに平行に配置されている。外面3は、矩形状を有する4つの平面3a,3b,3c,3dを連続的に一体化させて構成されている。
バレルブロック1は、バレル孔5を備えている。バレル孔5は、バレル本体2に設けられている。バレル孔5は、後述するライナ(以下、スリーブ8という)が取り出し可能に組み込まれるように構成されている。具体的には、バレル孔5は、上記した2つの端面2a,2bの相互間を貫通して真っ直ぐに延出している。バレル孔5は、円筒形状の内周面5sを有している。
バレルブロック1は、スリット6を備えている。スリット6は、バレル本体2に設けられている。具体的には、スリット6は、バレル本体2を一部切り欠いて構成されている。換言すると、スリット6は、バレル本体2を一部切り欠いた際に残存した部分に構成されている。残存部分において、スリットは、2つの切欠面6sを有している。
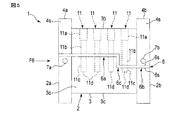
バレルブロック1は、冷却水通路7や、図示しないヒータや温度センサなどを備えている。冷却水通路7は、バレル本体2を冷却可能に構成されている。ヒータは、バレル本体2を加熱可能に構成されている。ヒータは、バレル本体2の外面3に設けられている。この場合、ヒータをON/OFF制御することで、バレル本体2を予め設定した温度まで加熱することができる。ここで、バレル本体2の温度が設定温度を越えた場合、冷却水通路7に冷却水を流すことで、バレル本体2を予め設定した温度まで冷却することができる。
バレルブロック1は、スリーブ8を備えている。スリーブ8は、バレル本体2(バレル孔5)に対して取り出し可能に組み込むことができるような輪郭を有している。具体的には、スリーブ8は、円筒形状の外周面8sを有している。スリーブ8は、バレル本体2の端面2a,2bの相互間の距離に一致した長さ、又は、当該スリーブ8の両側が端面2a,2bから僅かに突出した長さに設定されている。スリーブ8の長さは、当該スリーブ8の両端面8a,8bの相互間の全長として規定することができる。スリーブ8は、その全長に亘って真っ直ぐに延出している。
バレルブロック1は、位置合わせ機構を備えている。位置合わせ機構は、スリーブ8をバレル孔5に対して一定の姿勢で組み込み可能に構成されている。図面では位置合わせ機構の一例として、位置合わせ用のマーク10が適用されている。マーク10は、スリーブ8の両端面8a,8bに設けられている。マーク10は、各端面8a,8bの周縁近傍で、かつ、2つのシリンダ通路9a,9bの隣接部分に対向した位置に設けられている。なお、マーク10の形状は、円形、矩形、三角形など任意に設定することができる。図面には一例として、円形のマーク10が示されている。
バレルブロック1は、固定機構を備えている。固定機構は、バレル孔5に組み込まれたスリーブ8を、当該バレル孔5に固定可能に構成されている。具体的には、固定機構は、1又は複数の締結穴11と、1又は複数の締結具12と、を有している。図面には一例として、等間隔に形成された4つの締結穴11と、これら締結穴11に1つずつ挿入可能な4つの締結具12が示されている。
受け部11aは、締結具12を締結穴11に挿入した状態において、当該締結具12の頭部12aを支持可能に構成されている。受け部11aは、バレル本体2の第1側面3bを窪ませて構成されている。
挿入部11bは、締結具12の軸部12bを挿入可能に構成されている。挿入部11bは、受け部11aとスリット6(ギャップ、両切欠面6s)との間に設けられている。
例えば、複数のバレル本体2、及び、バレル本体2と同数のスリーブ8を用意する。バレル孔5の内径は、スリーブ8の外径と同一か僅かに大きく設定されている。ここで、スリーブ8をバレル孔5に挿入する。このとき、スリーブ8の両端面8a,8bのマーク10を、スリット6に近接させて対向させる。スリーブ8をバレル孔5に対して一定の姿勢に位置合わせする。スリーブ8の両端面8a,8bを、バレル本体2の両端面2a,2bと同一平面上に位置付ける。或いは、スリーブ8の両端面8a,8bを、バレル本体2の両端面2a,2bから僅かに突出させる。
本実施形態によれば、固定機構を備える。これにより、焼き嵌め、或いは、冷し嵌めなどの組み込み方法を適用すること無く、スリーブ8をバレル孔5(バレル本体2)に組み込んで固定させることができる。
上記した実施形態では、凹凸の無い平坦形状のスリット6(ギャップ、両切欠面6s)を、センターライン(図示しない)に沿って配置している。なお、センターラインとは、一方のフランジ4aの底面4sの中央と、他方のフランジ4bの底面4sの中央とを、直線状に結んだ線分を指す。中央とは、フランジ4a,4bの底面4sを長手方向に沿って2等分した位置を指す。このため、上記した実施形態において、導入口7a及び排出口7bは、センターラインから外れた位置に設けられている。
6s…切欠面、7…冷却水通路、8…スリーブ、11…締結穴、12…締結具。
Claims (11)
- 互いに対向した2つの端面、並びに、前記端面の相互間を覆う外面を有するバレル本体と、
前記バレル本体に設けられ、前記端面の相互間を貫通して真っ直ぐに延出し、かつ、円筒形状の内周面を有するバレル孔と、
前記バレル孔に対して取り出し可能に組み込まれ、かつ、円筒形状の外周面を有する中空のスリーブと、
前記バレル孔の前記内周面が前記端面の相互間に沿って分断されるように、前記バレル本体を一部切り欠いて構成されたスリットと、
前記バレル孔に組み込まれた前記スリーブを前記バレル孔に固定させる固定機構と、を備え、
前記スリットは、前記バレル本体を一部切り欠いた際に残存し、かつ、互いに間隔を存して対向する2つの切欠面を有し、
前記固定機構は、前記切欠面の相互間の間隔を狭めて前記バレル本体を変形させることで、前記バレル孔の前記内周面を前記スリーブに隙間なく密着させるライナ式バレル。 - 前記バレル孔を囲むように連続して構成され、かつ、前記バレル本体を冷却するための冷却水通路を備え、
前記冷却水通路は、
前記冷却水通路に冷却水を導入するための導入口と、
前記冷却水通路を流れた冷却水を排出するための排出口と、を有し、
前記スリットは、前記冷却水通路を回避した位置で、かつ、前記導入口及び前記排出口が前記スリットの両側に配置されるように構成されている請求項1に記載のライナ式バレル。 - 前記固定機構は、
前記バレル本体の前記外面から前記スリットの2つの前記切欠面を貫通して延出した1又は複数の締結穴と、
前記締結穴に対して抜き出し可能に挿入される1又は複数の締結具と、を有している請求項2に記載のライナ式バレル。 - 前記締結穴は、前記冷却水通路を回避した位置に構成されている請求項3に記載のライナ式バレル。
- 前記固定機構において、前記締結具を前記締結穴に挿入して締め付けた際に、前記切欠面の相互間の間隔が狭まることで、初期形状にある前記バレル本体を変形させる請求項3に記載のライナ式バレル。
- 初期形状にある前記バレル本体を変形させることで、前記バレル孔の前記内周面に前記スリーブを隙間なく密着させ、これにより、前記スリーブを前記バレル孔に固定させる請求項5に記載のライナ式バレル。
- 前記固定機構において、前記締結具を前記締結穴に対して緩めた際に、前記切欠面の相互間の間隔が拡がることで、変形した前記バレル本体が初期形状に復元する請求項5に記載のライナ式バレル。
- 変形した前記バレル本体が初期形状に復元することで、前記バレル孔から前記スリーブが取り出し可能となる請求項7に記載のライナ式バレル。
- 前記スリーブは、前記バレル本体の前記端面の相互間距離に一致した長さに設定されている請求項1に記載のライナ式バレル。
- 前記スリーブは、当該スリーブが前記バレル本体の前記端面から僅かに突出した長さに設定されている請求項1に記載のライナ式バレル。
- 前記スリーブを前記バレル孔に対して一定の姿勢で組み込むための位置合わせ機構を備えている請求項1に記載のライナ式バレル。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120261A JP6616595B2 (ja) | 2015-06-15 | 2015-06-15 | バレルブロック |
| KR1020177035763A KR102116603B1 (ko) | 2015-06-15 | 2016-06-10 | 라이너식 배럴 |
| DE112016002698.6T DE112016002698B4 (de) | 2015-06-15 | 2016-06-10 | Trommelblock |
| CN201680034625.7A CN107708963B (zh) | 2015-06-15 | 2016-06-10 | 桶块 |
| PCT/JP2016/067430 WO2016204094A1 (ja) | 2015-06-15 | 2016-06-10 | ライナ式バレル |
| TW105118787A TWI605924B (zh) | 2015-06-15 | 2016-06-15 | Cylinder blocks |
| US15/818,871 US10434697B2 (en) | 2015-06-15 | 2017-11-21 | Liner-type barrel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120261A JP6616595B2 (ja) | 2015-06-15 | 2015-06-15 | バレルブロック |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017001345A true JP2017001345A (ja) | 2017-01-05 |
| JP2017001345A5 JP2017001345A5 (ja) | 2017-02-09 |
| JP6616595B2 JP6616595B2 (ja) | 2019-12-04 |
Family
ID=57545406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015120261A Active JP6616595B2 (ja) | 2015-06-15 | 2015-06-15 | バレルブロック |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10434697B2 (ja) |
| JP (1) | JP6616595B2 (ja) |
| KR (1) | KR102116603B1 (ja) |
| CN (1) | CN107708963B (ja) |
| DE (1) | DE112016002698B4 (ja) |
| TW (1) | TWI605924B (ja) |
| WO (1) | WO2016204094A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6616595B2 (ja) * | 2015-06-15 | 2019-12-04 | 東芝機械株式会社 | バレルブロック |
| US11090848B2 (en) * | 2019-03-29 | 2021-08-17 | Toray Plastics (America), Inc. | Liquid injection barrel element for barrel extruder |
| CN110539469B (zh) * | 2019-09-03 | 2021-11-05 | 莱斯特瑞兹机械(太仓)有限公司 | 组合式挤出机机筒及其装配方法 |
| USD1057770S1 (en) | 2023-05-12 | 2025-01-14 | Bühler AG | Food and feed industry machine (extruder) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5915525U (ja) * | 1982-07-20 | 1984-01-30 | 東立電機株式会社 | 水冷付きヒ−タ− |
| JPS59124114U (ja) * | 1983-02-12 | 1984-08-21 | 中村 謙作 | 押出機 |
| JPS60159007A (ja) * | 1983-12-30 | 1985-08-20 | ヨセフ ア−.ブラハ | 2本スクリユ−シヤフト機械のハウジング部 |
| JPS62151095U (ja) * | 1987-01-23 | 1987-09-25 | ||
| JPH0172317U (ja) * | 1987-11-02 | 1989-05-16 | ||
| JPH0381129A (ja) * | 1988-11-09 | 1991-04-05 | Toshiba Mach Co Ltd | 冷却器付きヒータ装置 |
| JPH0366632U (ja) * | 1989-11-01 | 1991-06-28 | ||
| JPH0574813U (ja) * | 1992-03-12 | 1993-10-12 | 石原ヒーター製造株式会社 | 異形ダイの加熱器及び冷却器 |
| JPH11115015A (ja) * | 1997-10-13 | 1999-04-27 | Japan Steel Works Ltd:The | 保温カバー付きヒータを有する加熱シリンダにおける温度制御装置 |
| JP2014117918A (ja) * | 2012-12-19 | 2014-06-30 | Tokyo Printing Ink Mfg Co Ltd | 二軸押出機用脱水装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1729345A1 (de) * | 1967-12-01 | 1971-06-09 | Schloemann Ag | Mit einer verschleissfesten Innenbeschichtung versehenes Doppelschneckengehaeuse fuer Kunststoff-,insbesondere Thermoplast-Extruder |
| DE2423785C2 (de) * | 1974-05-16 | 1980-06-12 | Werner & Pfleiderer, 7000 Stuttgart | Verschleißeinsatz für das Schneckengehäuse einer Doppelschneckenstrangpresse oder -Spritzgießmaschine |
| GB2045628A (en) * | 1979-04-04 | 1980-11-05 | Carter Bros Rochdale Ltd | Cooling mixing machines |
| JPS5849230A (ja) | 1981-09-17 | 1983-03-23 | Toshiba Mach Co Ltd | 被軸穴用スリ−ブ付バレル |
| JPH0236693B2 (ja) | 1982-07-19 | 1990-08-20 | Toyota Jido Shotsuki Seisakusho Kk | Shinomakihansomagajinnokanketsuokurisochi |
| JPS59124114A (ja) | 1982-12-29 | 1984-07-18 | Aichi Electric Mfg Co Ltd | 直流大電流変成装置 |
| JPS62261095A (ja) | 1986-05-06 | 1987-11-13 | 株式会社東芝 | インタ−ナルポンプ |
| DE59009872D1 (de) | 1989-07-25 | 1995-12-21 | Hoffmann La Roche | (4-Arylbutyl)cyclohexan-Derivate. |
| JP3084820B2 (ja) | 1991-09-12 | 2000-09-04 | 富士通株式会社 | 化合物半導体装置 |
| US5667299A (en) * | 1995-05-23 | 1997-09-16 | The Japan Steel Works, Ltd. | Cylinder temperature controlling device for controlling the temperature of upper and lower cylinder blocks independently |
| US20050259507A1 (en) * | 2004-05-24 | 2005-11-24 | Entek Manufacturing Inc. | Cast extrusion barrel with integral heat-exchangers and method for making same |
| JP4192170B2 (ja) * | 2005-09-13 | 2008-12-03 | 株式会社日本製鋼所 | 押出機およびそのシリンダ交換方法 |
| US20090086568A1 (en) * | 2007-09-28 | 2009-04-02 | C.D.L. Technology, Inc. | Continuous bi-metallic twin bore barrel for screw extruder and method of making same |
| US8827538B2 (en) * | 2009-09-15 | 2014-09-09 | Steer Engineering Private Limited | Barrel cooling and heating system for screw extruder |
| JP6616595B2 (ja) * | 2015-06-15 | 2019-12-04 | 東芝機械株式会社 | バレルブロック |
-
2015
- 2015-06-15 JP JP2015120261A patent/JP6616595B2/ja active Active
-
2016
- 2016-06-10 DE DE112016002698.6T patent/DE112016002698B4/de active Active
- 2016-06-10 CN CN201680034625.7A patent/CN107708963B/zh not_active Expired - Fee Related
- 2016-06-10 KR KR1020177035763A patent/KR102116603B1/ko not_active Expired - Fee Related
- 2016-06-10 WO PCT/JP2016/067430 patent/WO2016204094A1/ja not_active Ceased
- 2016-06-15 TW TW105118787A patent/TWI605924B/zh not_active IP Right Cessation
-
2017
- 2017-11-21 US US15/818,871 patent/US10434697B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5915525U (ja) * | 1982-07-20 | 1984-01-30 | 東立電機株式会社 | 水冷付きヒ−タ− |
| JPS59124114U (ja) * | 1983-02-12 | 1984-08-21 | 中村 謙作 | 押出機 |
| JPS60159007A (ja) * | 1983-12-30 | 1985-08-20 | ヨセフ ア−.ブラハ | 2本スクリユ−シヤフト機械のハウジング部 |
| JPS62151095U (ja) * | 1987-01-23 | 1987-09-25 | ||
| JPH0172317U (ja) * | 1987-11-02 | 1989-05-16 | ||
| JPH0381129A (ja) * | 1988-11-09 | 1991-04-05 | Toshiba Mach Co Ltd | 冷却器付きヒータ装置 |
| JPH0366632U (ja) * | 1989-11-01 | 1991-06-28 | ||
| JPH0574813U (ja) * | 1992-03-12 | 1993-10-12 | 石原ヒーター製造株式会社 | 異形ダイの加熱器及び冷却器 |
| JPH11115015A (ja) * | 1997-10-13 | 1999-04-27 | Japan Steel Works Ltd:The | 保温カバー付きヒータを有する加熱シリンダにおける温度制御装置 |
| JP2014117918A (ja) * | 2012-12-19 | 2014-06-30 | Tokyo Printing Ink Mfg Co Ltd | 二軸押出機用脱水装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107708963A (zh) | 2018-02-16 |
| DE112016002698T5 (de) | 2018-03-08 |
| US10434697B2 (en) | 2019-10-08 |
| US20180093407A1 (en) | 2018-04-05 |
| WO2016204094A1 (ja) | 2016-12-22 |
| KR102116603B1 (ko) | 2020-05-28 |
| TWI605924B (zh) | 2017-11-21 |
| DE112016002698B4 (de) | 2025-03-20 |
| JP6616595B2 (ja) | 2019-12-04 |
| TW201703970A (zh) | 2017-02-01 |
| CN107708963B (zh) | 2020-09-04 |
| KR20180005705A (ko) | 2018-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6616595B2 (ja) | バレルブロック | |
| KR101749784B1 (ko) | 조정가능한 냉각 기구를 갖는 회전식 절삭 공구 | |
| JP6400481B2 (ja) | 内部流体送出システムを備えた切削工具 | |
| US11497228B2 (en) | Microchannel freezing cylinder assembly | |
| US9695855B2 (en) | Building block structure | |
| JP2015512343A5 (ja) | ||
| JP2017007276A (ja) | ライナ式バレル | |
| JP2016020743A (ja) | 管継手 | |
| TWI728099B (zh) | 螺帽 | |
| JP2017001345A5 (ja) | バレルブロック | |
| WO2016009718A1 (ja) | アクチュエータのガイドユニット | |
| JP2015048887A (ja) | 管継手 | |
| US20190226516A1 (en) | Nut | |
| TWM534665U (zh) | 馬達軸封拆卸工具 | |
| JP3183992U (ja) | 刃物台 | |
| JP2015048888A5 (ja) | ||
| JPH077037Y2 (ja) | 枠組の枠骨曲がり防止治具 | |
| JP3183669U (ja) | 加工用刃物 | |
| CN108730650A (zh) | 管道连接装置及管道组件 | |
| KR20140144830A (ko) | 호스의 제조방법 | |
| JP2020016328A (ja) | 連結構造体及びその製造方法 | |
| CN118020234A (zh) | 用于电动马达定子的冷却装置及其制造方法 | |
| KR20160125267A (ko) | 절삭유 공급조절 배출구를 갖는 바이트팁 고정부 | |
| JP2017172619A (ja) | ナット | |
| JP2006043762A (ja) | チューブエキスパンダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6616595 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |