JP2017007038A - 研削盤 - Google Patents
研削盤 Download PDFInfo
- Publication number
- JP2017007038A JP2017007038A JP2015125485A JP2015125485A JP2017007038A JP 2017007038 A JP2017007038 A JP 2017007038A JP 2015125485 A JP2015125485 A JP 2015125485A JP 2015125485 A JP2015125485 A JP 2015125485A JP 2017007038 A JP2017007038 A JP 2017007038A
- Authority
- JP
- Japan
- Prior art keywords
- crank
- axis direction
- contact detector
- crankpin
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/42—Single-purpose machines or devices for grinding crankshafts or crankpins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
- B24B49/04—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent involving measurement of the workpiece at the place of grinding during grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
Description
第一の研削盤は、クランクシャフトのクランクピン又はクランクジャーナルを研削する研削盤であって、前記クランクシャフトを回転可能に支持する主軸装置と、前記主軸装置に対して前記クランクシャフトの軸線方向であるZ軸方向及びその直交方向であるX軸方向に相対移動可能な砥石台と、前記砥石台に回転可能に設けられ、前記クランクピン又は前記クランクジャーナルを研削する砥石車と、前記砥石台に設けられ、前記クランクシャフトが前記主軸装置に支持された状態での前記クランクピン又は前記クランクジャーナルの位置状態を、前記クランクシャフトから前記X軸方向に離れた位置にて非接触で検出する非接触式検出器と、前記非接触式検出器による検出情報に基づいて前記クランクピン又は前記クランクジャーナルの端面位置を算出する位置算出装置と、前記砥石台を前記Z軸方向に相対移動することで前記非接触式検出器を前記クランクピン又は前記クランクジャーナルに対応する位置に移動し、前記位置にて前記非接触式検出器による検出を行い、その次に前記位置算出装置により算出された前記端面位置に基づいて前記砥石台を前記Z軸方向に相対的に位置決めして前記砥石車による前記クランクピン又は前記クランクジャーナルの研削を行う制御装置とを備える。
第二の研削盤は、クランクシャフトのクランクピンを研削する研削盤であって、前記クランクシャフトを回転可能に支持する主軸装置と、前記主軸装置に対して前記クランクシャフトの軸線方向であるZ軸方向及びその直交方向であるX軸方向に相対移動可能な砥石台と、前記砥石台に回転可能に設けられ、前記クランクピンを研削する砥石車と、前記砥石台に設けられ、前記クランクシャフトが前記主軸装置に支持された状態での前記クランクピンの位置状態を、前記クランクシャフトから前記X軸方向に離れた位置にて非接触で検出する非接触式検出器と、前記非接触式検出器による検出情報に基づいて前記クランクピンの位相を算出する位置算出装置と、前記砥石台を前記Z軸方向に相対移動することで前記非接触式検出器を前記クランクピンに対応する位置に移動し、前記位置にて前記非接触式検出器による検出を行い、その次に前記位置算出装置により算出された前記位相に基づいて前記砥石台を前記Z軸方向に相対的に位置決めして前記砥石車による前記クランクピンの研削を行う制御装置とを備える。
上記研削盤によれば、クランクシャフトが主軸装置に支持された状態において、非接触式検出器がクランクピン又はクランクジャーナルの位置状態を検出する。そのため、プリセットステーションなどが不要であるため、装置の大型化及び複雑化を招くことがない。
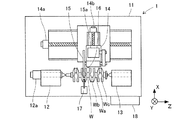
研削盤1の一例として、砥石台14をベッド11に対してトラバース(Z軸方向への移動)を行う砥石台トラバース型研削盤を例に挙げて説明する。ただし、本発明の研削盤1は、主軸装置12がベッド11に対してトラバース(Z軸方向への移動)を行うテーブルトラバース型研削盤にも適用できる。
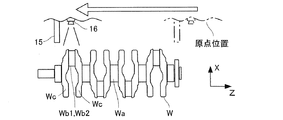
次に、複数のクランクピンWbを研削する場合について、制御装置18による処理のうち、クランクピンWbの端面位置及び位相を検出し、研削を開始するまでの処理について、図3−図5を参照して説明する。なお、クランクジャーナルWaを研削する場合には、以下において、クランクピンWbの位相の検出を行う箇所を除き、実質的に共通する。
