JP2017017920A - ロータの製造方法及びロータ - Google Patents
ロータの製造方法及びロータ Download PDFInfo
- Publication number
- JP2017017920A JP2017017920A JP2015134252A JP2015134252A JP2017017920A JP 2017017920 A JP2017017920 A JP 2017017920A JP 2015134252 A JP2015134252 A JP 2015134252A JP 2015134252 A JP2015134252 A JP 2015134252A JP 2017017920 A JP2017017920 A JP 2017017920A
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- rotor
- rotor core
- magnetic powder
- recess
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/105—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing inorganic lubricating or binding agents, e.g. metal salts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
- B22F7/04—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0273—Imparting anisotropy
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/28—Means for mounting or fastening rotating magnetic parts on to, or to, the rotor structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0008—Magnetic or paramagnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/7498—Rotors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/059—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/06—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/08—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/083—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together in a bonding agent
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2201/00—Specific aspects not provided for in the other groups of this subclass relating to the magnetic circuits
- H02K2201/09—Magnetic cores comprising laminations characterised by being fastened by caulking
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】磁石の体積比を向上することにより、モータ性能を向上できるロータの製造方法を提供する。【解決手段】ロータ(1)は、軸線方向両側に開口する磁石用凹所(13)を有するロータコア(10)と、磁石用凹所(13)に配置される磁石(30)とを備える。このロータ(1)の製造方法は、少なくとも磁粉(31)を含む磁石(30)の素材を磁石用凹所(13)に配置する配置工程(S42)と、ロータコア(10)を成形型の一部として用い、パンチ部材(54,55)により磁石用凹所(13)内において磁石(30)の素材をロータ(1)の軸線方向に圧縮して成形体を成形する成形工程(S43)とを備える。【選択図】図2
Description
本発明は、ロータの製造方法及びロータに関するものである。
特許文献1には、複数の電磁鋼板を積層して形成されるロータコアの磁石挿入孔に、磁石を挿入すると共に、結着剤としての樹脂材を充填することで、ロータコアに磁石を保持させることが記載されている。特許文献2には、各電磁鋼板に凹凸面を形成して、凹部と凸部とのカシメにより、複数の電磁鋼板を結合することが記載されている。また、磁粉を加圧成形してなる圧粉成形体の製造方法が、特許文献3に記載されている。当該製造方法は、筒状のダイ(固定型)のキャビティに磁粉を充填し、第一、第二パンチにより加圧して、圧粉成形体を製造する。
しかし、特許文献1の製造方法においては、ロータコアの磁石挿入孔に結着剤としての樹脂材を充填可能な程度に、磁石挿入孔と磁石との間に隙間を形成する必要がある。さらに、磁石挿入孔に磁石を挿入しやすくするために、磁石の外形が磁石挿入孔よりある程度小さくする必要がある。さらに、磁石を形成する場合に、金型からの離型性を考慮して、外周面を傾斜した形状に形成することも必要となる。これらの理由により、ロータコアに対する磁石の体積比が小さくなってしまう。そのため、磁石の体積比を大きくすることにより、モータの性能の向上が求められる。
本発明は、磁石の体積比を向上することにより、モータ性能を向上できるロータの製造方法及びロータを提供することを目的とする。
(1.ロータの製造方法)
本発明に係るロータの製造方法は、軸線方向両側に開口する磁石用凹所を有するロータコアと、前記磁石用凹所に配置される磁石と、を備えるロータの製造方法であって、少なくとも磁粉を含む前記磁石の素材を前記磁石用凹所に配置する配置工程と、前記ロータコアを成形型の一部として用い、パンチ部材により前記磁石用凹所内において前記素材を前記ロータの軸線方向に圧縮して成形体を成形する成形工程とを備える。
本発明に係るロータの製造方法は、軸線方向両側に開口する磁石用凹所を有するロータコアと、前記磁石用凹所に配置される磁石と、を備えるロータの製造方法であって、少なくとも磁粉を含む前記磁石の素材を前記磁石用凹所に配置する配置工程と、前記ロータコアを成形型の一部として用い、パンチ部材により前記磁石用凹所内において前記素材を前記ロータの軸線方向に圧縮して成形体を成形する成形工程とを備える。
本発明によれば、成形工程において、ロータコア自身を成形型の一部として用いて、磁石の素材を圧縮して成形体を成形する。その後に、成形された磁石は、ロータコアから離脱させる必要はなく、ロータコアに配置された状態のまま、ロータが製造できる。つまり、従来のように、ロータコアと磁石の間に隙間を設ける必要はない。従って、ロータコアに対する磁石の体積比を高めることができ、結果として、モータ性能を高めることができる。
(2.ロータ)
本発明のロータは、上述したロータの製造方法により製造されるロータである。本発明によれば、上述したロータの製造方法による効果と同様の効果を奏する。
本発明のロータは、上述したロータの製造方法により製造されるロータである。本発明によれば、上述したロータの製造方法による効果と同様の効果を奏する。
(1.ロータ1の概要)
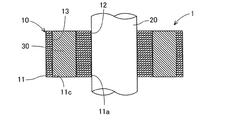
本実施形態のロータ1は、IPMモータのロータ及びSPMモータのロータに適用される。ロータ1は、IPMモータのロータに好適に用いられる。ロータ1は、図1に示すように、ロータコア10と、軸部材20と、磁石30とを備える。ロータコア10は、複数の電磁鋼板11を積層して形成される。複数の電磁鋼板11は、カシメによって結合される。軸部材20は、モータの出力軸であり、ロータコア10の中心孔12に圧入される。本実施形態においては、ロータコア10の中心孔12及び軸部材20とは、スプライン嵌合される。磁石30は、ロータコア10の複数の磁石用凹所13に配置される。各磁石用凹所13は、中心孔12と外周面との間に、軸線方向両側に開口するように貫通形成される。
本実施形態のロータ1は、IPMモータのロータ及びSPMモータのロータに適用される。ロータ1は、IPMモータのロータに好適に用いられる。ロータ1は、図1に示すように、ロータコア10と、軸部材20と、磁石30とを備える。ロータコア10は、複数の電磁鋼板11を積層して形成される。複数の電磁鋼板11は、カシメによって結合される。軸部材20は、モータの出力軸であり、ロータコア10の中心孔12に圧入される。本実施形態においては、ロータコア10の中心孔12及び軸部材20とは、スプライン嵌合される。磁石30は、ロータコア10の複数の磁石用凹所13に配置される。各磁石用凹所13は、中心孔12と外周面との間に、軸線方向両側に開口するように貫通形成される。
(2.ロータ1の製造方法)
ロータ1の製造方法について、図2〜図12を参照して説明する。ロータ1の製造方法は、磁石30の素材を生成する磁石30の素材生成工程(ステップS10)、ロータコア10を形成するロータコア10の形成工程(ステップS20)、ロータコア10に軸部材20を挿入する軸部材20の挿入工程(ステップS31)、続いてロータコア10にて磁石30を形成する磁石30の形成工程(ステップS41〜S45)を備える。
ロータ1の製造方法について、図2〜図12を参照して説明する。ロータ1の製造方法は、磁石30の素材を生成する磁石30の素材生成工程(ステップS10)、ロータコア10を形成するロータコア10の形成工程(ステップS20)、ロータコア10に軸部材20を挿入する軸部材20の挿入工程(ステップS31)、続いてロータコア10にて磁石30を形成する磁石30の形成工程(ステップS41〜S45)を備える。
(2−1.磁石30の素材生成工程(ステップS11〜S15))
磁石30の素材生成工程(ステップS10)について、図2のステップS11〜S15、図3A、図3B及び図4を参照して説明する。図2のステップS11に示すように、磁石30の素材の一つである磁粉31を準備する。
磁石30の素材生成工程(ステップS10)について、図2のステップS11〜S15、図3A、図3B及び図4を参照して説明する。図2のステップS11に示すように、磁石30の素材の一つである磁粉31を準備する。
磁粉31は、磁性材料の粒子の集合体である粉末が用いられる。磁粉31の磁性材料は、限定されるものではないが、硬磁性体よりなることが好ましい。硬磁性体としては、例えば、フェライト磁石,Al−Ni−Co系磁石,希土類元素を含む希土類磁石,窒化鉄磁石を挙げることができる。
硬磁性体の磁粉31としては、Fe−N系化合物,R−Fe−N系化合物(R:希土類元素)の一種以上よりなる化合物を用いることが好ましい。なお、Rで示される希土類元素としては、いわゆる希土類元素として知られている元素(Sc,Y,La,Ce,Pr,Nd,Pm,Sm,Eu,Gd,Tb,Dy,Ho,Er,Tm,Yb,Lu,Ac,Th,Pa,U,Np,Pu,Am,Cm,Bk,Cf,Es,Fm,Md,No,Lr)であればよく、Dy以外の希土類元素(R:Dyを除く希土類元素)であることがより好ましい。これらのうち、特に軽希土類元素がさらに好ましく、その中でもSmが最も好適である。ここでいう軽希土類元素は、ランタノイドの中で、Gdよりも原子量が小さい元素、すなわちLa〜Euである。Fe−N系化合物は、窒化鉄磁石に含まれる。R−Fe−N系化合物は、希土類磁石に含まれる。
磁粉31は、Fe−N系化合物,R−Fe−N系化合物であれば具体的な組成は限定されない。磁粉31は、Sm2Fe17N3、又はFe16N2の粉末が最も好ましい。
磁粉31は、Fe−N系化合物,R−Fe−N系化合物であれば具体的な組成は限定されない。磁粉31は、Sm2Fe17N3、又はFe16N2の粉末が最も好ましい。
磁粉31は、その粒子径(平均粒径)が限定されるものではない。平均粒径(D50)が2〜5μm程度であることが好ましい。また、磁粉31には、粒子表面の全てに酸化膜が形成されていないものを用いる。
図2のステップS12に示すように、潤滑剤32を準備する。潤滑剤32は、通常の条件下(大気雰囲気下、常温)で固体の物質(固体潤滑剤)を好適に用いることができる。本実施形態では、潤滑剤32には、粉末状の潤滑剤を用いる。
潤滑剤32には、金属石けん系の潤滑剤(固体潤滑剤粉末)を用いる。潤滑剤32として、例えば、ステアリン酸亜鉛などのステアリン酸系金属の粉末を用いる。潤滑剤32の粉末の平均粒径(D50)は、10μm程度である。ここで、潤滑剤32の平均粒径は、磁粉31の平均粒径より大きいことが好ましい。潤滑剤32の比重は、磁粉31の比重より小さい。そのため、潤滑剤32の初期状態の大きさをある程度大きくすることで、潤滑剤32の1粒あたりの質量を大きくすることができ、後述のステップS13の工程で混合する際に潤滑剤32が舞い散ることを抑制できる。
磁粉31と潤滑剤32の混合割合は、任意に設定できる。磁粉31と潤滑剤32の混合割合は、体積割合で、磁粉31:80〜90体積%、潤滑剤32:5〜15体積%とすることが好ましい。なお、潤滑剤は固体物質に限られない。例えば後述する結着剤としての熱硬化型シリコーン組成物を潤滑剤及び結着剤として併用することもできる。また、磁粉31と潤滑剤32以外に、添加剤を添加しても良い。添加剤としては、その後の加熱により消失する有機溶剤等の添加剤を挙げることができる。
図2のステップS13に示すように、先の2つの工程で準備した磁粉31と潤滑剤32を混合して混合粉を得る。混合粉31,32を形成する方法は、図3Aに示したように、混合用容器36にて、磁粉31と潤滑剤32をすり潰しながら混合する。すり潰しながら混合することにより、図3Bに示したように、結合強度の低い潤滑剤32が細分化され、潤滑剤32の粒径が全体的に小さくなる。本工程の終了時には、粒子の大きさが異なる潤滑剤32が存在している。
更に、混合粉31,32は、磁粉31だけによる塊状の部分を少なくすること(磁粉31の二次粒子を解砕すること)ができ、潤滑剤32の大きさを小さくできる。つまり、磁粉31の各粒子に近接した位置に、細かくされた潤滑剤32を存在させることができる。
続いて、図2のステップS14に示すように、混合粉31,32を加熱して磁粉31の表面に吸着膜33を形成する。先の工程(ステップS13)で混合した磁粉31と潤滑剤32の混合粉31,32を、加熱温度T1で加熱して、磁粉31の表面に潤滑剤32の吸着膜33を形成する。このときの混合粉31,32の加熱温度T1は、磁粉31の分解温度T2未満であって、潤滑剤32の融点T3以上の温度である(T3≦T1<T2)。
混合粉31,32を、加熱温度T1で加熱すると、磁粉31が分解することなく、潤滑剤32が溶融する。溶融した潤滑剤32は、磁粉31の粒子の表面に沿って流動し、磁粉31の表面を被覆する。そして、磁粉31の表面に吸着膜33を形成(生成)する。
加熱温度T1での加熱時間は、混合粉31,32に付与される熱量によるため、限定されるものではない。つまり、加熱温度T1が高温になれば、混合粉31,32に与えられる時間あたりの熱量が増加するため、加熱時間を短くできる。また、加熱温度T1が比較的低い温度である場合には、加熱時間を長くすることが好ましい。
加熱温度T1と加熱時間について、混合粉31,32に付与される熱量が大きくなるほど、磁粉31の表面に凝集した吸着膜33を生成でき、後の加圧成形工程(ステップS43)で被膜切れを生じなくなる。
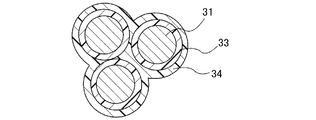
続いて、図1のステップS15に示すように、吸着膜33が形成された磁粉31の表面に、例えば、シリコーン組成物よりなる未硬化の結着剤34を配する。この結着剤34は、室温でゲル状〜液体状であり、流動性を持つ。結着剤34を磁粉31と混合することで、結着剤34が磁粉31(の粒子)の表面に配される。この状態では、図4に断面を模式図で示したように、隣接する磁粉31の粒子同士の間に結着剤34が介在する。ただし、この状態においては、結着剤34が全ての磁粉31同士を結着するように存在しているのではなく、一部の磁粉31同士の間に介在しているだけである。つまり、この時点における磁石の素材は、粉体状で存在しており、ボンド磁石の素材のように射出成形が可能な流動状態を示すものとは異なる。
結着剤34のシリコーン組成物としては、シロキサン結合による主骨格を持つ組成物を用いることができる。より具体的には、シリコーン組成物としてシリコーン樹脂を用いる。シリコーン組成物は、磁粉31の表面に配されるときは未硬化(ゲル状〜液体状)で、その後の工程で硬化する。熱硬化型のシリコーン組成物は、硬化温度(硬化開始温度)T4が、磁粉31の分解温度T2未満である。
結着剤34の混合割合は、任意に設定できる。例えば、磁粉31(吸着膜33が形成された状態)の体積を100vol%としたときに、5〜15vol%とすることができ、8〜12vol%とすることがより好ましい。なお、結着剤34を硬化する方法は限定されない。例えば、加熱、紫外線の照射、水等の反応開始剤を接触させて硬化を開始する等の方法でも構わない。
(2−2.ロータコア10の形成工程(ステップS21〜S22))
ロータコア10の形成工程(ステップS20)について、図2のS21〜S22、及び、図5A,図5B,図6〜図7を参照して説明する。ロータコア10は、上述したように、複数の電磁鋼板11を積層して形成される。
ロータコア10の形成工程(ステップS20)について、図2のS21〜S22、及び、図5A,図5B,図6〜図7を参照して説明する。ロータコア10は、上述したように、複数の電磁鋼板11を積層して形成される。
電磁鋼板11は、平板状の鋼板をプレス加工することによって、図5A及び図5Bに示す形状に形成される(図2のS21)。電磁鋼板11は、外周面を円形に形成される。電磁鋼板11の中心には、中心孔11aが、打ち抜き加工によってスプライン状に形成される。さらに、電磁鋼板11には、中心孔11aと外周面との間に、周方向に複数の凹所11cが、打ち抜き加工によって等角度間隔で貫通形成される。つまり、凹所11cは、電磁鋼板11の軸線方向に貫通し且つ軸線方向周りを囲まれた貫通孔である。なお、本実施形態においては、各凹所11cは、径方向外方に開口するV字形状に形成されるが、他の形状でもよい。
中心孔11a及び凹所11cの打ち抜き加工による打ち抜き方向は、図5Bに示す第一方向に一致する。そのため、中心孔11aの周縁は、打ち抜き方向に向かってダレ11a1を生じる。つまり、中心孔11aの周縁における打ち抜き方向の先側に位置する面が、わずかに突出するようになるのに対して、打ち抜き方向の打ち抜き方向の手前側に位置する面がわずかに凹状になる。
さらに、支持部材40に接する電磁鋼板11は、重なり合う電磁鋼板11に結合するために、第一カシメ部11d及び第二カシメ部11eを備える。第一カシメ部11dは、周方向に隣り合う凹所11cの間の角度位置であって、凹所11cの径方向位置より径方向内側に設けられる。第一カシメ部11dは、図6に示すように、一方面11f(図6の下面)に突出して形成される凸部111と、他方面11g(図6の上面)に凹状に形成される凹部112とを備える。凸部111と凹部112とは、表裏に対応する位置に設けられる。
第二カシメ部11eは、各凹所11cのV字形状の開口部の間、すなわち、各凹所11cの径方向外方に設けられる。第二カシメ部11eは、図5Bに示すように、第一カシメ部11dと同様に凸部111と凹部112とを備える。第一カシメ部11d及び第二カシメ部11eの凸部111の突出方向は、中心孔11aの打ち抜き方向(第一方向)に一致する。
電磁鋼板11を1枚重ねる際に、カシメ部材42を第一方向に移動させ、カシメ部材42の図略の第一カシメ突起により第一カシメ部11dを形成すると共に、凹部112に凸部111を嵌合させ、図略の第二カシメ突起により第二カシメ部11eを形成すると共に凹部112に凸部111を嵌合させる。第一カシメ突起及び第二カシメ突起は、カシメ部材42の支持部材40側の面に第一方向に突出している。このようにして、図7に示すように、各電磁鋼板11が積層されて、ロータコア10が形成される(図2のS22)。このとき、重なり合う電磁鋼板11の凸部111と凹部112とが嵌合されることにより、重なり合う電磁鋼板11が結合される。
このようにして形成されたロータコア10は、各電磁鋼板11の中心孔11aを軸線方向に連続して形成されたた中心孔12を備え、さらに、各電磁鋼板11の凹所11cを軸線方向に連続して形成された磁石用凹所13を備える。
(2−3.軸部材20の挿入工程(ステップS31))
次に、ロータコア10に軸部材20の挿入工程(ステップS31)について、図2のS31及び図8を参照して説明する。ロータコア10の中心孔12に、軸部材20が挿入される(挿入工程)。ここで、軸部材20の外周面及びロータコア10の中心孔12は、スプライン状に形成される。軸部材20がロータコア10の中心孔12に挿入されることで、軸部材20の外周面とロータコア10の中心孔12がスプライン嵌合される。
次に、ロータコア10に軸部材20の挿入工程(ステップS31)について、図2のS31及び図8を参照して説明する。ロータコア10の中心孔12に、軸部材20が挿入される(挿入工程)。ここで、軸部材20の外周面及びロータコア10の中心孔12は、スプライン状に形成される。軸部材20がロータコア10の中心孔12に挿入されることで、軸部材20の外周面とロータコア10の中心孔12がスプライン嵌合される。
図8に示すように、ロータコア10の端面を支持部材40により支持した状態(規制した状態)で、軸部材20を支持部材40とは反対側からロータコア10に挿入する。ここで、図8に示すように、軸部材20のロータコア10への挿入方向は、第一方向である。すなわち、軸部材20のロータコア10への挿入方向は、電磁鋼板11の打ち抜き方向及び電磁鋼板11の凸部111の突出方向に一致する。つまり、支持部材40は、凸部111が突出する側の面11fに当接して支持する。
軸部材20がロータコア10の中心孔12に第一方向に挿入される力によって、凸部111が凹部112に入り込む方向への力が作用する。そのため、軸部材20が挿入される前に比べて、凸部111と凹部112とがより強固に結合される。つまり、上記力が、重なり合う電磁鋼板11同士の隙間が小さくなる方向に作用する。
さらに、軸部材20がロータコア10の中心孔12に第一方向に挿入される力によって、各電磁鋼板11の中心孔11aのダレ11a1の方向と軸部材20の相対移動方向とが一致する。そのため、軸部材20の挿入動作によって、重なり合う電磁鋼板11同士の隙間がより小さくなる方向に作用する。これにより、一対の電磁鋼板11間への磁粉の漏れを少なくできる。仮に、中心孔11aのダレ11a1の方向と軸部材20の相対移動方向とが逆方向であると、軸部材20がダレ11a1のエッジ部(図6の中心孔11aの下側のエッジ部)に引っ掛かり、重なり合う電磁鋼板11同士の隙間を大きくする方向に作用する可能性がある。しかし、上記方向に軸部材20を挿入することで、重なり合う電磁鋼板11同士の隙間を大きくすることはない。
(2−4.磁石の形成工程(ステップS41〜S45))
次に、磁石30の形成工程(ステップS41〜S45)について、図2のS41〜S45及び図9〜図12を参照して説明する。磁石30は、S11〜S15にて準備した磁石30の素材を用いて、ロータコア10の磁石用凹所13に配置される。ここで、磁石30の素材を加圧成形した後に加熱する必要があるが、既に形成したロータコア10自身、特に軸部材20が挿入されたロータコア10を成形型の一部として用いる。以下に、詳細に説明する。
次に、磁石30の形成工程(ステップS41〜S45)について、図2のS41〜S45及び図9〜図12を参照して説明する。磁石30は、S11〜S15にて準備した磁石30の素材を用いて、ロータコア10の磁石用凹所13に配置される。ここで、磁石30の素材を加圧成形した後に加熱する必要があるが、既に形成したロータコア10自身、特に軸部材20が挿入されたロータコア10を成形型の一部として用いる。以下に、詳細に説明する。
図2のステップS41及び図9に示すように、軸部材20が挿入されたロータコア10に対して、図略のヒータを内蔵した型51,52,53,54が配置される。まず、軸部材20が挿入されたロータコア10の外周側に、拘束型51が配置される。拘束型51は、筒状部材を周方向に複数に分割した円弧状に形成される。拘束型51がロータコア10の外周面に当接されることで、ロータコア10は径方向外方への変形が規制される。
ここで、既に説明したように、ロータコア10には軸部材20が挿入されている。つまり、軸部材20は、ロータコア10の内周側に配置される拘束型として機能する。従って、軸部材20によって、ロータコア10は、径方向内方への変形が規制される。
さらに、図9に示すように、ロータコア10の両端面のそれぞれに、押さえ型52,53が配置される。押さえ型52,53は、電磁鋼板11とほぼ同様の形状に形成される。つまり、押さえ型52,53は、磁石用凹所13と同形状の凹所52a,53aを備える。ただし、押さえ型52,53は、電磁鋼板11の第一、第二カシメ部11d,11eを有しない。押さえ型53は、第一、第二カシメ部11d,11eと干渉しないよう、これらを受け入れる図略の凹みを有している。
また、押さえ型52,53の厚みは、電磁鋼板11に比べて厚く形成される。押さえ型52,53は、図示しないが、外周側にて、拘束型51又は拘束型51に締め付ける型に、軸線方向に締結される。従って、押さえ型52,53によって、ロータコア10は軸線方向に圧縮される状態となる。
つまり、ロータコア10は、拘束型51及び軸部材20によって、径方向外方及び径方向内方への変形が規制され、押さえ型52,53によって、軸線方向への変形が規制される。さらに、磁石用凹所13と押さえ型52,53に形成される各凹所52a,53aが連通し、軸線方向両側に開口する。
続いて、下側パンチ部材54の一部が、押さえ型53の凹所53aに挿入される。つまり、下側パンチ部材54が、押さえ型53の凹所53aの開口部を閉塞する。
続いて、下側パンチ部材54の一部が、押さえ型53の凹所53aに挿入される。つまり、下側パンチ部材54が、押さえ型53の凹所53aの開口部を閉塞する。
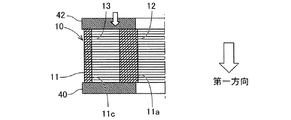
続いて、図2のステップS42及び図10に示すように、磁石30の素材が磁石用凹所13に配置される(配置工程)。この磁石30の素材は、図2のステップS11〜S15にて生成した粉体である。このとき、図10に示すように、粉体状の磁石30の素材は、ロータコア10の磁石用凹所13のみならず、押さえ型52,53の凹所52a,53aにも配置される。磁石30の素材の量は、後の成形工程において磁石30の素材である粉体間の隙間が詰められることにより磁石30の素材の体積が減少する分を考慮して、決定される。
続いて、図2のステップS43及び図11に示すように、上側パンチ部材55の一部が、押さえ型52の凹所52aに挿入される。さらに、上側パンチ部材55及び下側パンチ部材54を軸線方向に移動させることにより、磁石用凹所13内において、磁石30の素材が、磁石用凹所13の両側の開口からロータの軸線方向に圧縮されて成形体として成形される(成形工程)。上側パンチ部材55及び下側パンチ部材54による成形体の加圧、減圧を繰り返し行う。そうすることで、成形体の密度が高まる。成形された磁石30の成形体は、ロータコア10の磁石用凹所13に対応する範囲に充填される。上述した実施形態は、磁石30の素材の1回の投入で磁石用凹所13に成形体を成形した。他の実施形態として、磁石30の素材の投入と、上側パンチ部材55及び下側パンチ部材54による加圧、減圧を繰り返すことにより、磁石用凹所13に層を積み重ねるような形で成形体を成形してもよい。なお、いわゆるボンド磁石の場合には圧縮により体積が減少することはなく、この点においても、本実施形態の磁石30の素材とボンド磁石とは相違する。
ここで、磁石30の素材が磁石用凹所13にて圧縮される際において、ロータコア10の磁石用凹所13は膨張するように作用する。しかし、ロータコア10は、外周側、内周側及び両端面において、それぞれ、拘束型51、軸部材20、及び、押さえ型52,53により変形が規制される。そのため、磁石30の素材が磁石用凹所13にて圧縮される際において、ロータコア10は変形しない。
さらに、ロータコア10が成形型の一部として用いられており、且つ、磁石30の素材は粉体状であるため、仮に、電磁鋼板11同士の軸線方向の隙間が存在していると、当該隙間に粉体状の磁石30の素材が侵入するおそれがある。しかし、図2のステップS31において、軸部材20がロータコア10に既に挿入されていること、且つ、押さえ型52,53がロータコア10を軸線方向に圧縮することにより、当該隙間が極めて小さくなる。そのため、ロータコア10が成形型の一部として用いられるとしても、粉体状の磁石30の素材が電磁鋼板11同士の隙間に侵入することは規制される。従って、磁石30の素材は、確実に、磁石用凹所13にて充填された状態で成形される。つまりは、磁石30の素材を圧縮成形した成形体は、磁石用凹所13の内周面に当接した状態となる。
続いて、図2のステップS44及び図11に示すように、磁石30の素材を圧縮成形した成形体の状態、すなわち、軸部材20が挿入されたロータコア10に、各型51〜53及びパンチ部材54,55が配置された状態で、加熱温度T6になるまで型51,52,53,54のヒータで磁石30の成形体を加熱する(加熱工程)。磁石30の成形体に対する加熱温度T6は、熱硬化型のシリコーン組成物の硬化温度T4(硬化開始温度)以上であり、且つ、磁粉31の分解温度T2未満である。この加熱温度T6は、潤滑剤32の融点T3未満の温度であることが好ましい。結着剤34の硬化後は、型51,52,53,54のヒータをオフにし、ロータコア10及び磁石30の成形体を自然冷却する。
加熱後の磁石30においては、図12の模式図で示すように、硬化した結着剤34によって磁粉31の粒子同士が結着する。さらに、硬化した結着剤34は、図示しないが、ロータコア10の磁石用凹所13の内周面と磁粉31とを結着する。従って、実質的に、形成された磁石30は、ロータコア10の磁石用凹所13の内周面との間に隙間なく配置されることになる。なお、磁粉31同士の間、及び、磁粉31と磁石用凹所13との間に、微細な空隙が形成されることはある。
続いて、図2のステップS45に示すように、拘束型51、押さえ型52,53及びパンチ部材54,55が取り除かれると、図1に示すロータ1が出来上がる。
続いて、図2のステップS45に示すように、拘束型51、押さえ型52,53及びパンチ部材54,55が取り除かれると、図1に示すロータ1が出来上がる。
(3.効果)
上述したように、ロータ1は、軸線方向両側に開口する磁石用凹所13を有するロータコア10と、磁石用凹所13に配置される磁石30とを備える。このロータ1の製造方法は、少なくとも磁粉31を含む磁石30の素材を磁石用凹所13に配置する配置工程(図2のS42)と、ロータコア10を成形型の一部として用い、パンチ部材54,55により磁石用凹所13内において磁石30の素材をロータ1の軸線方向に圧縮して成形体を成形する成形工程(図2のS43)とを備える。
上述したように、ロータ1は、軸線方向両側に開口する磁石用凹所13を有するロータコア10と、磁石用凹所13に配置される磁石30とを備える。このロータ1の製造方法は、少なくとも磁粉31を含む磁石30の素材を磁石用凹所13に配置する配置工程(図2のS42)と、ロータコア10を成形型の一部として用い、パンチ部材54,55により磁石用凹所13内において磁石30の素材をロータ1の軸線方向に圧縮して成形体を成形する成形工程(図2のS43)とを備える。
成形工程(S43)において、ロータコア10自身を成形型の一部として用いて、磁石30の素材を圧縮して成形体を成形する。その後に、成形された磁石30は、ロータコア10から離脱させる必要はなく、ロータコア10に配置された状態のまま、ロータ1が製造できる。つまり、従来のように、ロータコア10と磁石30の間に隙間を設ける必要はない。従って、ロータコア10に対する磁石30の体積比を高めることができ、結果として、モータ性能を高めることができる。
また、磁石用凹所13は、ロータコア10の軸線方向に貫通し且つ軸線方向周りを囲まれた貫通孔であり、パンチ部材54,55は、貫通孔である磁石用凹所13の両側の開口から磁石30の素材を圧縮する。磁石用凹所13が貫通孔である場合には、従来の製造方法では、貫通孔である磁石用凹所13と磁石30との間に隙間が全周に亘って必要であった。しかし、本実施形態によれば、ロータコア10を磁石30の成形型の一部として用いるため、磁石用凹所13と磁石30との間に隙間を設ける必要がない。従って、磁石用凹所13が貫通孔である場合には、特に効果的である。
なお、上記実施形態においては、磁石用凹所13が貫通孔であるIPMモータのロータを対象として説明したが、SPMモータのロータにも適用できることは、上述したとおりである。
また、成形工程(S43)は、ロータコア10の外周側及び内周側に拘束型20,51を配置して、拘束型20,51によりロータコア10の径方向への変形を規制した状態で、磁石30の素材を圧縮する。ここで、ロータコア10自身を成形型の一部とするが、ロータコア10のみでは十分に剛性を有しないおそれがある。しかし、拘束型20,51を配置することにより、ロータコア10が剛性を有しないとしても、磁石30の素材を圧縮する際に、ロータコア10が変形することが規制される。
特に、ロータコア10は、複数の電磁鋼板11を積層して形成されるので、鉄損を一体型に比べて大きく下げることができる。各電磁鋼板11は、薄肉であるため、剛性が低い。そのため、電磁鋼板11は変形しやすくなってしまう。しかし、拘束型20,51を配置することで、確実に電磁鋼板11の変形を規制できる。
また、磁粉31は、Fe−N系化合物,R−Fe−N系化合物(R:希土類元素)の一種以上よりなる硬磁性体の磁粉であり、ロータ1の製造方法は、圧縮成形された磁石30の成形体を磁石用凹所13に配置した状態において、圧縮された磁石30の成形体を磁粉31の分解温度T2未満の温度で加熱して、磁粉31を結着させる加熱工程(図2のS44)を備える。このように、ロータコア10が、成形工程のみならず、加熱工程における固定型としても用いられる。
ここで、一般に、磁粉31が焼結により結着される場合には、磁粉31同士の結着力が高い。しかし、上記化合物からなる磁粉31の場合には、磁粉31の分解温度T2は焼結温度より低温である。そのため、上記化合物からなる磁粉31の場合には、焼結できない。そのため、上記化合物からなる磁粉31である場合に、磁粉31同士の結着力が弱くなる。しかし、磁石30がロータコア10の磁石用凹所13から取り出されることがないため、磁粉31同士が強固な結着力により結着している必要はなく、磁石用凹所13内において磁粉31同士が保持される程度の結着力で足りる。従って、上記化合物からなる磁粉31を用いる場合には、本実施形態による製造方法は有効である。
また、磁石30の素材は、磁粉31及び磁粉31同士を結着する結着剤34を含み、加熱工程(S44)は、結着剤34を加熱により硬化させて、硬化した結着剤34により磁粉31同士を結着させると共に、磁粉31と磁石用凹所13とを結着させる。つまり、磁石30自身を構成する結着剤34が、磁粉31と磁石用凹所13とを結着させる。このように、磁石30と磁石用凹所13とを結着するための専用の結着剤が不要となる。
1:ロータ、 10:ロータコア、 11:電磁鋼板、 11a:中心孔、 11a1:ダレ、 11c:凹所、 11d:第一カシメ部、 11e:第二カシメ部、 111:凸部、 112:凹部、 12:中心孔、 13:磁石用凹所、 20:軸部材(拘束型)、 30:磁石、 31:磁粉、 34:結着剤、 40:支持部材、 51:拘束型、 52,53:押さえ型、 54:下側パンチ部材、 55:上側パンチ部材、 T2:分解温度
Claims (7)
- 軸線方向両側に開口する磁石用凹所を有するロータコアと、前記磁石用凹所に配置される磁石と、を備えるロータの製造方法であって、
少なくとも磁粉を含む前記磁石の素材を前記磁石用凹所に配置する配置工程と、
前記ロータコアを成形型の一部として用い、パンチ部材により前記磁石用凹所内において前記素材を前記ロータの軸線方向に圧縮して成形体を成形する成形工程と、
を備える、ロータの製造方法。 - 前記磁石用凹所は、前記ロータコアの軸線方向に貫通し且つ軸線方向周りを囲まれた貫通孔であり、
前記パンチ部材は、貫通孔である前記磁石用凹所の両側の開口から前記素材を圧縮する、請求項1に記載のロータの製造方法。 - 前記成形工程は、前記ロータコアの外周側及び内周側に拘束型を配置して、前記拘束型により前記ロータコアの径方向への変形を規制した状態で、前記素材を圧縮する、請求項2に記載のロータの製造方法。
- 前記ロータコアは、複数の電磁鋼板を積層して形成される、請求項3に記載のロータの製造方法。
- 前記磁粉は、Fe−N系化合物,R−Fe−N系化合物(R:希土類元素)の一種以上よりなる硬磁性体の磁粉であり、
前記ロータの製造方法は、圧縮成形された前記成形体を前記磁石用凹所に配置した状態において、前記成形体を前記磁粉の分解温度未満の温度で加熱して、前記磁粉を結着させる加熱工程を備える、請求項1−4の何れか一項に記載のロータの製造方法。 - 前記素材は、前記磁粉及び前記磁粉同士を結着する結着剤を含み、
前記加熱工程は、前記結着剤を加熱により硬化させて、硬化した前記結着剤により前記磁粉同士を結着させると共に、前記磁粉と前記磁石用凹所とを結着させる、請求項5に記載のロータの製造方法。 - 請求項1−6の何れか一項に記載のロータの製造方法により製造されるロータ。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134252A JP2017017920A (ja) | 2015-07-03 | 2015-07-03 | ロータの製造方法及びロータ |
| US15/185,352 US20160379755A1 (en) | 2015-06-24 | 2016-06-17 | Manufacturing method for magnet and magnet |
| EP16175497.3A EP3113195A1 (en) | 2015-06-24 | 2016-06-21 | Manufacturing method for magnet and magnet |
| CN201610460953.5A CN106409454A (zh) | 2015-06-24 | 2016-06-22 | 磁铁的制造方法及磁铁 |
| US15/193,633 US20170005554A1 (en) | 2015-07-03 | 2016-06-27 | Manufacturing method of rotor and rotor |
| EP16176706.6A EP3118869A1 (en) | 2015-07-03 | 2016-06-28 | Manufacturing method of rotor and rotor |
| CN201610512178.3A CN106329854A (zh) | 2015-07-03 | 2016-06-30 | 转子的制造方法以及转子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134252A JP2017017920A (ja) | 2015-07-03 | 2015-07-03 | ロータの製造方法及びロータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017017920A true JP2017017920A (ja) | 2017-01-19 |
Family
ID=56203282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015134252A Pending JP2017017920A (ja) | 2015-06-24 | 2015-07-03 | ロータの製造方法及びロータ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170005554A1 (ja) |
| EP (1) | EP3118869A1 (ja) |
| JP (1) | JP2017017920A (ja) |
| CN (1) | CN106329854A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025510121A (ja) * | 2022-03-22 | 2025-04-14 | ニロン マグネティクス,インコーポレイティド | 複数の磁石型を備える磁気回路 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017017919A (ja) * | 2015-07-03 | 2017-01-19 | 株式会社ジェイテクト | ロータの製造方法及びロータ |
| CN106787516A (zh) * | 2017-01-17 | 2017-05-31 | 江苏新日电动车股份有限公司 | 一种永磁电机转子的制造方法 |
| CN109624199B (zh) * | 2018-12-10 | 2020-12-29 | 安徽江淮汽车集团股份有限公司 | 转子磁钢灌胶设备 |
| CN116111790B (zh) * | 2023-02-06 | 2023-10-03 | 浙江中科磁业股份有限公司 | 一种高扭力驱动电机用磁瓦制造装置及方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4939398A (en) * | 1986-10-06 | 1990-07-03 | Emerson Electric Co. | Laminated assemblies with in situ molded magnets |
| JPH07203645A (ja) * | 1993-12-30 | 1995-08-04 | Mabuchi Motor Co Ltd | 小型モータ及びその回転子の製造方法 |
| JP2002010547A (ja) * | 2000-06-16 | 2002-01-11 | Yamaha Motor Co Ltd | 永久磁石回転子及びその製造方法 |
| GB0130602D0 (en) * | 2001-12-21 | 2002-02-06 | Johnson Electric Sa | Brushless D.C. motor |
| JP2003318012A (ja) * | 2002-04-19 | 2003-11-07 | Toda Kogyo Corp | モーター用永久磁石 |
| JP2007032370A (ja) * | 2005-07-25 | 2007-02-08 | Aisin Seiki Co Ltd | 電動ポンプ |
| JP5965190B2 (ja) | 2012-04-03 | 2016-08-03 | 住友電気工業株式会社 | 圧粉成形体の製造方法、及び圧粉成形体 |
| JP2014176127A (ja) | 2013-03-06 | 2014-09-22 | Mitsui High Tec Inc | 積層鉄心及びその製造方法 |
| JP2015100157A (ja) | 2013-11-18 | 2015-05-28 | トヨタ自動車株式会社 | ロータの製造方法 |
-
2015
- 2015-07-03 JP JP2015134252A patent/JP2017017920A/ja active Pending
-
2016
- 2016-06-27 US US15/193,633 patent/US20170005554A1/en not_active Abandoned
- 2016-06-28 EP EP16176706.6A patent/EP3118869A1/en not_active Withdrawn
- 2016-06-30 CN CN201610512178.3A patent/CN106329854A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025510121A (ja) * | 2022-03-22 | 2025-04-14 | ニロン マグネティクス,インコーポレイティド | 複数の磁石型を備える磁気回路 |
| JP7811278B2 (ja) | 2022-03-22 | 2026-02-04 | ニロン マグネティクス,インコーポレイティド | 複数の磁石型を備える磁気回路 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170005554A1 (en) | 2017-01-05 |
| EP3118869A1 (en) | 2017-01-18 |
| CN106329854A (zh) | 2017-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102844826B (zh) | 外壳一体型粘结磁铁及其制造方法 | |
| US7847460B2 (en) | Yoke-integrated bonded magnet and magnet rotator for motor using the same | |
| JP2017017920A (ja) | ロータの製造方法及びロータ | |
| JP2017017919A (ja) | ロータの製造方法及びロータ | |
| JP5334175B2 (ja) | 異方性ボンド磁石の製造方法、磁気回路及び異方性ボンド磁石 | |
| JP2013030563A (ja) | 圧粉成形体 | |
| KR101261099B1 (ko) | 희토류 소결자석 제조방법 | |
| CN102859622A (zh) | 各向异性粘结磁体的制造方法和电机 | |
| JP3060104B2 (ja) | ラジアル配向した磁気異方性樹脂結合型磁石及びその製造方法 | |
| JP6439974B2 (ja) | ボンド磁石及びボンド磁石の製造方法 | |
| JP2021114861A (ja) | 界磁子の製造方法 | |
| JP2017103940A (ja) | ロータの製造方法 | |
| JP2013256684A (ja) | ボンド磁石の製造方法 | |
| JP4816146B2 (ja) | シート状希土類ボンド磁石およびその製造方法とそれを用いたモータ | |
| JP2012230965A (ja) | 圧粉磁心およびその製造方法 | |
| US20140170014A1 (en) | Method for producing magnetic powder and magnet | |
| KR101195450B1 (ko) | 본드자석용 R?Fe?B계 희토류 자성분말의 제조방법, 이에 의해 제조된 자성분말 및 상기 자성분말을 이용한 본드자석의 제조방법, 이에 의해 제조된 본드자석 | |
| US20160379755A1 (en) | Manufacturing method for magnet and magnet | |
| JP4705191B1 (ja) | モールドコイルの製造方法 | |
| JP4201330B2 (ja) | 焼結複合体の焼結接合方法 | |
| CN121215421B (zh) | 一种稀土永磁体及其制备方法 | |
| JP2005344142A (ja) | ラジアル異方性リング磁石の製造方法 | |
| JP2000012359A (ja) | 磁石およびその製造方法 | |
| JP2006180607A (ja) | シート状希土類ボンド磁石およびその製造方法とモータ | |
| WO2024181326A1 (ja) | 界磁子の製造方法 |