JP2017005904A - 回転電機の固定子鉄心及び固定子鉄心の製造方法 - Google Patents
回転電機の固定子鉄心及び固定子鉄心の製造方法 Download PDFInfo
- Publication number
- JP2017005904A JP2017005904A JP2015118792A JP2015118792A JP2017005904A JP 2017005904 A JP2017005904 A JP 2017005904A JP 2015118792 A JP2015118792 A JP 2015118792A JP 2015118792 A JP2015118792 A JP 2015118792A JP 2017005904 A JP2017005904 A JP 2017005904A
- Authority
- JP
- Japan
- Prior art keywords
- projecting
- stator core
- iron core
- magnetic plate
- fitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】回転電機の分割固定子鉄心を複数個、当接して固定するには、溶接により隣接する分割固定子鉄心を溶着固定する、あるいは別途作成した固定部材を分割固定子鉄心に組み付ける必要があり、部品点数および工数が増加するという問題点があった。
【解決手段】分割固定子鉄心1の嵌合部2において、圧縮した嵌合部2の高さ寸法が、併設する分割固定子鉄心1の嵌合部2間よりも小さくなるように、上下に積層した分割固定子鉄心の隙間寸法を設定した。
【選択図】図7
【解決手段】分割固定子鉄心1の嵌合部2において、圧縮した嵌合部2の高さ寸法が、併設する分割固定子鉄心1の嵌合部2間よりも小さくなるように、上下に積層した分割固定子鉄心の隙間寸法を設定した。
【選択図】図7
Description
この発明は、回転電機の分割積層された固定子鉄心、及びその製造方法に関するものである。
回転電機の固定子鉄心は鉄心用鋼板をプレス機などで円筒形状かつ、内径側をティースと呼ばれる形状に複数成形し、櫛歯状に打ち抜いて各板を円筒軸方向に任意の枚数を積層し、円柱状に組み立て、固定される。その後、各ティースには金属線であるコイルが巻き付けられる。
近年では、ティースにコイルを巻きつける作業性の改善、コイルがティースに巻き付けられた際のコイルの巻き密度の改善、鉄心用鋼板の材料歩留まり向上、または固定子成形用の金型の小型化および構造の簡略化を目的に、円筒状の固定子を複数の円弧状に分割し、各円弧形状の板を任意の枚数に積層して、鉄心要素を構成する分割固定子鉄心として固定後、各分割固定子鉄心を連結、固定して円筒形状に成形している。
このような回転電機の分割積層された固定子鉄心にあっては、例えば特許文献1では、複数の分割鉄心を連結、始終端を当接させて円筒形状にした後、分割固定子鉄心の始終端の当接面を溶接によって接合溶着して固定している。
また、特許文献2では、分割鉄心に貫通孔を形成し、該貫通孔に固定部材を嵌入して当接した分割固定子鉄心の端部を固定している。
また、特許文献3では、鉄心用鋼板に凹凸部を形成し、隣接する打ち抜き後の鉄心用鋼板と交互にこの凹凸部を積層することによって隣接する分割固定子鉄心の端部を固定している。
また、特許文献2では、分割鉄心に貫通孔を形成し、該貫通孔に固定部材を嵌入して当接した分割固定子鉄心の端部を固定している。
また、特許文献3では、鉄心用鋼板に凹凸部を形成し、隣接する打ち抜き後の鉄心用鋼板と交互にこの凹凸部を積層することによって隣接する分割固定子鉄心の端部を固定している。
このように特許文献1、特許文献2の分割固定子鉄心は、円筒形状に成形するため、作業工程数の増加や、部品点数の増加が課題であった。さらに、隣接する分割固定子鉄心同士を嵌合させる際、上下方向の各凹凸部に逃げ代がなく、嵌合、圧入作業の工数の増加が課題であった。
また、特許文献3では、鉄心用鋼板に凹凸部を形成し、隣接する打ち抜き後の鉄心用鋼板と交互にこの凹凸部を積層することによって隣接する分割固定子鉄心の端部を固定しているが、隣接する分割固定子鉄心を嵌合させる際、上下方向の各凹凸部に逃げ代がなく、嵌合、圧入作業の工数の増加が課題であった。
この発明は、上記のような問題を解決するためになされたものであり、部品や追加加工を必要とせずに、鉄心要素としての分割固定子鉄心を相互に連結し回転電機の固定子鉄心として構成することを目的としている。
また、特許文献3では、鉄心用鋼板に凹凸部を形成し、隣接する打ち抜き後の鉄心用鋼板と交互にこの凹凸部を積層することによって隣接する分割固定子鉄心の端部を固定しているが、隣接する分割固定子鉄心を嵌合させる際、上下方向の各凹凸部に逃げ代がなく、嵌合、圧入作業の工数の増加が課題であった。
この発明は、上記のような問題を解決するためになされたものであり、部品や追加加工を必要とせずに、鉄心要素としての分割固定子鉄心を相互に連結し回転電機の固定子鉄心として構成することを目的としている。
この発明の回転電機の固定子鉄心は、磁性板を積層して形成した複数の鉄心要素を嵌合部により互いに連結して固定子鉄心を構成するものにおいて、互いに連結される前記鉄心要素の一方における前記嵌合部に前記磁性板の延在方向へ突出して前記磁性板の積層方向に併設された一方突出部と、互いに連結される前記鉄心要素の他方における前記嵌合部に前記磁性板の延在方向へ突出して設けられた他方突出部とを備え、前記鉄心要素の一方における前記嵌合部に設けられた前記一方突出部間に、前記鉄心要素の他方における前記嵌合部に設けられた前記他方突出部が挿入され、前記一方突出部および前記他方突出部が前記磁性板の積層方向において重合されるものであって、前記一方突出部および前記他方突出部を構成する前記磁性板には凹凸によって前記磁性板の延在方向の移動を互いに係止するための係止部が設けられるとともに、前記他方突出部が前記磁性板の積層方向に圧縮されたときに前記他方突出部の圧縮寸法は前記一方突出部間の寸法よりも小さくなり、かつ、前記他方突出部が圧縮から解放されたときに前記一方突出部間において前記係止部により前記磁性板が互いに係止されるように、前記磁性板を積層した前記鉄心要素における前記磁性板相互の隙間寸法を設定したものである。
また、この発明の固定子鉄心の製造方法は、磁性板を積層して形成した複数の鉄心要素を嵌合部により互いに連結して固定子鉄心を構成するにあたり、互いに連結される前記鉄心要素の一方における嵌合部において前記磁性板の延在方向へ突出し前記磁性板の積層方向に併設された一方突出部間に、前記鉄心要素の一方における嵌合部において前記磁性板の延在方向へ突出して設けられた他方突出部を前記磁性板の積層方向へ圧縮して前記一方突出部間に挿入し、前記嵌合部における前記一方突出部および前記他方突出部を前記磁性板の積層方向において重合するとともに、前記一方突出部および前記他方突出部の重合状態で前記他方突出部における前記磁性板の圧縮を解放して前記磁性板に形成された凹凸による係止部により前記一方突出部および前記他方突出部間において前記磁性板の延在方向の移動が互いに係止されるようにしたものである。
この発明によれば、磁性板を積層して形成した複数の鉄心要素を嵌合部により互いに連結して、面倒な固定作業や治工具を要することなく、回転電機の固定子鉄心を構成できる。
実施の形態1.
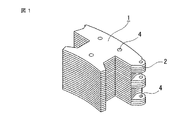
この発明に係る実施の形態1を図1から図10に基づいて説明する。図1はこの発明の実施の形態1における嵌合部2を含む分割固定子鉄心1の概略を示す斜視図である。図2は分割固定子鉄心1を構成する任意の形状に成形された打ち抜き後の鉄心用鋼板3の概略形状を示す平面図である。
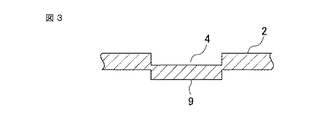
鉄心要素としての分割固定子鉄心1は、板厚0.5mm以下の鉄心用鋼板からなる磁性板をプレス機に設置した金型で打ち抜いて形成した図2に示すような略T字状の形状の鉄心用鋼板3を積層して構成される。この略T字状鉄心用鋼板3の一端部には先端が丸く半円形状の嵌合部2が形成されている。そして、この嵌合部2は、図3に拡大して示すように、打ち抜き後の鉄心用鋼板3の一部である円形状部4が形成されている。
この発明に係る実施の形態1を図1から図10に基づいて説明する。図1はこの発明の実施の形態1における嵌合部2を含む分割固定子鉄心1の概略を示す斜視図である。図2は分割固定子鉄心1を構成する任意の形状に成形された打ち抜き後の鉄心用鋼板3の概略形状を示す平面図である。
鉄心要素としての分割固定子鉄心1は、板厚0.5mm以下の鉄心用鋼板からなる磁性板をプレス機に設置した金型で打ち抜いて形成した図2に示すような略T字状の形状の鉄心用鋼板3を積層して構成される。この略T字状鉄心用鋼板3の一端部には先端が丸く半円形状の嵌合部2が形成されている。そして、この嵌合部2は、図3に拡大して示すように、打ち抜き後の鉄心用鋼板3の一部である円形状部4が形成されている。
打ち抜き後、鉄心用鋼板3の外周は、上下の金型で完全に打ち抜かれるのに対し、上金型に下向きに凸形で円形状部4の形に対応した打ち抜き部品を設け、下金型に円形状部4の形に対応した溝部または穴部を設けておくことにより、鉄心用鋼板3と打ち抜き部品の高さを任意の位置関係にすることで、せん断加工される直前のいわば半抜きの状態となり、円形状部4が成形される。即ち、下方に凸部9が、上方に凹部の円形状部4が形成されている。
また、金型において、円形状部4と外周の成形工程を分け、鉄心用鋼板を一定の寸法間隔で金型に送り続けることで、円形状部4を成形後、円形状部4が成形された鉄心用鋼板の周囲を前述の外周形状に打ち抜き、分割固定子鉄心1を構成する鉄心用鋼板3が成形される。
また、金型において、円形状部4と外周の成形工程を分け、鉄心用鋼板を一定の寸法間隔で金型に送り続けることで、円形状部4を成形後、円形状部4が成形された鉄心用鋼板の周囲を前述の外周形状に打ち抜き、分割固定子鉄心1を構成する鉄心用鋼板3が成形される。
さらに、前述の外周を成形する工程において、上金型を前述の外周と同形状の下向き凸の形状にし、下金型に前述の外周と同形状の開口部を設け、開口部の下方に受けを設置し、鉄心用鋼板を打ち抜くごとに任意の高さだけ受け台が下降する機構を設けることで、打ち抜き後の鉄心用鋼板3に成形された円形状部4を順次、下方の円形状部4に嵌め込むことができる。
図4に打ち抜き後鉄心用鋼板の各円形状部4が嵌り込んだ状態の断面図を示す。また、円形状部4は、積層された打ち抜き後の鉄心用鋼板3が互いに分離することを防ぐため、打ち抜き後の鉄心用鋼板3の形状、および大きさに応じて1枚につき、任意の位置に任意の数だけ設けるのがよい。
このようにして積層された打ち抜き後の鉄心用鋼板3は、円形状部4の存在により、各鉄心用鋼板3相互の隙間を各層間で一定の所定値H0に保った状態で保持される(図7参照)。この隙間の値H0は、円形状部4の形状や設置数および打ち抜き時の動作条件によって調整することができる。
このようにして積層された打ち抜き後の鉄心用鋼板3は、円形状部4の存在により、各鉄心用鋼板3相互の隙間を各層間で一定の所定値H0に保った状態で保持される(図7参照)。この隙間の値H0は、円形状部4の形状や設置数および打ち抜き時の動作条件によって調整することができる。
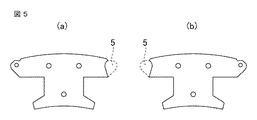
次に、実施の形態1における嵌合部2を成形する手順を述べる。分割固定子鉄心1の端部に嵌合部2が形成され、嵌合部2の中央には、前述した円形状部4が形成されている。また、プレス機に設置する金型において、円形状部4および外周部を成形する工程の前に、嵌合部2の外周と同形状の下向きに凸形状をした打ち抜き部品を設け、任意に打ち抜き部品を出し入れすることにより、図5に破線で示す端部5を打ち抜くことができる。図5(a)は右側の嵌合部2を、図5(b)は左側の嵌合部2を打ち抜いた状態である。
図6に、嵌合部外周を打ち抜く工程6、円形状部を形成する工程7、全体の外周を打ち抜く工程8を設けた金型で鉄心用鋼板を打ち抜いた際の外形図を示す。図中の矢印は鉄心用鋼板の送り方向である。
図6(a)は図5(a)に対応する形状を打ち抜くために、上側の嵌合部外周を打ち抜く部品を上金型から出し、下側の嵌合部外周を打ち抜く部品を上金型内に引き入れた場合の外形図、図6(b)は図5(b)に対応する形状を打ち抜くために、上側の嵌合部外周を打ち抜く部品を上金型内に引き入れ、下側の嵌合部外周を打ち抜く部品を上金型から出した場合の外形図である。このように各嵌合部2の外周部を交互に打ち抜き成形し、かつ、打ち抜き後の鉄心用鋼板3の円形状部4を互いに嵌め込むことで図1に示すような嵌合部2を交互に配置させた形状を構成することができる。
図6(a)は図5(a)に対応する形状を打ち抜くために、上側の嵌合部外周を打ち抜く部品を上金型から出し、下側の嵌合部外周を打ち抜く部品を上金型内に引き入れた場合の外形図、図6(b)は図5(b)に対応する形状を打ち抜くために、上側の嵌合部外周を打ち抜く部品を上金型内に引き入れ、下側の嵌合部外周を打ち抜く部品を上金型から出した場合の外形図である。このように各嵌合部2の外周部を交互に打ち抜き成形し、かつ、打ち抜き後の鉄心用鋼板3の円形状部4を互いに嵌め込むことで図1に示すような嵌合部2を交互に配置させた形状を構成することができる。
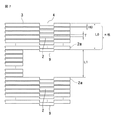
本発明に基づく分割固定子鉄心1の嵌合部2について図7および図8を用いてさらに詳細に説明する。図7は、この発明に係る実施の形態1による分割固定子鉄心1の嵌合部2を示す概略図である。図8は、この発明に係る実施の形態1による分割固定子鉄心同士を積層する際の嵌合部の要部を示す概略図である。
図7では、互いに連結される分割固定子鉄心1からなる鉄心要素の一方における嵌合部2が示されている。積層された鉄心用鋼板3の延在方向に突出する一方突出部2aが鉄心用鋼板3の積層方向に併設されている。一方突出部2a,2aを構成する鉄心用鋼板3には、係止部としての円形状部4がそれぞれ設けられている。円形状部4は鉄心用鋼板3の一面に設けられた凸部9とこの凸部9に対応して鉄心用鋼板3の他面に設けられた凹部とからなり、隣接する鉄心用鋼板3の凹凸と係合することによって、鉄心用鋼板3相互の延在方向への相対移動を係止するものである。
図7では、互いに連結される分割固定子鉄心1からなる鉄心要素の一方における嵌合部2が示されている。積層された鉄心用鋼板3の延在方向に突出する一方突出部2aが鉄心用鋼板3の積層方向に併設されている。一方突出部2a,2aを構成する鉄心用鋼板3には、係止部としての円形状部4がそれぞれ設けられている。円形状部4は鉄心用鋼板3の一面に設けられた凸部9とこの凸部9に対応して鉄心用鋼板3の他面に設けられた凹部とからなり、隣接する鉄心用鋼板3の凹凸と係合することによって、鉄心用鋼板3相互の延在方向への相対移動を係止するものである。
図7において、円形状部4の下向き凸部9の高さ寸法をT、上下に積層された打ち抜き後の分割固定子鉄心1における鉄心用鋼板3相互の隙間の値をH0、嵌合部2における一方突出部2aの高さの値をL0、分割固定子鉄心1の縦方向に併設された一方突出部2a,2a間における間隙の値をL1とし、一方突出部2a一箇所につき、打ち抜き後の鉄心用鋼板をn枚積層しているとする。
このとき、次式が成立する寸法関係に各値を設定する。
L0−(n−1)×H0+T<L1+(n−1)×H0−T
即ち、各積層された打ち抜き後の分割固定子鉄心1における鉄心用鋼板3相互の隙間を圧縮した際の凸部端面から反対面までの寸法が、隣接する分割固定子鉄心1の当該部を圧縮した際の間隔よりも小さくなる関係に設定する。
このとき、次式が成立する寸法関係に各値を設定する。
L0−(n−1)×H0+T<L1+(n−1)×H0−T
即ち、各積層された打ち抜き後の分割固定子鉄心1における鉄心用鋼板3相互の隙間を圧縮した際の凸部端面から反対面までの寸法が、隣接する分割固定子鉄心1の当該部を圧縮した際の間隔よりも小さくなる関係に設定する。
図8は、図7に示す、互いに連結される分割固定子鉄心1からなる鉄心要素の一方における一方突出部2a,2aを有する嵌合部2と、互いに連結される分割固定子鉄心1からなる鉄心要素の他方における嵌合部2が示されている。
分割固定子鉄心1からなる鉄心要素の他方における嵌合部2は、分割固定子鉄心1からなる鉄心要素の一方における一方突出部2a,2aを有する嵌合部2と互いに嵌合する補完関係を有する形状を持つものであり、鉄心用鋼板3からなる磁性板の延在方向へ突出する他方突出部2bを有している。他方突出部2bにおいても、一方突出部2aの一つとは対称的ではあるものの同様の形状を有し、一方突出部2aについて示された上式による寸法関係と同様の値が設定されている。
分割固定子鉄心1からなる鉄心要素の他方における嵌合部2は、分割固定子鉄心1からなる鉄心要素の一方における一方突出部2a,2aを有する嵌合部2と互いに嵌合する補完関係を有する形状を持つものであり、鉄心用鋼板3からなる磁性板の延在方向へ突出する他方突出部2bを有している。他方突出部2bにおいても、一方突出部2aの一つとは対称的ではあるものの同様の形状を有し、一方突出部2aについて示された上式による寸法関係と同様の値が設定されている。
このような構成によれば、図8に示すように隣接する分割固定子鉄心1の各嵌合部2における一方突出部2aおよび他方突出部2bを高さ方向に圧縮すると、一旦嵌合部2を構成する鉄心用鋼板3相互の隙間の値H0が潰され、一方突出部2aおよび他方突出部2bの高さの値はL0から、L0−(n−1)×H0に変化する。分割固定子鉄心1の縦方向に併設された一方突出部2a,2a間の間隙の値L1はL1+(n−1)×H0に変化する。
こうして、分割固定子鉄心1の嵌合部2の各寸法を、L0−(n−1)×H0+T<L1+(n−1)×H0−Tの関係にすることにより、図9(a)に示すように、嵌合部間に(n−1)×H0の間隙ができ、簡単に相互の嵌合部を嵌合させ、隣接する分割固定子鉄心1を交互に当接させることが可能になり、当接した後、圧縮力を開放することで嵌合部2の円形状部4が嵌り込み、図9(b)のように隣接する分割固定子鉄心1を結合することができる。
こうして、分割固定子鉄心1の嵌合部2の各寸法を、L0−(n−1)×H0+T<L1+(n−1)×H0−Tの関係にすることにより、図9(a)に示すように、嵌合部間に(n−1)×H0の間隙ができ、簡単に相互の嵌合部を嵌合させ、隣接する分割固定子鉄心1を交互に当接させることが可能になり、当接した後、圧縮力を開放することで嵌合部2の円形状部4が嵌り込み、図9(b)のように隣接する分割固定子鉄心1を結合することができる。
これを複数個の分割固定子鉄心1に対して繰り返すことにより、固定部材や溶接による各分割固定子鉄心2を接合溶着することなく、結合作業工数の増加や、部品点数の増加を必要とせずに図10に示すように分割固定子鉄心1を円筒形状に組み立てて、固定子鉄心100とすることができる。
この発明に係る実施の形態1における回転電機の固定子鉄心は、鉄心用鋼板3からなる磁性板を積層して形成した複数の分割固定子鉄心1からなる鉄心要素を嵌合部2により互いに連結して固定子鉄心を構成するものにおいて、互いに連結される前記分割固定子鉄心1からなる鉄心要素の一方における前記嵌合部2に前記鉄心用鋼板3からなる磁性板の延在方向へ突出して前記磁性板の積層方向に併設された前記磁性板積層体の一部からなる一方突出部2a,2aと、互いに連結される前記分割固定子鉄心1からなる鉄心要素の他方における前記嵌合部に前記磁性板の延在方向へ突出して設けられた前記磁性板積層体の一部からなる他方突出部2bとを備え、前記分割固定子鉄心1からなる鉄心要素の一方における前記嵌合部2に設けられた前記一方突出部2a,2a間に、前記分割固定子鉄心1からなる鉄心要素の他方における前記嵌合部2に設けられた前記他方突出部2bが挿入され、前記一方突出部2aおよび前記他方突出部2bが前記磁性板の積層方向において重合されるものであって、前記一方突出部2aおよび前記他方突出部2bを構成する前記磁性板には凹凸によって前記磁性板の延在方向の移動を互いに係止するための円形状部4からなる係止部が、積層状態で隣接する他の磁性板との対向面に設けられるとともに、前記他方突出部2bが前記磁性板の積層方向に圧縮されたときに前記他方突出部2bの圧縮寸法は前記一方突出部2a,2a間の寸法よりも小さくなり、かつ、前記他方突出部2bが圧縮から解放されたときに前記一方突出部2a,2a間において前記円形状部4からなる係止部により前記磁性板が互いに係止されるように、前記磁性板を積層した前記固定子鉄心1からなる鉄心要素における前記磁性板相互の隙間寸法L1を設定したことを特徴とするものである。
これにより、隣接する分割固定子鉄心1の嵌合部2の隙間を圧縮して相互に当接させた後、圧縮を解放することにより、隣接する分割固定子鉄心1の当接部を溶接固定する、または当接部に貫通穴を設けるなどして当該部に固定部材を挿入する、または嵌合部を当接することを補助する目的で治工具を用いること無しに隣接する分割固定子鉄心1を当接、固定することができる。すなわち、磁性板を積層して形成した分割固定子鉄心1からなる複数の鉄心要素を嵌合部2により互いに連結して、面倒な固定作業や治工具を要することなく、固定子鉄心を構成できる回転電機の固定子鉄心を得ることができる。
また、この発明に係る実施の形態1における固定子鉄心の製造方法は、磁性板を積層して形成した分割固定子鉄心1からなる複数の鉄心要素を嵌合部2により互いに連結して固定子鉄心を構成するにあたり、互いに連結される分割固定子鉄心1からなる前記鉄心要素における一方の嵌合部2において前記磁性板の延在方向へ突出し前記磁性板の積層方向に併設された前記磁性板積層体の一部からなる一方突出部2a,2a間に、前記鉄心要素における他方の嵌合部2において前記磁性板の延在方向へ突出して設けられた前記磁性板積層体の一部からなる他方突出部2bを前記磁性板の積層方向へ圧縮して前記一方突出部2a,2a間に挿入し、前記嵌合部2における前記一方突出部および前記他方突出部を前記磁性板の積層方向において重合するとともに、前記一方突出部2aおよび前記他方突出部2bの重合状態で前記他方突出部2bにおける前記磁性板の圧縮を解放して、前記磁性板の積層状態で隣接する他の磁性板との対向面に形成された積層方向の凹凸による円形状部4からなる係止部により前記一方突出部2aおよび前記他方突出部2b間において前記磁性板の延在方向の移動が互いに係止されるようにしたことを特徴とするものである。
これにより、隣接する分割固定子鉄心1の嵌合部2の隙間を圧縮して相互に当接させた後、圧縮を解放することにより、隣接する分割固定子鉄心1の当接部を溶接固定する、または当接部に貫通穴を設けるなどして当該部に固定部材を挿入する、または嵌合部を当接することを補助する目的で治工具を用いること無しに隣接する分割固定子鉄心1を当接、固定することができる。すなわち、磁性板を積層して形成した分割固定子鉄心1からなる複数の鉄心要素を嵌合部2により互いに連結して、面倒な固定作業や治工具を要することなく、固定子鉄心を構成できる固定子鉄心の製造方法を得ることができる。
実施の形態2.
この発明に係る実施の形態2を図11に基づいて説明する。図11は、この発明に係る実施の形態2による分割固定子鉄心における嵌合部の要部を示す概略図である。
円形状部4からなる係止部については、嵌合部2の円形状部4を成形するために上金型に設けた下向きに凸形状をした打ち抜き部品を出入りさせ、打ち抜き部品の出端の寸法を変化できる構造にすることで円形状部4を半抜き加工するだけではなく、出端の寸法を大きくすることで円形状部4を打ち抜いて穴形状に加工可能にし、分割固定子鉄心1を成形する際に、分割固定子鉄心1の底面と接する嵌合部10の円形状部4については穴形状11に打ち抜き加工してもよい。
この発明に係る実施の形態2を図11に基づいて説明する。図11は、この発明に係る実施の形態2による分割固定子鉄心における嵌合部の要部を示す概略図である。
円形状部4からなる係止部については、嵌合部2の円形状部4を成形するために上金型に設けた下向きに凸形状をした打ち抜き部品を出入りさせ、打ち抜き部品の出端の寸法を変化できる構造にすることで円形状部4を半抜き加工するだけではなく、出端の寸法を大きくすることで円形状部4を打ち抜いて穴形状に加工可能にし、分割固定子鉄心1を成形する際に、分割固定子鉄心1の底面と接する嵌合部10の円形状部4については穴形状11に打ち抜き加工してもよい。
この構成によれば、例えば図11に示すように隣接する固定子鉄心を交互に当接し、各嵌合部2の円形状部4を嵌めこむことで、隣接する分割固定子鉄心1を固定する際に、打ち抜き後の分割固定子鉄心1は下から上に向かって積層されることになるため、最初に成形される嵌合部2において、上金型に設けた打ち抜き部品の出端を長くすれば、本来半抜き加工される嵌合部2の円形状部4は穴形状11に打ち抜かれる。そして最初の嵌合部2の成形が完了した後に、上金型に設けた打ち抜き部品の出端を短くすることで、以降の円形状部4は半抜きの断面形状となる。
この構成によれば、上金型に設けた打ち抜き部品の出端を嵌合部2の位置によって変化させ、円形状部4を穴形状11または、半抜きの断面形状に加工し、その後、所望の高さ寸法になるまで鉄心用鋼板を打ち抜くことにより、分割固定子鉄心1の底面に円形状部の下向き凸部9が無くなり、分割固定子鉄心1の底面を一様な平面に成形することができる。このようにすれば、分割固定子鉄心1を保管、搬送、あるいは人手で取り扱う際に円形状部の下向き凸部9が保管床面に引っ掛かる、または搬送および人出で取り扱う際に下向き凸部9を引っ掛けることを無くすことができる。
これにより、円形状部の下向き凸部9を引っ掛けることで発生する分割固定子鉄心1の損傷または作業者の受傷を抑制することができる。
これにより、円形状部の下向き凸部9を引っ掛けることで発生する分割固定子鉄心1の損傷または作業者の受傷を抑制することができる。
実施の形態3.
この発明に係る実施の形態3を図12に基づいて説明する。図12は、この発明に係る実施の形態3による分割固定子鉄心における形状を示す平面図である。
鉄心用鋼板を打ち抜き成形する金型において、前述した嵌合部2の外周と同形状の下向きに凸形状をした打ち抜き部品と、円形状部4の形に対応した打ち抜き部品と、分割固定子鉄心1の外周形状と同形状の打ち抜き部品を、前述した金型の各工程にそれぞれ任意の数を併設し、嵌合部2の外周と同形状の打ち抜き部品と、円形状部4の形に対応した打ち抜き部品それぞれの高さ位置を任意の打ち抜き回数ごとに変化させ、併設した各打ち抜き部品の数に対応して横幅を拡大した鉄心用鋼板をプレス加工し、打ち抜き後の分割固定子鉄心を成形してもよい。
図12は、6個の分割固定子鉄心1を一度に打ち抜き加工した例を示している。
この構成によれば、実施の形態1に示す分割固定子鉄心1の加工工数と同じ工数で、複数の分割固定子鉄心1を同時に成形することができるとともに、成形したと同時に、複数の分割固定子鉄心1の嵌合部2を隣接する分割固定子鉄心1と当接、固定することができる。
この発明に係る実施の形態3を図12に基づいて説明する。図12は、この発明に係る実施の形態3による分割固定子鉄心における形状を示す平面図である。
鉄心用鋼板を打ち抜き成形する金型において、前述した嵌合部2の外周と同形状の下向きに凸形状をした打ち抜き部品と、円形状部4の形に対応した打ち抜き部品と、分割固定子鉄心1の外周形状と同形状の打ち抜き部品を、前述した金型の各工程にそれぞれ任意の数を併設し、嵌合部2の外周と同形状の打ち抜き部品と、円形状部4の形に対応した打ち抜き部品それぞれの高さ位置を任意の打ち抜き回数ごとに変化させ、併設した各打ち抜き部品の数に対応して横幅を拡大した鉄心用鋼板をプレス加工し、打ち抜き後の分割固定子鉄心を成形してもよい。
図12は、6個の分割固定子鉄心1を一度に打ち抜き加工した例を示している。
この構成によれば、実施の形態1に示す分割固定子鉄心1の加工工数と同じ工数で、複数の分割固定子鉄心1を同時に成形することができるとともに、成形したと同時に、複数の分割固定子鉄心1の嵌合部2を隣接する分割固定子鉄心1と当接、固定することができる。
なお、本発明は、その発明の範囲内において、各実施の形態の一部または全部を自由に組み合せたり、各実施の形態を適宜、変形、省略することが可能である。
1 分割固定子鉄心(鉄心要素)、
2 嵌合部、2a 一方突出部、2b 他方突出部、
3 打ち抜き後の鉄心用鋼板(磁性板)、
4 円形状部、
5 打ち抜き端部、
6 嵌合部外周を打ち抜く工程、
7 円形状部を形成する工程、
8 全体の外周を打ち抜く工程、
9 円形状部の下向き凸部(係止部)、
10 分割固定子鉄心の底面と接する嵌合部、
11 穴形状(係止部)、
100 固定子鉄心、
T 下向き凸部9の高さ寸法、
H0 上下に積層された打ち抜き後の分割固定子鉄心の隙間寸法、
L0 嵌合部2の高さ寸法、
L1 分割固定子鉄心の縦方向に併設された嵌合部間の隙間寸法。
2 嵌合部、2a 一方突出部、2b 他方突出部、
3 打ち抜き後の鉄心用鋼板(磁性板)、
4 円形状部、
5 打ち抜き端部、
6 嵌合部外周を打ち抜く工程、
7 円形状部を形成する工程、
8 全体の外周を打ち抜く工程、
9 円形状部の下向き凸部(係止部)、
10 分割固定子鉄心の底面と接する嵌合部、
11 穴形状(係止部)、
100 固定子鉄心、
T 下向き凸部9の高さ寸法、
H0 上下に積層された打ち抜き後の分割固定子鉄心の隙間寸法、
L0 嵌合部2の高さ寸法、
L1 分割固定子鉄心の縦方向に併設された嵌合部間の隙間寸法。
Claims (10)
- 磁性板を積層して形成した複数の鉄心要素を嵌合部により互いに連結して固定子鉄心を構成するものにおいて、互いに連結される前記鉄心要素の一方における前記嵌合部に前記磁性板の延在方向へ突出して前記磁性板の積層方向に併設された一方突出部と、互いに連結される前記鉄心要素の他方における前記嵌合部に前記磁性板の延在方向へ突出して設けられた他方突出部とを備え、前記鉄心要素の一方における前記嵌合部に設けられた前記一方突出部間に、前記鉄心要素の他方における前記嵌合部に設けられた前記他方突出部が挿入され、前記一方突出部および前記他方突出部が前記磁性板の積層方向において重合されるものであって、前記一方突出部および前記他方突出部を構成する前記磁性板には凹凸によって前記磁性板の延在方向の移動を互いに係止するための係止部が設けられるとともに、前記他方突出部が前記磁性板の積層方向に圧縮されたときに前記他方突出部の圧縮寸法は前記一方突出部間の寸法よりも小さくなり、かつ、前記他方突出部が圧縮から解放されたときに前記一方突出部間において前記係止部により前記磁性板が互いに係止されるように、前記磁性板を積層した前記鉄心要素における前記磁性板相互の隙間寸法を設定したことを特徴とする回転電機の固定子鉄心。
- 水平方向へ突出する前記一方突出部および前記他方突出部は前記係止部を構成する下方向へ突出した下向き凸部を有し、前記下向き凸部の高さ寸法をT、上下に積層された打ち抜き後の前記鉄心要素における前記磁性板相互の隙間の値をH0、前記一方突出部の高さの値をL0、前記鉄心要素の縦方向に併設された前記一方突出部間の隙間の値をL1、前記一方突出部1箇所につき、打ち抜き後の前記鉄心要素の前記磁性板をn枚積層した場合に、
L0−(n−1)×H0+T<L1+(n−1)×H0−T
の関係に各値を設定したことを特徴とする請求項1に記載の回転電機の固定子鉄心。 - T字状に前記磁性板を複数枚積層した前記鉄心要素の一端に前記一方突出部が形成され、T字状に前記磁性板を複数枚積層した隣接する前記鉄心要素の他端に前記他方突出部が形成され、前記一方突出部および他方突出部がT字状の一端と他端とで交互に形成されるようにするとともに、隣接する前記鉄心要素の他端に形成された前記他方突出部が、当該鉄心要素の一端に設けた前記一方突出部間に挿入されて一体化されることを特徴とする請求項1または請求項2に記載の回転電機の固定子鉄心。
- 前記係止部は、円形状部であることを特徴とする請求項1から請求項3までのいずれかに記載の回転電機の固定子鉄心。
- 前記鉄心要素の底部を構成する前記磁性板においては、前記円形状部を穴形状としたことを特徴とする請求項4に記載の回転電機の固定子鉄心。
- 磁性板を積層して形成した複数の鉄心要素を嵌合部により互いに連結して固定子鉄心を構成するにあたり、互いに連結される前記鉄心要素の一方における嵌合部において前記磁性板の延在方向へ突出し前記磁性板の積層方向に併設された一方突出部間に、前記鉄心要素の他方における嵌合部において前記磁性板の延在方向へ突出して設けられた他方突出部を前記磁性板の積層方向へ圧縮して前記一方突出部間に挿入し、前記嵌合部における前記一方突出部および前記他方突出部を前記磁性板の積層方向において重合するとともに、前記一方突出部および前記他方突出部の重合状態で前記他方突出部における前記磁性板の圧縮を解放して前記磁性板に形成された凹凸による係止部により前記一方突出部および前記他方突出部間において前記磁性板の延在方向の移動が互いに係止されるようにしたことを特徴とする固定子鉄心の製造方法。
- 水平方向へ突出する前記一方突出部および前記他方突出部は前記係止部を構成する下方向へ突出した下向き凸部を有し、前記下向き凸部の高さ寸法をT、上下に積層された打ち抜き後の前記鉄心要素における前記磁性板相互の隙間の値をH0、前記一方突出部の高さの値をL0、前記鉄心要素の縦方向に併設された前記一方突出部間の隙間の値をL1、前記一方突出部1箇所につき、打ち抜き後の前記鉄心要素の前記磁性板をn枚積層した場合に、
L0−(n−1)×H0+T<L1+(n−1)×H0−T
の関係に各値を設定し、前記他方突出部を前記磁性板の積層方向へ圧縮して前記一方突出部間に挿入し、前記嵌合部における前記一方突出部および前記他方突出部を前記磁性板の積層方向において重合するとともに、前記一方突出部および前記他方突出部を重合させた状態で前記磁性板の圧縮を解放して、前記磁性板に形成された凹凸による係止部により前記一方突出部および前記他方突出部間において前記磁性板の延在方向の移動が互いに係止されるようにしたことを特徴とする請求項6に記載の固定子鉄心の製造方法。 - 円形状部からなる前記係止部を前記磁性板に形成するにあたり、上金型と下金型とで前記磁性板を打ち抜き加工する際、上金型に下向きに凸形で前記円形状部の形に対応した打ち抜き部品を設け、下金型に前記円形状部の形に対応した溝部または穴部を設けておくことにより、せん断加工される直前の半抜きの状態の前記円形状部を成形するようにしたことを特徴とする請求項6または請求項7に記載の固定子鉄心の製造方法。
- 円形状部からなる前記係止部を前記磁性板に形成するにあたり、上金型と下金型とで前記磁性板を打ち抜き加工する際、上金型に下向きに凸形で前記円形状部の形に対応した打ち抜き部品を設け、下金型に前記円形状部の形に対応した溝部または穴部を設けておくことにより、前記鉄心要素の底面と接する嵌合部においては、上金型の打ち抜き部品の出端を長くすることで、前記係止部を穴形状部として形成することを特徴とする請求項6または請求項7に記載の固定子鉄心の製造方法。
- ブレス機および金型を用いて前記鉄心要素を成形する際に、複数個同時にプレス成形された前記鉄心要素を結合して固定子鉄心としたことを特徴とする請求項6または請求項7に記載の固定子鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118792A JP2017005904A (ja) | 2015-06-12 | 2015-06-12 | 回転電機の固定子鉄心及び固定子鉄心の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118792A JP2017005904A (ja) | 2015-06-12 | 2015-06-12 | 回転電機の固定子鉄心及び固定子鉄心の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017005904A true JP2017005904A (ja) | 2017-01-05 |
Family
ID=57752698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015118792A Pending JP2017005904A (ja) | 2015-06-12 | 2015-06-12 | 回転電機の固定子鉄心及び固定子鉄心の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017005904A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107332364A (zh) * | 2017-07-28 | 2017-11-07 | 安徽美芝制冷设备有限公司 | 用于电机的铁芯和具有其的电机及压缩机 |
| CN111146882A (zh) * | 2018-11-06 | 2020-05-12 | 三菱电机株式会社 | 旋转电机的电枢 |
| WO2024075549A1 (ja) * | 2022-10-07 | 2024-04-11 | 三菱電機株式会社 | 回転電機の固定子、回転電機および回転電機の固定子の製造方法 |
-
2015
- 2015-06-12 JP JP2015118792A patent/JP2017005904A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107332364A (zh) * | 2017-07-28 | 2017-11-07 | 安徽美芝制冷设备有限公司 | 用于电机的铁芯和具有其的电机及压缩机 |
| CN111146882A (zh) * | 2018-11-06 | 2020-05-12 | 三菱电机株式会社 | 旋转电机的电枢 |
| WO2024075549A1 (ja) * | 2022-10-07 | 2024-04-11 | 三菱電機株式会社 | 回転電機の固定子、回転電機および回転電機の固定子の製造方法 |
| JPWO2024075549A1 (ja) * | 2022-10-07 | 2024-04-11 | ||
| JP7814543B2 (ja) | 2022-10-07 | 2026-02-16 | 三菱電機株式会社 | 回転電機の固定子、回転電機および回転電機の固定子の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI420784B (zh) | 積層鐵芯的製造方法及其製造輔助具 | |
| JP6479392B2 (ja) | 積層鉄心及びその製造方法 | |
| JP5139903B2 (ja) | 積層鉄心及びその製造方法 | |
| CN107086731B (zh) | 层叠铁芯的制造方法及层叠铁芯的制造装置 | |
| CN102449880B (zh) | 定子铁心及其制造方法 | |
| JP2018121469A (ja) | 積層鉄心の製造方法 | |
| JP2017005904A (ja) | 回転電機の固定子鉄心及び固定子鉄心の製造方法 | |
| JP2007336608A (ja) | 積層鉄心製造方法 | |
| KR102067336B1 (ko) | 적층 코어의 반제품 제조 장치 | |
| JP2022515265A (ja) | 金属部品を製造するための多層精密打抜きプロセスおよびそのようなプロセスを実行するための精密打抜き装置 | |
| JP4472386B2 (ja) | 積層鉄心の製造方法 | |
| CN105903798A (zh) | 模具设备以及利用该模具设备制造金属产品的方法 | |
| JP7292348B2 (ja) | 回転電機の積層鉄心製造方法及び積層鉄心製造装置 | |
| JP3842146B2 (ja) | 積層鉄心の製造方法 | |
| JPH04117153A (ja) | 積層鉄心の製造方法 | |
| JP2006101590A (ja) | 積層固定子鉄心の製造方法 | |
| JP5094086B2 (ja) | 積層鉄心の製造方法 | |
| JP2022115565A (ja) | 積層鉄心の製造方法、積層鉄心及びプレス加工装置 | |
| JP4245128B2 (ja) | 積層鉄心の製造方法 | |
| JP2006158002A (ja) | 積層固定子鉄心の製造方法 | |
| JP2001121227A (ja) | 積層固着品 | |
| JP6586286B2 (ja) | 積層鉄心の製造方法 | |
| JP2007135314A (ja) | 回転子積層鉄心の製造方法 | |
| JP2016077046A (ja) | 積層鉄心の製造方法及び積層体 | |
| JPH04322415A (ja) | 積層鉄芯およびその加工方法 |