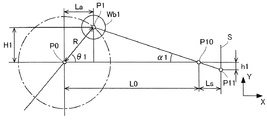
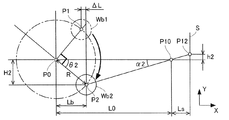
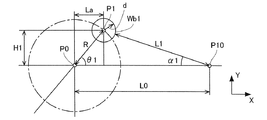
次に、非接触式検出器16がカメラである場合において、位置算出装置19によるクランクピンWbの位相の算出処理について、図3のフローチャートの他に、図6及び図7を参照して説明する。図3のS3におけるクランクシャフトWを旋回する前のクランクピンWb1の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図6に示す。また、図3のS5におけるクランクシャフトWの旋回後のクランクピンWb2の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図7に示す。

ここで、制御装置18による処理の図3のS1の前において、ロボット(図示せず)が、クランクシャフトWを主軸装置12による支持位置に搬送するとき、ロボットは、クランクシャフトWの回転姿勢を所定位相範囲内となるように把持している。
次に、非接触式検出器16がレーザ測定器である場合において、位置算出装置19によるクランクピンWbの位相の算出処理について、図3のフローチャートの他に、図8及び図9を参照して説明する。図3のS3におけるクランクシャフトWを旋回する前のクランクピンWb1の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図8に示す。また、図3のS5におけるクランクシャフトWの旋回後のクランクピンWb2の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図9に示す。
次に、位置算出装置19は、図3のS3におけるクランクシャフトWを旋回する前のクランクピンWb1の端面位置(クランクウェブWcの端面位置)を算出する。非接触式検出器16は、カメラである場合においては、クランクピンWb1の撮像情報を、クランクピンWb1の位置状態として検出する。
次に、制御装置18による第二例の処理について、図10−図11を参照して説明する。まず、ロボット(図示せず)が、クランクシャフトWを主軸装置12による支持位置に搬送する。そして、制御装置18は、主軸装置12及び心押装置13による支持処理を行う(S21)。
次に、第二例の制御処理のときに、非接触式検出器16がカメラである場合において、位置算出装置19によるクランクピンWbの位相の算出処理について、図10のフローチャートの他に、図6及び図12を参照して説明する。図10のS23におけるクランクピンWb3の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図12に示す。また、図10のS25におけるクランクピンWb1の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図6に示す。なお、図6については、上述したとおりである。
次に、第二例の制御処理のときに、非接触式検出器16がレーザ測定器である場合において、位置算出装置19によるクランクピンWbの位相の算出処理について、図10のフローチャートの他に、図8及び図13を参照して説明する。図10のS23におけるクランクピンWb3の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図13に示す。また、図10のS25におけるクランクピンWb1の位置状態(検出情報、撮像情報)の検出処理(撮像処理)は、図8に示す。なお、図8については、上述したとおりである。
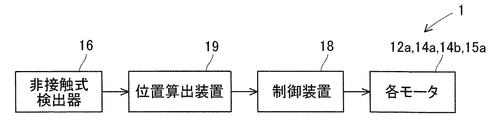
上述した研削盤1は、クランクシャフトWのクランクピンWb又はクランクジャーナルWaを研削する。研削盤1は、クランクシャフトWを回転可能に支持する主軸装置12と、主軸装置12に対してクランクシャフトWの軸線方向であるZ軸方向及びその直交方向であるX軸方向に相対移動可能な砥石台14と、砥石台14に回転可能に設けられ、クランクピンWb又はクランクジャーナルWaを研削する砥石車15と、砥石台14に設けられ、クランクシャフトWが主軸装置12に支持された状態でのクランクピンWb又はクランクジャーナルWaの位置状態を、クランクシャフトWからX軸方向に離れた位置にて非接触で検出する非接触式検出器16と、非接触式検出器16による検出情報に基づいてクランクピンWb又はクランクジャーナルWaの端面位置を算出する位置算出装置19と、制御装置18とを備える。
Claims (11)
- クランクシャフトのクランクピン又はクランクジャーナルを研削する研削盤であって、
前記クランクシャフトを回転可能に支持する主軸装置と、
前記主軸装置に対して前記クランクシャフトの軸線方向であるZ軸方向及びその直交方向であるX軸方向に相対移動可能な砥石台と、
前記砥石台に回転可能に設けられ、前記クランクピン又は前記クランクジャーナルを研削する砥石車と、
前記砥石台に設けられ、前記クランクシャフトが前記主軸装置に支持された状態での前記クランクピン又は前記クランクジャーナルの位置状態を、前記クランクシャフトから前記X軸方向に離れた位置にて非接触で検出する非接触式検出器と、
前記非接触式検出器による検出情報に基づいて前記クランクピン又は前記クランクジャーナルの端面位置を算出する位置算出装置と、
前記砥石台を前記Z軸方向に相対移動することで前記非接触式検出器を前記クランクピン又は前記クランクジャーナルに対応する位置に移動し、前記位置にて前記非接触式検出器による検出を行い、その次に前記位置算出装置により算出された前記端面位置に基づいて前記砥石台を前記Z軸方向に相対的に位置決めして前記砥石車による前記クランクピン又は前記クランクジャーナルの研削を行う制御装置と、
を備える、研削盤。 - 前記非接触式検出器は、前記クランクピン又は前記クランクジャーナルを前記X軸方向から撮像するカメラであり、前記クランクピン又は前記クランクジャーナルの撮像情報を前記位置状態として検出する、請求項1に記載の研削盤。
- 前記非接触式検出器は、前記クランクピン又は前記クランクジャーナルまでの前記X軸方向の距離を計測するレーザ測定器であり、前記クランクピン又は前記クランクジャーナルまでの距離を前記位置状態として検出する、請求項1に記載の研削盤。
- 前記位置算出装置は、前記非接触式検出器による検出情報に基づいて前記クランクピンの位相を算出し、
前記制御装置は、前記位置算出装置により算出された前記端面位置及び前記位相に基づいて前記砥石台を前記Z軸方向に相対的に位置決めして前記砥石車による前記クランクピンの研削を行う、請求項1−3の何れか一項に記載の研削盤。 - 前記非接触式検出器は、前記クランクシャフトを旋回させて位置決めされた少なくとも2か所の位相における前記クランクピンの位置状態をそれぞれ検出し、
前記位置算出装置は、前記クランクピンの複数の位相における検出情報に基づいて、前記クランクピンの位相を算出する、請求項4に記載の研削盤。 - 前記非接触式検出器により検出する際の前記クランクピンの2か所の位相は、前記非接触式検出器からそれぞれの前記クランクピンまでの距離が所定範囲内に含まれる位相に設定される、請求項5に記載の研削盤。
- 前記クランクシャフトは、異なる位相に位置する複数の前記クランクピンを備え、
前記非接触式検出器は、前記クランクシャフトを旋回させない状態で複数の前記クランクピンの位置状態をそれぞれ検出し、
前記位置算出装置は、検出された複数の前記クランクピンの検出情報に基づいて、複数の前記クランクピンの位相を算出する、請求項4に記載の研削盤。 - 前記位置算出装置は、前記非接触式検出器により検出された検出情報に基づいて、前記クランクシャフトのクランクウェブの端面における複数の径方向位置を算出し、前記複数の径方向位置に基づいて前記クランクピン又は前記クランクジャーナルの端面位置を算出する、請求項1−7の何れか一項に記載の研削盤。
- 前記位置算出装置は、前記非接触式検出器により検出された検出情報に基づいて、前記クランクピンの外周面における複数の軸線方向位置を算出し、前記複数の軸線方向位置に基づいて前記クランクピンの位相を算出する、請求項4−7の何れか一項に記載の研削盤。
- 前記制御装置は、前記砥石台を前記非接触式検出器による検出位置に移動した後に、前記砥石台を原点位置に戻すことなく、前記砥石台を研削位置に移動する、請求項1−9の何れか一項に記載の研削盤。
- クランクシャフトのクランクピンを研削する研削盤であって、
前記クランクシャフトを回転可能に支持する主軸装置と、
前記主軸装置に対して前記クランクシャフトの軸線方向であるZ軸方向及びその直交方向であるX軸方向に相対移動可能な砥石台と、
前記砥石台に回転可能に設けられ、前記クランクピンを研削する砥石車と、
前記砥石台に設けられ、前記クランクシャフトが前記主軸装置に支持された状態での前記クランクピンの位置状態を、前記クランクシャフトから前記X軸方向に離れた位置にて非接触で検出する非接触式検出器と、
前記非接触式検出器による検出情報に基づいて前記クランクピンの位相を算出する位置算出装置と、
前記砥石台を前記Z軸方向に相対移動することで前記非接触式検出器を前記クランクピンに対応する位置に移動し、前記位置にて前記非接触式検出器による検出を行い、その次に前記位置算出装置により算出された前記位相に基づいて前記砥石台を前記Z軸方向に相対的に位置決めして前記砥石車による前記クランクピンの研削を行う制御装置と、
を備える、研削盤。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125485A JP6620436B2 (ja) | 2015-06-23 | 2015-06-23 | 研削盤 |
| DE102016111329.8A DE102016111329A1 (de) | 2015-06-23 | 2016-06-21 | Schleifmaschine |
| CN201610453162.XA CN106272070B (zh) | 2015-06-23 | 2016-06-21 | 磨床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125485A JP6620436B2 (ja) | 2015-06-23 | 2015-06-23 | 研削盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017007038A true JP2017007038A (ja) | 2017-01-12 |
| JP6620436B2 JP6620436B2 (ja) | 2019-12-18 |
Family
ID=57537521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015125485A Expired - Fee Related JP6620436B2 (ja) | 2015-06-23 | 2015-06-23 | 研削盤 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6620436B2 (ja) |
| CN (1) | CN106272070B (ja) |
| DE (1) | DE102016111329A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063962A (ja) * | 2017-10-04 | 2019-04-25 | 株式会社ジェイテクト | 工作機械 |
| JP2020203365A (ja) * | 2019-06-19 | 2020-12-24 | マツダ株式会社 | クランクシャフトの加工方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1190800A (ja) * | 1997-09-17 | 1999-04-06 | Toyoda Mach Works Ltd | クランクピンの研削方法および研削装置ならびにクランクシャフトの剛性測定装置 |
| JP2005138201A (ja) * | 2003-11-05 | 2005-06-02 | Nissan Motor Co Ltd | クランクシャフト加工装置および加工方法 |
| JP2006150525A (ja) * | 2004-11-30 | 2006-06-15 | Toyota Motor Corp | 位相決め装置および位相決め治具および位相決め方法 |
| JP2010105078A (ja) * | 2008-10-28 | 2010-05-13 | Jtekt Corp | 研削盤システムおよび研削方法 |
| KR101202117B1 (ko) * | 2012-08-27 | 2012-11-15 | 유로비젼 (주) | 크랭크샤프트용 레이저 열처리장치 |
| US20140183174A1 (en) * | 2012-12-28 | 2014-07-03 | Hyundai Motor Company | Heat treatment device for crank shaft |
| CN105403148A (zh) * | 2015-11-27 | 2016-03-16 | 天津大学 | 一种曲轴各轴颈中心位置度测量装置及测量和标定方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05315927A (ja) | 1992-05-08 | 1993-11-26 | Matsushita Electric Works Ltd | 半導体リレー回路 |
| DE102006024715B4 (de) * | 2006-05-26 | 2008-07-24 | Niles-Simmons Industrieanlagen Gmbh | Verfahren zum Bearbeiten der Lagersitze der Haupt- und Hublager von Kurbelwellen sowie Werkzeugmaschine zur Durchführung des Verfahrens |
| JP5064571B2 (ja) * | 2009-07-28 | 2012-10-31 | コマツNtc株式会社 | 研削盤及び計測装置 |
-
2015
- 2015-06-23 JP JP2015125485A patent/JP6620436B2/ja not_active Expired - Fee Related
-
2016
- 2016-06-21 CN CN201610453162.XA patent/CN106272070B/zh not_active Expired - Fee Related
- 2016-06-21 DE DE102016111329.8A patent/DE102016111329A1/de not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1190800A (ja) * | 1997-09-17 | 1999-04-06 | Toyoda Mach Works Ltd | クランクピンの研削方法および研削装置ならびにクランクシャフトの剛性測定装置 |
| JP2005138201A (ja) * | 2003-11-05 | 2005-06-02 | Nissan Motor Co Ltd | クランクシャフト加工装置および加工方法 |
| JP2006150525A (ja) * | 2004-11-30 | 2006-06-15 | Toyota Motor Corp | 位相決め装置および位相決め治具および位相決め方法 |
| JP2010105078A (ja) * | 2008-10-28 | 2010-05-13 | Jtekt Corp | 研削盤システムおよび研削方法 |
| KR101202117B1 (ko) * | 2012-08-27 | 2012-11-15 | 유로비젼 (주) | 크랭크샤프트용 레이저 열처리장치 |
| US20140183174A1 (en) * | 2012-12-28 | 2014-07-03 | Hyundai Motor Company | Heat treatment device for crank shaft |
| CN105403148A (zh) * | 2015-11-27 | 2016-03-16 | 天津大学 | 一种曲轴各轴颈中心位置度测量装置及测量和标定方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063962A (ja) * | 2017-10-04 | 2019-04-25 | 株式会社ジェイテクト | 工作機械 |
| JP7000785B2 (ja) | 2017-10-04 | 2022-01-19 | 株式会社ジェイテクト | 工作機械 |
| JP2020203365A (ja) * | 2019-06-19 | 2020-12-24 | マツダ株式会社 | クランクシャフトの加工方法 |
| JP7312371B2 (ja) | 2019-06-19 | 2023-07-21 | マツダ株式会社 | クランクシャフトの加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6620436B2 (ja) | 2019-12-18 |
| CN106272070B (zh) | 2020-07-14 |
| DE102016111329A1 (de) | 2016-12-29 |
| CN106272070A (zh) | 2017-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102848320B (zh) | 磨床的整形装置 | |
| EP2181802A1 (en) | Grinding machine and grinding method | |
| CN100506480C (zh) | 带有同心度修正的研磨机 | |
| JP6101115B2 (ja) | 工作機械及び、工作機械によるワークの加工方法 | |
| US20150285609A1 (en) | Machine tool including affected layer detection sensor | |
| JP2013508176A (ja) | 研削及びバリ取り用研削盤と、研削及びバリ取りの方法 | |
| JP2018111149A (ja) | 研削加工装置及び研削加工方法 | |
| JP7000785B2 (ja) | 工作機械 | |
| JP5821615B2 (ja) | 研削異常監視方法および研削異常監視装置 | |
| JP6620436B2 (ja) | 研削盤 | |
| JP2010194623A (ja) | ねじ研削盤及びねじ溝研削方法 | |
| JP2014161954A (ja) | 研削盤および研削方法 | |
| KR102542333B1 (ko) | 중심 공작물 영역을 지지 및 측정하기 위한 측정 스테디 레스트, 이 측정 스테디 레스트를 갖는 연삭기, 및 중심 공작물 영역을 지지 및 측정하기 위한 방법 | |
| JP5395570B2 (ja) | 円筒研削方法及び装置 | |
| JP4998078B2 (ja) | 研削盤および非真円形状または偏心形状のワークの研削方法 | |
| JP7368215B2 (ja) | 工作機械及びワーク加工部の形状測定方法 | |
| JP2013129027A (ja) | 研削異常監視方法および研削異常監視装置 | |
| JP3840389B2 (ja) | 加工方法および加工装置 | |
| JP5401858B2 (ja) | 研削盤および研削方法 | |
| JP5440159B2 (ja) | ワークの研削方法及び研削盤 | |
| JP2009113161A (ja) | 研削方法および研削装置 | |
| JP4940904B2 (ja) | かつぎ量計測装置 | |
| JP5821617B2 (ja) | 研削状態判定方法および研削状態判定装置 | |
| JP2020153941A (ja) | 表面性状推定装置、加工装置、及び、表面性状推定方法 | |
| JP6077313B2 (ja) | 立形研削盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6620436 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |