JP2017014538A - 耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 - Google Patents
耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2017014538A JP2017014538A JP2015128872A JP2015128872A JP2017014538A JP 2017014538 A JP2017014538 A JP 2017014538A JP 2015128872 A JP2015128872 A JP 2015128872A JP 2015128872 A JP2015128872 A JP 2015128872A JP 2017014538 A JP2017014538 A JP 2017014538A
- Authority
- JP
- Japan
- Prior art keywords
- stainless steel
- surface smoothness
- steel sheet
- austenitic stainless
- heat resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
(1)質量%で、C:0.005〜0.20%、Si:0.1〜4.0%、Mn:0.1〜4.0%、P:0.01〜0.05%、S:0.0001〜0.010%、Ni:5〜25%、Cr:15〜30%、N:0.01〜0.30%、Al:0.005〜1.0%、Cu:0.1〜3.0%を含有し、残部がFe及び不可避的不純物からなり、介在物清浄度が0.025%以下、結晶粒度番号が6以上、表面粗度が中心線平均粗さ(Ra)で0.06μm以下であることを特徴とする耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
(2)前記鋼板が、更に、質量%で、Mo:0.01〜3.0%、V:0.05〜0.5%、Ti:0.005〜0.3%、Nb:0.005〜0.3%、B:0.0002〜0.0050%、Ca:0.0005〜0.010%、の1種又は2種以上を含有することを特徴とする請求項1記載の耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
(3)前記鋼板が、更に、質量%で、W:0.10〜3.00%、Zr:0.05〜0.30%、Sn:0.01〜0.50%、Co:0.03〜0.30%、Mg:0.0002〜0.010%、Sb:0.005〜0.50%、REM:0.001〜0.2%、Ga:0.0002〜0.3%の1種又は2種以上を含有することを特徴とする請求項1又は2に記載の耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
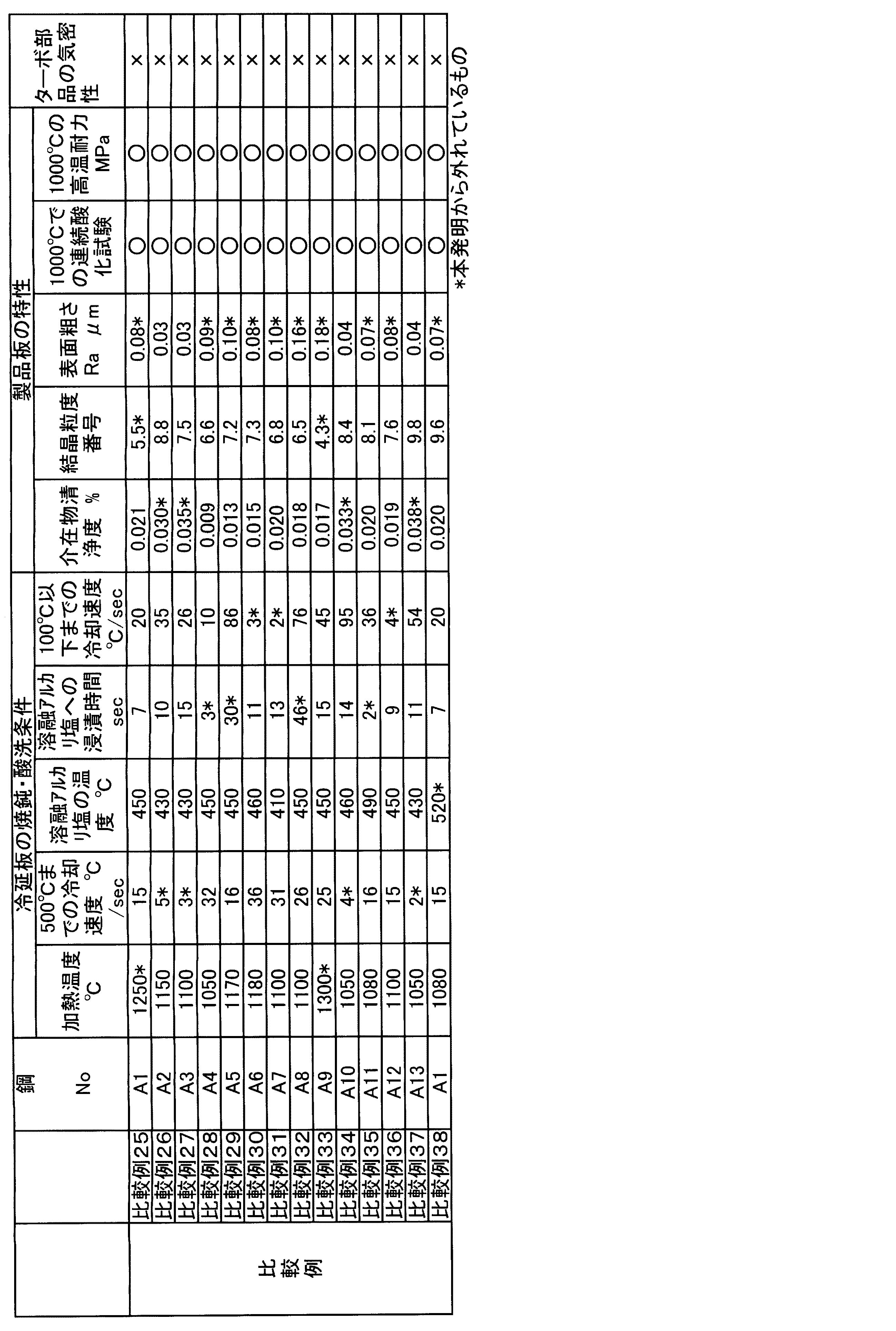
(4)請求項1〜3のいずれか1項に記載されたステンレス鋼板を製造する際、冷延後の焼鈍工程において、1000〜1200℃に加熱後、500℃までの冷却速度を10℃/sec以上とし、400〜500℃に保持された溶融アルカリ塩に5〜20sec浸漬された後に、100℃以下まで10℃/sec以上の冷却速度で冷却されることを特徴とする耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板の製造方法。
以下の含有量の数値はすべて質量%での数値である。
Cは、オーステナイト組織形成と高温強度の確保のために0.005%を下限とする。一方、Cr炭化物形成により耐食性、特に溶接部の粒界腐食性が著しく劣化するため、上限を0.20%とする。更に、製造コストとスケール剥離性を考慮すると0.01〜0.15%が望ましい。
Moは、耐食性を向上させる元素であるとともに、高温強度の向上に寄与する。本発明においては、固溶強化の他にMo炭化物による析出強化を活用するために下限を0.01%、上限を3.0%とする。更に、Moは高価な元素であること、上記析出物による強化安定性ならびに介在物清浄度を考慮すると、0.4〜1.6%が望ましい。
REM(希土類元素)は、一般的な定義に従う。スカンジウム (Sc)、イットリウム(Y)の2元素と、ランタン(La)からルテチウム(Lu) までの15元素(ランタノイド)の総称を指す。単独で添加しても良いし、混合物であっても良い。
Claims (4)
- 質量%で、C:0.005〜0.20%、Si:0.1〜4.0%、Mn:0.1〜4.0%、P:0.01〜0.05%、S:0.0001〜0.010%、Ni:5〜25%、Cr:15〜30%、N:0.01〜0.30%、Al:0.005〜1.0%、Cu:0.1〜3.0%を含有し、残部がFe及び不可避的不純物からなり、介在物清浄度が0.025%以下、結晶粒度番号が6以上、表面粗度が中心線平均粗さ(Ra)で0.06μm以下であることを特徴とする耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
