JP2017001800A - 搬送ラインにおける搬送物品の姿勢制御機構 - Google Patents
搬送ラインにおける搬送物品の姿勢制御機構 Download PDFInfo
- Publication number
- JP2017001800A JP2017001800A JP2015116576A JP2015116576A JP2017001800A JP 2017001800 A JP2017001800 A JP 2017001800A JP 2015116576 A JP2015116576 A JP 2015116576A JP 2015116576 A JP2015116576 A JP 2015116576A JP 2017001800 A JP2017001800 A JP 2017001800A
- Authority
- JP
- Japan
- Prior art keywords
- conveyor
- article
- control mechanism
- pair
- rotating bodies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 82
- 238000012545 processing Methods 0.000 claims description 67
- 238000000034 method Methods 0.000 claims description 18
- 230000008569 process Effects 0.000 claims description 18
- 238000011144 upstream manufacturing Methods 0.000 claims description 15
- 230000005540 biological transmission Effects 0.000 claims description 9
- 238000012546 transfer Methods 0.000 claims description 8
- 238000013459 approach Methods 0.000 abstract description 2
- 230000032258 transport Effects 0.000 description 24
- 238000002372 labelling Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 230000001276 controlling effect Effects 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images














Landscapes
- Attitude Control For Articles On Conveyors (AREA)
Abstract
【課題】コンベアを備えた搬送ラインにおいて,ラベラー等の処理装置に対し処理対象物品を正確な向き及び位置で導入する。【解決手段】コンベア10上の物品Wの姿勢制御を行う姿勢制御装置30を搬送ライン1のコンベア10に設ける。この姿勢制御装置30は,連動機構32によって相互に逆向きに等角度揺動すると共に先端部間を近付ける方向に付勢された一対の揺動アーム31a,31bを備え,この揺動アームの先端部から上向きに突出した延長シャフト33a,33bを介してモータ35により相互に逆向きに回転する回転体34a,34bを取り付けている。この回転体34a,34bを,コンベア10の上面でコンベア10の幅方向両側に配置し,搬送物品Wに回転体31a,31b間を通過させると,物品Wを中心が揃った状態に整列させることができる。【選択図】図2
Description
本発明は搬送ラインにおける搬送物品の姿勢制御機構に関し,より詳細にはコンベアによる搬送中の搬送物品に対し,所定の処理,例えばラベラーによるラベルの貼着やプリンターによる印刷等の各種処理装置による処理を行う搬送ラインにおいて,前記処理装置の処理部,例えばラベラーのラベル貼着部やプリンターの印刷部等に対し搬送物品の姿勢を制御して所定の向き,所定の位置等に調整して導入する,前記搬送物品の姿勢制御機構に関する。
多数の物品に対し連続的な処理を行うために,物品を搬送するコンベアと,コンベア上を移動する搬送物品に対し所定の処理を行う処理装置,例えばラベルの貼着を行うラベラーや,文字,図形の印刷を行うプリンター等を組み合わせた搬送ラインでは,前述したラベルの貼着や印刷等の処理を物品上の所定の位置に対し正確に行うために,コンベア上に設けられた処理装置の処理部,例えばラベラーに設けたラベル貼着部やプリンターの印字ヘッド等に対し,搬送物品が所定の向き及び所定の位置で導入されるよう,搬送物品の姿勢を制御することが行われる。
このように,コンベア上を搬送される物品の姿勢を制御するための構成を備えた搬送ラインの一例として,図13に示すように,コンベア110の幅方向の両端に,コンベアベルト111の移動方向を長手方向とする一対のガイドレール140(140a,140b)を取り付けることが行われており,このガイドレール140a,140b間を通過した搬送物品Wを処理装置150の処理部152に導入することが行われている。
一例として,図13に示す例では,この処理装置の処理部としてラベラー150のラベル貼着部152を設けており,剥離紙ロール(図示せず)から引き出されたラベル156付きの帯状剥離紙155を,ラベル貼着部152に設けた剥離紙反転板153の先端で折り返して剥離紙155の向きを反転させると共に図中矢印に示す方向に剥離紙155を回収すると,剥離紙155から剥がされたラベル156が剥離紙反転板153の先端側に飛び出し,このラベル156を圧着ローラ154によって搬送物品Wに圧接することで,ラベルの貼着が行われる。
前述のガイドレール140(140a,140b)は,例えば取手付きねじ180を緩めることによりコンベア110の幅方向に移動可能に構成されていることから,例えば,各ガイドレール140a,140bの位置をガイドレール140a,140b間の間隔が搬送物品Wの幅に対応する幅となるように調整すると共に,2つのガイドレール140a,140b間の間隔の中心が,ラベラー150のラベル貼着部152に給送される帯状剥離紙155の幅方向の中心と一致するように調整することで,搬送物品Wの中心に対し,ラベルの中心を位置合わせした状態で貼着することができるようになっている。
従って,上記ガイドレール140(140a,140b)による搬送物品Wの姿勢制御では,搬送物品Wが遊び無くガイドレール140a,140b間を通過できるようにその間隔が適切に調整されていれば,理論上,ラベル156は常にラベル貼着部152の同じ位置に導入されることとなるため,搬送物品Wの中心に対し,ラベル156の中心を一致させて貼着を行うことができることになる。
しかし,同一の物品群を処理対象とする場合であっても,個々の物品間には製造時の誤差等によって寸法や形状に多少のばらつきが存在することから,搬送物品Wをガイドレール140a,140b間で詰まらせることなく円滑に通過させるためには,ガイドレール間140a,140bの間隔を,搬送物品Wの幅が取り得る最大値(例えば製造時における許容誤差の最大値)に対し更に通過許容間隔分を加えた広さに設定することが必要となる。
その結果,搬送物品Wの種類にもよるが,搬送物品Wが例えば紙製の包装箱である場合には製造時に±1%程度の寸法誤差が生じ得ることから,幅10cm程度の比較的小型の包装箱を対象とした場合であっても,搬送物品Wがガイドレール140a,140bのいずれか一方側に偏って搬送されることで,あるいは,ガイドレール140a,140b間で僅かに傾くことにより,ラベルの貼着位置は最大で2〜3mm程度ずれる。
このようなラベルの貼着位置の数mm程度のずれは,例えば包装箱の裏面等に対し行われる製造番号,使用(消費)期限,原材料等を表示したラベルの貼着や印刷にあってはさほど問題とはならないが,例えば包装箱の表面に対する化粧ラベルの貼着を行う場合では,数mm程度の位置ずれであっても装飾としての見栄えを低下させる。
特に,図13に示したように,搬送物品Wのラベル貼着面と,ここに貼着されるラベル156の大きさが近似している場合,ラベル156の外周とラベル貼着面の内周間に生じる余白が,搬送物品Wの幅方向の両側で異なる幅となってしまうことから,このような位置ずれはより一層目立つこととなる。
そのため,寸法にばらつきのある搬送物品Wをラベルの貼着,その他の各種処理の対象とした場合であっても,これらの処理を,搬送物品Wの中心を揃えて整列させる,所謂「芯出し」を行い,搬送物品の中心を基準とした所定の位置に対し正確に行うことができるようにすることが望まれる。
なお,前述したラベル貼着や印刷等の処理を行う際の搬送物品の正確な位置合わせを目的としたものではないが,コンベア110上を搬送される物品の長手方向が搬送方向となるよう整列させる姿勢制御装置として,図14に示すようにコンベア110上にコンベアベルト111を跨ぐように設けられた架台170上にモータ135a,135bを載置すると共に,この架台170の下方において前記コンベア110上面に近接配置された一対の揺動アーム131a,131bを設け,この揺動アーム131a,131bのそれぞれに,前記モータ135a,135bによって回転される,プーリ1341a,1342a;1341b,1342bと,プーリベルト1343a,1343bから成る回転体134a,134bを設けた姿勢制御装置130が記載されている(特許文献1の第1図参照)。
