JP2017004674A - 電極複合体の製造方法およびリチウム電池の製造方法 - Google Patents
電極複合体の製造方法およびリチウム電池の製造方法 Download PDFInfo
- Publication number
- JP2017004674A JP2017004674A JP2015115509A JP2015115509A JP2017004674A JP 2017004674 A JP2017004674 A JP 2017004674A JP 2015115509 A JP2015115509 A JP 2015115509A JP 2015115509 A JP2015115509 A JP 2015115509A JP 2017004674 A JP2017004674 A JP 2017004674A
- Authority
- JP
- Japan
- Prior art keywords
- active material
- liquid material
- coating
- solid electrolyte
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 title claims abstract description 111
- 229910052744 lithium Inorganic materials 0.000 title claims abstract description 111
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 61
- 239000002131 composite material Substances 0.000 title claims abstract description 41
- 239000011149 active material Substances 0.000 claims abstract description 227
- 239000011344 liquid material Substances 0.000 claims abstract description 140
- 239000007784 solid electrolyte Substances 0.000 claims abstract description 125
- 239000011248 coating agent Substances 0.000 claims abstract description 85
- 238000000576 coating method Methods 0.000 claims abstract description 85
- 239000000463 material Substances 0.000 claims abstract description 55
- 239000003792 electrolyte Substances 0.000 claims abstract description 47
- 238000000034 method Methods 0.000 claims abstract description 28
- 238000010304 firing Methods 0.000 claims abstract description 9
- 239000002245 particle Substances 0.000 claims description 83
- 239000000758 substrate Substances 0.000 claims description 33
- 229920005989 resin Polymers 0.000 claims description 14
- 239000011347 resin Substances 0.000 claims description 14
- 239000002612 dispersion medium Substances 0.000 claims description 8
- 238000007599 discharging Methods 0.000 claims description 6
- 238000007641 inkjet printing Methods 0.000 claims description 5
- 238000010586 diagram Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 140
- 239000008151 electrolyte solution Substances 0.000 description 32
- 239000011148 porous material Substances 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 20
- 239000002243 precursor Substances 0.000 description 20
- 238000012546 transfer Methods 0.000 description 19
- 229910000510 noble metal Inorganic materials 0.000 description 18
- 238000011049 filling Methods 0.000 description 16
- 238000006243 chemical reaction Methods 0.000 description 15
- 150000001875 compounds Chemical class 0.000 description 13
- 239000002923 metal particle Substances 0.000 description 13
- 239000000243 solution Substances 0.000 description 13
- 239000011230 binding agent Substances 0.000 description 12
- 238000000465 moulding Methods 0.000 description 12
- -1 oxo acid ions Chemical class 0.000 description 12
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 10
- 229910001416 lithium ion Inorganic materials 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 10
- 239000002184 metal Substances 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 230000002829 reductive effect Effects 0.000 description 9
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 8
- 229910003480 inorganic solid Inorganic materials 0.000 description 8
- 230000009467 reduction Effects 0.000 description 8
- 238000003892 spreading Methods 0.000 description 8
- 230000007480 spreading Effects 0.000 description 8
- 238000009736 wetting Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000008187 granular material Substances 0.000 description 7
- 150000002500 ions Chemical class 0.000 description 7
- 238000005245 sintering Methods 0.000 description 7
- 239000000470 constituent Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000000178 monomer Substances 0.000 description 6
- 238000005498 polishing Methods 0.000 description 6
- 239000007774 positive electrode material Substances 0.000 description 6
- 239000002202 Polyethylene glycol Substances 0.000 description 5
- 125000004429 atom Chemical group 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000011245 gel electrolyte Substances 0.000 description 5
- 238000000227 grinding Methods 0.000 description 5
- 238000000016 photochemical curing Methods 0.000 description 5
- 229920001223 polyethylene glycol Polymers 0.000 description 5
- 230000002265 prevention Effects 0.000 description 5
- 238000012935 Averaging Methods 0.000 description 4
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 4
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 4
- 239000002033 PVDF binder Substances 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 239000010931 gold Substances 0.000 description 4
- 239000003999 initiator Substances 0.000 description 4
- 239000002608 ionic liquid Substances 0.000 description 4
- FUJCRWPEOMXPAD-UHFFFAOYSA-N lithium oxide Chemical compound [Li+].[Li+].[O-2] FUJCRWPEOMXPAD-UHFFFAOYSA-N 0.000 description 4
- 229910001947 lithium oxide Inorganic materials 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 239000007773 negative electrode material Substances 0.000 description 4
- 229910052697 platinum Inorganic materials 0.000 description 4
- 239000003505 polymerization initiator Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910020731 Li0.35La0.55TiO3 Inorganic materials 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 230000004931 aggregating effect Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229910052763 palladium Inorganic materials 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- 229910010413 TiO 2 Inorganic materials 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- KBPLFHHGFOOTCA-UHFFFAOYSA-N caprylic alcohol Natural products CCCCCCCCO KBPLFHHGFOOTCA-UHFFFAOYSA-N 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 150000004770 chalcogenides Chemical class 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 239000002482 conductive additive Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Inorganic materials [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 description 2
- 229910003002 lithium salt Inorganic materials 0.000 description 2
- 159000000002 lithium salts Chemical class 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 239000010948 rhodium Substances 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- 150000003624 transition metals Chemical class 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- QGLWBTPVKHMVHM-KTKRTIGZSA-N (z)-octadec-9-en-1-amine Chemical compound CCCCCCCC\C=C/CCCCCCCCN QGLWBTPVKHMVHM-KTKRTIGZSA-N 0.000 description 1
- ZXMGHDIOOHOAAE-UHFFFAOYSA-N 1,1,1-trifluoro-n-(trifluoromethylsulfonyl)methanesulfonamide Chemical compound FC(F)(F)S(=O)(=O)NS(=O)(=O)C(F)(F)F ZXMGHDIOOHOAAE-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- SCVJRXQHFJXZFZ-KVQBGUIXSA-N 2-amino-9-[(2r,4s,5r)-4-hydroxy-5-(hydroxymethyl)oxolan-2-yl]-3h-purine-6-thione Chemical class C1=2NC(N)=NC(=S)C=2N=CN1[C@H]1C[C@H](O)[C@@H](CO)O1 SCVJRXQHFJXZFZ-KVQBGUIXSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910005793 GeO 2 Inorganic materials 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229910021193 La 2 O 3 Inorganic materials 0.000 description 1
- 229910018068 Li 2 O Inorganic materials 0.000 description 1
- 229910018136 Li 2 Ti 3 O 7 Inorganic materials 0.000 description 1
- 229910009218 Li1.3Ti1.7Al0.3(PO4)3 Inorganic materials 0.000 description 1
- 229910009318 Li2S-SiS2-LiI Inorganic materials 0.000 description 1
- 229910009331 Li2S-SiS2-P2S5 Inorganic materials 0.000 description 1
- 229910007289 Li2S—SiS2—LiI Inorganic materials 0.000 description 1
- 229910007298 Li2S—SiS2—P2S5 Inorganic materials 0.000 description 1
- 229910012291 Li3.4V0.6Si0.4O4 Inorganic materials 0.000 description 1
- 229910012722 Li3N-LiI-LiOH Inorganic materials 0.000 description 1
- 229910012716 Li3N-LiI—LiOH Inorganic materials 0.000 description 1
- 229910012734 Li3N—LiI—LiOH Inorganic materials 0.000 description 1
- 229910012850 Li3PO4Li4SiO4 Inorganic materials 0.000 description 1
- 229910011792 Li4GeO4—Li3VO4 Inorganic materials 0.000 description 1
- 229910012053 Li4SiO4-Li3VO4 Inorganic materials 0.000 description 1
- 229910012072 Li4SiO4—Li3VO4 Inorganic materials 0.000 description 1
- 229910011871 Li4SiO4—LiMoO4 Inorganic materials 0.000 description 1
- 229910010238 LiAlCl 4 Inorganic materials 0.000 description 1
- 229910010556 LiFeF Inorganic materials 0.000 description 1
- 229910010707 LiFePO 4 Inorganic materials 0.000 description 1
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 1
- 229910013641 LiNbO 3 Inorganic materials 0.000 description 1
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 1
- 229910012305 LiPON Inorganic materials 0.000 description 1
- 229910012573 LiSiO Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910004283 SiO 4 Inorganic materials 0.000 description 1
- 229910020346 SiS 2 Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920005822 acrylic binder Polymers 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 150000008365 aromatic ketones Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 125000005235 azinium group Chemical group 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- DKNRELLLVOYIIB-UHFFFAOYSA-N bis(trifluoromethylsulfonyl)azanide;1-methyl-1-propylpyrrolidin-1-ium Chemical compound CCC[N+]1(C)CCCC1.FC(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)F DKNRELLLVOYIIB-UHFFFAOYSA-N 0.000 description 1
- 150000001642 boronic acid derivatives Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002738 chelating agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 150000004696 coordination complex Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 125000004386 diacrylate group Chemical group 0.000 description 1
- 239000012954 diazonium Substances 0.000 description 1
- 150000001989 diazonium salts Chemical class 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- SYQBFIAQOQZEGI-UHFFFAOYSA-N osmium atom Chemical compound [Os] SYQBFIAQOQZEGI-UHFFFAOYSA-N 0.000 description 1
- 150000002921 oxetanes Chemical class 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000005518 polymer electrolyte Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 230000027756 respiratory electron transport chain Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 239000011163 secondary particle Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000003980 solgel method Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 125000001544 thienyl group Chemical group 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical class C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
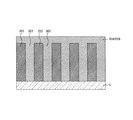
【課題】リチウム電池に適用可能な電極複合体を効率よく製造し得る電極複合体の製造方法、および、リチウム電池を効率よく製造し得るリチウム電池の製造方法を提供すること。【解決手段】本発明の電極複合体の製造方法は、活物質の形成材料を含む第1液状材料201および電解質の形成材料を含む第2液状材料301を、それぞれインクジェットにより吐出して、第1液状材料201で構成された第1被膜203および第2液状材料301で構成された第2被膜303を得る第1の工程と、第1被膜203と第2被膜303とを同時に焼成して、活物質成形体および固体電解質層を備える電極複合体を得る第2の工程と、を有する。【選択図】図2
Description
本発明は、電極複合体の製造方法およびリチウム電池の製造方法に関するものである。
携帯型情報機器をはじめとする多くの電気機器の電源として、リチウム電池(一次電池および二次電池を含む)が利用されている。リチウム電池は、正極と負極と、これらの層の間に設置され、リチウムイオンの伝導を媒介する電解質層とを備える。
近年、高エネルギー密度と安全性とを両立したリチウム電池として、電解質層の形成材料に、固体電解質を使用する全固体型リチウム電池が提案されている(例えば、特許文献1〜3参照)。
これらの全固体型リチウム電池については、さらなる高出力化および高容量化が求められている。高出力かつ高容量の全固体型リチウム電池を得るためには、正極または負極の活物質の形状と電解質層の形状とをそれぞれ高度に制御する必要がある。
ところが、このような形状の制御は、難易度が高く、このため、リチウム電池の製造効率が低いという問題があった。
本発明の目的の一つは、リチウム電池に適用可能な電極複合体を効率よく製造し得る電極複合体の製造方法、および、リチウム電池を効率よく製造し得るリチウム電池の製造方法を提供することにある。
このような目的は、下記の本発明により達成される。
本発明の電極複合体の製造方法は、活物質の形成材料を含む第1液状材料および電解質の形成材料を含む第2液状材料を、それぞれインクジェットにより吐出して、前記第1液状材料で構成された第1被膜および前記第2液状材料で構成された第2被膜を得る第1の工程と、
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を得る第2の工程と、
を含むことを特徴とする。
本発明の電極複合体の製造方法は、活物質の形成材料を含む第1液状材料および電解質の形成材料を含む第2液状材料を、それぞれインクジェットにより吐出して、前記第1液状材料で構成された第1被膜および前記第2液状材料で構成された第2被膜を得る第1の工程と、
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を得る第2の工程と、
を含むことを特徴とする。
これにより、成形パターンを最適化することにより、例えば高出力かつ高容量を有するリチウム電池に適用可能な電極複合体を効率よく製造することができる。
本発明の電極複合体の製造方法では、前記第1液状材料および前記第2液状材料のうちの少なくとも一方は、光硬化性樹脂を含んでおり、
前記第1液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第1液状材料に向けて光を照射し、
前記第2液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第2液状材料に向けて光を照射することが好ましい。
前記第1液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第1液状材料に向けて光を照射し、
前記第2液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第2液状材料に向けて光を照射することが好ましい。
これにより、第1液状材料および第2液状材料は光硬化反応を生じながら飛行して着弾するため、着弾後に濡れ広がる程度を小さく留めることができる。その結果、アスペクト比のより大きな被膜を容易に形成することができ、最終的に活物質成形体と固体電解質層との間に広い接触面積を確保することができる。
本発明の電極複合体の製造方法では、前記第1液状材料は、前記活物質の形成材料を含む粒子状をなす活物質粒子と、前記活物質粒子を分散させる分散媒と、を含有することが好ましい。
これにより、第1液状材料から分散媒が除去されることによって活物質粒子が残存し、目的とする成形パターンの活物質成形体を容易に製造することができる。
本発明の電極複合体の製造方法では、前記第1の工程は、複数のノズルを備えたインクジェットヘッドから前記第1液状材料および前記第2液状材料を吐出する工程であり、
前記複数のノズルのうちの1つを第1ノズルとし、前記複数のノズルのうち前記第1ノズルとの距離が最も近いものを第2ノズルとしたとき、前記第1ノズルから前記第1液状材料を吐出し、前記第2ノズルから前記第2液状材料を吐出することが好ましい。
前記複数のノズルのうちの1つを第1ノズルとし、前記複数のノズルのうち前記第1ノズルとの距離が最も近いものを第2ノズルとしたとき、前記第1ノズルから前記第1液状材料を吐出し、前記第2ノズルから前記第2液状材料を吐出することが好ましい。
これにより、第1被膜と第2被膜とが近い距離で隣り合うこととなるため、互いの濡れ広がりが阻害され、アスペクト比の大きな第1被膜および第2被膜を形成することができる。その結果、最終的に活物質成形体と固体電解質層との間に広い接触面積を確保することができる。
本発明の電極複合体の製造方法では、前記第1の工程において、前記第1液状材料と前記第2液状材料とを同時に吐出することが好ましい。
これにより、第1液状材料の液滴が着弾して濡れ広がるタイミングと第2液状材料の液滴が着弾して濡れ広がるタイミングとが同時になるため、濡れ広がり量を制御し易くなり、目的とする成形パターンの第1被膜および第2被膜を高精度に形成することができる。
本発明の電極複合体の製造方法では、前記第1の工程は、基板上に前記第1被膜および前記第2被膜を得る工程であり、
前記第2の工程は、前記基板から前記第1被膜および前記第2被膜を剥離した後、前記第1被膜と前記第2被膜とを焼成することが好ましい。
前記第2の工程は、前記基板から前記第1被膜および前記第2被膜を剥離した後、前記第1被膜と前記第2被膜とを焼成することが好ましい。
これにより、基板は、電極複合体に含まれない部材となるので、厚さや質量等を考慮する必要がなく、したがって、基板には、第1被膜や第2被膜を確実に支持し得る程度に十分な厚さの基板を用いることができる。
本発明の電極複合体の製造方法では、前記活物質の形成材料は、リチウム複酸化物を含むことが好ましい。
これにより、良好に機能する活物質成形体が得られる。
これにより、良好に機能する活物質成形体が得られる。
本発明のリチウム電池の製造方法は、活物質の形成材料を含む第1液状材料および電解質の形成材料を含む第2液状材料を、それぞれインクジェットにより吐出して、前記第1液状材料で構成された第1被膜および前記第2液状材料で構成された第2被膜を得る第1の工程と、
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を備える電極複合体を得る第2の工程と、
前記電極複合体の一方の面に、前記活物質成形体と接するように集電体を接合する第3の工程と、
前記電極複合体の他方の面に、前記固体電解質層と接するように電極を設ける第4の工程と、
を含むことを特徴とする。
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を備える電極複合体を得る第2の工程と、
前記電極複合体の一方の面に、前記活物質成形体と接するように集電体を接合する第3の工程と、
前記電極複合体の他方の面に、前記固体電解質層と接するように電極を設ける第4の工程と、
を含むことを特徴とする。
これにより、電極複合体の成形パターンを最適化することにより、例えば高出力かつ高容量を有するリチウム電池を効率よく製造することができる。
以下、本発明に係る電極複合体の製造方法およびリチウム電池の製造方法を図面を用いて説明する。
なお、説明に用いる図面は、図面を見やすくするため、および説明を分かりやすくするために、各構成要素の寸法や比率等を適宜異ならせて記載しているが、これは便宜上のものである。また、説明の便宜上、記載の上側を「上」、下側「下」と言う。
(第1実施形態)
本実施形態では、本発明に係る電極複合体の製造方法およびリチウム電池の製造方法についての説明を行う。
本実施形態では、本発明に係る電極複合体の製造方法およびリチウム電池の製造方法についての説明を行う。
まず、本発明に係るリチウム電池の製造方法により製造されたリチウム電池の一例であるリチウム二次電池100について説明する。図1は、リチウム二次電池100の縦断面図である。
リチウム二次電池100は、積層体10と、積層体10上に接合された電極20とを有している。このリチウム二次電池100は、いわゆる全固体型リチウム(イオン)二次電池である。
積層体10は、集電体1と、活物質成形体2と、固体電解質層3と、を備えている。なお、以下では、活物質成形体2と固体電解質層3とを合わせた構成を、電極複合体4と称することとする。この電極複合体4は、集電体1と電極20との間に位置して、対向する一対の面4a、4bにおいて、これらに対して互いに接合している。したがって、積層体10は、集電体1と電極複合体4とが積層された構成を有する。
集電体1は、電池反応により生成された電流を取り出すための電極であり、電極複合体4の一面4aにおいて固体電解質層3から露出する活物質成形体2に接して設けられている。
この集電体1は、活物質成形体2が正極活物質で構成される場合、正極として機能し、活物質成形体2が負極活物質で構成される場合、負極として機能する。
また、集電体1の形成材料(構成材料)としては、例えば、銅(Cu)、マグネシウム(Mg)、チタン(Ti)、鉄(Fe)、コバルト(Co)、ニッケル(Ni)、亜鉛(Zn)、アルミニウム(Al)、ゲルマニウム(Ge)、インジウム(In)、金(Au)、白金(Pt)、銀(Ag)およびパラジウム(Pd)からなる群から選ばれる1種の金属(金属単体)や、この群から選ばれる2種以上の金属元素を含む合金等が挙げられる。
集電体1の形状は、特に限定されず、例えば、板状、箔状、網状等をなすものが挙げられる。また、集電体1における電極複合体4との接合面は、平滑なものであってもよく、凹凸が形成されていてもよいが、電極複合体4との接触面積が最大となるように形成されるのが好ましい。
活物質成形体2は、形成材料として活物質を含有する粒子状の活物質粒子21を含み、複数の活物質粒子21の各々が3次元的に連結して形成された多孔質の成形体である。
多孔質の成形体である活物質成形体2は複数の細孔を有する。当該複数の細孔における空孔が活物質成形体2の空隙である。活物質成形体2の内部で互いに網目状に連通した部分が連通孔を形成する。この連通孔に固体電解質層3が入り込むことにより、活物質成形体2と固体電解質層3との間で広い接触面積を確保することができる。
また、本実施形態の積層体10(電極複合体4)においては、後に詳述するが、活物質成形体2の形成材料および固体電解質層3の形成材料がそれぞれインクジェットにより吐出され、その後、焼成されることによって活物質成形体2および固体電解質層3が製造されている。このため、活物質成形体2および固体電解質層3は、それぞれ所望の成形パターンでかつ高精度に成形されたものとなり、双方の成形パターン次第で、両者の接触面積を最大限に確保することが可能である。このため、活物質成形体2と固体電解質層3との界面におけるインピーダンスを低減させ、界面における良好な電荷移動が可能になる。
ここで、本実施形態では、複数個の活物質粒子21同士が凝集して活物質凝集体25を形成している。そして、このような活物質凝集体25が複数個、層状に並ぶことによって活物質成形体2が形成されている。
本実施形態に係る活物質凝集体25は、それぞれ図1に示すように、集電体1と電極20とを結ぶ方向に長軸を有する柱状をなしている。そして、活物質成形体2には、複数の活物質凝集体25が含まれており、これらが互いに所定の距離を隔てて並んでいる。
さらに、活物質凝集体25同士の間には、後述する柱状に成形された固体電解質層3(電解質凝集体35)が介挿されている。したがって、本実施形態に係る電極複合体4では、活物質凝集体25と電解質凝集体35との間でより広い接触面積を確保することができる。
加えて、集電体1と電極20とを結ぶ方向に長軸を有する活物質凝集体25は、この方向における電荷移動をより促進することができる。これにより、リチウム二次電池100の出力をより高めることができる。
活物質粒子21は、活物質形成材料の種類を適宜選択することにより、集電体1は、正極にも負極にもなり得る。
集電体1を正極とする場合、活物質粒子21の形成材料には、例えば、正極活物質として公知のリチウム酸化物を用いることができ、特にリチウム複酸化物を好ましく用いることができる。
なお、本明細書において「リチウム複酸化物」とは、リチウムを必ず含み、かつ全体として2種以上の金属イオンを含む酸化物であって、オキソ酸イオンの存在が認められないものを言う。
このようなリチウム複酸化物としては、例えば、LiCoO2、LiNiO2、LiMn2O4、Li2Mn2O3、LiFePO4、Li2FeP2O7、LiMnPO4、LiFeBO3、Li3V2(PO4)3、Li2CuO2、LiFeF3、Li2FeSiO4、Li2MnSiO4等が挙げられる。また、本明細書においては、これらのリチウム複酸化物の結晶内の一部原子が他の遷移金属、典型金属、アルカリ金属、アルカリ希土類、ランタノイド、カルコゲナイド、ハロゲン等で置換された固溶体もリチウム複酸化物に含むものとし、これら固溶体も正極活物質として用いることができる。
さらに、集電体1を負極とする場合、活物質成形体2の形成材料には、例えば、負極活物質として、Li4Ti5O12、Li2Ti3O7等のリチウム複酸化物を用いることができる。
このようなリチウム酸化物を含むことで、活物質粒子21は、複数の活物質粒子21同士で電子の受け渡しを行い、活物質粒子21と固体電解質層3との間でリチウムイオンの受け渡しを行い、活物質成形体2としての機能を良好に発揮する。
活物質粒子21の平均粒径は、300nm以上5μm以下が好ましく、450nm以上3μm以下がより好ましく、500nm以上1μm以下がさらに好ましい。このような平均粒径の活物質を用いると、得られる活物質成形体2の空隙率を、好ましい範囲内に設定することができる。これにより、活物質成形体2の細孔内の表面積を広げ、かつ活物質成形体2と固体電解質層3との接触面積を広げやすくなり、積層体10を用いたリチウム電池を高容量にしやすくなる。また、活物質成形体2は、前述したように、その形成材料をインクジェットにより吐出することによって製造されるが、インクに相当する液状材料に活物質粒子21が含まれる場合には、活物質粒子21の平均粒径を上記範囲内に設定することで、活物質粒子21がインクジェットノズルを通過し易くなる。これにより、液状材料を円滑に吐出して、所望の成形パターンでかつ高精度に成形された活物質成形体2を製造することができる。
ここで、空隙率は、例えば、(1)活物質成形体2の外形寸法から得られる、細孔を含めた活物質成形体2の体積(見かけ体積)と、(2)活物質成形体2の質量と、(3)活物質成形体2を構成する活物質の密度とから下記の式(I)に基づいて測定することができる。

空隙率が10%以上50%以下であることが好ましく、30%以上50%以下であることがより好ましい。活物質成形体2がこのような空隙率を有することにより、活物質成形体2の細孔内の表面積を広げ、かつ活物質成形体2と固体電解質層3との接触面積を広げやすくなり、積層体10を用いたリチウム電池を高容量にしやすくなる。
活物質粒子21の平均粒径が上記下限値未満であると、固体電解質層3の形成材料の種類によっては、形成される活物質成形体の細孔の半径が数十nmの微小なものになり易く、細孔の内部に固体電解質層3の形成材料を浸入させることが困難となり、その結果、細孔の内部の表面に接する固体電解質層3を形成しにくくなるおそれがある。また、活物質粒子21が自然に凝集し易くなり、インクジェットノズルのサイズによっては、インクジェットによる吐出が不安定になるおそれがある。
また、活物質粒子21の平均粒径が上記上限値を超えると、形成される活物質成形体2の単位質量当たりの表面積である比表面積が小さくなり、活物質成形体2と固体電解質層3との接触面積が小さくなるおそれがある。そのため、リチウム二次電池100において、充分な出力が得られなくなるおそれがある。また、活物質粒子21の内部から固体電解質層3までのイオン拡散距離が長くなるため、活物質粒子21において中心付近のリチウム酸化物は電池の機能に寄与しにくくなるおそれがある。また、インクジェットノズルのサイズによっては、インクジェットによる吐出が不安定になるおそれがある。
なお、活物質粒子21の平均粒径は、例えば、活物質粒子21をn−オクタノールに0.1質量%以上10質量%以下の範囲の濃度となるように分散させた後、光散乱式粒度分布測定装置(日機装社製、ナノトラックUPA−EX250)を用いて、メジアン径を求めることにより測定することができる。
また、詳しくは後述するが、活物質成形体2の空隙率は、活物質成形体2を形成する工程において、粒子状の有機物で構成される造孔材を用いることで制御可能である。
一方、本実施形態に係る活物質凝集体25は、前述したように、複数個の活物質粒子21同士が凝集することによって形成されている。
活物質凝集体25の長軸の平均長さは、5μm以上500μm以下が好ましく、10μm以上300μm以下がより好ましい。このような長軸長さの活物質凝集体25を用いると、活物質凝集体25のアスペクト比(短軸の長さに対する長軸の長さの比)を大きくし易い。このため、このような活物質凝集体25を用いることにより、長軸方向の電荷移動度を高めつつ、活物質成形体2と固体電解質層3との接触面積をより広げやすくなる。その結果、リチウム二次電池100の高容量化と高出力化とを両立させることができる。
なお、活物質凝集体25の長軸の平均長さは、例えば、活物質凝集体25を電子顕微鏡等で観察し、観察像における最大長さを求めるとともに、10個以上の測定値を平均することによって求められる。
また、活物質凝集体25の平均アスペクト比は、1.5以上100以下が好ましく、5以上50以下がより好ましい。このような平均アスペクト比の活物質凝集体25を用いると、活物質凝集体25の表面積を十分に確保しつつ、短軸を十分に短くすることができるので、短軸方向には活物質凝集体25を高密度に並べることが可能になる。このため、表面積の大きい活物質凝集体25を高密度に配置することによって、活物質凝集体25の長軸方向における高い電荷移動度と、単位体積当たりの活物質の高充填化とを両立させ、高出力かつ高容量のリチウム二次電池100を実現可能な電極複合体4を得ることができる。
なお、活物質凝集体25の平均アスペクト比は、例えば、電子顕微鏡等による活物質凝集体25の観察像において、最大長さの径を長軸とし、長軸に直交する方向の最大長さの径を短軸としたとき、短軸の長さに対する長軸の長さの比を求め、10個以上の測定値を平均することによって求められる。
固体電解質層3は、固体電解質を形成材料(構成材料)とし、活物質成形体2の表面に接して設けられている。
また、本実施形態に係る固体電解質層3では、複数個の粒状体31同士が凝集することによって電解質凝集体35が形成されている。そして、このような電解質凝集体35が複数個、層状に並ぶことによって固体電解質層3が形成されている。
本実施形態に係る電解質凝集体35は、それぞれ、図1に示すように、集電体1と電極20とを結ぶ方向に長軸を有する柱状をなしている。そして、固体電解質層3には、複数の電解質凝集体35が含まれており、これらが互いに所定の距離を隔てて並んでいる。
さらに、電解質凝集体35同士の間には、前述した活物質凝集体25が介挿されている。したがって、本実施形態に係る電極複合体4では、電解質凝集体35と活物質凝集体25との間でより広い接触面積を確保することができ、リチウム二次電池100の高出力化を図ることができる。また、単位体積当たりの固体電解質の充填率を高めることができ、リチウム二次電池100の高容量化を図ることができる。
加えて、集電体1と電極20とを結ぶ方向に長軸を有する電解質凝集体35は、この方向における電荷移動をより促進することができる。これにより、リチウム二次電池100の出力をより高めることができる。
固体電解質としては、SiO2−P2O5−Li2O、SiO2−P2O5−LiCl、Li2O−LiCl−B2O3、Li3.4V0.6Si0.4O4、Li14ZnGe4O16、Li3.6V0.4Ge0.6O4、Li1.3Ti1.7Al0.3(PO4)3、Li2.88PO3.73N0.14、LiNbO3、Li0.35La0.55TiO3、Li7La3Zr2O12、Li6.8La3Zr1.8Nb0.2O12、Li2S−SiS2、Li2S−SiS2−LiI、Li2S−SiS2−P2S5、LiPON、Li3N、LiI、LiI−CaI2、LiI−CaO、LiAlCl4、LiAlF4、LiI−Al2O3、LiF−Al2O3、LiBr−Al2O3、Li2O−TiO2、La2O3−Li2O−TiO2、Li3NI2、Li3N−LiI−LiOH、Li3N−LiCl、Li6NBr3、LiSO4、Li4SiO4、Li3PO4−Li4SiO4、Li4GeO4−Li3VO4、Li4SiO4−Li3VO4、Li4GeO4−Zn2GeO2、Li4SiO4−LiMoO4、LiSiO4−Li4ZrO4等の酸化物、硫化物、ハロゲン化物、窒化物が挙げられる。なお、固体電解質は、結晶質であっても非晶質(アモルファス)であってもよい。また、本明細書においては、これらの組成物の一部原子が他の遷移金属、典型金属、アルカリ金属、アルカリ希土類、ランタノイド、カルコゲナイド、ハロゲン等で置換された固溶体も、固体電解質として用いることができる。
この固体電解質層3の構成材料である固体電解質は、固体電解質の前駆体(電解質の形成材料)を焼成(加熱)することにより生成される。この焼成の際に、生成された固体電解質は、その一次粒子が造粒することで形成された二次粒子からなる粒状体31を構成する。そのため、固体電解質層3は、活物質成形体2の空隙内を含む活物質成形体2の表面に接して設けられるが、かかる粒状体31の集合体で構成されることから、固体電解質層3も、活物質成形体2と同様に、多孔質体で構成される。
なお、固体電解質層3は、必ずしも多孔質体でなくてもよく、緻密体であってもよい。
なお、固体電解質層3は、必ずしも多孔質体でなくてもよく、緻密体であってもよい。
固体電解質層3のイオン伝導率は、5×10−5S/cm以上であることが好ましく、1×10−5S/cm以上であることがより好ましい。固体電解質層3がこのようなイオン伝導率を有することにより、活物質成形体2の表面から離れた位置の固体電解質層3に含まれるイオンも、活物質成形体2の表面に達し、活物質成形体2における電池反応に寄与することが可能となる。そのため、活物質成形体2における活物質の利用率が向上し、容量を大きくすることができる。このとき、イオン伝導率が上記下限値未満であると、固体電解質層3の種類によっては、活物質成形体2において対極と相対する面の表層近辺の活物質しか電池反応に寄与せず、容量が低下するおそれがある。
なお、「固体電解質層3のイオン伝導率」とは、固体電解質層3を構成する上述の無機電解質自身の伝導率である「バルク伝導率」と、無機電解質が結晶質である場合における結晶の粒子間の伝導率である「粒界イオン伝導率」と、の総和である「総イオン伝導率」のことを言う。
また、固体電解質層3のイオン伝導率は、例えば、固体電解質粉末を624MPaで錠剤型にプレス成形したものを大気雰囲気下700℃で8時間焼結し、次いで、スパッタリングにより、プレス成形体の両面に、直径0.5cm、厚み100nmのプラチナ電極を形成して被検体とし、その後、交流インピーダンス法によって測定される。測定装置には、例えば、インピーダンスアナライザー(ソーラトロン社製、型番SI1260)を用いる。
一方、本実施形態に係る電解質凝集体35は、前述したように、複数個の粒状体31同士が凝集することによって形成されている。
電解質凝集体35の長軸の平均長さは、5μm以上500μm以下が好ましく、10μm以上300μm以下がより好ましい。このような長軸長さの電解質凝集体35を用いると、電解質凝集体35のアスペクト比を大きくし易い。このため、このような電解質凝集体35を用いることにより、長軸方向の電荷移動度を高めつつ、固体電解質層3と活物質成形体2との接触面積をより広げやすくなる。その結果、リチウム二次電池100の高容量化と高出力化とを両立させることができる。
なお、電解質凝集体35の長軸の平均長さは、例えば、電解質凝集体35を電子顕微鏡等で観察し、観察像における最大長さを求めるとともに、10個以上の測定値を平均することによって求められる。
また、電解質凝集体35の平均アスペクト比は、1.5以上100以下が好ましく、5以上50以下がより好ましい。このような平均アスペクト比の電解質凝集体35を用いると、電解質凝集体35の表面積を十分に確保しつつ、短軸を十分に短くすることができるので、短軸方向には電解質凝集体35を高密度に並べることが可能になる。このため、表面積の大きい電解質凝集体35を高密度に配置することによって、リチウム二次電池100の高容量化と高出力化とを両立させることができる。
なお、電解質凝集体35の平均アスペクト比は、例えば、電解質凝集体35を電子顕微鏡等で観察し、観察像における最大長さの径を長軸とし、長軸に直交する方向の最大長さの径を短軸としたとき、短軸の長さに対する長軸の長さの比を求め、10個以上の測定値を平均することによって求められる。
また、詳しくは後述するが、電極複合体4の一面4aは、好ましくは、製造時に研磨加工された研磨面となっており、固体電解質層3の隙間から活物質成形体2が露出している。そのため、このような研磨加工を施した場合、一面4aには、研磨加工の痕跡である擦過痕(研磨痕)が残されていてもよい。
なお、積層体10には、活物質同士をつなぎ合わせるバインダーや、活物質成形体2の導電性を担保するための導電助剤などの有機物が含まれていてもよいが、本実施形態では、活物質成形体2を成形する際に、バインダーや導電助剤等を用いることなく成形されており、ほぼ無機物のみで構成されている。具体的には、本実施形態の積層体10においては、電極複合体4(活物質成形体2および固体電解質層3)を400℃で30分加熱したときの質量減少率が、5質量%以下となっている。また、質量減少率は、3質量%以下がより好ましく、1質量%以下がさらに好ましく、質量減少が観測されない、または誤差範囲であることが特に好ましい。すなわち、電極複合体4を400℃で30分加熱したときの質量減少率は0質量%以上であるとよい。電極複合体4がこのような質量減少率を有するため、電極複合体4には、所定の加熱条件で蒸発する溶媒や吸着水等の物質や、所定の加熱条件で燃焼または酸化されて気化する有機物が、構成全体に対して5質量%以下しか含まれないこととなる。
なお、電極複合体4の質量減少率は、示差熱−熱重量同時測定装置(TG−DTA)を用い、電極複合体4を所定の加熱条件で加熱することで、所定の加熱条件による加熱後の電極複合体4の質量を測定し、加熱前の質量と加熱後の質量との比から算出することができる。
本実施形態の積層体10においては、活物質成形体2において、複数の細孔が内部で網目状に連通する連通孔を構成しており、活物質成形体2の固体部分も網目構造を形成している。例えば、正極活物質であるLiCoO2は、結晶の電子伝導性に異方性があることが知られている。そのため、LiCoO2を形成材料として活物質成形体を形成しようとすると、細孔を機械加工で形成するような、特定の方向に細孔が延在して設けられているような構成では、結晶の電子伝導性を示す方向によっては、内部で電子伝導しにくいことが考えられる。しかしながら、活物質成形体2のように細孔が網目状に連通し、活物質成形体2の固体部分が網目構造を有していると、結晶の電子伝導性またはイオン伝導性の異方性によらず、電気化学的に滑性な連続表面を形成することができる。そのため、用いる活物質の種類によらず、良好な電子伝導を担保することができる。
また、本実施形態の積層体10においては、電極複合体4が上述のような構成であるため、電極複合体4に含まれるバインダーや導電助剤の添加量を抑制することができ、バインダーや導電助剤を用いる場合と比べて、積層体10の単位体積あたりの容量密度が向上する。
また、本実施形態の積層体10(電極複合体4)においては、前述したように、活物質成形体2の形成材料および固体電解質層3の形成材料がそれぞれインクジェットにより吐出され、その後、焼成されることによって活物質成形体2および固体電解質層3が製造されている。このため、活物質成形体2および固体電解質層3は、それぞれ所望の成形パターンでかつ高精度に成形されたものとなり、双方の成形パターン次第で、両者の接触面積を最大限に確保することが可能である。このため、活物質成形体2と固体電解質層3との界面におけるインピーダンスを低減させ、界面における良好な電荷移動が可能になる。
さらに、本実施形態の積層体10においては、集電体1は、電極複合体4の一面に露出する活物質成形体2と接触しているのに対し、固体電解質層3は、その成形パターンがインクジェットで制御されることによって、活物質成形体2の表面のうち、集電体1と接する面以外の表面に接している。このような構造の積層体10では、集電体1と活物質成形体2との接触面積(第1の接触面積)よりも、活物質成形体2と固体電解質層3との接触面積(第2の接触面積)の方が大きくなる。
ここで、仮に、電極複合体における第1の接触面積と第2の接触面積とが同じ構成であると、集電体1と活物質成形体2との界面のほうが、活物質成形体2と固体電解質層3との界面よりも電荷移動が容易であるため、活物質成形体2と固体電解質層3との界面が電荷移動のボトルネックとなる。そのため、電極複合体全体としては良好な電荷移動を阻害してしまう。しかしながら、本実施形態の積層体10では、第1の接触面積よりも、第2の接触面積のほうが大きいことにより、上述のボトルネックを解消しやすく、電極複合体全体として良好な電荷移動が可能となる。
これらのことから、積層体10を有するリチウム電池100は、積層体10を有さない他のリチウム二次電池に比較して、単位体積あたりの容量が向上しており、かつ高出力となっている。
また、このような活物質成形体2と固体電解質層3とを有する電極複合体4は、一面4aで、活物質成形体2と固体電解質層3との双方が露出し、他面4bで、固体電解質層3が単独で露出し、この状態で、一面4aに集電体1が接合され、他面4bに電極20が接合されている。かかる構成とすることで、リチウム二次電池100において、電極20と集電体1とが活物質成形体2を介して接続されるのを防止すること、すなわち短絡を防止することができる。したがって、固体電解質層3は、リチウム二次電池100における短絡の発生を防止する短絡防止層としての機能をも発揮する。
なお、本実施形態に係る粒状体31は、電極複合体4の他面4bを覆うように配置されてなる短絡防止層32を構成している。すなわち、固体電解質層3は、電解質凝集体35と短絡防止層32とを備えている。
電極20は、電極複合体4の集電体1とは反対側の他面4bに、活物質成形体2に接することなく固体電解質層3に接して設けられている。
この電極20は、活物質成形体2が正極活物質で構成される場合、負極として機能し、活物質成形体2が負極活物質で構成される場合、正極として機能する。
この電極20の形成材料(構成材料)としては、電極20が負極の場合、例えば、リチウム(Li)が挙げられ、電極20が正極の場合、例えば、アルミニウム(Al)が挙げられる。
電極20の厚さは、特に限定されないが、例えば、1μm以上100μm以下であることが好ましく、20μm以上50μm以下であることがより好ましい。
次に、図1に示す、第1実施形態のリチウム二次電池100の製造方法(本発明のリチウム電池の製造方法)について説明する。
図2〜11は、図1に示すリチウム二次電池の製造方法を説明するための図である。
図2〜11は、図1に示すリチウム二次電池の製造方法を説明するための図である。
[1]まず、活物質の形成材料を含む第1液状材料201と、固体電解質の形成材料の前駆体を含む第2液状材料301とを用意する。これらの液状材料は、後述するインクジェットによって吐出されるインクに相当する。
また、第1液状材料201としては、例えば、活物質粒子21を分散媒に分散させた分散液が挙げられる。このような第1液状材料201では、分散媒が除去されることによって活物質粒子21が残存し、目的とする成形パターンの活物質成形体2を容易に製造することができる。
第1液状材料201における活物質粒子21の含有量は、10質量%以上80質量%以下であるのが好ましく、30質量%以上70質量%以下であるのがより好ましい。これにより、充填率の高い活物質成形体2を得ることができる。
一方、第2液状材料301としては、例えば、以下の(A)、(B)および(C)が挙げられる。
(A)無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含み、酸化により無機固体電解質となる塩を有する組成物(固体電解質の前駆体)を含む溶液
(B)無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含む金属アルコキシドを有する組成物(固体電解質の前駆体)を含む溶液
(C)無機固体電解質微粒子、または無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含む微粒子ゾルを分散媒、または(A)もしくは(B)に分散させた分散液
(A)無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含み、酸化により無機固体電解質となる塩を有する組成物(固体電解質の前駆体)を含む溶液
(B)無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含む金属アルコキシドを有する組成物(固体電解質の前駆体)を含む溶液
(C)無機固体電解質微粒子、または無機固体電解質が有する金属原子を無機固体電解質の組成式に従った割合で含む微粒子ゾルを分散媒、または(A)もしくは(B)に分散させた分散液
なお、(A)に含まれる塩には、金属錯体を含む。また、(B)は、いわゆるゾルゲル法を用いて無機固体電解質を形成する場合の前駆体である。(A)および(B)では、前駆体の反応によって粒状体31が生成され、また、(C)では、分散媒が除去されることによって粒状体31が生成され、目的とする成形パターンの固体電解質層3を製造することができる。
また、第1液状材料201および第2液状材料301には、必要に応じて、ポリフッ化ビニリデン(PVdF)やポリビニルアルコール(PVA)などの有機高分子化合物をバインダーとして添加してもよい。これらのバインダーは、後述する熱処理において、燃焼または酸化され、量が低減する。
この他、バインダーとしては、例えば、ポリカーボネート、セルロース系バインダー、アクリル系バインダー、ポリビニルアルコール系バインダー、ポリビニルブチラール系バインダー等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
また、第1液状材料201および第2液状材料301には、必要に応じて、高分子や炭素粉末を形成材料とする粒子状の造孔材を添加してもよい。これらの造孔材が混入することにより、活物質成形体2の空隙率を制御することが容易となる。このような造孔材は、熱処理時に燃焼や酸化により分解除去され、得られる活物質成形体2では量が低減する。
造孔材の平均粒径は、好ましくは0.5μm以上10μm以下である。
造孔材の平均粒径は、好ましくは0.5μm以上10μm以下である。
さらに、造孔材は、潮解性を有する物質を形成材料とする潮解性粒子を含むことが好ましい。潮解性粒子が潮解することにより潮解性粒子の周囲に生じる水が、活物質粒子21同士をつなぎ合わせるバインダーとして機能するため、活物質成形体2の保形性が向上する。そのため、他のバインダーを添加することなく、またはバインダーの添加量を低減させながら活物質成形体2を得ることができ、容易に高容量な電極複合体4とすることができる。
このような潮解性粒子としては、ポリアクリル酸を形成材料とする粒子を挙げることができる。
また、造孔材は、潮解性を有さない物質を形成材料とする非潮解性粒子をさらに含むと好ましい。このような非潮解性粒子を含む造孔材は、取り扱いが容易となる。また、造孔材が潮解性を有すると、造孔材の周囲の水分量に応じて、活物質成形体2の空隙率が所望の設定値から乖離することがあるが、造孔材として非潮解性粒子を同時に含むことで、空隙率の乖離を抑制することが可能となる。
また、第1液状材料201および第2液状材料301をインクジェットによって吐出する対象として基板5を用意する。この基板5は、吐出された第1液状材料201および第2液状材料301を支持するとともに、加熱処理の前に剥離され、除去される。
基板5の構成材料としては、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリイミド、フッ素系樹脂のような各種有機材料が挙げられる。
なお、基板5には、光透過性を有するものを用いるようにしてもよい。これにより、基板5側から露光処理を施すことが可能になる。
また、第1液状材料201および第2液状材料301には、必要に応じて、光硬化性樹脂が含まれていてもよい。光硬化性樹脂が含まれることにより、第1液状材料201および第2液状材料301は、光硬化性を有することとなる。このため、図2に示すように、第1液状材料201を液滴202として、第2液状材料301を液滴302として、それぞれ吐出する際に、光Lを照射すると、液滴202および液滴302は光硬化反応を生じながら飛行して基板5の表面に着弾する。したがって、液滴202および液滴302が基板5に着弾したときには、ある程度、光硬化反応が進んでおり、着弾後に濡れ広がる程度を小さく留めることができる。
光硬化性樹脂は、例えば、重合性化合物と、重合性化合物に重合反応を誘起し得る光重合開始剤と、を含む。
このうち、重合性化合物としては、光重合開始剤から生じる活性種により重合し得る化合物であればよく、例えば、各種モノマー、各種オリゴマー等が挙げられる。具体的には、例えば、アクリル(メタクリル)類、エポキシ類、オキセタン類、ビニルエーテル類等のモノマーやオリゴマーが挙げられる。
第1液状材料201および第2液状材料301における重合性化合物の含有量は、特に限定されないが、10質量%以上80質量%以下であるのが好ましい。
一方、光重合開始剤としては、光の照射によってラジカルやカチオン等の活性種を生じる化合物であればよく、例えば、芳香族ケトン類、アシルホスフィンオキサイド化合物、芳香族オニウム塩化合物、有機過酸化物、チオ化合物(チオキサントン化合物、チオフェニル基含有化合物等)、ヘキサアリールビイミダゾール化合物、ケトオキシムエステル化合物、ボレート化合物、アジニウム化合物、メタロセン化合物、活性エステル化合物、炭素ハロゲン結合を有する化合物、アルキルアミン化合物のような光ラジカル重合開始剤、スルホニウム塩、ジアゾニウム塩、ヨードニウム塩のような光カチオン重合開始剤等が挙げられる。
第1液状材料201および第2液状材料301における光重合開始剤の含有量は、特に限定されないが、0.5質量%以上10質量%以下であるのが好ましい。
なお、光硬化性樹脂は、第1液状材料201および第2液状材料301の双方に添加されているのが好ましいが、いずれか一方のみに添加されていてもよい。この場合でも、ある程度、第1被膜203および第2被膜303の濡れ広がりを抑制することができる。また、いずれか一方のみに添加されているときは、その液状材料を吐出するときのみ、光Lを照射するようにしてもよい。
また、光硬化性樹脂は、必要に応じて添加されればよく、例えば第1液状材料201および第2液状材料301の硬化性が十分に高い場合には添加が省略されてもよい。
なお、第1液状材料201および第2液状材料301には、必要に応じて、水の他、ブタノール、エタノール、プロパノール、メチルイソブチルケトン、トルエン、キシレン各種有機溶剤のような分散媒(溶媒)、オレイルアミンのような分散剤、重合促進剤、重合禁止剤、湿潤剤、酸化防止剤、キレート剤、増粘剤、増感剤等が添加されていてもよい。
また、第1液状材料201および第2液状材料301の室温(20℃)での粘度は、100mPa・s以下であるのが好ましく、3mPa・s以上10mPa・s以下であるのがより好ましい。これにより、インクジェットによる液滴吐出を好適に行うことができる。
なお、この粘度は、例えば、E型(コーンプレート型)粘度計を用い、試料の温度を20℃とし、コーンスピンドルの回転数を50rpmとして測定された値である。
[2]次に、第1液状材料201および第2液状材料301をインクジェット装置にセットし、インクジェットヘッド6から基板5に向けて吐出する。
図2に示すインクジェットヘッド6は、本発明に適用可能なインクジェットヘッドの一例であり、第1液状材料201および第2液状材料301を吐出するノズルの軸線に沿って切断した断面を示している。
インクジェットヘッド6は、多数のノズル61を備えており、各ノズル61は、第1液状材料201が貯留された図示しないタンク、または、第2液状材料301が貯留された図示しないタンクと接続されている。
そして、インクジェットヘッド6を駆動することにより、所望のノズル61から、第1液状材料201の液滴202または第2液状材料301の液滴302を基板5に向けて吐出することができる。
図3(a)は、図2に示すインクジェットヘッド6のノズル61の軸線の延長方向から平面視したときの平面図であり、図3(b)は、図3(a)のA−A線断面図である。
図3に示すインクジェットヘッド6は、マトリックス状に配列した複数のノズル61を備えている。すなわち、図3に示す複数のノズル61は、図3(a)の上下方向に並んでなるノズル列を形成しており、さらに、このノズル列が図3(a)の左右方向に並んでいる。
第1液状材料201および第2液状材料301は、互いに異なるインクジェットヘッドから吐出されてもよいが、本実施形態では、同一のインクジェットヘッド6から吐出される。
具体的には、図3(a)に示すインクジェットヘッド6では、隣り合うノズル61から互いに異なる種類の液状材料が吐出されるように、液状材料の流路が設定されている。すなわち、ある1つのノズル61(第1ノズル)から第1液状材料201が吐出されるとき、そのノズル61との距離が最も近いノズル61(第2ノズル)からは第2液状材料301が吐出されるように設定されている。
図3(a)に示すインクジェットヘッド6では、図3(a)の左右方向と上下方向とでノズル61同士が最短距離で隣り合っている。したがって、ある1つのノズル61(第1ノズル)から第1液状材料201が吐出されるとき、そのノズル61の左右方向に隣り合うノズル61(第2ノズル)と上下方向に隣り合うノズル61(第2ノズル)からは第2液状材料301が吐出される。
このように設定されたインクジェットヘッド6から第1液状材料201および第2液状材料301が吐出されると、図2に示す基板5上に、第1液状材料201により成膜された第1被膜203と、第2液状材料301により成膜された第2被膜303とが形成される(第1の工程)。
このとき、第1被膜203と第2被膜303とが近い距離で隣り合うこととなるため、第1被膜203および第2被膜303は、基板5の表面に沿って広がり難くなる。すなわち、第1液状材料201の液滴202および第2液状材料301の液滴302は、それぞれ基板5に着弾した後、その衝撃と自重とによって、基板5の表面に沿って濡れ広がろうとする。しかしながら、液滴202の着弾位置と液滴302の着弾位置とが互いに近ければ、濡れ広がりを互いに阻害することとなる。このため、第1被膜203および第2被膜303は、基板5の表面の面方向にはそれほど大きな面積を有さず、液滴202および液滴302が順次積み上がることによって、基板5の厚さ方向に高さを増していくこととなる。このようにして、図5に示すように、アスペクト比の大きな第1被膜203および第2被膜303を形成することができる。
これにより、第1被膜203からは最終的に、基板5の厚さ方向に長軸を有する活物質凝集体25が形成され、第2被膜303からは最終的に、基板5の厚さ方向に長軸を有する電解質凝集体35が形成される。したがって、本工程において第1被膜203と第2被膜303とが近い距離で隣り合うことは、最終的に活物質成形体2と固体電解質層3との間に広い接触面積を確保することにつながる。その結果、活物質成形体2と固体電解質層3との界面におけるインピーダンスを低減させ、界面における良好な電荷移動が可能になる。
なお、インクジェットヘッド6の設定は、上述したものに限定されない。すなわち、隣り合うノズル61からは互いに異なる種類の液状材料が吐出される設定には限定されず、同じ種類の液状材料が吐出されるように設定されていてもよい。
図4は、図3に示すインクジェットヘッド6の他の構成例を示しており、図4(a)は平面図、図4(b)は、図4(a)のA−A線断面図である。
図4に示すインクジェットヘッド6は、第1液状材料201および第2液状材料301が吐出されるノズル61が異なる以外、図3に示すインクジェットヘッド6と同様である。
具体的には、図4(a)に示すノズル61のうち、ある1つのノズル61から第1液状材料201が吐出されるとき、そのノズル61の左右方向に隣り合うノズル61の1つと、上下方向に隣り合うノズル61の1つからは、第2液状材料が吐出される。
このように設定されることで、図4(a)に示すインクジェットヘッド6では、マトリックス状に配列した複数のノズル61のうち、隣り合う4つのノズル61で構成されるブロックB1では、4つのノズル61の全てから第1液状材料201が吐出され、ブロックB1に隣り合うブロックB2であって、ブロックB2に含まれた互いに隣り合う4つのノズル61の全てからは第2液状材料301が吐出される。
これにより、図3の場合よりもやや遠い距離で、図2に示す第1被膜203と第2被膜303とが隣り合うこととなる。その結果、図3よりもアスペクト比の小さい活物質凝集体25および電解質凝集体35を形成することができる。換言すれば、図3よりも直径の大きな柱状をなす活物質凝集体25および電解質凝集体35を形成することができる。
なお、インクジェットヘッド6における吐出方式は、特に限定されないが、例えばピエゾ素子方式が用いられる。
ここで、ノズル61から吐出される液状材料の吐出パターンの一例を説明する。
例えば、ノズル61から直径20μmの液滴が吐出され、これが球のまま、基板5の表面に着弾すると仮定する。液状材料の体積収縮率が80%である場合、熱処理後の液滴は直径4μmの粒子となる。したがって、厚さ100μmの被膜を形成するためには、同一箇所に25個の液滴を積み上げるようにすればよい。
例えば、ノズル61から直径20μmの液滴が吐出され、これが球のまま、基板5の表面に着弾すると仮定する。液状材料の体積収縮率が80%である場合、熱処理後の液滴は直径4μmの粒子となる。したがって、厚さ100μmの被膜を形成するためには、同一箇所に25個の液滴を積み上げるようにすればよい。
なお、上述した体積収縮率は、第1液状材料201と第2液状材料301とで互いに異なる場合もある。一方の体積収縮率が大きい場合、その分、被膜に凹みが生じるので、必要に応じて凹みを補うために、液状材料を補充するような吐出動作を行うようにしてもよい。この場合は、インクジェットによって補充してもよいし、凹みを伴う被膜全体を液状材料に浸漬して補充するようにしてもよい。
また、第1液状材料201の液滴202および第2液状材料301の液滴302が吐出される際には、必要に応じて、図2に示すように、光Lを照射しながら吐出されるのが好ましい。これにより、第1液状材料201および第2液状材料301に光硬化性樹脂が含まれている場合、液滴202および液滴302は光硬化反応を生じながら飛行して基板5の表面に着弾する。これにより、液滴202および液滴302が基板5に着弾したときには、ある程度、光硬化反応が進んでおり、着弾後に濡れ広がる程度を小さく留めることができる。その結果、よりアスペクト比の大きな第1被膜203および第2被膜303を容易に形成することができ、最終的に活物質成形体2と固体電解質層3との間に広い接触面積を確保することができる。
なお、光Lは、液滴202および液滴302に向けて照射されてもよく、基板5に形成される第1被膜203および第2被膜303に向けて照射されてもよく、双方に向けて照射されてもよい。
光Lの種類は、光硬化性樹脂が反応し得る波長に応じて適宜選択されるが、例えば紫外線である。
以上のことから、インクジェットヘッド6の設定を適宜変えることにより、活物質凝集体25および電解質凝集体35の形状(成形パターン)を制御することができる。そして、活物質成形体2と固体電解質層3との接触面積を容易に制御することができ、例えば活物質凝集体25や電解質凝集体35の高い機械的強度と、活物質成形体2と固体電解質層3との広い接触面積と、を両立させることができる。すなわち、活物質凝集体25および固体電解質層3の形状(成形パターン)を最適化することによって、リチウム二次電池100の高出力化と高容量化とを両立可能な電極複合体4を実現することができる。そして、リチウム二次電池100の高信頼化と高性能化とを両立させることができる。
また、インクジェットヘッド6から第1液状材料201と第2液状材料301の2種類の液状材料を吐出する際には、これらを時間差と伴って吐出するようにしてもよいが、好ましくは同時に吐出する。これにより、基板5の表面には、液滴202とそれに隣り合う液滴302とが同時に着弾する。このため、着弾した液滴202が濡れ広がるタイミングと着弾した液滴302が濡れ広がるタイミングとが同時になり、双方の濡れ広がり量を同程度にすることができる。その結果、濡れ広がり量を制御し易くなり、目的とするパターンの第1被膜203および第2被膜303を高精度に形成することができる。
これに加え、液滴202の硬化反応と液滴302の硬化反応とを同程度にすることができる。このため、第1被膜203と第2被膜303との接触界面では、密着性が良好になる。その結果、第1被膜203から得られる活物質成形体2と第2被膜303から得られる固体電解質層3との密着性も良好となり、界面におけるインピーダンスのさらなる低減を図ることができる。
なお、第1液状材料201と第2液状材料301とを同時に吐出するとは、吐出の時間差が10ms以下である状態をいう。このような時間差であれば、着弾した液滴202と液滴302の挙動が互いにほぼ同じになるので、上述した効果が十分に得られる。
また、第1液状材料201と第2液状材料301とを吐出した後には、第2液状材料301のみを吐出する動作を行う。これにより、第1被膜203および第2被膜303の上方には、これらに蓋をするように第2被膜303と同等の上部被膜304が形成される(図6参照)。
この上部被膜304により、最終的には、電極複合体4の他面4bに単独で露出する粒状体31の凝集体(短絡防止層32)が形成される。
なお、上部被膜304の形成は、インクジェットによって第2液状材料301を吐出する方法に限定されず、例えば、浸漬法やディスペンサー等を使用した成膜法等で行うようにしてもよい。
以上のようにして第1被膜203および第2被膜303(上部被膜304を含む。)を形成した後、基板5を剥離する。これにより、第1被膜203および第2被膜303を単独で取り出すことができる。
また、剥離される基板5は、リチウム二次電池100に含まれない部材であるため、厚さや質量等を考慮する必要がない。このため、製造工程中において第1被膜203や第2被膜303を確実に支持し得る程度に十分な厚さの基板5を用いることができ、第1被膜203や第2被膜303の寸法精度を高めることができ、その一方、集電体1にはそれほど高い機械的強度が要求されないことから、リチウム二次電池100の薄型化や軽量化を図ることができる。
[3]次に、第1被膜203と第2被膜303とを同時に加熱する(図7参照)。これにより、第1被膜203および第2被膜303中に含まれる揮発成分や有機成分が除去される。また、前駆体には反応が生じて目的とする化合物が生成される。その結果、第1被膜203からは活物質粒子21が生成され、第2被膜303からは粒状体31が生成される。また、焼結によって活物質粒子21同士が互いに連結され、多孔質状かつ柱状に凝集して活物質凝集体25が生成される(図8参照)。一方、焼結によって粒状体31同士も互いに連結され、多孔質状かつ柱状に凝集して電解質凝集体35が生成される(図8参照)。
以上のようにして活物質成形体2および固体電解質層3が得られる(第2の工程)。
以上のようにして活物質成形体2および固体電解質層3が得られる(第2の工程)。
なお、本実施形態では、第1被膜203と第2被膜303とを同時に焼成することができるので、個別に焼成する場合に比べて作業効率を高めることができる。
この熱処理は、350℃以上で行うのが好ましく、700℃以上リチウム酸化物の融点未満であることがより好ましく、875℃以上1000℃以下であることがさらに好ましく、900℃以上920℃以下であることが特に好ましい。
また、本工程の熱処理は、5分以上36時間以下行うことが好ましく、4時間以上14時間以下行うことがより好ましい。
上記のような熱処理を施すことで、活物質粒子21内の粒界の成長や、活物質粒子21間の焼結が進行するため、得られる活物質成形体2が形状を保持しやすくなり、アスペクト比の大きい活物質凝集体25が含まれていてもその形状が壊れにくくなる。また、焼結により活物質粒子21間に結合が形成され、活物質粒子21間の電子の移動経路が形成されるため、導電助剤の添加量も抑制できる。
さらに、熱処理は、段階的に温度条件が上昇する多段階で行うようにしてもよい。具体的には、室温で乾燥させた後、室温から300℃まで2時間、350℃まで0.5時間、1000℃まで2時間をかけて昇温させ、その後、さらに8時間で加熱する熱処理が一例として挙げられる。このような条件で昇温することで、例えば被膜中に前駆体が含まれている場合には、まず前駆体の反応を促進させ、次いで、不要成分の除去を、順次行うことができる。
なお、活物質粒子21の形成材料としては、LiCoO2を好適に用いることができる。これにより、前記効果をより顕著に発揮させることができる。すなわち、活物質粒子21同士を焼結させて一体化された活物質成形体2をより確実に得ることができる。
また、熱処理は、一回で行うようにしてもよく、複数回に分けて行うようにしてもよい。このように複数回に分けて熱処理を行うことにより、例えば前駆体の反応と、活物質粒子21同士の焼結や粒状体31同士の焼結とを、それぞれ確実に行うことができる。その結果、固体電解質層3のイオン伝導性をより高めるとともに、活物質成形体2と固体電解質層3との界面における電荷移動度をより高めることができる。
以上により、活物質成形体2と固体電解質層3とを備える電極複合体4が形成される。
以上により、活物質成形体2と固体電解質層3とを備える電極複合体4が形成される。
このような電極複合体4は、成形パターンが高精度に制御された活物質凝集体25および電解質凝集体35を含むことにより、各凝集体の長軸方向の電荷移動度を高めつつ、活物質成形体2と固体電解質層3との接触面積をより広げやすくなる。その結果、リチウム二次電池100の高容量化と高出力化とを両立させることができる。
[4]次いで、図9に示すように、電極複合体4の一面4aを研削・研磨することで、この一面4aから、活物質成形体2と固体電解質層3との双方を露出させる。なお、図9では、電極複合体4の上下を、図8とは反対に図示している。
この研削・研磨により、電極複合体4の一面4aには、研削・研磨加工の痕跡である擦過痕(研削・研磨痕)が残される。
なお、前記工程において、電極複合体4を形成した際に、一面4aから活物質成形体2と固体電解質層3との双方が露出することがある。この場合は、電極複合体4の一面4aにおける研削・研磨、すなわち本工程を省略することもできる。
[5]次いで、図10に示すように、電極複合体4の一面4aに対して集電体1を接合する(第3の工程)。
これにより、活物質成形体2と固体電解質層3と集電体1とを備える積層体10が形成される。
集電体1の接合は、別体として形成した集電体を電極複合体4の一面4aに接合することによって行ってもよく、電極複合体4の一面4aに上述した集電体1の形成材料を成膜し、電極複合体4の一面4aにおいて集電体1を形成することとしてもよい。
なお、集電体1の成膜方法は、各種の物理気相成長法(PVD法)および化学気相成長法(CVD法)を用いることができる。
以上のようにして電極複合体4および積層体10が得られる。なお、任意の部材上に電極複合体4を形成した後、これを剥離し、集電体1に接合して積層体10を製造するようにしてもよい。
続いて、電極複合体4を含む積層体10を用いたリチウム二次電池100の製造方法について説明する。
[6]次に、積層体10を用いてリチウム二次電池100を形成する。
上述したように積層体10は電池の一方の電極として使用することができる構成物であり、積層体10に含まれる電極複合体4に他方の電極構成物を接合することで電池を形成することが可能となる。上述した工程の後に下記の工程を経ることで、リチウム二次電池100が形成される。
上述したように積層体10は電池の一方の電極として使用することができる構成物であり、積層体10に含まれる電極複合体4に他方の電極構成物を接合することで電池を形成することが可能となる。上述した工程の後に下記の工程を経ることで、リチウム二次電池100が形成される。
電極複合体4の他面4bを研削・研磨することで、この他面4bを平坦化することができ、他面4bと電極20との密着性を高めることができる。
次いで、図11に示すように、電極複合体4の他面4b(図9参照)に、他方の電極構成物である電極20を接合する(第4の工程)。
なお、電極20の接合は、別体として形成した電極を電極複合体4の他面4bに接合することによって行ってもよく、電極複合体4の他面4bに上述した電極20の形成材料を成膜し、電極複合体4の他面4bにおいて電極20を形成することとしてもよい。
また、電極20の成膜方法は、前記工程において、集電体1の成膜方法で挙げたのと同様の方法を用いることができる。
以上のような工程を経ることで、リチウム二次電池100が製造される。
以上のような工程を経ることで、リチウム二次電池100が製造される。
(第2実施形態)
本実施形態では、第1実施形態とは異なる構造のリチウム二次電池について説明する。なお、本実施形態を含め以降の実施形態において、第1実施形態における構成要素と同様の構成要素について同一の番号を付与し、その説明を省略する場合がある。
図12は、第2実施形態におけるリチウム二次電池の縦断面図である。
本実施形態では、第1実施形態とは異なる構造のリチウム二次電池について説明する。なお、本実施形態を含め以降の実施形態において、第1実施形態における構成要素と同様の構成要素について同一の番号を付与し、その説明を省略する場合がある。
図12は、第2実施形態におけるリチウム二次電池の縦断面図である。
リチウム二次電池100Aでは、集電体1と電極20との間に、電極複合体4とは構成が異なる電極複合体4Aが集電体1と電極20とに接合して設けられている。
第2実施形態のリチウム二次電池100Aにおいて、電極複合体4Aは、活物質成形体2と、固体電解質層3と、固体電解質層3の形成により残存する空隙に充填された充填層30と、を有している。換言すれば、電極複合体4Aは、前記第1実施形態の電極複合体4に残存している空隙に充填して設けられた充填層30を、さらに有している。
この充填層30は、リチウムイオンを伝導し、室温で非晶質(ガラス質、アモルファス)である固体電解質で形成されている。充填層30は、例えば、リチウムイオン伝導性を備える、SiまたはBを含むリチウム複酸化物により形成される。具体的には、充填層30は、Li2SiO3およびLi6SiO5の少なくとも一方を含んでもよい。
このような充填層30は、例えば、充填層30の流動性を備える前駆体溶液、すなわち、室温で非晶質である固体電解質の前駆体溶液を、残存する空隙に含浸させた後、加熱する方法を用いて形成することができる。
また、充填層30としては、室温で固体(非晶質)であり、前駆体を焼成する際の体積収縮が固体電解質層3よりも少ない材料を用いることが好ましい。また、充填層30は、固体電解質層3と同程度またはそれより低温で形成できるものであることが好ましい。これは、固体電解質層3と充填層30との相互拡散を抑制するためである。例えば固体電解質層3としてLi0.35La0.55TiO3を、充填層30としてLi2SiO3を用いた場合を考える。この場合、固体電解質層3を形成する際の焼成温度は700℃程度であるが、充填層30を形成する際の形成温度が800℃を超えると、固体電解質層3と充填層30とで相互拡散が発生してしまうおそれがある。また、充填層30の前駆体としては固体電解質層3の前駆体と同様に(A)〜(C)のいずれかが挙げられる。これを溶媒(例えばアルコール系の化合物)で希釈して前駆体溶液を得る。この前駆体溶液を、残存する空隙に含浸させる。前駆体溶液を含浸させる方法は、固体電解質層3について説明したものと同様である。
また、空隙に充填された前駆体溶液を加熱する加熱温度は、例えば300℃以上450℃以下に設定される。
このような第2実施形態のリチウム二次電池100Aによっても、前記第1実施形態と同様の効果が得られる。
(第3実施形態)
本実施形態では、第1実施形態および第2実施形態とは異なる構造のリチウム二次電池について説明する。
図13は、第3実施形態におけるリチウム二次電池の縦断面図である。
本実施形態では、第1実施形態および第2実施形態とは異なる構造のリチウム二次電池について説明する。
図13は、第3実施形態におけるリチウム二次電池の縦断面図である。
リチウム二次電池100Bでは、集電体1と電極20との間に、電極複合体4とは構成が異なる電極複合体4Bが集電体1と電極20とに接合して設けられている。
電極複合体4Bは、活物質成形体2と、固体電解質層3と、固体電解質層3の形成により残存する空隙に充填された電解液36と、固体電解質層3と電極20との間にこれらの双方と接合する電解液含浸層37と、を有している。換言すれば、電極複合体4Bは、前記第1実施形態の電極複合体4に残存している空隙に充填して設けられた電解液36と、電極複合体4と電極20との間に設けられた電解液含浸層37とを、さらに有している。
この電極複合体4Bでは、電極複合体4と電極20との間に電解液含浸層37が設けられており、この電解液含浸層37から残存する空隙に電解液36が供給されることで充填される。これにより、空隙において、活物質成形体2と固体電解質層3との接触面積が低下するのを防止し、活物質成形体2と固体電解質層3との間での抵抗が増大することに起因して活物質成形体2と固体電解質層3との間におけるイオン伝導率が低下するのを確実に防止することができる。
また、通常、リチウム二次電池において充放電サイクルを繰り返すと、活物質成形体または固体電解質層の体積が変動する場合がある。これに対して、本実施形態では、例えば、体積が収縮して空隙が広がったとしても、電解液含浸層37からさらに電解液が浸み出し、空隙が電解液36で充填される。一方、体積が拡大して空隙が狭くなったとしても、空隙の電解液36が電解液含浸層37に浸み込まれる。このように、電極複合体4Bの空隙は体積変動を吸収する緩衝空間となり、電荷の伝導経路の確保につながる。すなわち、高出力の電池を得ることができる。
なお、電解液36(電解液含浸層中のイオン液体)は少量かつ不揮発性であるため、液漏れおよび燃焼の問題はない。
電解液含浸層37は、耐リチウム膜およびポリマーゲル電解質の供給元として機能する膜である。この電解液含浸層37は、リチウムイオンを伝導する電解液を含浸させたフィルムである。すなわち、電解液含浸層37は、支持体と、ポリマーゲル電解質(電解液)とを含む。
支持体は、電解液含浸層(PEGフィルム)37の構造を物理的に支えるためのものである。支持体は、不純物を析出せず、ポリマーゲル電解質等の他の材料と反応せず、イオン液体+Li塩+モノマーとの濡れ性が高いものが好ましい。不純物を析出したり化学反応を起こしてしまうと特性が変化してしまうおそれがある。また、濡れ性が悪いと支持体に高分子が均一に形成できないおそれがある。なお、支持体を用いずにポリマーゲル電解質中のポリマー成分の比率を上げて強度を改善することもできるが、ポリマー成分の比率を上げるとLiの伝導率の低下を招くので支持体を用いることが好ましい。支持体としては、例えば、長繊維セルロースや、疎水性のPVDF(ポリフッ化ビニリデン)が用いられる。
ポリマーゲル電解質は、Liに対して化学的に安定で、ゲル化して電解液を抱えることができる特性を有することが要求される。通常のPEG(ポリエチレングリコール)系フィルムは、還元を抑える耐リチウム還元層になり電池動作の確認はできる。しかし、PEGフィルムではイオン伝導度の改善が見込めず、電池としての実用的な出力は得られないおそれがある。電池として実用的な出力を得るには、Liの伝導性の向上が必要である。そこで本実施形態では、電解液が揮発しないゲルポリマー電解質を用いている。
このような電極複合体4Bは、例えば、空隙が残存する活物質成形体2と固体電解質層3との複合体の一面に、電解液含浸層37を貼り付け、これにより、電解液含浸層37から電解液を空隙に供給させる方法を用いて形成することができる。
電解液含浸層37は、例えば、支持体(基材)に電解液およびモノマーを含む前駆体溶液を含浸させ、これを光重合させることにより作製する。電解液は、イオン液体およびリチウム塩を含む。イオン液体としては、例えばP13−TFSI(N−メチル−N−プロピルピロリジニウムビス(トリフルオロメタンスルホニル)イミド)が用いられる。リチウム塩としては、Li−TFSI(リチウムN,N−ビス(トリフルオロメタンスルホニル)イミド)が用いられる。モノマーとしては、例えばポリエチレングリコールジアクリレート(TEGDA)が用いられる。以上の電解液に重合開始剤および炭酸エチレンを混合し、PGE作製溶液を得る。重合開始剤としては、例えばラジカル型光重合開始剤(例えば、BASF社製IRGACURE651、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン)を用いる。重合開始剤は、例えば重量比で6:1の混合比率で混合される。炭酸エチレンは、SEI(Solid Electrolyte Interface)形成材料として用いられる。SEIは、Li電極表面を不活性化・安定化させる被膜である。SEIは電解液の還元的分解反応によって生成しており、最初のサイクルにおいて炭酸エチレンの分解反応で電荷が消費されることが確認されている。炭酸エチレンは、混合比率1で混合される。このPGE作製溶液を、支持体に含浸させる。支持体としては、例えば、MILLIPORE社製の疎水性PVDFメンブレンフィルターを用いる。PGE作製溶液を含浸させた支持体に所定の波長帯の光(例えば紫外光)を照射してモノマーを光重合させてポリマー化し、電解液含浸層37を得る。電解液含浸層37に含まれる電解液が、残存する空隙に充填されて電解液36として機能する。
この電解液含浸層37に含まれる電解液は、固体電解質(Li0.35La0.55TiO3)への濡れ性が良好であり、固体電解質層3を伝わって残存する空隙内に浸み渡って行き、これにより、電解液36が空隙内に充填される。
このような第3実施形態のリチウム二次電池100Bによっても、前記第1実施形態と同様の効果が得られる。
(第4実施形態)
本実施形態では、第1実施形態、第2実施形態および第3実施形態とは異なる構造のリチウム二次電池について説明する。
図14は、第4実施形態におけるリチウム二次電池の縦断面図である。
本実施形態では、第1実施形態、第2実施形態および第3実施形態とは異なる構造のリチウム二次電池について説明する。
図14は、第4実施形態におけるリチウム二次電池の縦断面図である。
リチウム二次電池100Cでは、集電体1と電極20との間に、電極複合体4とは構成が異なる電極複合体4Cが集電体1と電極20とに接合して設けられている。
電極複合体4Cは、活物質粒子21と貴金属粒子22とを有する活物質成形体2と、固体電解質層3とを有している。すなわち、活物質凝集体25は、活物質粒子21と貴金属粒子22とを含んでいる。
換言すれば、電極複合体4Cは、前記第1実施形態の電極複合体4が備える活物質成形体2に代えて、活物質粒子21と、1000℃以上の融点を有する貴金属を含む粒子状をなす貴金属粒子22とを有する活物質成形体2を備えている。
貴金属粒子22は粒子状をなし、互いに連結する複数の活物質粒子21の表面に付着したり、活物質粒子21同士の間に介在したりする。
これにより、複数の活物質粒子21同士における電子の受け渡し、および、活物質粒子21と固体電解質層3との間におけるリチウムイオンの受け渡しに、貴金属粒子22が介在し、これらをより円滑に行うことができるようになる。さらに、複数の活物質粒子21同士における電子の受け渡し、および、活物質粒子21と固体電解質層3との間におけるリチウムイオンの受け渡しが、長期に亘って安定的に維持されることとなる。そのため、かかる構成の電極複合体4Cをリチウム二次電池100Cに適用することで、リチウム二次電池100Cは、長期に亘って安定的に、高出力かつ高容量を維持するものとなる。貴金属粒子22は、1000℃以上の融点を有する貴金属を形成材料(構成材料)として含有していることが好ましい。
1000℃以上の融点を有する貴金属としては、特に限定されないが、金(Au;融点1061℃)、白金(Pt;融点1768℃)、パラジウム(Pd;融点1554℃)、ロジウム(Rh;融点1964℃)、イリジウム(Ir;融点2466℃)、ルテニウム(Ru;融点2334℃)、オスミウム(Os;融点3033℃)が挙げられ、これらの金属を単独で用いることもできるし、これら金属の合金を用いるようにしてもよい。これらの中でも、白金およびパラジウムのうちの少なくとも1種であることが好ましい。これらの貴金属は、貴金属の中では比較的安価で取り扱いが容易であるとともに、リチウムイオンおよび電子の伝導性に優れるものである。そのため、貴金属粒子22の構成材料として用いることで、複数の活物質粒子21同士における電子の受け渡し、および、活物質粒子21と固体電解質層3との間におけるリチウムイオンの受け渡しを、より円滑に行うことができるようにするとともに、長期に亘ってより安定的に維持することが可能なものとする。
また、貴金属粒子22は、その平均粒径が0.1μm以上10μm以下であることが好ましく、0.1μm以上5μm以下であることがより好ましい。なお、貴金属粒子22の平均粒径は、活物質粒子21の平均粒径を測定したのと同様の方法を用いて測定することができる。
さらに、活物質成形体2における貴金属粒子22の含有率は、0.1質量%以上10質量%以下であることが好ましく、1質量%以上10質量%以下であることがより好ましい。
貴金属粒子22の平均粒径および含有率を、それぞれ、上記範囲内に設定することにより、貴金属粒子22を、より確実に活物質粒子21の表面に付着させたり、活物質粒子21同士の間に介在させたりすることができるようになる。その結果、複数の活物質粒子21同士における電子の受け渡し、および、活物質粒子21と固体電解質層3との間におけるリチウムイオンの受け渡しを、より円滑に行うことができるとともに、長期に亘ってより安定的に維持することが可能となる。
このような活物質成形体2は、例えば、前述したリチウム二次電池の製造方法において、第1液状材料201に対し、活物質粒子21とともに貴金属粒子22を添加することにより製造することができる。
このような第4実施形態のリチウム二次電池100Cによっても、前記第1実施形態と同様の効果が得られる。
以上、本発明の電極複合体の製造方法およびリチウム電池の製造方法を図示の実施形態に基づいて説明したが、本発明はこれに限定されるものではない。
例えば、本発明の電極複合体の製造方法およびリチウム電池の製造方法には、1または2以上の任意の工程が追加されていてもよい。
また、本発明のリチウム電池の製造方法は、前記各実施形態で説明したリチウム二次電池の製造の他、一次電池の製造にも適用できる。
また、本発明の電極複合体の製造方法で製造される電極複合体は、前述した各実施形態で製造された電極複合体の2つ以上の構成を任意に組み合わせた構成を有するものであってもよい。
なお、本発明は、本発明の主旨を逸脱しない限りにおいて、広く適用が可能である。
1 集電体
2 活物質成形体
3 固体電解質層
4 電極複合体
4A 電極複合体
4B 電極複合体
4C 電極複合体
4a 一面
4b 他面
5 基板
6 インクジェットヘッド
10 積層体
20 電極
21 活物質粒子
22 貴金属粒子
25 活物質凝集体
30 充填層
31 粒状体
32 短絡防止層
35 電解質凝集体
36 電解液
37 電解液含浸層
61 ノズル
100 リチウム二次電池
100A リチウム二次電池
100B リチウム二次電池
100C リチウム二次電池
201 第1液状材料
202 液滴
203 第1被膜
301 第2液状材料
302 液滴
303 第2被膜
304 上部被膜
B1 ブロック
B2 ブロック
L 光
2 活物質成形体
3 固体電解質層
4 電極複合体
4A 電極複合体
4B 電極複合体
4C 電極複合体
4a 一面
4b 他面
5 基板
6 インクジェットヘッド
10 積層体
20 電極
21 活物質粒子
22 貴金属粒子
25 活物質凝集体
30 充填層
31 粒状体
32 短絡防止層
35 電解質凝集体
36 電解液
37 電解液含浸層
61 ノズル
100 リチウム二次電池
100A リチウム二次電池
100B リチウム二次電池
100C リチウム二次電池
201 第1液状材料
202 液滴
203 第1被膜
301 第2液状材料
302 液滴
303 第2被膜
304 上部被膜
B1 ブロック
B2 ブロック
L 光
Claims (8)
- 活物質の形成材料を含む第1液状材料および電解質の形成材料を含む第2液状材料を、それぞれインクジェットにより吐出して、前記第1液状材料で構成された第1被膜および前記第2液状材料で構成された第2被膜を得る第1の工程と、
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を得る第2の工程と、
を含むことを特徴とする電極複合体の製造方法。 - 前記第1液状材料および前記第2液状材料のうちの少なくとも一方は、光硬化性樹脂を含んでおり、
前記第1液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第1液状材料に向けて光を照射し、
前記第2液状材料が前記光硬化性樹脂を含むときには、前記第1の工程において、吐出された前記第2液状材料に向けて光を照射する請求項1に記載の電極複合体の製造方法。 - 前記第1液状材料は、前記活物質の形成材料を含む粒子状をなす活物質粒子と、前記活物質粒子を分散させる分散媒と、を含有する請求項1または2に記載の電極複合体の製造方法。
- 前記第1の工程は、複数のノズルを備えたインクジェットヘッドから前記第1液状材料および前記第2液状材料を吐出する工程であり、
前記複数のノズルのうちの1つを第1ノズルとし、前記複数のノズルのうち前記第1ノズルとの距離が最も近いものを第2ノズルとしたとき、前記第1ノズルから前記第1液状材料を吐出し、前記第2ノズルから前記第2液状材料を吐出する請求項1ないし3のいずれか1項に記載の電極複合体の製造方法。 - 前記第1の工程において、前記第1液状材料と前記第2液状材料とを同時に吐出する請求項4に記載の電極複合体の製造方法。
- 前記第1の工程は、基板上に前記第1被膜および前記第2被膜を得る工程であり、
前記第2の工程は、前記基板から前記第1被膜および前記第2被膜を剥離した後、前記第1被膜と前記第2被膜とを焼成する請求項1ないし5のいずれか1項に記載の電極複合体の製造方法。 - 前記活物質の形成材料は、リチウム複酸化物を含む請求項1ないし6のいずれか1項に記載の電極複合体の製造方法。
- 活物質の形成材料を含む第1液状材料および電解質の形成材料を含む第2液状材料を、それぞれインクジェットにより吐出して、前記第1液状材料で構成された第1被膜および前記第2液状材料で構成された第2被膜を得る第1の工程と、
前記第1被膜と前記第2被膜とを同時に焼成して、活物質成形体および固体電解質層を備える電極複合体を得る第2の工程と、
前記電極複合体の一方の面に、前記活物質成形体と接するように集電体を接合する第3の工程と、
前記電極複合体の他方の面に、前記固体電解質層と接するように電極を設ける第4の工程と、
を含むことを特徴とするリチウム電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115509A JP2017004674A (ja) | 2015-06-08 | 2015-06-08 | 電極複合体の製造方法およびリチウム電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115509A JP2017004674A (ja) | 2015-06-08 | 2015-06-08 | 電極複合体の製造方法およびリチウム電池の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017004674A true JP2017004674A (ja) | 2017-01-05 |
Family
ID=57751972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015115509A Pending JP2017004674A (ja) | 2015-06-08 | 2015-06-08 | 電極複合体の製造方法およびリチウム電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017004674A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109935777A (zh) * | 2017-12-19 | 2019-06-25 | 株式会社理光 | 电极及其制造方法,电极元件,非水电解液蓄电元件 |
| JP2019110110A (ja) * | 2017-12-19 | 2019-07-04 | 株式会社リコー | 電極及びその製造方法、電極素子、非水電解液蓄電素子 |
| US20220199974A1 (en) * | 2020-12-23 | 2022-06-23 | Panasonic Intellectual Property Management Co., Ltd. | Electrode active material, all-solid-state battery, and method for manufacturing electrode active material |
| WO2025022638A1 (ja) * | 2023-07-27 | 2025-01-30 | 日産自動車株式会社 | 電解質シートの製造方法、全固体電池の製造方法、及び電解質シートの部分的製造方法 |
| JPWO2025070757A1 (ja) * | 2023-09-27 | 2025-04-03 |
-
2015
- 2015-06-08 JP JP2015115509A patent/JP2017004674A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109935777A (zh) * | 2017-12-19 | 2019-06-25 | 株式会社理光 | 电极及其制造方法,电极元件,非水电解液蓄电元件 |
| JP2019110110A (ja) * | 2017-12-19 | 2019-07-04 | 株式会社リコー | 電極及びその製造方法、電極素子、非水電解液蓄電素子 |
| JP7206762B2 (ja) | 2017-12-19 | 2023-01-18 | 株式会社リコー | 電極及びその製造方法、電極素子、非水電解液蓄電素子 |
| US20220199974A1 (en) * | 2020-12-23 | 2022-06-23 | Panasonic Intellectual Property Management Co., Ltd. | Electrode active material, all-solid-state battery, and method for manufacturing electrode active material |
| WO2025022638A1 (ja) * | 2023-07-27 | 2025-01-30 | 日産自動車株式会社 | 電解質シートの製造方法、全固体電池の製造方法、及び電解質シートの部分的製造方法 |
| JPWO2025070757A1 (ja) * | 2023-09-27 | 2025-04-03 | ||
| WO2025070757A1 (ja) * | 2023-09-27 | 2025-04-03 | 日本特殊陶業株式会社 | シート及び蓄電デバイス |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6596947B2 (ja) | 電極複合体および電池 | |
| JP6507778B2 (ja) | 電極複合体および電池 | |
| EP3002805B1 (en) | Electrode complex, method of producing electrode complex, and lithium battery | |
| CN103972472B (zh) | 电极复合体的制造方法、电极复合体及锂电池 | |
| KR102049983B1 (ko) | 전고체 이차전지 | |
| JP2016143477A (ja) | 電極複合体、電極複合体の製造方法および電池 | |
| US10056616B2 (en) | Manufacturing method of electrode assembly, electrode assembly and battery | |
| JP2017004674A (ja) | 電極複合体の製造方法およびリチウム電池の製造方法 | |
| US20140216631A1 (en) | Method for producing electrode assembly | |
| DE112019001591T5 (de) | Festkörperbatterie | |
| KR102015267B1 (ko) | 황화물 전고체 전지 | |
| JP7779342B2 (ja) | 電極、電極素子、非水電解液蓄電素子 | |
| JP2017004672A (ja) | 電極複合体、電極複合体の製造方法およびリチウム電池 | |
| JP2017004673A (ja) | 電極複合体、電極複合体の製造方法およびリチウム電池 | |
| CN111490230B (zh) | 电极及其制造方法,电极元件,非水电解液蓄电元件 | |
| CN109478691A (zh) | 二次电池 | |
| US20210027954A1 (en) | Additive manufacturing using electrochemically active formulations | |
| JP2020119887A (ja) | 電極及びその製造方法、電極素子、電気化学素子 | |
| JP2017004783A (ja) | 電極複合体の製造方法、電極複合体およびリチウム電池 | |
| JP6163774B2 (ja) | 複合体の製造方法およびリチウム電池の製造方法 | |
| JP2016213106A (ja) | 電極複合体の製造方法、電極複合体およびリチウム電池の製造方法 | |
| JP2016213105A (ja) | 活物質成形体の製造方法、電極複合体の製造方法およびリチウム電池の製造方法 | |
| JP2017004707A (ja) | 電極複合体の製造方法 | |
| JP2017004706A (ja) | 電極複合体、電極複合体の製造方法および電池 | |
| JP2016207326A (ja) | 電極複合体の製造方法およびリチウム電池の製造方法 |