- 前記鋼板が、更に、質量%で、Mo:0.01〜3.0%、V:0.05〜0.5%、Ti:0.005〜0.3%、Nb:0.005〜0.3%、B:0.0002〜0.0050%、Ca:0.0005〜0.010%の1種又は2種以上を含有することを特徴とする請求項1記載の耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
- 前記鋼板が、更に、質量%で、W:0.10〜3.00%、Zr:0.05〜0.30%、Sn:0.01〜0.50%、Co:0.03〜0.30%、Mg:0.0002〜0.010%、Sb:0.005〜0.50%、REM:0.001〜0.2%、Ga:0.0002〜0.3%の1種又は2種以上を含有することを特徴とする請求項1又は2に記載の耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板。
- 請求項1〜3のいずれか1項に記載のステンレス鋼板を製造する際、冷延後の焼鈍工程において、1000〜1200℃に加熱後、500℃までの冷却速度を10℃/sec以上とし、400〜500℃に保持された溶融アルカリ塩に5〜20sec浸漬された後に、100℃以下まで10℃/sec以上の冷却速度で冷却されることを特徴とする耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015128872A JP6621254B2 (ja) | 2015-06-26 | 2015-06-26 | 耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015128872A JP6621254B2 (ja) | 2015-06-26 | 2015-06-26 | 耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017014538A true JP2017014538A (ja) | 2017-01-19 |
| JP6621254B2 JP6621254B2 (ja) | 2019-12-18 |
Family
ID=57830037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015128872A Active JP6621254B2 (ja) | 2015-06-26 | 2015-06-26 | 耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6621254B2 (ja) |
Cited By (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018115385A (ja) * | 2017-01-20 | 2018-07-26 | 新日鐵住金ステンレス株式会社 | 排気部品用オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品およびその製造方法 |
| CN108396223A (zh) * | 2018-03-29 | 2018-08-14 | 东北大学 | 一种超级奥氏体不锈钢及其合金成分优化设计方法 |
| WO2018181570A1 (ja) * | 2017-03-31 | 2018-10-04 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス厚鋼板およびその製造方法 |
| CN108728768A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种食品加工容器或管道用强抗菌不锈钢 |
| CN108728771A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的高抗菌性能奥氏体不锈钢 |
| CN108728759A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于食品加工工业领域的奥氏体抗菌不锈钢 |
| CN108728762A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种具备快速杀菌性能的奥氏体抗菌不锈钢 |
| CN108728766A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于建筑及装饰用品的高抗菌性能奥氏体不锈钢 |
| CN108728734A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种电器设备用抗菌不锈钢 |
| CN108728735A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于食品加工工业领域的超高抗菌性奥氏体不锈钢 |
| CN108728769A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种强抗菌奥氏体不锈钢 |
| CN108728736A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种食品类加工容器用抗菌不锈钢 |
| CN108728773A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的超高抗菌性能奥氏体不锈钢 |
| CN108728767A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种扶手或把手用抗菌不锈钢 |
| CN108728761A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于卫浴设备的高抗菌性能奥氏体不锈钢 |
| CN108728760A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于厨房用品的强抗菌奥氏体不锈钢 |
| CN108728772A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种在空气环境使用的抗菌不锈钢 |
| CN108728774A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于口腔领域的医用奥氏体抗菌不锈钢 |
| CN108728770A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于医用植入支架的超高抗菌性能奥氏体不锈钢 |
| CN108728765A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的强抗菌奥氏体不锈钢 |
| CN108728764A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种骨科植入物用抗菌不锈钢 |
| JP2019002030A (ja) * | 2017-06-12 | 2019-01-10 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品 |
| JP2019031717A (ja) * | 2017-08-08 | 2019-02-28 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス鋼およびその製造方法、ならびに燃料改質器および燃焼器の部材 |
| WO2019054390A1 (ja) * | 2017-09-13 | 2019-03-21 | コベルコ鋼管株式会社 | オーステナイト系ステンレス鋼及びその製造方法 |
| JP2019143186A (ja) * | 2018-02-19 | 2019-08-29 | 日鉄ステンレス株式会社 | 排気部品用オーステナイト系ステンレス鋼板および排気部品ならびに排気部品用オーステナイト系ステンレス鋼板の製造方法 |
| JP2019149353A (ja) * | 2018-02-28 | 2019-09-05 | トヨタ自動車株式会社 | ステンレス鋼基材、燃料電池用セパレータ及び燃料電池 |
| CN110578088A (zh) * | 2019-09-02 | 2019-12-17 | 特冶(北京)科技发展有限公司 | 一种耐高温气门及其生产方法 |
| CN110669986A (zh) * | 2019-10-17 | 2020-01-10 | 浦项(张家港)不锈钢股份有限公司 | 一种310s不锈钢制备方法及310s不锈钢 |
| JP2020147770A (ja) * | 2019-03-11 | 2020-09-17 | 日鉄ステンレス株式会社 | 高温高サイクル疲労特性に優れたオーステナイト系ステンレス鋼板およびその製造方法ならびに排気部品 |
| WO2021019849A1 (ja) * | 2019-07-31 | 2021-02-04 | Jfeスチール株式会社 | 燃料電池のセパレータの基材用オーステナイト系ステンレス鋼板 |
| CN113621889A (zh) * | 2021-08-10 | 2021-11-09 | 山东盛阳金属科技股份有限公司 | 一种n06600铁镍基合金热连轧板卷及其酸洗工艺 |
| JP2022003160A (ja) * | 2020-06-23 | 2022-01-11 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼 |
| JP2022067816A (ja) * | 2020-10-21 | 2022-05-09 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| EP3862452A4 (en) * | 2018-10-04 | 2022-06-29 | Nippon Steel Corporation | Austenitic stainless steel sheet and method for producing same |
| JP2022155341A (ja) * | 2021-03-30 | 2022-10-13 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼材及びその製造方法、並びに耐食性部材 |
| JP2022181633A (ja) * | 2021-05-26 | 2022-12-08 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼材及びその製造方法、並びに加工製品 |
| JP2023087304A (ja) * | 2021-12-13 | 2023-06-23 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| CN116287948A (zh) * | 2022-11-18 | 2023-06-23 | 烟台华新不锈钢有限公司 | 一种高压锅炉用不锈钢的制备方法 |
| CN116590607A (zh) * | 2022-02-14 | 2023-08-15 | 大同特殊钢株式会社 | 奥氏体不锈钢和耐氢部件 |
| EP4130322A4 (en) * | 2020-03-30 | 2025-07-30 | Nippon Steel Stainless Steel Corp | AUSTENITIC STAINLESS STEEL |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110218852B (zh) * | 2019-06-24 | 2020-12-22 | 浦项(张家港)不锈钢股份有限公司 | 一种301不锈钢生产方法和301不锈钢及应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001059141A (ja) * | 1999-08-18 | 2001-03-06 | Sumitomo Metal Ind Ltd | オーステナイト系ステンレス鋼および自動車排気系部品 |
| JP2005290501A (ja) * | 2004-04-01 | 2005-10-20 | Nippon Steel & Sumikin Stainless Steel Corp | 表面光沢に優れるステンレス鋼板の製造方法 |
-
2015
- 2015-06-26 JP JP2015128872A patent/JP6621254B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001059141A (ja) * | 1999-08-18 | 2001-03-06 | Sumitomo Metal Ind Ltd | オーステナイト系ステンレス鋼および自動車排気系部品 |
| JP2005290501A (ja) * | 2004-04-01 | 2005-10-20 | Nippon Steel & Sumikin Stainless Steel Corp | 表面光沢に優れるステンレス鋼板の製造方法 |
Cited By (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018115385A (ja) * | 2017-01-20 | 2018-07-26 | 新日鐵住金ステンレス株式会社 | 排気部品用オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品およびその製造方法 |
| CN110520549A (zh) * | 2017-03-31 | 2019-11-29 | 日铁不锈钢株式会社 | 奥氏体系不锈钢厚钢板及其制造方法 |
| WO2018181570A1 (ja) * | 2017-03-31 | 2018-10-04 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス厚鋼板およびその製造方法 |
| JPWO2018181570A1 (ja) * | 2017-03-31 | 2020-03-26 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス厚鋼板およびその製造方法 |
| JP2019002030A (ja) * | 2017-06-12 | 2019-01-10 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品 |
| JP2019031717A (ja) * | 2017-08-08 | 2019-02-28 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス鋼およびその製造方法、ならびに燃料改質器および燃焼器の部材 |
| WO2019054390A1 (ja) * | 2017-09-13 | 2019-03-21 | コベルコ鋼管株式会社 | オーステナイト系ステンレス鋼及びその製造方法 |
| KR102342675B1 (ko) * | 2017-09-13 | 2021-12-23 | 마루이치 스테인레스 고칸 가부시키가이샤 | 오스테나이트계 스테인리스강 및 그 제조 방법 |
| JPWO2019054390A1 (ja) * | 2017-09-13 | 2020-07-16 | コベルコ鋼管株式会社 | オーステナイト系ステンレス鋼及びその製造方法 |
| CN111094611A (zh) * | 2017-09-13 | 2020-05-01 | 神钢特殊钢管株式会社 | 奥氏体系不锈钢及其制造方法 |
| KR20200033903A (ko) * | 2017-09-13 | 2020-03-30 | 코베루코 고칸 가부시키가이샤 | 오스테나이트계 스테인리스강 및 그 제조 방법 |
| JP7050520B2 (ja) | 2018-02-19 | 2022-04-08 | 日鉄ステンレス株式会社 | 排気部品用オーステナイト系ステンレス鋼板および排気部品ならびに排気部品用オーステナイト系ステンレス鋼板の製造方法 |
| JP2019143186A (ja) * | 2018-02-19 | 2019-08-29 | 日鉄ステンレス株式会社 | 排気部品用オーステナイト系ステンレス鋼板および排気部品ならびに排気部品用オーステナイト系ステンレス鋼板の製造方法 |
| JP2019149353A (ja) * | 2018-02-28 | 2019-09-05 | トヨタ自動車株式会社 | ステンレス鋼基材、燃料電池用セパレータ及び燃料電池 |
| JP7172056B2 (ja) | 2018-02-28 | 2022-11-16 | トヨタ自動車株式会社 | ステンレス鋼基材、燃料電池用セパレータ及び燃料電池 |
| CN108396223A (zh) * | 2018-03-29 | 2018-08-14 | 东北大学 | 一种超级奥氏体不锈钢及其合金成分优化设计方法 |
| CN108728735B (zh) * | 2018-04-04 | 2019-12-27 | 中国科学院金属研究所 | 一种应用于食品加工工业领域的超高抗菌性奥氏体不锈钢 |
| CN108728766A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于建筑及装饰用品的高抗菌性能奥氏体不锈钢 |
| CN108728770A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于医用植入支架的超高抗菌性能奥氏体不锈钢 |
| CN108728765A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的强抗菌奥氏体不锈钢 |
| CN108728764A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种骨科植入物用抗菌不锈钢 |
| CN108728772A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种在空气环境使用的抗菌不锈钢 |
| CN108728760A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于厨房用品的强抗菌奥氏体不锈钢 |
| CN108728761A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于卫浴设备的高抗菌性能奥氏体不锈钢 |
| CN108728767A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种扶手或把手用抗菌不锈钢 |
| CN108728773A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的超高抗菌性能奥氏体不锈钢 |
| CN108728736A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种食品类加工容器用抗菌不锈钢 |
| CN108728768A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种食品加工容器或管道用强抗菌不锈钢 |
| CN108728764B (zh) * | 2018-04-04 | 2019-12-27 | 中国科学院金属研究所 | 一种骨科植入物用抗菌不锈钢 |
| CN108728766B (zh) * | 2018-04-04 | 2019-12-27 | 中国科学院金属研究所 | 一种应用于建筑及装饰用品的高抗菌性能奥氏体不锈钢 |
| CN108728769A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种强抗菌奥氏体不锈钢 |
| CN108728773B (zh) * | 2018-04-04 | 2019-12-27 | 中国科学院金属研究所 | 一种应用于化工生产的超高抗菌性能奥氏体不锈钢 |
| CN108728771A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于化工生产的高抗菌性能奥氏体不锈钢 |
| CN108728734B (zh) * | 2018-04-04 | 2020-02-11 | 中国科学院金属研究所 | 一种电器设备用抗菌不锈钢 |
| CN108728771B (zh) * | 2018-04-04 | 2020-02-11 | 中国科学院金属研究所 | 一种应用于化工生产的高抗菌性能奥氏体不锈钢 |
| CN108728770B (zh) * | 2018-04-04 | 2020-02-18 | 中国科学院金属研究所 | 一种应用于医用植入支架的超高抗菌性能奥氏体不锈钢 |
| CN108728736B (zh) * | 2018-04-04 | 2020-02-18 | 中国科学院金属研究所 | 一种食品类加工容器用抗菌不锈钢 |
| CN108728735A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于食品加工工业领域的超高抗菌性奥氏体不锈钢 |
| CN108728734A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种电器设备用抗菌不锈钢 |
| CN108728774A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于口腔领域的医用奥氏体抗菌不锈钢 |
| CN108728762A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种具备快速杀菌性能的奥氏体抗菌不锈钢 |
| CN108728759A (zh) * | 2018-04-04 | 2018-11-02 | 中国科学院金属研究所 | 一种应用于食品加工工业领域的奥氏体抗菌不锈钢 |
| EP3862452A4 (en) * | 2018-10-04 | 2022-06-29 | Nippon Steel Corporation | Austenitic stainless steel sheet and method for producing same |
| JP2020147770A (ja) * | 2019-03-11 | 2020-09-17 | 日鉄ステンレス株式会社 | 高温高サイクル疲労特性に優れたオーステナイト系ステンレス鋼板およびその製造方法ならびに排気部品 |
| JP7270419B2 (ja) | 2019-03-11 | 2023-05-10 | 日鉄ステンレス株式会社 | 高温高サイクル疲労特性に優れたオーステナイト系ステンレス鋼板およびその製造方法ならびに排気部品 |
| JP7021706B2 (ja) | 2019-07-31 | 2022-02-17 | Jfeスチール株式会社 | 燃料電池のセパレータの基材用オーステナイト系ステンレス鋼板 |
| JPWO2021019849A1 (ja) * | 2019-07-31 | 2021-09-13 | Jfeスチール株式会社 | 燃料電池のセパレータの基材用オーステナイト系ステンレス鋼板 |
| WO2021019849A1 (ja) * | 2019-07-31 | 2021-02-04 | Jfeスチール株式会社 | 燃料電池のセパレータの基材用オーステナイト系ステンレス鋼板 |
| CN110578088A (zh) * | 2019-09-02 | 2019-12-17 | 特冶(北京)科技发展有限公司 | 一种耐高温气门及其生产方法 |
| CN110669986A (zh) * | 2019-10-17 | 2020-01-10 | 浦项(张家港)不锈钢股份有限公司 | 一种310s不锈钢制备方法及310s不锈钢 |
| CN110669986B (zh) * | 2019-10-17 | 2021-09-07 | 浦项(张家港)不锈钢股份有限公司 | 一种310s不锈钢制备方法及310s不锈钢 |
| EP4130322A4 (en) * | 2020-03-30 | 2025-07-30 | Nippon Steel Stainless Steel Corp | AUSTENITIC STAINLESS STEEL |
| JP2022003160A (ja) * | 2020-06-23 | 2022-01-11 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼 |
| JP2022067816A (ja) * | 2020-10-21 | 2022-05-09 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| JP7616857B2 (ja) | 2020-10-21 | 2025-01-17 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| JP2022155341A (ja) * | 2021-03-30 | 2022-10-13 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼材及びその製造方法、並びに耐食性部材 |