また,図15に示すように,コンベアベルト111上を搬送される原木の運搬姿勢を制御するために,コンベアベルト111上を跨ぐように設けられた架台170上にモータ135a,135bを載置すると共に,この架台170の底面近くに配置された一対の揺動アーム131a,131bを備え,各揺動アーム131a,131bの先端より下向きに突設させた回転シャフト133a,133bのそれぞれの先端に,前記モータ135a,135bによって回転する回転体134a,134bを取り付けた構造の姿勢制御装置130も提案されている(特許文献2の図3参照)。
以上のように構成された従来の姿勢制御装置130では,いずれも一対の揺動アーム131a,131bをリンク機構132によって連結することで,揺動アーム131a,131bが開閉動作を行うように構成されていることにより,回転体134a,134b間の間隔が可変となっていることで,幅が大きく変化する物品を搬送する搬送ラインや,寸法や形状が大きく異なる搬送物品が混在した搬送ラインで使用した場合であっても,搬送物品の姿勢を制御することができるものとなっている。
しかし,上記従来の姿勢制御装置130の揺動アーム131a,131bに設けられたリンク機構132は,いずれも一方の揺動アーム131aの揺動角に対し,他方の揺動アーム131b揺動角が大きく又は小さくなるよう両者間を連動させるものとなっているため,揺動アーム131a,131bの開閉の程度,従って,回転体間を通過する搬送物品の大きさによって,2つの回転体134a,134bの中間位置が,コンベアの幅方向に変位する構成となっていることから,搬送物品の中心位置を揃えて整列させる,前述した「芯出し」を行うことができるものとはなっていない。
すなわち,特許文献1に記載の姿勢制御装置130に設けられたリンク機構132は,一方の揺動アーム131bに設けたローラ132bが,他方の揺動アーム131aに設けたスリット状のローラガイド132a内を移動することで2つの揺動アーム131a,131bの動作を連動させるものであるから,図16の説明図に示すように,ローラ132bを備えたアーム131bの揺動角θ1に対し,ローラガイド132aを備えた揺動アーム131aの揺動角θ2は必然的に小さなものとなる。
その結果,図16中に実線で示した初期位置では,C1の位置にあったアーム先端間の中間位置は,図16中に破線で示した揺動位置まで揺動アーム131a,131bが揺動すると,C2の位置迄,紙面右側に移動する。
また,特許文献2に記載の姿勢制御装置130では,一方の揺動アーム131bの軸支位置に対し回転体134b側の部分と,他方の揺動アーム131aの軸支位置に対し回転体134aとは反対側の部分をリンク機構である連結棒132によって連結した構成であり,この構造を簡略化して示すと,図17のようになる。
この構成では,連結棒132の長さが一定であるため,揺動アーム131bがaの位置からbの位置に時計回り方向に揺動すると,揺動アーム131aは,a’の位置からb’の位置に反時計回りの方向により大きな角度で揺動する。
そのため,特許文献1及び特許文献2として紹介した従来の姿勢制御装置130を搬送ライン,例えばラベルの貼着ラインに適用しても,搬送物品の中心とラベルの中心を位置合わせして貼着する「芯出し」を行うことはできない。
しかも,特許文献1及び2として紹介した従来の姿勢制御装置では,図14及び図15に記載の構成からも明らかなように,搬送物品の高さが架台170や揺動アーム131a,131bに設けたリンク機構132の配置高よりも高くなると,搬送物品が架台170やリンク機構132と干渉して搬送することができなくなるため,搬送できる物品の高さが制約される。
しかも,特許文献1及び2に記載の姿勢制御装置130では,前述したように,コンベア110の上面側に構成部品が搭載されることとなるために,姿勢制御装置130が設けられている位置,及びその近傍のコンベア110上に,前述したラベラーやプリンター等の処理装置150を設置することができない。
その結果,ラベルの貼着ラインや印刷ライン等にこれらの姿勢制御装置130を増設すると,姿勢制御装置130の増設分,コンベア110の長さを延長することが必要で,搬送ラインの全長が長くなり,新たな設置スペースの確保が必要となる。
また,特許文献1及び2に記載の姿勢制御装置の構成では,前述したように姿勢制御装置の設置位置やその近傍に,ラベラーやプリンター等の処理装置150を設置できないことから,これらの処理装置150は,姿勢制御装置130の下流側に,姿勢制御装置130からある程度の距離を設けて配置する構成を採用することとなる。
しかし,コンベア110による搬送では,コンベアベルト111がコンベア110の幅方向に偏るように移動する「蛇行」と呼ばれる現象が生じ,このようなコンベアベルト111の蛇行は,「蛇行レスタイプ」と呼ばれる蛇行防止用の桟付きベルトを使用しても完全に無くすことはできない。
そのため,一旦,姿勢制御装置130によって搬送物品の姿勢制御を行ったとしても,この姿勢制御後の物品を更にコンベア110によって搬送する場合,搬送後の物品の位置は,コンベア110の幅方向にずれている可能性がある。
しかも,姿勢制御装置130を通過した後,コンベア110の幅方向に対する移動が規制されていない状態の物品に対しラベルの貼着作業等を行う場合,搬送物品はラベル156との接触時に,あるいはラベル貼着部152に設けた圧着ローラ154との接触時にコンベア110の幅方向に位置ずれを起こすおそれもあり,これによりラベル156の貼着位置等がずれてしまうおそれもある。
このような問題の解消には,姿勢制御が行われた直後の搬送物品に対し処理を行い,姿勢制御後の搬送距離を可及的に短くするか,あるいは,ガイドレール140(140a,140b)を使用した姿勢制御について説明した図13に示したように,搬送物品Wの少なくとも一部が未だ姿勢制御装置(図13の例ではガイドレール140a,140b)間にある状態,従ってガイドレール140a,140bによって搬送物品Wの幅方向への移動を制限した状態でラベル156の貼着等の処理を行うことが有利であるが,特許文献1及び特許文献2として紹介した前掲の姿勢制御装置130の構成ではこのような構成を採用することができず,これらの姿勢制御装置130をそのまま搬送ラインに組み込んだとしても,依然としてラベルの貼着位置や印刷位置等にずれが生じることを防止することはできない。
そこで本発明は,上記従来技術における欠点を解消するために成されたものであり,処理対象とする物品の高さを制約することなく,また,搬送ラインを長大化させることなく,搬送ラインに組み込むことができ,しかも,ラベラーによるラベルの貼着やプリンターによる印刷等,処理装置によって搬送物品に対し行われる処理を,搬送物品上の正確な位置に対し行うことができ,寸法等にばらつきのある搬送物品に対しこれらの処理を行った場合であっても,位置ずれを生じさせることなく処理を行うことを可能とする,搬送ラインにおける搬送物品の姿勢制御機構を提供することを目的とする。
以下に,課題を解決するための手段を,発明を実施するための形態で使用する符号と共に記載する。この符号は,特許請求の範囲の記載と発明を実施するための形態の記載との対応を明らかにするためのものであり,言うまでもなく,本願発明の技術的範囲の解釈に制限的に用いられるものではない。
上記課題を解決するために,本発明の搬送ラインにおける搬送物品の姿勢制御機構は,
コンベア10と,前記コンベア10上を搬送される搬送物品Wに対し,所定の処理,例えばラベルの貼着を行うラベラー等の処理装置50とを備えた搬送ライン1に設けられ,前記処理装置50のうち前記処理を前記搬送物品Wに対し実行する部分である処理部52に対し,前記搬送物品Wを所定の向き及び位置に調整して導入する姿勢制御機構20において,
前記姿勢制御機構20が,少なくとも一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端側に回転自在に取り付けた少なくとも一対の回転体34a,34bと,前記各対の揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構32によって連結し,
前記各対の揺動アーム31a,31bのそれぞれの先端部に対する前記回転体34a,34bの取り付けを,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33bを介して行い,
前記各対の回転体34a,34bを前記コンベア10の上面上における前記コンベア10の幅方向両側に配置すると共に,
前記揺動アーム31a,31bと前記連動機構32を,前記コンベア10の前記上面よりも下方に配置したことを特徴とする(請求項1)。
コンベア10と,前記コンベア10上を搬送される搬送物品Wに対し,所定の処理,例えばラベルの貼着を行うラベラー等の処理装置50とを備えた搬送ライン1に設けられ,前記処理装置50のうち前記処理を前記搬送物品Wに対し実行する部分である処理部52に対し,前記搬送物品Wを所定の向き及び位置に調整して導入する姿勢制御機構20において,
前記姿勢制御機構20が,少なくとも一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端側に回転自在に取り付けた少なくとも一対の回転体34a,34bと,前記各対の揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構32によって連結し,
前記各対の揺動アーム31a,31bのそれぞれの先端部に対する前記回転体34a,34bの取り付けを,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33bを介して行い,
前記各対の回転体34a,34bを前記コンベア10の上面上における前記コンベア10の幅方向両側に配置すると共に,
前記揺動アーム31a,31bと前記連動機構32を,前記コンベア10の前記上面よりも下方に配置したことを特徴とする(請求項1)。
また,本発明の別の姿勢制御機構10は,
コンベア10と,前記コンベア10上を搬送される搬送物品Wに対し,所定の処理,例えばラベルの貼着を行うラベラー等の処理装置50とを備えた搬送ライン1に設けられ,前記処理装置50のうち前記処理を前記搬送物品Wに対し実行する部分である処理部52に対し,前記搬送物品Wを所定の向き及び位置に調整して導入する姿勢制御機構20において,
前記姿勢制御機構20が,少なくとも一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端側に回転可能に取り付けた少なくとも一対の回転体34a,34bと,前記各対の回転体34a,34bを相互に逆向きに回転させるモータ35と,前記各対の揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構32によって連結し,
前記各対の揺動アーム31a,31bのそれぞれの先端部に対する前記回転体34a,34bの取り付けを,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33bを介して行い,
前記各対の回転体34a,34bを前記コンベア10の上面上における前記コンベア10の幅方向両側に配置すると共に,
前記揺動アーム31a,31b,前記連動機構32,前記モータ35,及び前記モータ35の回転を前記延長シャフト33a,33bに伝達する動力伝達手段を,前記コンベア10の前記上面よりも下方に配置したことを特徴とする(請求項2)。
コンベア10と,前記コンベア10上を搬送される搬送物品Wに対し,所定の処理,例えばラベルの貼着を行うラベラー等の処理装置50とを備えた搬送ライン1に設けられ,前記処理装置50のうち前記処理を前記搬送物品Wに対し実行する部分である処理部52に対し,前記搬送物品Wを所定の向き及び位置に調整して導入する姿勢制御機構20において,
前記姿勢制御機構20が,少なくとも一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端側に回転可能に取り付けた少なくとも一対の回転体34a,34bと,前記各対の回転体34a,34bを相互に逆向きに回転させるモータ35と,前記各対の揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構32によって連結し,
前記各対の揺動アーム31a,31bのそれぞれの先端部に対する前記回転体34a,34bの取り付けを,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33bを介して行い,
前記各対の回転体34a,34bを前記コンベア10の上面上における前記コンベア10の幅方向両側に配置すると共に,
前記揺動アーム31a,31b,前記連動機構32,前記モータ35,及び前記モータ35の回転を前記延長シャフト33a,33bに伝達する動力伝達手段を,前記コンベア10の前記上面よりも下方に配置したことを特徴とする(請求項2)。
前記回転体34a,34bの高さは,前記搬送物品Wの高さよりも低くすることが好ましい(請求項3)。
更に,前記回転体34a,34bを配置した位置に対し上流側のコンベア上面におけるコンベア10の幅方向両端側に,該コンベアの長さ方向を長さ方向とする一対のガイドレール(上流側ガイドレール41a,41b)を配置するものとしても良い(請求項4)。
また,上記構成と共に,前記回転体34a,34bを配置した位置に対し下流側のコンベア上面におけるコンベア10の幅方向両端側に,該コンベアの長さ方向を長さ方向とする一対のガイドレール(下流側ガイドレール42a,42b)を配置するものとしても良い(請求項5)。
なお,前記回転体34は,これを回転ローラとすることができ(請求項6),又は,駆動プーリ341,従動プーリ342,及び前記駆動プーリ341と従動プーリ342に巻回された覆帯343によって構成し,前記駆動プーリ341に前記延長シャフト33(33a,33b)を連結した構成としても良い(請求項7)。
更に図11及び図12に示すように,前記揺動アーム31a,31b;31c,31dと前記回転体34a,34b;34c,34dをそれぞれ複数対設け,これらの回転体対(回転体34a−34bの対と回転体34c−34dの対)を,前記コンベアの長手方向に並べて配置するものとしても良い(請求項8)。
この場合,1の搬送物品Wを隣接する回転体対で同時に挟持することができるよう,コンベアの長手方向における回転体間の間隔(31a−31c間の間隔及び31b−31d間の間隔)を設定することが好ましい(請求項9)。
なお,前記コンベア10のコンベアベルト11上に,搬送物品Wの後端部を係止する固定桟を立設するものとしても良い(請求項10)。
以上で説明した本発明の構成により,本発明の姿勢制御機構20を備えた搬送ライン1では,以下の顕著な効果を得ることができた。
それぞれの揺動アーム31a,31bの先端部に対する回転体34a,34bの回転自在な取り付けを,揺動アーム31a,31bの先端部より上向きに突設した延長シャフト33a,33bを介して行い,前述の揺動アーム31a,31b,揺動アーム31a,31bの連動機構32をいずれもコンベア10の上面よりも下方に配置した構成を採用したことで,コンベア10上面上には,回転体34a,34b(後述のガイドレール40を設けた構成では回転体34a,34bとガイドレール40)を除き,姿勢制御機構20の構成部材が存在しないことから,処理対象とする物品の高さは,姿勢制御機構20を設けたことにより制限されることはない。
また,姿勢制御機構20の配置位置におけるコンベア10上には,前述した回転体34a,34b(後述のガイドレール40を設けた構成では回転体34a,34bとガイドレール40)を除き姿勢制御機構20の構成機器が存在しないことから,姿勢制御機構20の配置位置におけるコンベア10上,又はこれに近接した位置のコンベア10上にラベラーやプリンター等の処理装置50を配置することが可能となり,コンベア10の長さ,従って搬送ライン1の全長を延長することなく,搬送ライン1中に姿勢制御機構20を組み込むことができた。
しかも,本発明の姿勢制御機構20は,各揺動アーム31a,31bが,相互に逆向きに等角度で揺動するように連動機構32によって連結されていることから,搬送物品Wの大きさに拘わらず,搬送物品の中心を揃えて整列させる,「芯出し」を行うことが可能であり,その結果,大きさにばらつきのある搬送物品Wを処理対象とした場合であっても,ラベルの貼着位置や印刷位置等の処理位置にずれが生じることを確実に防止することができた。
しかも,前述したように,処理装置50の処理部52を,姿勢制御機構20の上部あるいはその近傍に設けることが可能となったことで,姿勢制御機構20を通過した直後の搬送物品Wに対し処理を行うことが可能となることで,コンベアベルト11の蛇行等による再度の位置ずれ等が生じる前に搬送物品Wに対する処理を行うことができた。
しかも,上記構成の姿勢制御機構20では,揺動アーム31a,31bに対し回転体34a,34bを回転自在に取り付ける構成を採用するため,回転体34a,34bを駆動するためのモータ等を必要としないことから,部品点数が少なく装置構成が単純になることで安価な姿勢制御機構20が得られると共に,姿勢制御機構20の修理,保守,点検作業が容易であり,しかも,配線作業や電源の確保等が不要であることから,既存の搬送ライン1に対する増設が容易でありながら,搬送物品Wの正確な芯出しを行うことが可能となる。一方,回転体34a,34bを相互に逆向きに回転させるモータ35を設け,モータ35と,このモータ35の動力伝達機構についてもコンベア10の上面よりも下方に配置した姿勢制御機構にあっては,搬送物品Wの高さが制限されない,処理装置50の配置に対する制約が無い,搬送ライン1の全長を延長することなく姿勢制御機構20を組み込み可能である,大きさにばらつきのある搬送物品Wでも正確に「芯出し」を行うことができる等の前述した効果に加え,更に,下記の効果を得ることができた。
モータ35による回転体34a,34bの回転によって搬送物品Wが回転体34a,34b間に引き込まれることで,移送物品Wをより安定的に回転体34a,34b間に送り込むことが可能となった。
しかも,モータ35の回転速度,あるいは回転,停止のタイミングを制御することにより,回転体34a,34b間を通過する搬送物品の通過速度を制御し,あるいは,回転体34a,34b間で搬送物品Wを一時停止させる等の制御が可能となることで,例えばコンベア10による搬送物品Wの搬送速度に対し,回転体34a,34bの回転による搬送物品Wの引き込み速度を,遅く,又は速く設定することで,数珠つなぎの状態で回転体34a,34bに導入された搬送物品W間に,所定の間隔を生じさせた後,回転体34a,34bの下流側に送り出すといった制御を行うことも可能となる。
前記回転体34a,34bの高さを搬送物品Wの高さよりも低くした構成では,回転体34a,34bの真上に処理装置の処理部を配置することも可能となり,その結果,回転体34a,34b間を通過する直前の未だ回転体34a,34b間に挟持されている状態の物品W,従って,芯出しが行われ,且つ,幅方向への移動が規制された状態の物品Wに対し,ラベル貼着等の処理を行うことも可能で,コンベアベルト11の蛇行や,処理部52との接触等によって芯出し後の物品Wに生じ得る位置ずれの影響を排した状態での位置決めを行うことが可能となった。
回転体34a,34bの上流側にガイドレール(上流側ガイドレール41a,41b)を設けた構成では,このガイドレール41a,41bによって向きとコンベアの幅方向の位置がある程度整えられた状態の搬送物品Wが回転体34a,34b間に導入されることとなるため,回転体34a,34b間を通過する際に行われる芯出しの精度が向上すると共に,回転体34a,34bや揺動アーム31a,31bの揺動幅を小さくすることができ,隣接する機器や壁面等との間に揺動幅を考慮した大きな空間を設ける必要がなく,設置スペースの点でも有利である。
また,回転体34a,34bに対し下流側にガイドレール(下流側ガイドレール42a,42b)を設けた構成では,仮に姿勢制御後の搬送物品に位置ずれが生じた場合であっても,ずれ幅を数mm程度に抑えることができる。
なお,前述の回転体34(34a,34b)を回転ローラとした構成では,構造が単純で修理やメンテナンス時における着脱や交換等が容易である一方,回転体34を駆動・従動プーリ341,342と,前記プーリ341,342を共に巻回する覆帯343によって形成した構成では,搬送物品Wを覆帯の「面」によって挟持することができ,移送物品Wをより安定した姿勢で回転体間を通過させることが可能である。
更に,前記揺動アーム31a,31b;31c,31dと前記回転体34a,34b;34c,34dをそれぞれ複数対設け,回転体対(回転体34a−34bの対;回転体34c−34dの対)を,前記コンベアの長手方向に並べて配置した構成では,上流側に設けた回転体対(31a,31b)を通過する際の姿勢制御が不充分であった場合であっても,下流側に設けた回転体対(31c,31d)間を通過する際に更なる姿勢制御が行われることで,より確実に搬送物品Wの芯出しを行うことができた。
特に,1の搬送物品Wを隣接する回転体対(34a−34bの対;34c−34dの対)で同時に挟持することができるよう,コンベアの長手方向における前記回転体間の間隔(34a−34c間の間隔;34b−34d間の間隔)を調整したことで,コンベアの長手方向に対し長手方向を斜めに傾けた状態で搬送された搬送物品W等,芯出しを行い難い搬送物品Wであっても,確実に姿勢を制御して芯出しを行うことができた。
なお,前記コンベア10のコンベアベルト11上に,搬送物品Wの後端部と係合する固定桟を立設した構成では,回転体34a,34bを駆動することなく回転自在とした構成を採用した場合であっても,固定桟に係止された搬送物品Wを,コンベアベルト11の移動と共に回転体34a,34b間に送り込んで確実に通過させることができた。
次に,本発明の実施形態につき添付図面を参照しながら説明する。
〔搬送ラインの全体構成〕
図1中,符号1は,本発明の姿勢制御機構20を備えた搬送ラインを示す。
図1中,符号1は,本発明の姿勢制御機構20を備えた搬送ラインを示す。
この搬送ライン1は,コンベア10上を搬送される搬送物品Wに対し,所定の処理,例えばラベルの貼着や印刷等の処理を,流れ作業として行うためのラインであり,一例として,図9及び図10に示す例では,搬送物品Wに対しラベルを貼着するためのラベラー50を組み込むことにより,ラベラー50に対する被処理物品Wの搬送ラインを構成している。
この搬送ライン1は,処理対象とする物品を搬送するコンベア10と,このコンベア10上を搬送される搬送物品Wに対し所定の処理を行う処理装置,図9及び図10に示す例ではラベラー50と,前記ラベラー50のラベル貼着部52に対し,所定の向き,所定の位置で搬送物品Wを導入する,本発明の姿勢制御機構20を備えている。
〔姿勢制御機構〕
図1及び図2に示す実施形態において,搬送ライン1は,搬送物品Wの姿勢を制御するための構成として,図3〜図8に示す姿勢制御装置30と,図1及び図2中に符号40(41a,41b,42a,42b)で示すガイドレールを備えており,本明細書では,姿勢制御装置30の他,ガイドレール40をも含めた物品の姿勢制御に関する構成全体を,姿勢制御機構20として説明する。
図1及び図2に示す実施形態において,搬送ライン1は,搬送物品Wの姿勢を制御するための構成として,図3〜図8に示す姿勢制御装置30と,図1及び図2中に符号40(41a,41b,42a,42b)で示すガイドレールを備えており,本明細書では,姿勢制御装置30の他,ガイドレール40をも含めた物品の姿勢制御に関する構成全体を,姿勢制御機構20として説明する。
なお,本発明の姿勢制御機構20において,ガイドレール40は必須の構成ではなく,ガイドレール40を設けずに,図3〜図8に示す姿勢制御装置30のみをコンベア10に取り付けて,姿勢制御機構20を構成するものとしても良い。
〈姿勢制御装置〉
図3〜8に示すように,前述の姿勢制御装置30は,連動機構32によって連結されて相互に逆向きに等角度で揺動する一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33b,前記延長シャフト33a,33bの上端にそれぞれ取り付けられた一対の回転体34a,34b,前記延長シャフト33a,33bを回転させて前記一対の回転体34a,34bを相互に逆向きに回転させるモータ35と,前記揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36,及び,前記モータ35の回転を前記延長シャフト33a,33bに伝達する動力伝達手段を備えている。
図3〜8に示すように,前述の姿勢制御装置30は,連動機構32によって連結されて相互に逆向きに等角度で揺動する一対の揺動アーム31a,31bと,前記揺動アーム31a,31bのそれぞれの先端部より上向きに突設した延長シャフト33a,33b,前記延長シャフト33a,33bの上端にそれぞれ取り付けられた一対の回転体34a,34b,前記延長シャフト33a,33bを回転させて前記一対の回転体34a,34bを相互に逆向きに回転させるモータ35と,前記揺動アーム31a,31bの先端を相互に近付ける方向に付勢する付勢手段36,及び,前記モータ35の回転を前記延長シャフト33a,33bに伝達する動力伝達手段を備えている。
《回転体》
前述の回転体34a,34bは,図1及び図2に示すように前述したコンベア10の上面上において,コンベア10の幅方向両側寄りに配置され,コンベア10上を搬送される搬送物品Wを,この回転体34a,34b間に挟持しつつ,コンベアベルト11の移動方向と同方向に搬送物品Wを搬送することができるよう相互に逆向きに回転するよう構成されている。
前述の回転体34a,34bは,図1及び図2に示すように前述したコンベア10の上面上において,コンベア10の幅方向両側寄りに配置され,コンベア10上を搬送される搬送物品Wを,この回転体34a,34b間に挟持しつつ,コンベアベルト11の移動方向と同方向に搬送物品Wを搬送することができるよう相互に逆向きに回転するよう構成されている。
図示の実施形態にあっては,この回転体34a,34bの構成として,円盤状に形成された回転ローラとする構成を採用しているが,この構成に代え,例えば図2中に変形例として示したように,駆動プーリ341と従動プーリ342,及びこれらのプーリ341,342を巻回する覆帯343から成る構成の回転体34を採用するものとしても良い。
この回転体34は,図2中に矢印で示したように相互に逆向きに,同一の回転速度で回転し,前述したように,コンベアベルト11の移動方向と同一の方向に搬送物品Wを通過させることができるように構成されている。
この回転体34は,図1に示すように,その高さが移動物品Wの高さよりも低くなるように構成することが好ましく,回転体34の上面中央に,後述する延長シャフト33を固定するためのボルト345が突出した構成にあっては,このボルト345の頭部も含め,搬送物品Wの高さよりも低くなるように構成することが好ましい。
この回転体34a,34bのそれぞれの中央は,図3に示すように揺動アーム31a,31bの先端部より上向きに突出した延長シャフト33a,33bの上端に取り付けられており,後述するモータ35からの回転がこの延長シャフト33a,33bに伝達されて前記回転体34a,34bを回転させることができるように構成されている。
なお,回転体34a,34bが図2中に変形例として示したように駆動・従動プーリ341,342と覆帯343によって形成された構成においても,この回転体34の上端位置が搬送物品の高さよりも低い位置となるように配置することが好ましい。
また,この構成では,前述した延長シャフト33の上端を,駆動プーリ341の中心に取り付ける。
《延長シャフト》
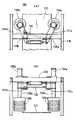
回転体34a,34bに取り付ける前述の延長シャフト33a,33bは,図1に示す例ではコンベア10の厚みよりも長く形成し,後述する揺動アーム31(31a,31b)やモータ35,動力伝達手段等,回転体34を除く姿勢制御装置30の構成部品をコンベア10の底面よりも下方に配置することができるように構成している。
回転体34a,34bに取り付ける前述の延長シャフト33a,33bは,図1に示す例ではコンベア10の厚みよりも長く形成し,後述する揺動アーム31(31a,31b)やモータ35,動力伝達手段等,回転体34を除く姿勢制御装置30の構成部品をコンベア10の底面よりも下方に配置することができるように構成している。
もっとも,姿勢制御装置30の各構成部品の配置は,前述した回転体34を除き,コンベア10の上面よりも低位置に配置されていれば良く,構成部品の一部は,コンベア10の側方に配置されていても良い。
この延長シャフト33a,33bの下端部は,図5に示すように揺動アーム31a,31bの先端部に回転自在に軸支されており,図示の実施形態にあっては,延長シャフト33a,33bの下端を,揺動アーム31a,31bの先端部を上下方向に貫通するように設けられた軸孔311a,311b内に挿入すると共に,延長シャフト33a,33bの下端部をこの軸孔311a,311bの下端より下方に向けて突出させて,この突出部分にプーリ61a,61bを取り付けて後述するようにモータ35からの回転を入力することができるように構成した。
図5に示す例において,揺動アーム31a,31bの先端部に設けられた前述の軸孔311a,311bの上下端には,それぞれフランジ付きのベアリング312,313を取り付けて,延長シャフト33a,33bを円滑に回転させることができるようにしている。
《揺動アーム》
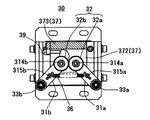
前述の揺動アーム31a,31bは,図7及び図8に示すように,前述した延長シャフト33a,33bが取り付けられている先端部側を外側に向け,基端部側を内側に向けた八の字状に配置されており,この揺動アーム31a,31bの基端部側を支軸314a,314bによってアーム取付フレーム37に揺動可能に軸支することで,各揺動アーム31a,31bがこの支軸314a,314bを支点として揺動することができるように構成されている。
前述の揺動アーム31a,31bは,図7及び図8に示すように,前述した延長シャフト33a,33bが取り付けられている先端部側を外側に向け,基端部側を内側に向けた八の字状に配置されており,この揺動アーム31a,31bの基端部側を支軸314a,314bによってアーム取付フレーム37に揺動可能に軸支することで,各揺動アーム31a,31bがこの支軸314a,314bを支点として揺動することができるように構成されている。
本実施形態において,前述のアーム取付フレーム37は,図4に示すように上部ベースプレート371,下部ベースプレート372,及び前記上部ベースプレート371と下部ベースプレート372を上下に所定の間隔で平行に固定した背面プレート373によって構成されており,図5に示すように2枚のベースプレート371,372間に各揺動アーム31a,31bの基端部側を配置すると共に,各ベースプレート371,372に設けた軸孔と,各揺動アーム31a,31bの基端部に設けた軸孔に,共通の支軸314a,314bを挿入することによって揺動アーム31a,31bを軸支している。
前記一対の揺動アーム31a,31bは,いずれか一方の揺動アーム31a又は31bの揺動に対し,他方の揺動アーム31b又は31bが相互に逆方向で等角度に連動した動作,すなわち,先端部を相互に近接,あるいは離間させる方向に動作を行うように連動機構32によって連結されている。
本実施形態にあっては,図7及び図8に示すようにこのような連動機構32として,各揺動アーム31a,31bの基端部に固定され,揺動アーム31a,31bの支軸314a,314bを中心に回転する同径,同歯数の一対の歯車32a,32bによって構成し,一方の揺動アーム31aの揺動に対し,他方の揺動アーム31bが正確に対称の動きをして,揺動アーム31a,31bの先端部を相互に近付け,あるいは離間する方向に揺動させることができるように構成している。
このような揺動アーム31a,31bの連動機構32は,前述した揺動アーム31a,31bに対し前述の動作を行わせることができるものであれば,歯車機構に限定されず,その他の構成を採用するものとしても良い。
以上のような連動機構32によって連結された揺動アーム31a,31bには,揺動アーム31a,31bの先端部を相互に近付ける方向に付勢する付勢手段36が取り付けられている(図7参照)。
図示の実施形態では,それぞれの揺動アーム31a,31bの長手方向における中間位置にスプリングポスト315a,315bを取り付け,このスプリングポスト315a,315bに付勢手段である引張コイルスプリング36の両端を係止して揺動アーム31a,31bの付勢を行っている。
この揺動アーム31a,31bに対する付勢力は,搬送物品Wの材質,大きさ,重さ等に応じて設定され,付勢力が弱すぎると搬送物品Wを回転体34a,34b間の中間位置に移動させることができず芯出しが不能となる一方,付勢力が強すぎると回転体34a,34bに搬送物品Wが接触しても揺動アーム31a,31bが揺動せずに搬送物品Wを通過させることができず,あるいは搬送物品Wを通過させることができた場合であっても,回転体34a,34bが搬送物品Wの側面に食い込む等して搬送物品Wを変形等させる可能性があり,前述したように搬送物品Wの材質,大きさ,重さ等によって適切な付勢力が得られる付勢手段を選択する。
《モータ》
図3〜図5中の符号35は,前述した回転体34a,34bを回転させるためのモータであり,図示の実施形態にあっては,このモータ35の上端部と,揺動アーム31a,31bを取り付けたアーム取付フレーム37が,ギヤケース38を介して連結されている(図4参照)。
図3〜図5中の符号35は,前述した回転体34a,34bを回転させるためのモータであり,図示の実施形態にあっては,このモータ35の上端部と,揺動アーム31a,31bを取り付けたアーム取付フレーム37が,ギヤケース38を介して連結されている(図4参照)。
このモータ35は,図示せざるコントローラにより設定された回転速度で回転する,所謂「スピードコントロールモータ」と呼ばれるモータであり,このモータ35の回転速度を設定することで,搬送物品Wが回転体34a,34b間を通過する速度を可変とすることができるように構成されている。
図示の実施形態にあっては,このモータ35のケーシングにフランジ351を設け,このフランジ351をコンベア10の下方に設けた基台70に固定することにより,コンベア10に対し所定の位置に,姿勢制御装置30を取り付けている(図1参照)。
《動力伝達手段》
前述したモータ35の回転を回転体34a,34bに伝達するために,姿勢制御装置30には更にモータ35の出力軸352と延長シャフト33a,33b間を連結する動力伝達手段を備えている。
前述したモータ35の回転を回転体34a,34bに伝達するために,姿勢制御装置30には更にモータ35の出力軸352と延長シャフト33a,33b間を連結する動力伝達手段を備えている。
図示の実施形態では,図5に示すように,このような動力伝達を前述したギヤケース38内に設けた歯車機構と,プーリ61a,62a;61b,62b及びプーリベルト63a,63bによって行っている。
このうちのギヤケース38は,その上端側よりいずれも上向きに平行に突設された第1出力軸381a及び第2出力軸381bを備えており,ギヤケース38内において前記第1出力軸381aに取り付けられた第1歯車382aと,第2出力軸381bに取り付けられた第2歯車382bとを噛合させている。
この第1歯車382aと第2歯車382bは,同径,同歯数に形成されており,従って,第1出力軸381aと第2出力軸381bは,逆向きの回転方向で,同一の回転速度で回転するように構成されている。
また,ギヤケース38内に位置する第1出力軸381aの端部には,カップリング383が取り付けられており,このカップリング383を介して,ギヤケースの下端側に設けられた挿入孔384より挿入されたモータ35の出力軸352が,第1出力軸381aに連結されている。
また,ギヤケース38の上端より突出した第1,第2出力軸381a,381bの先端部には,それぞれプーリ62a,62bが取り付けられており,第1出力軸381aに取り付けられたプーリ62aと一方の延長シャフト33aの下端に取り付けたプーリ61aを共通のプーリベルト63aで巻回すると共に,第2出力軸381bに取り付けたプーリ62bと他方の延長シャフト33bの下端に取り付けたプーリ61bを共に共通のプーリベルト63bで巻回することで,モータ35の出力軸352の回転が,ギヤケース38の第1出力軸381aを介してそのまま出力され,プーリ62a,61a及びプーリベルト63aを介して一方の揺動アーム31aの先端部に取り付けられた延長シャフト33a及びこの延長シャフト33aに取り付けられた回転体34aに伝達される一方,モータ35によって回転された第1出力軸381aの回転は,ギヤケース38内に設けられたギヤ382a,382bによって逆回転に変換された後,第2出力軸381bを介して出力され,プーリ62b,61b及びプーリベルト63bを介して他方の揺動アーム51bの先端部に取り付けた延長シャフト33b及びこの延長シャフト33bの上端に取り付けられた回転体34bを回転させることで,2つの回転体34a,34bが相互に逆方向に同一の回転速度で回転することができるように構成されている。
なお,姿勢制御装置30に設ける動力伝達手段は,図示の例に限定されず,各種構造を採用することが可能である。
〈ガイドレール〉
コンベア10上を搬送される搬送物品Wの姿勢制御は,図3〜8に示した姿勢制御装置30のみをコンベア10に取り付けることによって行うことも可能であるが,好ましくは図1及び図2に示すように,前述の姿勢制御装置30と共にガイドレール40をコンベア10上に取り付け,姿勢制御装置30とガイドレール40との組合せによって,全体として,姿勢制御機構20を構成するものとしても良い。
コンベア10上を搬送される搬送物品Wの姿勢制御は,図3〜8に示した姿勢制御装置30のみをコンベア10に取り付けることによって行うことも可能であるが,好ましくは図1及び図2に示すように,前述の姿勢制御装置30と共にガイドレール40をコンベア10上に取り付け,姿勢制御装置30とガイドレール40との組合せによって,全体として,姿勢制御機構20を構成するものとしても良い。
図1及び図2に示す実施形態では,このガイドレール40として,姿勢制御装置30の回転体34a,34bに対し,コンベア10のベルト11の移動方向上流側に設けた一対の上流側ガイドレール41a,41bと,下流側に設けた一対の下流側ガイドレール42a,42bを設けている。
これらのガイドレール41a,41b;42a,42bは,いずれもコンベア10の幅方向の両端側において,コンベアベルト11の移動方向を長手方向として配置され,対を成すガイドレール間(41a,41b間,42a,42b間)に,搬送物品Wの幅が取り得る最大値(例えば製造時における許容誤差の最大値)に対し通過許容間隔分を加えた広さに設定される。
この各ガイドレール41a,41b;42a,42bの,回転体34a,34b側の端部は,好ましくは,図2に示すようにコンベア10の中央側に位置する角部Cが鋭角となるように斜めにカットして,各ガイドレール41a,41b;42a,42bの端部と回転体34a,34bとの間に大きな隙間や段差が生じないように構成することが好ましい。
また,上流側ガイドレール41a,41bの上流側端部は,一例として図2中に破線で示すように上流側に向かってガイドレール41a,41b間の間隔を広げるように形成し,あるいは一点鎖線で示すように誘導板43a,43bを取り付ける等して,コンベア10の中心位置よりずれて搬送される搬送物品Wがガイドレール41a,41b間に受け入れ易くなるように構成するものとしても良い。
なお,ガイドレール40(41a,41b,42a,42b)の高さは,回転体34a,34bと同様,搬送物品Wの高さよりも低く形成することが好ましい。
以上のように,図3〜図8に示した姿勢制御装置30のみならず,ガイドレール40(41a,41b,42a,42b)を姿勢制御機構20の構成に含めることで,コンベア10上を搬送される物品Wは,上流側ガイドレール41a,41bによってある程度整列された状態で回転体34a,34b間に導入されることとなる。
その結果,回転体34a,34bが行う搬送物品Wの中心位置の修正は,数mm程度と比較的僅かな修正で良く,大幅な修正を行う場合に比較して修正後の位置精度が向上すると共に,回転体34a,34bの移動幅を小さく抑えることができる結果,揺動アーム31a,31bを短くすることができると共に,設置に際し,隣接する機器等との間に回転体34a,34bや揺動アーム31a,31bの揺動幅を考慮した大きな間隔を設ける必要がなくなる等,設置スペースを確保する上でも有利となる。
また,下流側ガイドレール42a,42bを設けることで,仮に回転体34a,34bによる位置補正後に搬送物品Wの位置ずれが生じた場合であっても,この位置ずれをガイドレール42a,42bの間隔内に留めることができる結果,大幅な位置ずれの発生を防止することができる。
〔使用方法及び作用〕
以上のように構成された姿勢制御装置20は,図6〜8中に符号39で示す調節ネジによって揺動アーム31a,31bの初期位置を調整することができるようになっており,使用前にこの調整ネジ39によって揺動アーム31a,31bの初期位置を調整して,回転体34a,34b間の間隔が,搬送物品Wの幅が取り得る最小値(例えば製造時における許容誤差の最小値),あるいはこれよりも僅かに狭い間隔となるように調整する。
以上のように構成された姿勢制御装置20は,図6〜8中に符号39で示す調節ネジによって揺動アーム31a,31bの初期位置を調整することができるようになっており,使用前にこの調整ネジ39によって揺動アーム31a,31bの初期位置を調整して,回転体34a,34b間の間隔が,搬送物品Wの幅が取り得る最小値(例えば製造時における許容誤差の最小値),あるいはこれよりも僅かに狭い間隔となるように調整する。
このように調整した状態で,物品Wを搬送ライン1のコンベア10上に載置すると,コンベア10によって物品Wが搬送され,上流側ガイドレール41a,41b間の間隔を通って,回転体34a,34bに向かって搬送される。
回転体34a,34bに向かって搬送された物品Wは,図2中に矢印で示した方向に回転する回転体34a,34bの回転によって回転体34aと回転体34bとの間に生じている間隔内に引き込まれ,2つの回転体34a,34b間の間隔を通過して,下流側ガイドレール42a,42b側に搬送される。
このとき,回転体34a,34b間の間隔は,搬送物品Wが取り得る幅の最小値,又は,この最小値に対し僅かに狭い幅に調整されていると共に,引張コイルスプリング36によって揺動アーム31a,31bはこの初期位置を維持するよう付勢されていることから,回転体34a,34b間を搬送物品Wが通過する際,通過する搬送物品Wの幅に応じて揺動アーム31a,31bが揺動して回転体34a,34b間の間隔を,通過する搬送物品Wの幅に対応した間隔に広げる。
前述の引張コイルスプリング36は,搬送物品Wをコンベア10の幅方向に移動させることができる強さを有すると共に,延長シャフト33a,33bを介して回転体34a,34bを支持する揺動アーム31a,31bは,一方の揺動アーム31aの揺動に対し他方の揺動アーム31bが逆向きに同角度で揺動するよう構成され,2つの回転体34a,34b間の中心位置は,揺動アーム31a,31bがいずれの揺動位置にある場合であっても,常に同じ位置に表れる。
その結果,回転体34a,34b間の中間位置に対し中心位置がずれた状態で搬送されてきた物品は,回転体34a,34b間を通過する際に,コンベア10の幅方向に移動されて搬送物品Wの中心と,回転体34a,34b間の間隔の中心位置が一致される結果,搬送物品Wは,いずれも中心位置が整列された,「芯出し」が行われた状態で回転体34a,34b間を通過する。
従って,このような「芯出し」が行われた搬送物品Wに対しラベルの貼着や印刷等の処理を行うことで,これらの処理を,搬送物品Wの中心を基準とした正確な位置に行うことができ,ラベルの貼着位置や印刷位置等の処理位置にずれが生じることを防止することができる。
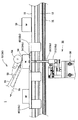
このようなラベルの貼着や印刷等の各種の処理は,図9に示すように回転体34a,34bに対し下流側に処理装置の処理部,図示の例ではラベラー50のラベル貼着部52に設けた剥離紙反転板53や圧着ローラ54を配置して,回転体34a,34b間を通過した後の搬送物品Wに対しラベル貼着等の処理を行っても良い。
この場合,例えば,回転体34a,34bの回転速度の調整により,コンベア10による搬送物品Wの搬送速度に対し,搬送物品Wが回転体34a,34b間を通過する速度を遅く,又は速くすることで,回転体34a,34b間を通過させる際に搬送物品Wの「芯出し」を行うだけでなく,搬送物品W間に所定の間隔を形成することができるように構成しても良い。
また,本発明の姿勢制御機構20の構成では,回転体34a.34b(ガイドレール40を設ける場合には回転体34a,354bとガイドレール40)以外の構成部品は,いずれもコンベア10の上面よりも低い位置に配置していると共に,回転体34a,34bやガイドレール40の高さが,搬送物品Wの高さに対し低くなるよう構成されていることから,図10に示すように,ラベラー50のラベル貼着部52等の処理装置の処理部を,回転体34a,34bの真上に配置する構成を採用することも可能である。
この構成では,回転体34a,34b間で挟持されて中心位置が固定された状態にある搬送物品Wに対しラベルの貼着等の処理を行うことが可能となる。
その結果,搬送物品Wに対する処理をより高精度に行うことができると共に,回転体34a,34b間を通過した後の搬送物品Wに対し処理を行う場合のように,コンベアベルト11の蛇行や,処理装置の処理部との接触等に伴い,「芯出し」後に事後的に生じる位置ずれを考慮する必要がない。
また,この構成では,図示せざるコントローラによって姿勢制御装置30のモータ35の回転速度を調整することで,回転体34a,34b間を通過する搬送物品Wの通過速度を例えばラベラーのラベル貼着速度や,プリンターの印字速度等に適合するように調整することで,コンベア10の搬送速度を処理装置の処理速度を一致させる等の複雑な調整作業が不要となる。
〔その他の構成〕
以上で説明した構成では,1つの搬送ライン1に対し,1つの姿勢制御装置30を設ける構成を示したが,例えば図11に示すように,複数の姿勢制御装置30をコンベアの長手方向に並べて配置することで,搬送物品Wが複数対の回転体間(34a,34b間;34c,34d間)を通過するように構成しても良い。
以上で説明した構成では,1つの搬送ライン1に対し,1つの姿勢制御装置30を設ける構成を示したが,例えば図11に示すように,複数の姿勢制御装置30をコンベアの長手方向に並べて配置することで,搬送物品Wが複数対の回転体間(34a,34b間;34c,34d間)を通過するように構成しても良い。
また,図12に示すように,単一の姿勢制御装置30に複数対の揺動アーム31a,31b;31c,31dと複数対の回転体(34a,34b;34c,34d)を設け,搬送物品Wが,複数対の回転体間(34a,34b間;34c,34d間)を通過することにより姿勢制御されるように構成するものとしても良く,この構成では,単一のモータで全ての回転体(34a,34b,34c,34d)を駆動するようにして,部品点数と設置スペースの減少を図っても良い。
このように構成することで,上流側に設けた回転体対(34a,34b)間を通過させただけでは搬送物品Wの姿勢を完全に制御できなかった場合であっても,下流側の回転体対(34c,34d)を通過する際に搬送物品Wに対し更なる姿勢制御が行われることで,より確実に搬送物品Wの芯出しを行うことが可能となる。
この場合,コンベアの長手方向に隣接する回転体(34a−34c;34b−34d)の中心間隔ωが,搬送物品の長さLよりも短くなるよう調整する等,1の搬送物品Wが,隣接する回転体対に同時に挟持されるようその配置間隔を設定することが好ましく,このように,搬送物品Wを,隣接する2対の回転体によって同時に挟持できるようにすることで,より確実な芯出しが可能となる。
更に,以上で説明した実施形態にあっては,いずれも回転体34a,34bをモータ35によって駆動する構造の姿勢制御装置30を用いて本発明の姿勢制御機構20を構成する例について説明したが,本発明の姿勢制御機構20は,回転体34a,34bをモータ等によって駆動することなく,揺動アーム31a,31bの先端に回転自在に取り付ける構成の姿勢制御装置(図示せず)によって構成することも可能である。
このような姿勢制御装置の構成としては,回転体34a,34bを駆動するモータと,モータの出力を延長シャフト33a,33bに伝達する動力伝達機構を備えていない点を除き,前述したモータ付きの姿勢制御装置と同様の構成を採用することができる。
なお,モータを備えた前述の姿勢制御装置30では,延長シャフト33a,33bを回転させることで回転体34a,34bを回転させる構成を採用していることから,延長シャフト33a,33bを回転させることができるよう,延長シャフト33a,33bの下端部を,揺動アーム31a,31bの先端部に回転可能に取り付ける構成を採用していたが,回転体34a,34bを回転自在とした姿勢制御装置の構成では,回転体34a,34bが回転自在であれば延長シャフト33a,33bは回転する必要が無く,その結果,延長シャフト33a,33bの下端部を揺動アーム31a,31bの先端部に回転不能に固着した構成としても良い。
この構成では,延長シャフト33a,33bは,その上端部において回転体34a,34bを回転自在に軸支する支軸(シャフト)としての機能を備えていれば良く,その他の部分の形状は,円柱状に限定されず各種の形状を採用可能である。
このように,回転体34a,34bを回転自在とした姿勢制御装置の構成では,回転体34a,34bには自ら搬送物品Wを回転体34a,34b間に引き込む作用が無く,コンベアベルト11による搬送物品Wの搬送力によって回転体34a,34b間に搬送物品Wを押し込んで通過させることとなる。
この構成では,回転体34a,34bとの接触により抵抗を受けて搬送物品Wがコンベアベルト11上を滑ると,搬送物品Wに回転体34a,34b間に送り込むことができなくなる。
そのため,搬送物品Wが回転体34a,34bと接触した際に抵抗が加わった場合であっても,移送物品Wをコンベアベルト11上の所定の位置に係止して,回転体34a,34b間に送り込むことができるようにする構成がコンベアベルト11に設けられていることが好ましい。
このようなコンベアベルト11の構成としては,既知の滑り止め加工が施されたコンベアベルト11を使用することも考えられるが,好ましくは,コンベアベルト11の表面に,搬送物品Wの後端部と係合する固定桟(図示せず)を例えば所定間隔毎に立設しておき,この固定桟との係合によって搬送物品Wの後端位置を固定することで,コンベアベルト11の移動に伴って確実に回転体34a,34b間を通過させることができるように構成することが好ましい。
以上で説明した本発明の姿勢制御機構は,各種の搬送ラインに適用可能であり,前述したラベル貼着ライン,印刷ラインにおける搬送物品の姿勢制御の他,梱包ライン,検品ライン等,搬送物品の芯出しを行うことで,処理精度あるいは検査精度などを向上させることができる各種の搬送ラインでの利用が可能である。
1 搬送ライン
10 コンベア
11 コンベアベルト
12 フレーム
20 姿勢制御機構
30 姿勢制御装置
31(31a,31b,31c,31d) 揺動アーム
311(311a,311b) 軸孔
312,313 ベアリング
314(314a,314b) 支軸
315(315a,315b) スプリングポスト
32 連動機構
32a,32b 歯車
33(33a,33b) 延長シャフト
34(34a,34b,34c,34d) 回転体
341 駆動プーリ
342 従動プーリ
343 覆帯
345 ボルト
35 モータ
351 フランジ
352 出力軸
36 付勢手段(引張コイルスプリング)
37 アーム取付フレーム
371 上部ベースプレート
372 下部ベースプレート
373 背面プレート
38 ギヤケース
381a 第1出力軸
381b 第2出力軸
382a 第1歯車
382b 第2歯車
383 カップリング
384 挿入孔
39 調整ネジ
40 ガイドレール
41(41a,41b) 上流側ガイドレール
42(42a,42b) 下流側ガイドレール
43(43a,43b) 誘導板
50 処理装置(ラベラー)
52 処理部(ラベル貼着部)
53 剥離紙反転板
54 圧着ローラ
55 剥離紙
56 ラベル
61(61a,61b),62(62a,62b) プーリ
63(63a,63b) プーリベルト
70 基台
110 コンベア
111 コンベアベルト
130 姿勢制御装置
131a,131b 揺動アーム
132 リンク機構
132a ローラガイド
132b ローラ
133a,133b 回転シャフト
134a,134b 回転体
1341a,1341b,1342a,1342b プーリ
1343a,1343b プーリベルト
135a,135b モータ
W 物品(搬送物品)
C 角部(ガイドレールの)
ω 回転体の中心間間隔
L 搬送物品の長さ
140(140a,140b) ガイドレール
150 処理装置(ラベラー)
152 処理部(ラベル貼着部)
153 剥離紙反転板
154 圧着ローラ
155 剥離紙
156 ラベル
170 架台
180 取手付きねじ
10 コンベア
11 コンベアベルト
12 フレーム
20 姿勢制御機構
30 姿勢制御装置
31(31a,31b,31c,31d) 揺動アーム
311(311a,311b) 軸孔
312,313 ベアリング
314(314a,314b) 支軸
315(315a,315b) スプリングポスト
32 連動機構
32a,32b 歯車
33(33a,33b) 延長シャフト
34(34a,34b,34c,34d) 回転体
341 駆動プーリ
342 従動プーリ
343 覆帯
345 ボルト
35 モータ
351 フランジ
352 出力軸
36 付勢手段(引張コイルスプリング)
37 アーム取付フレーム
371 上部ベースプレート
372 下部ベースプレート
373 背面プレート
38 ギヤケース
381a 第1出力軸
381b 第2出力軸
382a 第1歯車
382b 第2歯車
383 カップリング
384 挿入孔
39 調整ネジ
40 ガイドレール
41(41a,41b) 上流側ガイドレール
42(42a,42b) 下流側ガイドレール
43(43a,43b) 誘導板
50 処理装置(ラベラー)
52 処理部(ラベル貼着部)
53 剥離紙反転板
54 圧着ローラ
55 剥離紙
56 ラベル
61(61a,61b),62(62a,62b) プーリ
63(63a,63b) プーリベルト
70 基台
110 コンベア
111 コンベアベルト
130 姿勢制御装置
131a,131b 揺動アーム
132 リンク機構
132a ローラガイド
132b ローラ
133a,133b 回転シャフト
134a,134b 回転体
1341a,1341b,1342a,1342b プーリ
1343a,1343b プーリベルト
135a,135b モータ
W 物品(搬送物品)
C 角部(ガイドレールの)
ω 回転体の中心間間隔
L 搬送物品の長さ
140(140a,140b) ガイドレール
150 処理装置(ラベラー)
152 処理部(ラベル貼着部)
153 剥離紙反転板
154 圧着ローラ
155 剥離紙
156 ラベル
170 架台
180 取手付きねじ
Claims (10)
- コンベアと,前記コンベア上を搬送される搬送物品に対し,所定の処理を行う処理装置とを備えた搬送ラインに設けられ,前記処理装置のうち前記処理を前記搬送物品に対し実行する部分である処理部に対し,前記搬送物品を所定の向き及び位置に調整して導入する姿勢制御機構において,
前記姿勢制御機構が,少なくとも一対の揺動アームと,前記揺動アームのそれぞれの先端側に回転自在に取り付けた少なくとも一対の回転体と,前記各対の揺動アームの先端を相互に近付ける方向に付勢する付勢手段を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構によって連結し,
前記各対の揺動アームのそれぞれの先端部に対する前記回転体の取り付けを,前記揺動アームのそれぞれの先端部より上向きに突設した延長シャフトを介して行い,
前記各対の回転体を,前記コンベアの上面上における前記コンベアの幅方向両側に配置すると共に,
前記揺動アームと前記連動機構を,前記コンベアの前記上面よりも下方に配置したことを特徴とする,搬送ラインにおける搬送物品の姿勢制御機構。 - コンベアと,前記コンベア上を搬送される搬送物品に対し,所定の処理を行う処理装置とを備えた搬送ラインに設けられ,前記処理装置のうち前記処理を前記搬送物品に対し実行する部分である処理部に対し,前記搬送物品を所定の向き及び位置に調整して導入する姿勢制御機構において,
前記姿勢制御機構が,少なくとも一対の揺動アームと,前記揺動アームのそれぞれの先端側に回転可能に取り付けた少なくとも一対の回転体と,前記各対の回転体を相互に逆向きに回転させるモータと,前記各対の揺動アームの先端を相互に近付ける方向に付勢する付勢手段を備え,
前記各対の揺動アーム間を,相互に逆向きに等角度で揺動させる連動機構によって連結し,
前記各対の揺動アームのそれぞれの先端部に対する前記回転体の取り付けを,前記揺動アームのそれぞれの先端部より上向きに突設した延長シャフトを介して行い,
前記各対の回転体を,前記コンベアの上面上における前記コンベアの幅方向両側に配置すると共に,
前記揺動アーム,前記連動機構,前記モータ,及び前記モータの回転を前記回転シャフトに伝達する動力伝達手段を,前記コンベアの前記上面よりも下方に配置したことを特徴とする,搬送ラインにおける搬送物品の姿勢制御機構。 - 前記回転体の高さを,前記搬送物品の高さよりも低くしたことを特徴とする請求項1又は2記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記回転体を配置した位置に対し上流側のコンベア上面におけるコンベアの幅方向両端側に,該コンベアの長さ方向を長さ方向とする一対のガイドレールを配置したことを特徴とする請求項1〜3いずれか1項記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記回転体を配置した位置に対し下流側のコンベア上面におけるコンベアの幅方向両端側に,該コンベアの長さ方向を長さ方向とする一対のガイドレールを配置したことを特徴とする請求項4記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記回転体が,回転ローラであることを特徴とする請求項1〜5いずれか1項記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記回転体が,駆動プーリ,従動プーリ,及び前記駆動プーリと従動プーリに巻回された覆帯によって構成されていると共に,前記駆動プーリに前記延長シャフトを連結したことを特徴とする請求項1〜5いずれか1項記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記揺動アームと前記回転体をそれぞれ複数対設け,回転体対を,前記コンベアの長手方向に並べて配置したことを特徴とする請求項1〜7いずれか1項記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 1の搬送物品を隣接する回転体対で同時に挟持することができるよう,コンベアの長手方向における前記回転体間の間隔を設定したことを特徴とする請求項8記載の搬送ラインにおける搬送物品の姿勢制御機構。
- 前記コンベアのコンベアベルト上に,搬送物品の後端部を係止する固定桟を立設したことを特徴とする請求項1記載の搬送ラインにおける搬送物品の姿勢制御機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015116576A JP2017001800A (ja) | 2015-06-09 | 2015-06-09 | 搬送ラインにおける搬送物品の姿勢制御機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015116576A JP2017001800A (ja) | 2015-06-09 | 2015-06-09 | 搬送ラインにおける搬送物品の姿勢制御機構 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017001800A true JP2017001800A (ja) | 2017-01-05 |
Family
ID=57753964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015116576A Pending JP2017001800A (ja) | 2015-06-09 | 2015-06-09 | 搬送ラインにおける搬送物品の姿勢制御機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017001800A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107685996A (zh) * | 2017-09-26 | 2018-02-13 | 红塔烟草(集团)有限责任公司 | 产品排布装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4725108Y1 (ja) * | 1969-12-29 | 1972-08-05 | ||
| JPS57169727U (ja) * | 1981-04-20 | 1982-10-26 | ||
| JPS6169611A (ja) * | 1984-09-14 | 1986-04-10 | Iseki & Co Ltd | 果実整列供給装置 |
| JPH07309429A (ja) * | 1994-05-19 | 1995-11-28 | Morita Pump Kk | 回収びん等の整列装置 |
| JPH10152216A (ja) * | 1996-11-21 | 1998-06-09 | Eno Sangyo Kk | 原木誘導搬送装置 |
| JP2006282321A (ja) * | 2005-03-31 | 2006-10-19 | Teraoka Seiko Co Ltd | コンベア用幅寄せ装置及び同装置を備えたコンベア |
-
2015
- 2015-06-09 JP JP2015116576A patent/JP2017001800A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4725108Y1 (ja) * | 1969-12-29 | 1972-08-05 | ||
| JPS57169727U (ja) * | 1981-04-20 | 1982-10-26 | ||
| JPS6169611A (ja) * | 1984-09-14 | 1986-04-10 | Iseki & Co Ltd | 果実整列供給装置 |
| JPH07309429A (ja) * | 1994-05-19 | 1995-11-28 | Morita Pump Kk | 回収びん等の整列装置 |
| JPH10152216A (ja) * | 1996-11-21 | 1998-06-09 | Eno Sangyo Kk | 原木誘導搬送装置 |
| JP2006282321A (ja) * | 2005-03-31 | 2006-10-19 | Teraoka Seiko Co Ltd | コンベア用幅寄せ装置及び同装置を備えたコンベア |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107685996A (zh) * | 2017-09-26 | 2018-02-13 | 红塔烟草(集团)有限责任公司 | 产品排布装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5865255B2 (ja) | ラベル生成装置 | |
| US20100200166A1 (en) | Label printer | |
| JP2011523391A (ja) | ケーブル搬送装置 | |
| US20110239598A1 (en) | Device for feeding a converting unit with a web substrate for a feeding station in a packaging production machine | |
| JP4885990B2 (ja) | ラベルプリンタ | |
| JP2017001800A (ja) | 搬送ラインにおける搬送物品の姿勢制御機構 | |
| JP6043199B2 (ja) | シャトルコンベヤ | |
| JP2008094427A (ja) | 製袋包装システム | |
| JP2013075747A5 (ja) | ||
| JP2010143708A5 (ja) | ||
| JP4876545B2 (ja) | ラベル貼付装置 | |
| JP2014162543A (ja) | 粘着ラベル発行装置、及びプリンタ | |
| JP5817121B2 (ja) | ラベルプリンタ及びラベル貼付装置 | |
| JP2013220879A (ja) | 印刷媒体供給機構 | |
| CN110589352A (zh) | 转弯皮带机 | |
| JP5286401B2 (ja) | ラベルプリンタ | |
| JP4000141B2 (ja) | 把手移送装置 | |
| JP7188165B2 (ja) | 検出装置及び印刷装置 | |
| JP3459163B2 (ja) | 媒体幅寄せ機構 | |
| JP5081707B2 (ja) | 搬送装置 | |
| JP5007484B2 (ja) | ラベル貼付装置 | |
| JP4733103B2 (ja) | プリンタ | |
| JP5693417B2 (ja) | 印刷媒体供給機構 | |
| JP5703766B2 (ja) | ラベル搬送装置及びラベルの搬送方法 | |
| CN215438169U (zh) | 电池盖板输送机构和加工设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170104 |