JP2017019570A - 糸巻取装置のサービスユニット、及び、糸巻取装置 - Google Patents
糸巻取装置のサービスユニット、及び、糸巻取装置 Download PDFInfo
- Publication number
- JP2017019570A JP2017019570A JP2015135898A JP2015135898A JP2017019570A JP 2017019570 A JP2017019570 A JP 2017019570A JP 2015135898 A JP2015135898 A JP 2015135898A JP 2015135898 A JP2015135898 A JP 2015135898A JP 2017019570 A JP2017019570 A JP 2017019570A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- winding
- tube
- unit
- winding tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 title claims abstract description 600
- 238000003825 pressing Methods 0.000 claims description 56
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 230000001105 regulatory effect Effects 0.000 claims description 8
- 230000001276 controlling effect Effects 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 abstract description 5
- 238000005304 joining Methods 0.000 description 9
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 238000004043 dyeing Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images








Landscapes
- Winding Filamentary Materials (AREA)
Abstract
【課題】巻取管を糸巻取ユニットに供給する際における、供給される巻取管の糸層形成領域への糸端の巻き付けを、簡単な構成で実現すること。【解決手段】自動ワインダの玉揚装置3は、糸巻取ユニット2に供給される巻取管17の糸層形成領域に糸端Yeを掛ける糸掛けアーム47及び糸誘導部材58と、糸端Yeが掛けられた状態で巻取管17が糸巻取ユニット2に装着されて回転される際に、糸端Yeを巻取管17から離れないように巻取管17に押しつける押さえローラ48と、を備えている。【選択図】図8
Description
本発明は、複数の糸巻取ユニットとサービスユニットとを備える糸巻取装置に関する。
従来、精紡機等で生産された給糸ボビンの糸を解舒し、その糸欠陥を除去しつつ、糸をトラバースしながら巻取管に巻き取ってパッケージを形成する、糸巻取装置(自動ワインダ)が知られている。一般的な自動ワインダは、それぞれ巻取管に糸を巻き取る複数の糸巻取ユニットと、各々の糸巻取ユニットに対して、満巻パッケージの払い出しや新しい巻取管の供給などの作業を行うサービスユニット(一般に、玉揚装置とも呼ぶ)を備えている。
ところで、糸巻取ユニットに対して新しい巻取管が供給されたときに、糸の巻取前の準備動作として、糸端を巻取管に何回か巻き付けて固定する。この糸端固定としては、巻取管の、糸のトラバース範囲よりも外側に位置する端側領域に糸端を巻き付ける、いわゆる「バンチ巻」が知られている。バンチ巻は、糸のトラバース範囲に形成されるパッケージの糸層からは離れた位置に形成される。また、バンチ巻は、後工程において、複数のパッケージの糸を連続して解舒する際などに利用される。詳細には、先に糸を解舒するパッケージのバンチ巻の糸端と、後に解舒するパッケージの最外層の巻き終わりの糸端とを糸継しておくことで、複数のパッケージの糸を続けて解舒することが可能となる。
一方で、後工程で1つのパッケージを使い切りで使用する場合など、パッケージの用途等によっては、上記のバンチ巻が不要となる場合もある。そのような場合でも、バンチ巻が形成されて糸端がパッケージの糸層から露出していると、その露出した糸端が、他の糸部分と絡んで解舒不良等の問題が生じる虞がある。そこで、巻取管の、トラバース範囲内の領域に糸端を巻き付けて固定することも行われている(以下、このような糸の巻き付けを「胴巻」とも呼ぶ)。胴巻の糸端は、その後に形成されるパッケージの糸層によって隠れてしまうことから、パッケージ形成後に糸端が露出することがない。
例えば、特許文献1には、巻取管の端側領域に糸端を巻き付けてバンチ巻を形成する手段と、パッケージの糸層が形成される巻取管の中央側領域(糸層形成領域)に糸端を巻き付けて胴巻を形成する手段とを備えた、自動ワインダが開示されている。
特許文献1の自動ワインダにおいて、バンチ巻が必要なパッケージを形成する場合は、玉揚装置は、糸寄せ装置で糸端を巻取管の端側に寄せた状態で、糸巻取ユニットのクレードルに巻取管を装着する。このとき、糸端が、巻取管の端面とクレードルのホルダとの間で挟み込まれて一時的に固定される。この状態で、糸巻取ユニットが巻取管を回転させることで、巻取管の端側領域に糸端が巻き付けられてバンチ巻が形成される。
一方、バンチ巻が不要なパッケージを形成する場合は、玉揚装置は、糸寄せ装置で糸端を巻取管の中央側に位置させた状態で、専用の巻き付けローラによって巻取管に糸端を所定回数巻き付け、胴巻を形成する。その後、玉揚装置は、胴巻が形成された巻取管を、糸巻取ユニットのクレードルに装着する。
上記の特許文献1では、バンチ巻が不要な場合には、巻取管がクレードルに装着される前に、玉揚装置側で糸端の巻き付け作業(胴巻の形成作業)を全て行っている。つまり、玉揚装置は、巻取管の糸層形成領域に糸端を巻き付けて胴巻を形成するための、巻き付けロータ等の様々な部材、装置等が必要となる。そのため、特許文献1の玉揚装置では構造が複雑となり、また、部品点数も多いものとなっていた。
本発明の目的は、巻取管の糸層形成領域への糸端の巻き付けを、簡単な構成で実現することである。
第1の発明の糸巻取装置のサービスユニットは、前記巻取管の所定の糸層形成領域に糸を巻き付けてパッケージを形成する糸巻取ユニットを有する糸巻取装置において、前記糸巻取ユニットに対する前記巻取管の供給と、供給される前記巻取管への糸端の巻き掛けを行うサービスユニットであって、
前記糸巻取ユニットに供給される前記巻取管の前記糸層形成領域に、糸端を掛ける糸掛け部と、前記糸端が掛けられた状態で、前記巻取管が前記糸巻取ユニットに装着されて回転される際に、前記糸端を、前記巻取管から離れないように前記巻取管に押しつける糸端押さえ部と、を備えていることを特徴とするものである。
前記糸巻取ユニットに供給される前記巻取管の前記糸層形成領域に、糸端を掛ける糸掛け部と、前記糸端が掛けられた状態で、前記巻取管が前記糸巻取ユニットに装着されて回転される際に、前記糸端を、前記巻取管から離れないように前記巻取管に押しつける糸端押さえ部と、を備えていることを特徴とするものである。
糸巻取ユニットに空の巻取管が供給される際には、まず、糸掛け部によって巻取管に糸端が掛けられる。次に、糸端が掛けられた巻取管が糸巻取ユニットに装着され、糸巻取ユニットによって巻取管が回転駆動される。その際に、糸端押さえ部により、巻取管から離れないように糸端が押さえつけられてその動きが規制される。これにより、巻取管の回転によって糸端が所定回数巻取管に巻きつけられ、糸端が確実に固定される。
このように、本発明では、巻取管の糸層形成領域に糸端を巻き付ける作業自体は、糸巻取ユニット側で行う。そのため、サービスユニット側に、糸端の巻き付けを確実に行うための補助的な構成として、糸端を巻取管に軽く掛ける構成と、糸端巻付時に糸端の動きを規制する構成を設けるだけでよい。つまり、簡単な構成で、糸層形成領域における糸端の巻き付けを確実に行うことができる。
第2の発明の糸巻取装置のサービスユニットは、前記第1の発明において、前記糸掛け部は、前記糸端を前記巻取管の周囲に誘導する糸誘導部材を有することを特徴とするものである。
本発明では、糸誘導部材により、糸端を巻取管の近くまで誘導して、巻取管に糸端を掛けることができる。
第3の発明の糸巻取装置のサービスユニットは、前記第2の発明において、前記巻取管を貯留するストッカーと、前記ストッカーから前記巻取管を取り出して前記糸巻取ユニットに供給する巻取管取出部と、前記巻取管取出部、前記糸掛け部及び前記糸端押さえ部の動作を制御する制御部を備え、
前記制御部は、前記糸誘導部材を前記糸巻取ユニット側に移動させて、前記ストッカーと前記糸巻取ユニットの間に前記糸端を誘導し、前記巻取管取出部により、前記ストッカーから取り出した前記巻取管と前記糸巻取ユニットとの間に前記糸端が配置された状態で、前記巻取管を前記糸巻取ユニットに供給し、前記糸端が前記巻取管に掛かるように、前記糸誘導部材を前記糸巻取ユニットに供給された前記巻取管から離れるように移動させることを特徴とするものである。
前記制御部は、前記糸誘導部材を前記糸巻取ユニット側に移動させて、前記ストッカーと前記糸巻取ユニットの間に前記糸端を誘導し、前記巻取管取出部により、前記ストッカーから取り出した前記巻取管と前記糸巻取ユニットとの間に前記糸端が配置された状態で、前記巻取管を前記糸巻取ユニットに供給し、前記糸端が前記巻取管に掛かるように、前記糸誘導部材を前記糸巻取ユニットに供給された前記巻取管から離れるように移動させることを特徴とするものである。
本発明では、まず、糸誘導部材を糸巻取ユニット側に移動させて、ストッカーと糸巻取ユニットの間に糸端を誘導する。次に、巻取管取出部により巻取管を糸巻取ユニットに供給すると、巻取管と糸巻取ユニットとの間に糸端が配置されることになる。その状態で、まだ糸端が引っ掛かった状態の糸誘導部材を、巻取管から離れるように移動させることにより、巻取管に糸端を掛けることができる。このように、糸誘導部材の移動と、巻取管取出部による巻取管の供給動作とを組み合わせることによって、簡単な構成で巻取管へ糸端を掛けることが可能となる。
第4の発明の糸巻取装置のサービスユニットは、前記第1〜第3の何れかの発明において、前記糸掛け部は、前記巻取管の外周の半周以上に前記糸端を巻き掛けることを特徴とするものである。
巻取管の外周の半周以上に糸端が巻き掛けられることから、その後に、糸巻取ユニットで巻取管を回転させたときに、糸端を巻取管に確実に巻き付けることができる。
第5の発明の糸巻取装置のサービスユニットは、前記第1〜第4の何れかの発明において、前記糸端押さえ部は、押さえローラを有することを特徴とするものである。
本発明では、一定幅を有する押さえローラで糸端を押さえることにより、糸端の巻取管に対する移動を確実に規制できる。
第6の発明の糸巻取装置のサービスユニットは、前記第5の発明において、前記巻取管に前記パッケージが形成された後に、前記押さえローラは、前記パッケージを押圧して前記パッケージを排出することを特徴とするものである。
本発明では、押さえローラが、糸巻取ユニットからパッケージを排出する際にパッケージを押圧するローラと兼用されている。そのため、胴巻形成時に糸端を押さえるローラを、それ専用に設ける必要がない。
第7の発明の糸巻取装置のサービスユニットは、前記第1〜第6の何れかの発明において、前記巻取管の外周面の、前記糸層形成領域から離れた端側領域に前記糸端を巻き付けてバンチ巻を形成するために、前記巻取管の端位置において前記糸端を規制する、バンチ巻規制部を備えていることを特徴とするものである。
本発明では、巻取管の糸層形成領域に糸端を固定する他、糸層形成領域から離れた端側領域にバンチ巻を形成して糸端を固定することも可能となり、パッケージの用途等に応じて、糸端の固定態様を選択できる。
第8の発明の糸巻取装置のサービスユニットは、前記第7の発明において、前記糸端を保持する糸端保持部と、前記バンチ巻規制部を用いて前記巻取管の前記端側領域に前記バンチ巻を形成する場合には、前記糸端保持部の前記巻取管に近づく方向への移動を許容し、前記糸掛け部を用いて前記巻取管の前記糸層形成領域に前記糸端を固定する場合には、前記糸端保持部の前記巻取管に近づく方向への移動を規制する移動規制部と、を備えていることを特徴とするものである。
巻取管にバンチ巻を形成するときには、糸端保持部自体を巻取管の近くまで移動させ、バンチ巻規制部で糸端を巻取管の端位置に規制した上で、巻取管の端側領域にバンチ巻を形成する。一方、巻取管の糸層形成領域に糸端を巻き付けて固定するときには、糸端保持部自体は移動させず、糸掛け部を用いて糸端を移動させることにより、巻取管に糸端を掛ける。
第9の発明の糸巻取装置のサービスユニットは、前記第1〜第8の何れかの発明において、前記巻取管の外周部には、複数の孔が形成されていることを特徴とするものである。
後工程でパッケージを染色する場合などに使用される巻取管には、外周部に複数の孔が形成されているものがある。このような巻取管では、複数の孔が形成されている分だけ糸との接触面積が小さくなり、巻取開始時に糸端を巻き付ける際に、糸端が滑りやすくなる。本発明では、糸端を巻取管に掛けた後に、糸端押さえ部で糸端の動きを規制することから、糸端が巻取管に対して滑りにくくなり、上記のような巻取管を使用した場合でも確実に糸端を固定できるようになる。
第10の発明の糸巻取装置のサービスユニットは、前記第1〜第9の何れかの発明において、前記巻取管の長さ方向におけるサービスユニットの長さをA、前記糸巻取ユニットに装着可能な最長の前記巻取管の長さをBとしたときに、B/Aが0.275以上0.33以下であることを特徴とするものである。
本発明では、巻取管の糸層形成領域に糸端を巻き付けるために必要な構成が少なくて済むため、巻取管の両側に様々な部材を設置する必要がない。そのため、長い巻取管に対しても、糸層形成領域への糸端の巻き付けが可能となる。
第11の発明の糸巻取装置は、前記巻取管の糸層形成領域に糸を巻き取ってパッケージを形成する複数の糸巻取ユニットと、前記糸巻取ユニットに対する前記巻取管の供給と、供給される前記巻取管への糸端の巻き掛けを行う、請求項1〜10の何れかに記載のサービスユニットと、を備えていることを特徴とするものである。
本発明では、サービスユニットにより糸巻取ユニットに空の巻取管が供給される際に、まず、サービスユニットの糸掛け部によって巻取管に糸端が掛けられる。次に、糸端が掛けられた巻取管が糸巻取ユニットに装着され、糸巻取ユニットによって巻取管が回転駆動される。その際に、糸端押さえ部により、巻取管から離れないように糸端の動きが規制される。これにより、巻取管の回転によって糸端が所定回数巻取管に巻きつけられ、糸端が確実に固定される。
本発明では、巻取管の糸層形成領域に糸端を巻き付ける作業自体は、糸巻取ユニット側で行う。そのため、サービスユニット側に、糸端の巻き付けを確実に行うための補助的な構成として、糸端を巻取管に軽く掛ける構成と、糸端巻付時に糸端の動きを規制する構成を設けるだけでよい。つまり、簡単な構成で、糸層形成領域における糸端の巻き付けを確実に行うことができる。
第12の発明の糸巻取装置は、前記第11の発明において、特に前記第7の発明のサービスユニットを備えるものであり、
前記複数の巻取ユニットのそれぞれに対して、前記バンチ巻規制部を用いて前記巻取管の前記端側領域に前記バンチ巻を形成して前記糸端を固定する、第1の糸端固定態様と、前記糸掛け部と前記糸端押さえ部を用いて前記巻取管の前記糸層形成領域に前記糸端を固定する、第2の糸端固定態様の、何れを行うかを設定する設定部を備えていることを特徴とするものである。
前記複数の巻取ユニットのそれぞれに対して、前記バンチ巻規制部を用いて前記巻取管の前記端側領域に前記バンチ巻を形成して前記糸端を固定する、第1の糸端固定態様と、前記糸掛け部と前記糸端押さえ部を用いて前記巻取管の前記糸層形成領域に前記糸端を固定する、第2の糸端固定態様の、何れを行うかを設定する設定部を備えていることを特徴とするものである。
本発明では、複数の糸巻取ユニットを有する糸巻取装置において、それぞれの巻取ユニットに対して、パッケージの用途などの条件に応じて、糸端の固定態様を個別に設定することができる。
第13の発明の糸巻取装置は、前記第11又は第12の発明において、前記糸巻取ユニットは、前記巻取管を保持するクレードルと、前記クレードルに保持された前記巻取管を回転駆動する回転駆動部と、前記巻取管に巻き取られる糸が掛けられるトラバースガイドと、前記トラバースガイドを前記巻取管の長さ方向に往復移動させるトラバース駆動部と、前記回転駆動部及び前記トラバース駆動部を制御するユニット制御部と、を有するトラバース装置と、を備え、
前記糸端を前記巻取管に巻き付ける際には、前記ユニット制御部は前記トラバースガイドを停止させておくことを特徴とするものである。
前記糸端を前記巻取管に巻き付ける際には、前記ユニット制御部は前記トラバースガイドを停止させておくことを特徴とするものである。
本発明の糸巻取ユニットは、巻取管の回転と糸のトラバースとが、互いに独立して行われる。そのため、回転駆動部で巻取管を回転駆動して糸端を巻取管に巻き付ける際に、トラバースガイドの移動を停止させておき、糸が巻取管の長さ方向に移動しないようにする。これにより、糸端を巻取管の糸層形成領域に巻き付けやすくなる。
第14の発明の糸巻取装置は、前記第13の発明において、特に前記第5の発明のサービスユニットを備えるものであり、前記巻取管の長さ方向において、前記押さえローラの長さが、前記巻取管の前記糸層形成領域の長さよりも短いことを特徴とするものである。
糸端を巻取管の糸層形成領域に巻き付ける際に、トラバースガイドが停止して、糸端が巻取管の長さ方向に移動しないため、押さえローラを、長さの短いコンパクトなものとすることができる。
次に、本発明の実施の形態について説明する。図1は本実施形態に係る自動ワインダの正面図である。図2は、自動ワインダの電気的構成を概略的に示すブロック図である。
図1に示すように、自動ワインダ1(本発明の糸巻取装置に相当)は、図1の左右方向に配列された多数の糸巻取ユニット2と、これら多数の糸巻取ユニット2に沿ってそれらの配列方向に走行自在に設けられた玉揚装置3(本発明のサービスユニットに相当)と、自動ワインダ1の全体制御を司る機台制御装置4とを備えている。なお、図1の左右方向(糸巻取ユニット2の配列方向)を「左右方向」、図1の紙面垂直方向の手前側を「前方」、図1の紙面垂直方向の奥側を「後方」と定義し、このような方向語を適宜使用して以下説明する。
自動ワインダ1は、機台制御装置4から各糸巻取ユニット2に対して指令を送り、各々の糸巻取ユニット2において給糸ボビン8から解舒される糸Yを巻取管17に巻取ってパッケージPを形成するように構成されている。また、ある糸巻取ユニット2に満巻のパッケージPが形成されたときには、機台制御装置4は玉揚装置3に指令を送り、玉揚装置3を、その糸巻取ユニット2の頭上に移動させる。玉揚装置3は、その糸巻取ユニット2に対して、満巻のパッケージPの払い出しと、空の巻取管17の供給とを行う。また、機台制御装置4は、各糸巻取ユニット2及び玉揚装置3の動作を制御するとともに、それらの動作状態の監視や動作パラメータの設定記憶等を行う。図1に示すように、機台制御装置4には、複数の糸巻取ユニット2及び玉揚装置3に関する各種設定が可能な設定部5と、表示部6とが設けられている。
次に、各々の糸巻取ユニット2の構成について説明する。図3は糸巻取ユニット2の正面図である。図3に示す糸巻取ユニット2は、給糸ボビン8から解舒される糸Yをトラバースさせながら巻取管17に巻き付けて、所定形状のパッケージPを形成する。
図3に示すように、糸巻取ユニット2は、給糸ボビン8の糸Yを解舒可能に支持する給糸部11と、給糸部11から供給された糸Yに対して様々な処理を行う糸処理実行部12と、糸処理実行部12で処理された糸Yを巻取管17に巻取ってパッケージPを形成する巻取部13とを有する。給糸部11、糸処理実行部12、及び、巻取部13は、この順に、下から上へ並べて配置されている。また、糸巻取ユニット2は、自動ワインダ1の機台制御装置4と通信可能に接続されたユニット制御部14を備えている。
給糸部11は、給糸ボビン8を保持するボビン保持部15と、給糸ボビン8からの糸Yの解舒を補助する解舒補助装置16を有する。解舒補助装置16は、給糸ボビン8からの糸Yの解舒が進行するに従って、筒体25を下降させることで、解舒中の糸Yの膨らみ(バルーン)を規制し、解舒張力を安定させる。
糸処理実行部12は、ヤーンフィーラ19、張力付与装置20、糸継装置21、ヤーンクリアラ22を有する。
ヤーンフィーラ19は、解舒補助装置16と張力付与装置20との間において、走行する糸Yの有無を検出するものである。張力付与装置20は、走行する糸Yに所定の張力を付与するものである。図3では、一例として、固定部20aと可動体20bとが櫛歯状に配置された、いわゆるゲート式のものが開示されている。
糸継装置21は、後述するヤーンクリアラ22により糸欠陥が検出されたときのカッター22aによる糸切断時、パッケージPの巻取中における糸切れ時、あるいは、給糸ボビン8の交換時等、給糸部11と巻取部13の間で糸Yが走行しなくなったときに、給糸ボビン8側の下糸Y1とパッケージP側の上糸Y2とを繋ぐ。
糸継装置21の下側と上側には、給糸ボビン8側の下糸を捕捉して糸継装置21へ案内する下糸捕捉案内部材23と、パッケージP側の上糸を捕捉して糸継装置21へ案内する上糸捕捉案内部材24とがそれぞれ設けられている。下糸捕捉案内部材23は、モータ26によって回転駆動されることで上下に旋回する。上糸捕捉案内部材24も、モータ27によって回転駆動されることで上下に旋回する。下糸捕捉案内部材23と上糸捕捉案内部材24は、それぞれ吸引源(図示省略)に接続されている。
下糸捕捉案内部材23は、その先端部に下糸Y1の糸端を吸引して捕捉する吸引部28を有する。この吸引部28が下糸Y1の糸端を捕捉した状態で、下糸捕捉案内部材23は、下から上へと旋回して糸継装置21に下糸Y1を案内する。上糸捕捉案内部材24は、その先端部に上糸Y2の糸端を吸引して捕捉するサクションマウス29を有する。この上糸捕捉案内部材24は、上方へ旋回したときに、サクションマウス29がパッケージPの表面に付着している上糸Y2の糸端部を吸引して捕捉する。糸端捕捉後には、上糸捕捉案内部材24は下へ旋回して、捕捉した上糸Y2を糸継装置21に案内する。
尚、下糸捕捉案内部材23は、糸継装置21による糸継のタイミング以外にも、後述する玉揚装置3によって空の巻取管17が供給されたときに上方へ回動する。このときに、図1に示すように、吸引部28と、下方に伸長した状態の玉揚装置3の糸引出しアーム45(後述)との間で糸端が受け渡される。これについては後ほど改めて説明する。
ヤーンクリアラ22は、走行する糸Yの太さの情報を常時取得しており、この糸太さの情報に基づいて、糸Yに含まれる一定以上に糸太さが太い異常部分を糸欠陥として検出する。また、ヤーンクリアラ22にはカッター22aが付設されており、ヤーンクリアラ22で糸欠陥が検出されたときにカッター22aは即座に糸Yを切断する。
図3に示すように、巻取部13は、巻取管17を回転自在に把持するクレードル30と、巻取管17又はパッケージPの外周面と接触しながら回転するタッチローラ31と、巻き取られる糸Yを巻取管17の長さ方向にトラバースするトラバース装置32とを有する。
クレードル30は、巻取管17の両側に配置される2つのアーム33a,33bと、2つのアーム33a,33bにそれぞれ取り付けられた2つのホルダ34a,34bを有し、2つのホルダ33の間で巻取管17を把持する。また、右側のアーム33aには、このアーム33aを開閉させるためのクレードルレバー35が設けられている。さらに、右側のアーム33aには、ホルダ34を回転駆動する回転駆動モータ36(本発明の回転駆動部)が設けられている。回転駆動モータ36によってホルダ34(巻取管17)が回転駆動されることにより、パッケージPは、タッチローラ31に接触した状態で回転する。
トラバース装置32は、トラバースガイド37と、トラバース駆動モータ38(本発明のトラバース駆動部に相当)と、ガイドプレート39とを備えている。トラバースガイド37は、トラバース駆動モータ38によって左右方向に往復駆動されて、トラバース支点部40を中心に、巻取管17の長さ方向に糸Yをトラバースする。ガイドプレート39は、トラバースガイド37よりも糸走行方向上流側(下側)に配置され、給糸部11からの糸Yをトラバースガイド37へ案内するものである。
ユニット制御部14は、CPU、ROM、RAM、及び、入出力インターフェース等で構成されている。ユニット制御部14は、上述した、巻取部13や糸継装置21、回転駆動モータ36等の、糸巻取ユニット2の各部を制御することによって、糸巻取ユニット2に、パッケージ形成に関する様々な動作を行わせる。
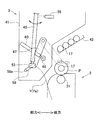
次に、玉揚装置3について説明する。図4は、玉揚作業開始時の玉揚装置3の正面図である。図5は、図4の玉揚装置3の内部を側方から見た図である。尚、図4、図5においては、図面の簡単のため、玉揚装置3の内部構成の一部について、その図示を適宜省略している。
先にも触れたが、玉揚装置3は、ある糸巻取ユニット2に満巻のパッケージPが形成されたときには、玉揚装置3は、その糸巻取ユニット2の位置に移動する。そして、玉揚装置3は、この糸巻取ユニット2に対して、満巻のパッケージPの払い出しと、空の巻取管17の供給を行う。また、糸巻取ユニット2による巻取開始準備として、供給される巻取管17に対して糸端を巻き掛ける作業も行う。
図1、図4、図5に示すように、玉揚装置3は、筐体41、ストッカー42、チャッカー43(本発明の巻取管取出部に相当)、クレードルオープナー44、糸引出しアーム45、バンチ巻規制部46、糸掛けアーム47、押さえローラ48、玉揚制御部49等を備えている。これらの玉揚装置3の主要構成について、以下順に説明する。
(ストッカー)
図5に示すように、ストッカー42は、複数の空の巻取管17を貯留する。尚、本実施形態の自動ワインダ1では、様々な種類の巻取管17を使用可能である。
図5に示すように、ストッカー42は、複数の空の巻取管17を貯留する。尚、本実施形態の自動ワインダ1では、様々な種類の巻取管17を使用可能である。
例えば、巻取管17の材質については、一般に紙管とも呼ばれる紙製の管の他、樹脂製の管も使用できる。樹脂製の管は、後工程でパッケージPを染色する場合などに使用され、数回で使い捨てされることが多いために樹脂で形成されている。また、染色用の巻取管17では、内部から染料を糸層へ染みこませるために、図6に示すように、巻取管17の外周部に多数の孔17aが形成されているのが一般的である。
また、巻取管17の長さについては、100mm程度の短めのものから、165〜182mmの長いものまで使用することができる。尚、巻取管17の長さが長いと、その分、玉揚装置3の幅(巻取管17の長さ方向の寸法)が大きくなりがちであるが、本実施形態では、後で説明するように、様々な機能が簡単な構成で実現されている。そのため、玉揚装置3の幅をコンパクトに抑えつつも、上述した長い巻取管17を使用することが可能となっている。
玉揚装置3の幅と巻取管17の長さの関係について、数値を挙げて具体的に説明する。まず、複数の糸巻取ユニット2が、320mm程度の間隔で配列されているとする。また、左右方向に1列に配列された複数の糸巻取ユニット2に対して、それぞれ左右方向に移動する2つの玉揚装置3が設けられた構成が採用された場合について検討する。隣接する2つの糸巻取ユニット2に対して、2つの玉揚装置3がそれぞれ同時に作業を行うことが出来れば最適であるが、複数の作業を実行させるための機構を有する玉揚装置3の幅を糸巻取ユニット2の配列間隔と同じにすることは困難である。現状玉揚装置3の各機構を動作させるためには、玉揚装置3の幅は550mm程度必要である。玉揚装置3の幅が550mmの場合、隣接する2つの糸巻取ユニット2に対して、2つの玉揚装置3がそれぞれ同時に作業を行うことはできない。しかし、2つの玉揚装置3が、1つ飛ばしの2つのユニットに対してそれぞれ作業をする(あるユニットの両サイドの2つのユニットに対してそれぞれ作業をする)ことは可能である。玉揚装置3の幅が糸巻取ユニット2の配置間隔の2倍以上、つまり640mm以上になると1つ飛ばしの2つのユニットに対してそれぞれ作業をすることもできなくなる。それゆえ、玉揚装置3の幅は、600mm以下とすることが好ましい。
そこで、本実施形態においては、玉揚装置3の筐体41の幅をA(mm)、糸巻取ユニット2のクレードル30に装着可能な最大の巻取管17の長さをB(mm)としたときに、550≦A≦600、165≦B≦182である。即ち、B/Aが0.275以上0.33以下となっている。
(チャッカー)
図4に示すように、チャッカー43は、筐体41内において左右方向に延びる軸50に回動自在に取り付けられており、モータ等で構成されたチャッカー駆動部51(図2参照)によって駆動されることによって、上下に旋回する。チャッカー43は、その先端部に巻取管17を把持するチャック部43aを備えている。チャッカー43は、上方に位置するストッカー42から巻取管17を1つ取り出してチャック部43aで把持した後、下方に旋回することで、糸巻取ユニット2のクレードル30に巻取管17を供給する。
図4に示すように、チャッカー43は、筐体41内において左右方向に延びる軸50に回動自在に取り付けられており、モータ等で構成されたチャッカー駆動部51(図2参照)によって駆動されることによって、上下に旋回する。チャッカー43は、その先端部に巻取管17を把持するチャック部43aを備えている。チャッカー43は、上方に位置するストッカー42から巻取管17を1つ取り出してチャック部43aで把持した後、下方に旋回することで、糸巻取ユニット2のクレードル30に巻取管17を供給する。
(クレードルオープナー)
図1、図4に示すように、クレードルオープナー44は、筐体41の右壁部に取り付けられている。このクレードルオープナー44は、シリンダやモータ等の適宜の駆動源を有するオープナー駆動部52によって駆動されて、揺動や回動などの様々な動作を行い、クレードル30のクレードルレバー35を操作する。クレードルオープナー44によるクレードルレバー35の操作により、クレードル30の右側のアーム33aが開閉され、パッケージPの払い出し、及び、クレードル30への空の巻取管17の装着が行われる。
図1、図4に示すように、クレードルオープナー44は、筐体41の右壁部に取り付けられている。このクレードルオープナー44は、シリンダやモータ等の適宜の駆動源を有するオープナー駆動部52によって駆動されて、揺動や回動などの様々な動作を行い、クレードル30のクレードルレバー35を操作する。クレードルオープナー44によるクレードルレバー35の操作により、クレードル30の右側のアーム33aが開閉され、パッケージPの払い出し、及び、クレードル30への空の巻取管17の装着が行われる。
(糸引出しアーム)
図1、図4、図5に示される糸引出しアーム45は、同軸で入れ子状に配置された、径の異なる複数の棒状(管状)部材を有し、伸縮可能に構成されている。また、この糸引出しアーム45はエアシリンダとしても構成されており、圧縮空気の供給源(図示省略)から供給された圧縮空気により伸縮駆動される。
図1、図4、図5に示される糸引出しアーム45は、同軸で入れ子状に配置された、径の異なる複数の棒状(管状)部材を有し、伸縮可能に構成されている。また、この糸引出しアーム45はエアシリンダとしても構成されており、圧縮空気の供給源(図示省略)から供給された圧縮空気により伸縮駆動される。
糸引出しアーム45の先端部には糸端保持部53が取り付けられている。糸端保持部53は、糸Yを切断するカッターと、カッターで切断された糸Yの糸端Yeを保持するクランプとを有する。糸端保持部53のカッター及びクランプは、共に、エアシリンダ等の適宜の駆動源によって駆動される。
図1に示すように、糸引出しアーム45が最も伸長した状態では、糸端保持部53が、糸巻取ユニット2の、上方に旋回した状態の、下糸捕捉案内部材23の吸引部28の近くの位置(糸受け渡し位置)に移動する。この状態で、吸引部28から糸端保持部53へ糸端Yeが受け渡される。糸端保持部53に糸端Yeが受け渡されると、次に、糸巻取ユニット2に供給する空の巻取管17に糸端Yeを巻き付ける動作へ移行するため、糸引出しアーム45は退入する。
また、図5に示すように、糸引出しアーム45は、揺動モータ54(図2参照)と連結されたアーム揺動機構によって、前後方向に揺動可能に構成されている。アーム揺動機構の詳細な構成については説明を割愛するが、例えば、特開2013−56766に記載されているような、揺動モータ54によって駆動されるカム軸の他、駆動カム、カムフォロア、リンクロッド、及び、スプリング等を有する機構を好適に採用できる。糸引出しアーム45が前後方向に揺動することにより、その先端部に設けられた糸端保持部53は、クレードル30に装着される巻取管17に対して接近又は離間するように移動することになる。
尚、図5に示すように、糸引出しアーム45の後方には、揺動規制シリンダ55(本発明の移動規制部に相当)が配置されている。この揺動規制シリンダ55は、ロッドを進出させて糸引出しアーム45に当接させることにより、糸引出しアーム45が後方へ揺動することを規制する。後でも説明するが、揺動規制シリンダ55は、特に、巻取管17に対して胴巻200(図8、図9参照)を施す場合に、糸端保持部53が巻取管17に向けて移動することを規制する。
(巻取管への糸端巻き掛け)
クレードル30に空の巻取管17を供給して、この巻取管17に糸Yを巻き始めるためには、糸引出しアーム45の糸端保持部53で保持した糸端Yeを巻き掛け、糸端Yeを巻取管17に固定する必要がある。本実施形態の玉揚装置3は、巻取管17の端側領域X1に糸端を巻き付けて固定するバンチ巻100(図7参照:第1の糸端固定態様)を行うための構成と、巻取管17の中央側の糸層形成領域X2に糸端Yeを巻き付けて固定する胴巻200(図9参照:第2の糸端固定態様)を行うための構成を、それぞれ有する。尚、「糸層形成領域X2」とは、糸Yがトラバースされながら巻き付けられる、パッケージPのメインの糸層が形成される領域のことである。これに対して、「端側領域X1」とは、糸Yがトラバースされる範囲よりも外側の領域のことである。
クレードル30に空の巻取管17を供給して、この巻取管17に糸Yを巻き始めるためには、糸引出しアーム45の糸端保持部53で保持した糸端Yeを巻き掛け、糸端Yeを巻取管17に固定する必要がある。本実施形態の玉揚装置3は、巻取管17の端側領域X1に糸端を巻き付けて固定するバンチ巻100(図7参照:第1の糸端固定態様)を行うための構成と、巻取管17の中央側の糸層形成領域X2に糸端Yeを巻き付けて固定する胴巻200(図9参照:第2の糸端固定態様)を行うための構成を、それぞれ有する。尚、「糸層形成領域X2」とは、糸Yがトラバースされながら巻き付けられる、パッケージPのメインの糸層が形成される領域のことである。これに対して、「端側領域X1」とは、糸Yがトラバースされる範囲よりも外側の領域のことである。
(1)バンチ巻用の構成
図4に示すように、玉揚装置3は、巻取管17の端側領域X1にバンチ巻100を行うための構成として、糸端保持部53で保持された糸端Yeを巻取管17の端位置に規制する、バンチ巻規制部46を有する。図7は、バンチ巻形成時のクレードル周辺部分を示す図である。図7に示すように、バンチ巻規制部46は、糸寄せレバー56とバンチレバー57を有する。糸寄せレバー56は先端部にガイド部56aを有し、同じく、バンチレバー57も先端部にガイド部57aを有する。
図4に示すように、玉揚装置3は、巻取管17の端側領域X1にバンチ巻100を行うための構成として、糸端保持部53で保持された糸端Yeを巻取管17の端位置に規制する、バンチ巻規制部46を有する。図7は、バンチ巻形成時のクレードル周辺部分を示す図である。図7に示すように、バンチ巻規制部46は、糸寄せレバー56とバンチレバー57を有する。糸寄せレバー56は先端部にガイド部56aを有し、同じく、バンチレバー57も先端部にガイド部57aを有する。
尚、図示は省略するが、糸寄せレバー56とバンチレバー57は、アーム揺動駆動機構の揺動モータ54(図2参照)と、リンク部材等を含む適宜構成の動力伝達機構によって連結されている。従って、アーム揺動機構による糸引出しアーム45の揺動と連動して、糸寄せレバー56とバンチレバー57の駆動が行われる。
バンチ巻形成時には、糸巻取ユニット2において、トラバースガイド37を停止させておく。また、揺動規制シリンダ55のロッドは退入させておき、糸引出しアーム45が揺動して糸端保持部53が後方(糸巻取ユニット2のクレードル30側)へ移動できるようにしておく。その上で、揺動モータ54により糸引出しアーム45が後方へ揺動駆動され、糸端保持部53が、巻取管17の近くの位置に移動する。同時に、図7(a)に示すように、糸寄せレバー56が動作してガイド部56aで糸端Yeを引っ掛け、巻取管17の右端の位置に糸端Yeを位置させる。このとき、バンチレバー57のガイド部57aは、糸寄せレバー56のガイド部よりも左側に位置している。
この状態で、クレードルオープナー44によってクレードル30が閉じられると、図7(b)に示すように、巻取管17の右端面とホルダ34との間に糸端Yeが挟まれて一時的に固定される。これとともに、糸端保持部53のクランプによる糸Yの保持を解除する。次に、糸寄せレバー56は、図7の反時計回りの方向に回動し、糸寄せレバー56のガイド部56aに掛かっていた糸端Yeが、やや左側に位置するバンチレバー57のガイド部57aに渡される。この状態で、糸巻取ユニット2によって巻取管17が回転駆動されることにより、巻取管17の端側領域X1にバンチ巻100が形成される。所定回数のバンチ巻100が形成されると、バンチレバー57は糸道から退避するように動作し、糸Yがガイド部から外れる。その後、糸巻取ユニット2においてトラバースガイド37の移動を開始させると、糸Yがトラバースガイド37に係合してトラバースが開始され、巻取管17の糸層形成領域X2に糸Yが巻き取られていく。
(2)胴巻用の構成
図4に示すように、玉揚装置3は、巻取管17の糸層形成領域X2に胴巻200を行うための構成として、糸掛けアーム47、糸誘導部材58、糸掛けモータ59、及び、押さえローラ48を有する。
図4に示すように、玉揚装置3は、巻取管17の糸層形成領域X2に胴巻200を行うための構成として、糸掛けアーム47、糸誘導部材58、糸掛けモータ59、及び、押さえローラ48を有する。
糸掛けアーム47は、筐体41の左壁部に揺動自在に取り付けられており、糸掛けモータ59により、図4の実線の位置と二点鎖線の位置にわたって前後に揺動可能である。糸掛けアーム47の、揺動支点と反対側の下端部には、糸誘導部材58が設けられている。糸誘導部材58は、前後方向から見てL字形の部材であり、その水平部分58aは、クレードル30の上方において巻取管17の全長にわたって延びている。尚、本実施形態では、糸誘導部材58は、糸掛けアーム47に対しても揺動可能に取り付けられており、糸掛けアーム47自体の揺動と、糸誘導部材58の糸掛けアーム47に対する揺動の、2種類の揺動によって、糸誘導部材58の位置が変化するようになっている。但し、この構成は必須ではなく、糸誘導部材58が、糸掛けアーム47に対して固定的に設けられていてもよい。
押さえローラ48(本発明の糸端押さえ部)は、押さえシリンダ60のロッドの先端部に、回転自在に取り付けられたフリーローラである。また、押さえローラ48の、巻取管17の長さ方向における長さは、巻取管17の糸層形成領域X2よりもかなり短い(図9(a)参照)。押さえシリンダ60の伸縮によって、押さえローラ48は、クレードル30に装着される巻取管17に対して接近/離間可能となっている。尚、後でも説明するが、押さえローラ48は、巻取管17に胴巻200を形成する場合だけでなく、満巻パッケージPを払い出しする際などに、クレードル30に装着されているパッケージPを押圧して排出する場合にも使用される。
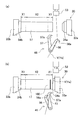
図8は、巻取管17に胴巻200を形成する際の玉揚装置3の動作を示す図である。図9は、胴巻形成時のクレードル周辺部分を示す図である。巻取管17の糸層形成領域X2に糸端Yeを巻き付けて胴巻200を形成する前に、まず、トラバース駆動モータ38は作動させないようにして、図9に示されている、糸巻取ユニット2のトラバースガイド37を停止させておく。
図8(a)に示すように、揺動規制シリンダ55のロッドを進出させて、糸引出しアーム45が後方へ揺動しないようにして、糸端保持部53が巻取管17に近づく方向に移動するのを規制する。これにより、糸端Yeを保持する糸端保持部53が、前方の位置に規制される。
次に、図8(b)に示すように、糸掛けモータ59により糸掛けアーム47を後方へ揺動させると、糸掛けアーム47の先端部に設けられた糸誘導部材58に糸端Yeが引っ掛かる。さらに、そのまま糸掛けアーム47を揺動させると、糸誘導部材58により、糸端Yeが、巻取管17の周囲の位置、より詳細には、ストッカー42と糸巻取ユニット2との間の位置に誘導される。
次に、チャッカー43により、ストッカー42から巻取管17を1つ取り出して、タッチローラ31の上方に移動させ、クレードルオープナー44により巻取管17をクレードル30に装着する。このとき、図8(c)に示すように、糸巻取ユニット2に供給された巻取管17とタッチローラ31との間に、糸誘導部材58で屈曲した糸端Yeの2つの糸部分Ya,Ybが共に挟まれた状態となる。尚、上述したように、糸巻取ユニット2のトラバースガイド37は停止しているため、糸端Yeがトラバースされて左右(図8の紙面垂直方向)に動くことはない。
この状態から、図8(d)に示すように、糸掛けモータ59により糸掛けアーム47を前方へ揺動させると、糸誘導部材58が、クレードル30に装着された巻取管17から離れるように前方へ戻る。また、この際に、糸端保持部53のチャックによる糸端保持を解除する。これにより、巻取管17とタッチローラ31との間に挟まれた2つの糸部分Ya,Ybのうち、チャックで把持されていた先端側の糸部分Yaが、巻取管17とタッチローラ31の間から抜けて巻取管17の外周面に掛けられる。これにより、糸端Yeは、巻取管17の外周の半周以上に巻き掛けられた状態となる。尚、以上の説明において、糸掛けアーム47、糸誘導部材58、及び、糸掛けモータ59が、本発明の「糸掛け部」を構成する部材となる。
次に、押さえシリンダ60のロッドを進出させて、図8(e)、図9(a)に示すように、押さえローラ48により、糸端Yeを、巻取管17の外周面に押し付ける。この状態で、図8(f)に示すように、糸巻取ユニット2の回転駆動モータ36により巻取管17を回転させる。このとき、糸端Yeは、巻取管17の回転に伴って従動回転する押さえローラ48により巻取管17に押さえつけられているため、糸端Yeが巻取管17から離れることがなく、巻取管17に糸端Yeが巻き付けられる。これにより、図9(b)に示すように、巻取管17の糸層形成領域X2に糸端Yeが巻き付けられて胴巻200が形成される。糸端Yeが所定回数巻き付けられると、押さえシリンダ60のロッドが退入して押さえローラ48が巻取管17から離れる。その後、糸巻取ユニット2のトラバースガイド37の移動を開始させると、糸Yがトラバースガイド37に係合してトラバースが開始され、巻取管17の糸層形成領域X2に糸Yが巻き取られていく。
(玉揚制御部)
玉揚制御部49(本発明の制御部に相当)は、CPU、ROM、RAM、及び、入出力インターフェース等で構成されている。玉揚制御部49は、図2に示される、揺動モータ54、糸掛けモータ59、糸引出しアーム45を構成するエアシリンダ等の、玉揚装置3の様々な駆動部を制御して、上述したクレードル30からのパッケージPの排出、クレードル30への巻取管17の供給及び装着、巻取管17への糸端Yeの巻き付けの補助等の作業を行う。
玉揚制御部49(本発明の制御部に相当)は、CPU、ROM、RAM、及び、入出力インターフェース等で構成されている。玉揚制御部49は、図2に示される、揺動モータ54、糸掛けモータ59、糸引出しアーム45を構成するエアシリンダ等の、玉揚装置3の様々な駆動部を制御して、上述したクレードル30からのパッケージPの排出、クレードル30への巻取管17の供給及び装着、巻取管17への糸端Yeの巻き付けの補助等の作業を行う。
また、機台制御装置4の設定部5においては、複数の糸巻取ユニット2のそれぞれについて、巻き取る糸Yの種類、巻取管17の種類などの様々な巻取条件が設定され、それらの条件は機台制御装置4内の記憶部に記憶される。この巻取条件の中には、それぞれの糸巻取ユニット2について、巻取管17にバンチ巻100(第1の糸端固定態様)を形成して糸端Yeを固定するか、胴巻200(第2の糸端固定態様)を形成して糸端Yeを固定するかの、巻き始めの糸端固定態様に関する情報が含まれている。玉揚装置3が、ある糸巻取ユニット2に対して作業を行う際に、玉揚制御部49は、その糸巻取ユニット2についての、糸端固定態様に関する情報を機台制御装置4から取得し、その情報に従って、バンチ巻100を形成するか、胴巻200を形成するかを決定する。
次に、以上説明した自動ワインダ1において、満巻のパッケージPが形成されたときに、糸巻取ユニット2及び玉揚装置3で行われる一連の動作について説明する。
ある糸巻取ユニット2にて、一定量の糸Yが巻かれた満巻のパッケージPが形成されたことが検出されると、この糸巻取ユニット2のユニット制御部14は、玉揚作業を要求する信号を機台制御装置4へ出力する。同時に、カッター22aで糸Yを切断し、給糸部11側の糸端Yeを下糸捕捉案内部材23の吸引部28に保持させる。さらに、図1に示すように、下糸捕捉案内部材23を上に旋回させ、吸引部28を、玉揚装置3への糸端Yeの受け渡し位置まで移動させる。一方、糸巻取ユニット2からの要求信号を受信した機台制御装置4は、玉揚装置3に対して玉揚作業の指令を出力し、玉揚装置3は、作業を行うべき糸巻取ユニット2の位置へ移動する。
玉揚装置3は、まず、クレードルオープナー44により、クレードルレバー35を操作し、クレードル30を開放させる。また、押さえシリンダ60によって押さえローラ48を進出させ、クレードル30に保持されていたパッケージPを押圧する。これにより、パッケージPがクレードル30から確実に払い出される。
次に、糸引出しアーム45を進出させ、その先端部に設けられた糸端保持部53を、吸引部28との糸端Yeの受け渡し位置まで移動させる。この位置で、吸引部28で吸引している糸端Yeが糸端保持部5に受け渡される。受け渡しが完了したら、糸引出しアーム45を退入させて、糸端保持部53を上昇させる。引き続いて、玉揚装置3は、空の巻取管17をクレードル30に供給するが、その際に、機台制御装置4から受信した情報を基に、供給する巻取管17にバンチ巻100を形成するのか、胴巻200を形成するのかを選択する。
バンチ巻100を形成する場合は、図7に示すように、バンチ巻規制部46によって、糸端Yeを巻取管17の端位置に規制した状態で、巻取管17をクレードル30に装着し、糸端Yeを巻取管17とホルダ34との間で一時的に固定する。その後、糸巻取ユニット2側で巻取管17を回転駆動することで、巻取管17の端側領域X1にバンチ巻100を形成する。
胴巻200を形成する場合は、図8、図9に示すように、糸誘導部材58で糸端Yeを引っ掛けて巻取管17の近くまで誘導してから、その上に、巻取管17をクレードル30に装着する。その後、糸端保持部53のクランプを解除しつつ糸誘導部材58を元の位置に戻すことで、巻取管17に糸端Yeが掛けられる。さらに、押さえシリンダ60によって押さえローラ48を進出させ、糸端Yeを巻取管17に押し付ける。その状態で、糸巻取ユニット2側で巻取管17を回転駆動することで、巻取管17の糸層形成領域X2に胴巻200が形成される。
尚、先にも少し説明したが、バンチ巻100、胴巻200の何れを形成する場合でも、糸巻取ユニット2のトラバース駆動モータ38は停止させて、トラバースガイド37が移動しないようにしておく。これにより、糸端Yeを巻取管17に巻き付ける際に、糸端Yeが左右にトラバースされないため、糸端Yeが安定し、巻取管17への巻き付けを行いやすくなる。所定回数のバンチ巻100、あるいは、胴巻200が行われた後、糸巻取ユニット2のトラバースガイド37を移動させると、糸Yはトラバースガイド37に捕捉されてトラバースが開始され、巻取管17の糸層形成領域X2に糸Yが巻き取られていく。
本実施形態では、巻取管17の供給時に、巻取管17に胴巻200を形成する場合、まず、糸誘導部材58によって巻取管17に糸端Yeが掛けられる。次に、糸端Yeが掛けられた巻取管17が糸巻取ユニット2に装着され、糸巻取ユニット2によって巻取管17が回転駆動される。その際に、押さえローラ48により、巻取管17から離れないように糸端Yeが押し付けられてその動きが規制される。これにより、巻取管17の回転によって糸端Yeが所定回数巻取管17に巻きつけられ、糸端Yeが確実に巻取管17に固定される。
ここで、巻取管17の糸層形成領域X2に糸端Yeを巻き付ける作業自体は、糸巻取ユニット2側で行われる。そのため、玉揚装置3側には、糸端Yeの巻き付けを確実に行うための補助的な構成として、糸端Yeを巻取管17に軽く掛ける構成(糸誘導部材58等)と、糸端巻付時に糸端Yeの動きを規制する構成(押さえローラ48)を設けるだけでよい。つまり、簡単な構成で、巻取管17の糸層形成領域X2における糸端Yeの巻き付けを確実に行うことができる。
本実施形態では、糸誘導部材58を糸巻取ユニット2のクレードル30側に移動させて、ストッカー42と糸巻取ユニット2の間に糸端Yeを誘導する。次に、チャッカー43により巻取管17を糸巻取ユニット2に供給すると、巻取管17と糸巻取ユニット2との間に糸端Yeが配置されることになる。その状態で、まだ糸端Yeが引っ掛かった状態の糸誘導部材58を、巻取管17から離れるように移動させることにより、巻取管17に糸端Yeを掛けることができる。このように、糸誘導部材58の移動と、チャッカー43による巻取管17の供給動作とを組み合わせることによって、簡単な構成で巻取管17へ糸端Yeを掛けることが可能となる。
胴巻200の形成時に、巻取管17の外周の半周以上に糸端Yeが巻き掛けられることから、その後に、糸巻取ユニット2で巻取管17を回転させたときに、糸端Yeを巻取管17に確実に巻き付けることができる。
本実施形態では、胴巻200の形成時に、糸端Yeを巻取管17に押し付ける糸端押さえ部が、押さえローラ48を有する。このように、一定幅を有する押さえローラ48で糸端Yeを押さえることにより、糸端Yeの巻取管17に対する移動を確実に規制できる。また、押さえローラ48は、巻取管17の回転に伴って従動回転するフリーローラであるため、押さえローラ48との接触によって糸端Yeが傷みにくい。さらに、本実施形態では、押さえローラ48が、クレードル30からパッケージPを排出する際にパッケージPを押圧するローラと兼用されている。そのため、胴巻形成時に糸端Yeを押さえるローラを、それ専用に設ける必要がない。また、押さえローラ48と、パッケージPを押圧するローラとが兼用されているため、装置の大型化を抑制することもできる。これにより、本発明の機構を追加した玉揚装置3の大きさを従来装置の大きさと同等である550≦A≦600で実現することができる。
玉揚装置3は、胴巻200を形成するための糸誘導部材58等の他、バンチ巻100を形成するためのバンチ巻規制部46をさらに備えている。また、機台制御装置4の設定部5では、巻取管17にバンチ巻100(第1の糸端固定態様)と胴巻200(第2の糸端固定態様)の何れを行うかを設定可能である。そのため、複数の糸巻取ユニット2を有する自動ワインダ1において、それぞれの糸巻取ユニット2に対して、パッケージPの種類等の条件に応じて、糸端Yeの固定態様(バンチ巻100か胴巻200か)を個別に設定することができる。
また、巻取管17にバンチ巻100を形成するときには、糸端保持部53自体を巻取管17の近くまで移動させ、バンチ巻規制部46で糸端Yeを巻取管17の端位置に規制した上で、巻取管17の端側領域X1にバンチ巻100を形成する。一方、巻取管17の糸層形成領域X2に胴巻200を形成するときには、揺動規制シリンダ55により、糸引出しアーム45の揺動が規制される。これにより、胴巻形成時に、糸端保持部53が巻取管17へ向けて移動することが防止できる。
尚、本実施形態の自動ワインダ1では、図6に示すように、複数の孔17aが形成された樹脂製の巻取管17も使用可能である。このような巻取管17では、複数の孔17aが形成されている分だけ糸Yとの接触面積が小さくなり、糸端Yeを巻取管17に巻き付けて胴巻200を形成する際に、糸端Yeが滑りやすくなる。また、樹脂製の場合は、紙製の場合よりも巻取管17の外周面の摩擦係数が低い場合が多く、より滑りやすいと言える。この点、本実施形態では、糸端Yeを巻取管17に掛けた後に、押さえローラ48で糸端Yeを巻取管17に押しつけてその動きを規制することから、糸端Yeが巻取管17に対して滑りにくくなる。従って、上記のような巻取管17を使用した場合でも確実に糸端Yeを固定できるようになる。
先にも述べたように、本実施形態では、巻取管17に胴巻200を形成するために必要な構成が少なくて済むため、巻取管17の両側に様々な部材を設置する必要がない。そのため、長い巻取管17に対しても胴巻200の形成が可能となる。
本実施形態の糸巻取ユニット2は、クレードル30に保持された巻取管17が回転駆動モータ36で回転駆動され、一方で、トラバースガイド37が、トラバース駆動モータ38で駆動される。つまり、巻取管17の回転と糸Yのトラバースとが、互いに独立して行われる。このような構成であるが故に、糸巻取ユニット2にて巻取管17を回転駆動して、糸端Yeを巻取管17の糸層形成領域X2に巻き付ける際に、トラバースガイド37の移動を停止させておき、糸Yが巻取管17の長さ方向に移動しないようにすることができる。これにより、糸端Yeを、巻取管17の糸層形成領域X2に巻き付けやすくなる。
また、糸端Yeを巻取管17の糸層形成領域X2に巻き付ける際に、トラバースガイド37が停止し、糸端Yeが巻取管17の長さ方向に移動しないため、図9に示すように、押さえローラ48を、糸層形成領域X2よりも長さが短い、コンパクトなものとすることができる。
尚、本実施形態の糸巻取ユニット2は、回転駆動モータ36により、巻取管17を直接駆動するものであり、タッチローラ31はあくまでも従動回転するだけである。つまり、巻取管17がタッチローラ31に接触していなくても巻取管17を回転させることができる構成である。そこで、巻き始め時の糸層がタッチローラ31に接触して傷むことを防止する等の目的で、巻取管17をタッチローラ31と接触させずに巻取を開始することも可能である。尚、巻取管17がタッチローラ31に接触しないのは、あくまでも巻き始めだけである。巻取管17に糸Yが巻かれてパッケージPが巻き太るに従って、パッケージPの糸層表面がタッチローラ31に接触するため、それ以降は、タッチローラ31に接触した状態で巻取が行われる。
上記のように、巻取管17をタッチローラ31と接触させずに巻取を開始させる場合には、さらに、以下のような効果もある。巻取管17に胴巻200を形成する場合に、図8(c)に示すように、巻取管17とタッチローラ31との間に糸端Yeの2つの糸部分Ya,Ybが挟まれる。その後、糸誘導部材58を前方に移動させて、先端側の糸部分Yaだけを巻取管17とタッチローラ31の間から抜くことになるが、その際に、巻取管17とタッチローラ31とが離れていると、糸部分Yaが抜けやすくなり、糸端Yeの巻取管17への巻き掛け成功率が上がる。
次に、前記実施形態に種々の変更を加えた変更形態について説明する。但し、前記実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。
1]前記実施形態の糸巻取ユニット2は、巻取管17の回転駆動と、糸Yのトラバースとが、別々の駆動源で独立して行われるものであった。これに対して、図10の糸巻取ユニット2Aのように、巻取管17又はパッケージPを接触する綾振ドラムによって、巻取管17の回転駆動と糸Yのトラバースとを行うものであってもよい。この糸巻取ユニット2Aの巻取部13Aは、表面に綾振溝70aが形成された綾振ドラム70と、綾振ドラム70を回転駆動するモータ71を有する。綾振ドラム70が回転すると、この綾振ドラム70に接触している巻取管17又はパッケージPが従動回転する。また、綾振ドラム70の回転時には、綾振溝70aによって糸Yがトラバースされる。これにより、巻取管17には、トラバースされた糸Yが巻き取られてパッケージPが形成される。
図10のような構成の糸巻取ユニット2Aに対しても、前記実施形態と同様の玉揚装置3によって、巻取管17の糸層形成領域X2に胴巻200を形成することができる。但し、図10の糸巻取ユニット2Aでは、綾振ドラム70によって巻取管17を回転させたときに、同時に糸Yがトラバースされる。そのため、胴巻200の形成時にも、糸端Yeが左右に移動することになるため、糸端Yeの位置が安定しない。そこで、胴巻200を形成する際には、糸端Yeを綾振ドラム70の綾振溝70aから浮かせるようなガイドが、玉揚装置3、あるいは、糸巻取ユニット2に設けられてもよい。あるいは、糸端Yeが左右に移動しても、糸端Yeが巻取管17から離れることがないように、糸層形成領域X2と同じ程度の長さを有する押さえローラ48で、糸端Yeを巻取管17に押し付けるようにしてもよい。
2]巻取管17の糸層形成領域X2に糸端Yeを掛ける糸掛け部は、前記実施形態の構成には限られない。例えば、糸端Yeを引っ掛けた糸誘導部材が、巻取管17の端よりも外側を迂回するように移動することにより、巻取管17の下側にまで糸Yを回して掛ける構成であってもよい。
3]巻取管17に掛けられた糸端Yeを押し付ける糸端押さえ部はローラには限られない。例えば、巻取管17の表面に押し付けられるパッド状の部材であってもよい。
4]前記実施形態では、胴巻200の形成時に、巻取管17に対して糸端Yeを半周以上巻き掛けているが、糸端Yeの巻き掛け角度は半周未満であってもよい。例えば、クレードル30に装着された巻取管17の上側部分に糸端Yeが軽く掛けられただけでも、この糸端Yeを押さえローラ48等でしっかりと押し付けることができれば、巻取管17を回転させることにより、糸端Yeを巻き付けることは可能である。
1 自動ワインダ
2,2A 糸巻取ユニット
3 玉揚装置
4 機台制御装置
5 設定部
14 ユニット制御部
17 巻取管
17a 孔
30 クレードル
32 トラバース装置
36 回転駆動モータ
37 トラバースガイド
38 トラバース駆動モータ
42 ストッカー
43 チャッカー
45 糸引出しアーム
46 バンチ巻規制部
47 糸掛けアーム
48 押さえローラ
53 糸端保持部
55 揺動規制シリンダ
58 糸誘導部材
100 バンチ巻
200 胴巻
P パッケージ
X1 端側領域
X2 糸層形成領域
Y 糸
Ye 糸端
2,2A 糸巻取ユニット
3 玉揚装置
4 機台制御装置
5 設定部
14 ユニット制御部
17 巻取管
17a 孔
30 クレードル
32 トラバース装置
36 回転駆動モータ
37 トラバースガイド
38 トラバース駆動モータ
42 ストッカー
43 チャッカー
45 糸引出しアーム
46 バンチ巻規制部
47 糸掛けアーム
48 押さえローラ
53 糸端保持部
55 揺動規制シリンダ
58 糸誘導部材
100 バンチ巻
200 胴巻
P パッケージ
X1 端側領域
X2 糸層形成領域
Y 糸
Ye 糸端
Claims (14)
- 巻取管の所定の糸層形成領域に糸を巻き付けてパッケージを形成する糸巻取ユニットを有する糸巻取装置において、前記糸巻取ユニットに対する前記巻取管の供給と、供給される前記巻取管への糸端の巻き掛けを行うサービスユニットであって、
前記糸巻取ユニットに供給される前記巻取管の前記糸層形成領域に、糸端を掛ける糸掛け部と、
前記糸端が掛けられた状態で、前記巻取管が前記糸巻取ユニットに装着されて回転される際に、前記糸端を、前記巻取管から離れないように前記巻取管に押しつける糸端押さえ部と、
を備えていることを特徴とする糸巻取装置のサービスユニット。 - 前記糸掛け部は、前記糸端を前記巻取管の周囲に誘導する糸誘導部材を有することを特徴とする請求項1に記載の糸巻取装置のサービスユニット。
- 前記巻取管を貯留するストッカーと、
前記ストッカーから前記巻取管を取り出して前記糸巻取ユニットに供給する巻取管取出部と、
前記巻取管取出部、前記糸掛け部及び前記糸端押さえ部の動作を制御する制御部を備え、
前記制御部は、
前記糸誘導部材を前記糸巻取ユニット側に移動させて、前記ストッカーと前記糸巻取ユニットの間に前記糸端を誘導し、
前記巻取管取出部により、前記ストッカーから取り出した前記巻取管と前記糸巻取ユニットとの間に前記糸端が配置された状態で、前記巻取管を前記糸巻取ユニットに供給し、
前記糸端が前記巻取管に掛かるように、前記糸誘導部材を前記糸巻取ユニットに供給された前記巻取管から離れるように移動させることを特徴とする請求項2に記載の糸巻取装置のサービスユニット。 - 前記糸掛け部は、前記巻取管の外周の半周以上に前記糸端を巻き掛けることを特徴とする請求項1〜3の何れかに記載の糸巻取装置のサービスユニット。
- 前記糸端押さえ部は、押さえローラを有することを特徴とする請求項1〜4の何れかに記載の糸巻取装置のサービスユニット。
- 前記巻取管に前記パッケージが形成された後に、前記押さえローラは、前記パッケージを押圧して前記パッケージを排出することを特徴とする請求項5に記載の糸巻取装置のサービスユニット。
- 前記巻取管の外周面の、前記糸層形成領域から離れた端側領域に前記糸端を巻き付けてバンチ巻を形成するために、前記巻取管の端位置において前記糸端を規制する、バンチ巻規制部を備えていることを特徴とする請求項1〜6の何れかに記載の糸巻取装置のサービスユニット。
- 前記糸端を保持する糸端保持部と、
前記バンチ巻規制部を用いて前記巻取管の前記端側領域に前記バンチ巻を形成する場合には、前記糸端保持部の前記巻取管に近づく方向への移動を許容し、前記糸掛け部を用いて前記巻取管の前記糸層形成領域に前記糸端を固定する場合には、前記糸端保持部の前記巻取管に近づく方向への移動を規制する移動規制部と、を備えていることを特徴とする請求項7に記載の糸巻取装置のサービスユニット。 - 前記巻取管の外周部には、複数の孔が形成されていることを特徴とする請求項1〜8の何れかに記載の糸巻取装置のサービスユニット。
- 前記巻取管の長さ方向におけるサービスユニットの長さをA、前記糸巻取ユニットに装着可能な最長の前記巻取管の長さをBとしたときに、B/Aが0.275以上0.33以下であることを特徴とする請求項1〜9の何れかに記載の糸巻取装置のサービスユニット。
- 前記巻取管の糸層形成領域に糸を巻き取ってパッケージを形成する複数の糸巻取ユニットと、
前記糸巻取ユニットに対する前記巻取管の供給と、供給される前記巻取管への糸端の巻き掛けを行う、請求項1〜10の何れかに記載のサービスユニットと、
を備えていることを特徴とする糸巻取装置。 - 請求項7に記載のサービスユニットを備えるものであり、
前記複数の巻取ユニットのそれぞれに対して、前記バンチ巻規制部を用いて前記巻取管の前記端側領域に前記バンチ巻を形成して前記糸端を固定する、第1の糸端固定態様と、前記糸掛け部と前記糸端押さえ部を用いて前記巻取管の前記糸層形成領域に前記糸端を固定する、第2の糸端固定態様の、何れを行うかを設定する設定部を備えていることを特徴とする請求項11に記載の糸巻取装置。 - 前記糸巻取ユニットは、
前記巻取管を保持するクレードルと、
前記クレードルに保持された前記巻取管を回転駆動する回転駆動部と、
前記巻取管に巻き取られる糸が掛けられるトラバースガイドと、前記トラバースガイドを前記巻取管の長さ方向に往復移動させるトラバース駆動部と、を有するトラバース装置と、
前記回転駆動部及び前記トラバース駆動部を制御するユニット制御部と、
を備え、
前記糸端を前記巻取管に巻き付ける際には、前記ユニット制御部は前記トラバースガイドを停止させておくことを特徴とする請求項11又は12に記載の糸巻取装置。 - 請求項5に記載のサービスユニットを備えるものであり、
前記巻取管の長さ方向において、前記押さえローラの長さが、前記巻取管の前記糸層形成領域の長さよりも短いことを特徴とする請求項12に記載の糸巻取装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135898A JP2017019570A (ja) | 2015-07-07 | 2015-07-07 | 糸巻取装置のサービスユニット、及び、糸巻取装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135898A JP2017019570A (ja) | 2015-07-07 | 2015-07-07 | 糸巻取装置のサービスユニット、及び、糸巻取装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017019570A true JP2017019570A (ja) | 2017-01-26 |
Family
ID=57887587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015135898A Pending JP2017019570A (ja) | 2015-07-07 | 2015-07-07 | 糸巻取装置のサービスユニット、及び、糸巻取装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017019570A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116157345A (zh) * | 2020-07-14 | 2023-05-23 | 吉尔博斯公司 | 筒子架系统 |
| EP4470953A1 (en) | 2023-05-31 | 2024-12-04 | Murata Machinery, Ltd. | Doffing device and automatic winder |
-
2015
- 2015-07-07 JP JP2015135898A patent/JP2017019570A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116157345A (zh) * | 2020-07-14 | 2023-05-23 | 吉尔博斯公司 | 筒子架系统 |
| EP4470953A1 (en) | 2023-05-31 | 2024-12-04 | Murata Machinery, Ltd. | Doffing device and automatic winder |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2345611B1 (en) | Yarn winding machine and yarn guiding method | |
| CN103443005B (zh) | 纱线卷绕装置及纱线卷绕方法 | |
| JP5557002B2 (ja) | 糸巻取機 | |
| JP5545593B2 (ja) | 糸巻取機 | |
| CN107055212B (zh) | 用于运行工位的方法和工位 | |
| JP2013241231A (ja) | 糸巻取装置及び糸巻取方法 | |
| JP2014043347A (ja) | 巻取り機の作業部で上糸と下糸とを結合する方法ならびに巻取り機の作業部 | |
| JPWO2011040545A1 (ja) | 糸巻取装置 | |
| JP2015147633A (ja) | ボビンセット装置、及び糸巻取機 | |
| JP2009155757A (ja) | 紡績機 | |
| JP2014043348A (ja) | 巻取り機の作業部において上糸と下糸とを糸継ぎする方法並びに巻取り機の作業部 | |
| CN102574655B (zh) | 纱线卷绕装置 | |
| TWI766186B (zh) | 絲捲繞機 | |
| JP2017052652A (ja) | 巻取り機の巻取りユニットにおいて上糸と下糸とを糸継ぎする方法および巻取り機の巻取りユニット | |
| JP2017019570A (ja) | 糸巻取装置のサービスユニット、及び、糸巻取装置 | |
| JP3698873B2 (ja) | 糸条パッケージの形成方法および形成装置 | |
| JP2018065659A (ja) | 糸巻取装置及び糸継方法 | |
| CN100582332C (zh) | 纬管备纱卷绕方法和包括纬管备纱卷绕装置的纺纱机 | |
| JP2014040316A (ja) | 糸巻取ユニット及び糸巻取機 | |
| JP6465575B2 (ja) | 綾巻きパッケージを製造する繊維機械の作業部 | |
| CN107963512B (zh) | 纱线卷取装置以及卷装的旋转停止方法 | |
| JP2015048155A (ja) | 糸巻取装置 | |
| JP3609575B2 (ja) | 自動ワインダ | |
| EP4467497B1 (en) | Yarn winder | |
| JP2019081631A (ja) | 糸巻取機及び糸掛け方法 |