| JP7685855B2 (ja) | 2021-03-30 | 2025-05-30 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼材及びその製造方法、並びに耐食性部材 |
| JP2022181633A (ja) * | 2021-05-26 | 2022-12-08 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼材及びその製造方法、並びに加工製品 |
| CN113621889A (zh) * | 2021-08-10 | 2021-11-09 | 山东盛阳金属科技股份有限公司 | 一种n06600铁镍基合金热连轧板卷及其酸洗工艺 |
| JP2023087304A (ja) * | 2021-12-13 | 2023-06-23 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| JP7827957B2 (ja) | 2021-12-13 | 2026-03-11 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| CN116590607A (zh) * | 2022-02-14 | 2023-08-15 | 大同特殊钢株式会社 | 奥氏体不锈钢和耐氢部件 |
| CN116287948A (zh) * | 2022-11-18 | 2023-06-23 | 烟台华新不锈钢有限公司 | 一种高压锅炉用不锈钢的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6621254B2 (ja) | 2019-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6621254B2 (ja) | 耐熱性と表面平滑性に優れた排気部品用オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP6541869B2 (ja) | 耐熱性と加工性に優れた排気部品用オーステナイト系ステンレス鋼板およびターボチャージャー部品と、排気部品用オーステナイト系ステンレス鋼板の製造方法 | |
| JP6552385B2 (ja) | 耐熱性と加工性に優れたオーステナイト系ステンレス鋼板とその製造方法、および当該ステンレス鋼製排気部品 | |
| JP6879877B2 (ja) | 耐熱性に優れたオーステナイト系ステンレス鋼板及びその製造方法 | |
| TWI465587B (zh) | 耐氧化性優異之肥粒鐵系不鏽鋼 | |
| JP7166082B2 (ja) | オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP6746035B1 (ja) | オーステナイト系ステンレス鋼板 | |
| CN103874779B (zh) | 铁素体系不锈钢 | |
| KR102306578B1 (ko) | 페라이트계 스테인리스 강판 및 그 제조 방법, 및, 배기 부품 | |
| JP6768929B2 (ja) | 高温耐摩耗性に優れたフェライト系ステンレス鋼、フェライト系ステンレス鋼板の製造方法、排気部品、高温摺動部品、およびターボチャージャー部品 | |
| CN110462084A (zh) | 低比重铁素体系不锈钢板及其制造方法 | |
| WO2016159011A1 (ja) | 断続酸化特性に優れた排気系部品用ステンレス鋼板及び排気系部品 | |
| JP6866241B2 (ja) | オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品 | |
| EP2857538B1 (en) | Ferritic stainless steel | |
| JP6778621B2 (ja) | 排気部品用オーステナイト系ステンレス鋼板およびその製造方法、ならびに排気部品およびその製造方法 | |
| JP7270445B2 (ja) | 高温高サイクル疲労特性に優れたオーステナイト系ステンレス鋼板およびその製造方法ならびに排気部品 | |
| JP7558078B2 (ja) | フェライト系ステンレス鋼板 | |
| JP2020147770A (ja) | 高温高サイクル疲労特性に優れたオーステナイト系ステンレス鋼板およびその製造方法ならびに排気部品 | |
| CN110088324A (zh) | 铁素体系不锈钢 | |
| WO2025225030A1 (ja) | Fe-Cr-Ni鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6621254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |