JP2017052006A - 重ね接合継手及びその製造方法 - Google Patents
重ね接合継手及びその製造方法 Download PDFInfo
- Publication number
- JP2017052006A JP2017052006A JP2016177077A JP2016177077A JP2017052006A JP 2017052006 A JP2017052006 A JP 2017052006A JP 2016177077 A JP2016177077 A JP 2016177077A JP 2016177077 A JP2016177077 A JP 2016177077A JP 2017052006 A JP2017052006 A JP 2017052006A
- Authority
- JP
- Japan
- Prior art keywords
- solidified
- joint
- metal plates
- light beam
- remelted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Abstract
Description
(1)重ね合わされた複数の金属板で構成され、点状の接合部を有する重ね接合継手において、
前記点状の接合部は、前記複数の金属板に跨る溶融凝固部を有し、
前記溶融凝固部は、再溶融凝固部と、凝固再加熱部とを有し、
前記再溶融凝固部は、前記溶融凝固部を平面視したとき、当該溶融凝固部の円相当中心を含む点状で、前記複数の金属板に跨っており、
前記凝固再加熱部は、前記再溶融凝固部の周囲に位置し、前記点状の接合部の溶融境界を含んでおり、前記再溶融凝固部より軟化している
ことを特徴とする重ね接合継手。
(2)前記凝固再加熱部のうち、前記金属板の重ね合わせ面の前記溶融境界から、前記再溶融凝固部に向かって0.5mmの範囲のビッカース硬さの平均値は、Hv390以下であり、かつ、前記再溶融凝固部のビッカース硬さの平均値よりHv70以上低いことを特徴とする前記(1)に記載の重ね接合継手。
(3)前記複数の金属板が、表面処理皮膜を有する金属板を1枚以上含むことを特徴とする前記(1)又は(2)に記載の重ね接合継手。
(4)複数の金属板を重ね合わせ、光線を照射して接合する重ね接合継手の製造方法において、
重ね合わされた一方の金属板に光線を照射して、前記複数の金属板に跨って点状に溶融凝固した溶融凝固部を有する点状の接合部を形成し、
前記光線の照射側から前記溶融凝固部を平面視したとき、当該溶融凝固部の内側に前記光線を再照射し、当該溶融凝固部の円相当中心を含む点状に、前記複数の金属板に跨って再溶融凝固させて再溶融凝固部を形成し、更に、当該再溶融凝固部の周囲に前記点状の接合部の溶融境界を含む凝固再加熱部を形成するとともに、その際の再加熱条件を調整して前記凝固再加熱部を前記再溶融凝固部より軟化させることを特徴とする重ね接合継手の製造方法。
(5)前記光線の再照射は、前記複数の金属板の板厚方向断面において、前記再溶融凝固した再溶融凝固部の外側端部から前記点状の接合部の溶融境界までの距離が1.0〜3.0mmとなるように行われることを特徴とする前記(4)に記載の重ね接合継手の製造方法。
(6)前記複数の金属板に、表面処理皮膜を形成した金属板を1枚以上用いることを特徴とする前記(4)又は(5)に記載の重ね接合継手の製造方法。
点状の接合部を有する重ね接合継手において、更に、継手強度を向上させることが望まれていた。そこで、本発明者らは、点状の接合部に熱処理することを検討し、点状の接合部の熱処理箇所及び熱処理方法について調査した。
以下、点状の接合部、及び、複数の金属板の順で詳細に説明する。
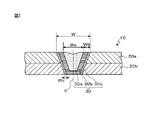
点状の接合部は、複数の金属板20a、20bを重ね合わせ、光線の照射により溶融凝固した溶融凝固部30を有するものである。点状の接合部の溶融凝固部30は、複数の金属板20a、20bに跨って形成されていれば、複数の金属板を貫通していても、貫通していなくてもよい。
再溶融凝固部30aは、点状の接合部の溶融凝固部30の内側に光線を再照射し、点状に溶融凝固させて得られる部分であり、溶融凝固したままの組織となっている。点状とは、光線の照射側から再溶融凝固部を平面視したとき、再溶融凝固部の外周輪郭が円形状又多角形状で、その輪郭の中心まで溶融凝固していることを意味する。円形状とは、光線の照射側から再溶融凝固部を平面視したとき、再溶融凝固部が円形や楕円形の場合以外に、直径の異なる半円や半楕円を組み合わせたものも含むものである。また、金属板に光線を渦巻状に、外周側から中心側又は中心側から外周側に向かって照射して形成した再溶融凝固部の形状も点状に含まれる。
凝固再加熱部30b、30cは、点状の接合部の溶融凝固部30に光線を再照射し、再溶融凝固部30aの周囲に溶融境界を含むように形成される部分であり、再溶融凝固部30aより軟化している部分を含むものである。再溶融凝固部30aに隣接した凝固再加熱部30bは、母材の融点以下Ac1点温度以上に再加熱された部位である。凝固再加熱部30cは、Ac1点温度以下に再加熱された部位であり、焼き戻された組織を有し、少なくとも金属板の重ね合わせ面近傍の溶融境界の周囲に形成されている。接合継手10に剥離方向に荷重が負荷されると、金属板の重ね合わせ面近傍の溶融境界に応力が集中し、破断に至るため、少なくとも凝固再加熱部30cの靱性を向上させる。
次に、本発明の接合継手を構成する複数の金属板について説明する。
金属板は、特に限定されるものでなく、種々の金属の板とすることができるが、鋼板とすることが好ましい。鋼板の成分組成は、特に限定されるものでなく、用途に応じた機械特性等が得られる成分組成の鋼板とすればよい。また、本発明の接合継手に炭素含有量を0.10質量%以上の高強度鋼板を適用すると、十字引張強さの向上が顕著であり、このような鋼板を対象とすることが好ましい。
金属板の板厚は、特に限定されるものでなく、0.5〜3.2mmの範囲とすることができる。板厚が0.5mm未満であっても、接合部の継手強度の向上の効果は得られるが、継手強度が板厚に影響するので、接合継手全体の強度向上の効果が小さくなり、接合継手の適用範囲が限定される。また、板厚が3.2mm超であっても、接合部の継手強度の向上の効果は得られるが、部材の軽量化の観点から、接合継手の適用範囲が限定される。
複数の金属板は、少なくとも接合箇所の両面又は片面に表面処理皮膜を形成した金属板を1枚以上含んでいてもよい。表面処理皮膜は、めっき皮膜を含むものであり、更に、塗装皮膜等を含むものとすることができる。めっき皮膜としては、例えば、亜鉛めっき、アルミニウムめっき、亜鉛・ニッケルめっき、亜鉛・鉄めっき、亜鉛・アルミニウム・マグネシウム系めっき等であり、めっきの製造方法としては、溶融めっき、電気めっき等である。またホットスタンプされた亜鉛めっきやアルミニウムのめっきでもよい。
金属板の形態は、少なくとも接合継手を形成する部分が板状であればよく、全体が板でなくてもよい。例えば、断面ハット形の特定の形状にプレス成型された部材のフランジ部、パイプの平面部などを含むものである。重ね合わせる金属板の枚数は、2枚に限らず、3枚以上としてもよい。また、各金属板の、種類、成分組成及び板厚は、全て同じとしても、相互に異なっていてもよい。また、別々の金属板から構成されるものに限定されず、1枚の金属板を管状などの所定の形状に成形して、端部を重ね合わせたものの重ね接合継手であってもよい。
Aピラーの場合、270〜340MPa級の合金化溶融亜鉛めっき鋼板と、590〜1800MPa級非めっき鋼板もしくはホットスタンプ鋼板と、590〜1800MPa級非めっき鋼板もしくはホットスタンプ鋼板の3枚重ねの組み合わせでの重ね接合継手が例示される。
本発明の製法は、
(a)複数の金属板を重ね合わせ、光線を照射し、金属板表面側から平面視したとき、外側輪郭が略円形状で、その中心まで溶融凝固した点状の接合部を形成すること、及び、
(b)点状の接合部の内側に光線を再照射し、光線の照射側から溶融凝固部を平面視したとき、外側輪郭が略円形状で、その中心まで再溶融凝固した形状に再溶融凝固させるともに、再溶融凝固部より軟化するように溶融境界を再加熱することを含むものである。
図5は、点状の接合部の熱処理の概要を示す斜視図である。図5(a)は、異なる照射直径で光線を照射する概要を示し、図5(b)は、集光面積を広くして光線を照射する概要を示し、図5(c)は、再溶融凝固部と凝固再加熱部とを有する点状の接合部を示す。
点状の接合部の溶融凝固部30のうち、少なくとも金属板20a、20bの重ね合わせ面近傍の溶融境界から0.5mmの範囲の領域が、焼き戻されるように(凝固再加熱部30cが得られるように)再加熱するとよい。

2a、2b 金属板
3 点状の接合部の溶融凝固部
3a 再溶融凝固部
3b 凝固再加熱部
10 接合継手
20a、20b 金属板
30 点状の接合部の溶融凝固部
30a 再溶融凝固部
30b 凝固再加熱部
30c 凝固再加熱部
50 光線
60a、60b 照射予定箇所
70a、70b 照射予定箇所
X 板厚方向のビッカース硬さの測定位置
L1 金属板表面と平行方向のビッカース硬さの測定範囲
L2 溶融凝固部のビッカース硬さの測定範囲
L3 再溶融凝固部のビッカース硬さの測定範囲
C 中心軸
W 溶融凝固部の幅
Wa 再溶融凝固部の幅
Wb 凝固再加熱部の幅
Wc 溶融境界近傍の凝固再加熱部の幅
Claims (6)
- 重ね合わされた複数の金属板で構成され、点状の接合部を有する重ね接合継手において、
前記点状の接合部は、前記複数の金属板に跨る溶融凝固部を有し、
前記溶融凝固部は、再溶融凝固部と、凝固再加熱部とを有し、
前記再溶融凝固部は、前記溶融凝固部を平面視したとき、当該溶融凝固部の中心を含む点状で、前記複数の金属板に跨っており、
前記凝固再加熱部は、前記再溶融凝固部の周囲に位置し、前記点状の接合部の溶融境界を含んでおり、前記再溶融凝固部より軟化している
ことを特徴とする重ね接合継手。 - 前記凝固再加熱部のうち、前記金属板の重ね合わせ面の前記溶融境界から、前記再溶融凝固部に向かって0.5mmの範囲のビッカース硬さの平均値は、Hv390以下であり、かつ、前記再溶融凝固部のビッカース硬さの平均値よりHv70以上低いことを特徴とする請求項1に記載の重ね接合継手。
- 前記複数の金属板が、表面処理皮膜を有する金属板を1枚以上含むことを特徴とする請求項1又は2に記載の重ね接合継手。
- 複数の金属板を重ね合わせ、高いパワー密度を有する光線を照射して接合する重ね接合継手の製造方法において、
重ね合わされた一方の金属板に高いパワー密度を有する光線を照射して、前記複数の金属板に跨って点状に溶融凝固した溶融凝固部を有する点状の接合部を形成し、
前記高いパワー密度を有する光線の照射側から前記溶融凝固部を平面視したとき、当該溶融凝固部の内側に前記高いパワー密度を有する光線を再照射し、当該溶融凝固部の円相当中心を含む点状に、前記複数の金属板に跨って再溶融凝固させて再溶融凝固部を形成し、更に、当該再溶融凝固部の周囲に前記点状の接合部の溶融境界を含む凝固再加熱部を形成するとともに、その際の再加熱条件を調整して前記凝固再加熱部を前記再溶融凝固部より軟化させることを特徴とする重ね接合継手の製造方法。 - 前記高いパワー密度を有する光線の再照射は、前記複数の金属板の板厚方向断面において、前記再溶融凝固した再溶融凝固部の外側端部から前記点状の接合部の溶融境界までの距離が1.0〜3.0mmとなるように行われることを特徴とする請求項4に記載の重ね接合継手の製造方法。
- 前記複数の金属板に、表面処理皮膜を形成した金属板を1枚以上用いることを特徴とする請求項4又は5に記載の重ね接合継手の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015178433 | 2015-09-10 | ||
| JP2015178433 | 2015-09-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017052006A true JP2017052006A (ja) | 2017-03-16 |
| JP6786977B2 JP6786977B2 (ja) | 2020-11-18 |
Family
ID=58320205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016177077A Active JP6786977B2 (ja) | 2015-09-10 | 2016-09-09 | 重ね接合継手及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6786977B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108941912A (zh) * | 2017-05-22 | 2018-12-07 | 日本梅克特隆株式会社 | 金属薄板与基材的接合构造及金属薄板与基材的焊接方法 |
| WO2019198725A1 (ja) * | 2018-04-09 | 2019-10-17 | 日本製鉄株式会社 | スポット溶接継手、スポット溶接継手を備える自動車骨格部品、及びスポット溶接継手の製造方法 |
| WO2020003950A1 (ja) | 2018-06-27 | 2020-01-02 | Smc株式会社 | 鋼材の突合せ溶接継手及びその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001017722A1 (fr) * | 1999-09-03 | 2001-03-15 | Renault | Procede et dispositif de soudage de tôles |
| JP2002160083A (ja) * | 2000-11-29 | 2002-06-04 | Nippon Steel Corp | 亜鉛めっき鋼板の重ねレーザー溶接方法 |
| JP2007160326A (ja) * | 2005-12-12 | 2007-06-28 | Miyachi Technos Corp | レーザ溶接方法 |
| JP2012240083A (ja) * | 2011-05-19 | 2012-12-10 | Nippon Steel Corp | 耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物 |
| JP2014147962A (ja) * | 2013-02-01 | 2014-08-21 | Olympus Medical Systems Corp | 部材接合方法、部材接合構造、および継手管 |
-
2016
- 2016-09-09 JP JP2016177077A patent/JP6786977B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001017722A1 (fr) * | 1999-09-03 | 2001-03-15 | Renault | Procede et dispositif de soudage de tôles |
| JP2002160083A (ja) * | 2000-11-29 | 2002-06-04 | Nippon Steel Corp | 亜鉛めっき鋼板の重ねレーザー溶接方法 |
| JP2007160326A (ja) * | 2005-12-12 | 2007-06-28 | Miyachi Technos Corp | レーザ溶接方法 |
| JP2012240083A (ja) * | 2011-05-19 | 2012-12-10 | Nippon Steel Corp | 耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物 |
| JP2014147962A (ja) * | 2013-02-01 | 2014-08-21 | Olympus Medical Systems Corp | 部材接合方法、部材接合構造、および継手管 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108941912A (zh) * | 2017-05-22 | 2018-12-07 | 日本梅克特隆株式会社 | 金属薄板与基材的接合构造及金属薄板与基材的焊接方法 |
| US11225990B2 (en) | 2017-05-22 | 2022-01-18 | Nippon Mektron, Ltd. | Joining structure of thin metal plate and base material, and welding method of thin metal plate and base material |
| CN108941912B (zh) * | 2017-05-22 | 2022-05-03 | 日本梅克特隆株式会社 | 印刷电路基板的接合构造及印刷电路基板的焊接方法 |
| WO2019198725A1 (ja) * | 2018-04-09 | 2019-10-17 | 日本製鉄株式会社 | スポット溶接継手、スポット溶接継手を備える自動車骨格部品、及びスポット溶接継手の製造方法 |
| JPWO2019198725A1 (ja) * | 2018-04-09 | 2020-12-17 | 日本製鉄株式会社 | スポット溶接継手、スポット溶接継手を備える自動車骨格部品、及びスポット溶接継手の製造方法 |
| JP7151762B2 (ja) | 2018-04-09 | 2022-10-12 | 日本製鉄株式会社 | スポット溶接継手、スポット溶接継手を備える自動車骨格部品、及びスポット溶接継手の製造方法 |
| WO2020003950A1 (ja) | 2018-06-27 | 2020-01-02 | Smc株式会社 | 鋼材の突合せ溶接継手及びその製造方法 |
| KR20210023874A (ko) * | 2018-06-27 | 2021-03-04 | 에스엠시 가부시키가이샤 | 강재의 맞대기 용접 이음매 및 그 제조 방법 |
| US20210260699A1 (en) * | 2018-06-27 | 2021-08-26 | Smc Corporation | Butt welded joint of steel material and method for manufacturing same |
| KR102731816B1 (ko) * | 2018-06-27 | 2024-11-20 | 에스엠시 가부시키가이샤 | 강재의 맞대기 용접 이음매 및 그 제조 방법 |
| US12220765B2 (en) | 2018-06-27 | 2025-02-11 | Smc Corporation | Butt welded joint of steel material and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6786977B2 (ja) | 2020-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101463702B1 (ko) | 레이저 용접 방법 | |
| JP6430070B2 (ja) | 焼入れ可能な鋼製でアルミニウムまたはアルミニウム−シリコン系の被覆を備えた半完成板金製品を製作するためのレーザ溶接方法 | |
| US10589380B2 (en) | Lap welding method, lap joint, production method of lap joint, and an automobile part | |
| JP2020073724A (ja) | プレス焼入れ用の鋼およびそのような鋼材から製造されたプレス焼入れ部品 | |
| KR20160117609A (ko) | 경화가능한 강으로 만들어진 하나 이상의 피용접재를 맞대기 이음으로 레이저 용접하기 위한 방법 | |
| US20170274473A1 (en) | Laser welded joint and laser welding method | |
| KR102285572B1 (ko) | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공형 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법, 및 중공형 ??칭 성형품의 제조 방법 | |
| KR20180019214A (ko) | 필릿 아크 용접 조인트 및 그 제조 방법 | |
| JP6443319B2 (ja) | 重ねレーザスポット溶接継手および該溶接継手の製造方法 | |
| JP6379819B2 (ja) | 重ね溶接部材、重ね溶接部材の重ね抵抗シーム溶接方法及び重ね溶接部を備える自動車用重ね溶接部材 | |
| JP6635235B1 (ja) | 重ねレーザ溶接継手、重ねレーザ溶接継手の製造方法および自動車用骨格部品 | |
| JP6786977B2 (ja) | 重ね接合継手及びその製造方法 | |
| JP6798359B2 (ja) | 重ね接合継手及びその製造方法 | |
| JP2017052005A (ja) | 重ね接合継手及びその製造方法 | |
| JP6859105B2 (ja) | 重ねレーザスポット溶接継手および該溶接継手の製造方法 | |
| JP6866691B2 (ja) | 重ね接合継手及びその製造方法 | |
| JP7151762B2 (ja) | スポット溶接継手、スポット溶接継手を備える自動車骨格部品、及びスポット溶接継手の製造方法 | |
| JP6885523B2 (ja) | スポット溶接継手、及びスポット溶接継手の製造方法 | |
| CN113573838B (zh) | 搭接激光焊接接头及其制造方法以及汽车车身用结构部件 | |
| CN112118932A (zh) | 搭接激光焊接接头、搭接激光焊接接头的制造方法和汽车用骨架部件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200929 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201012 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6786977 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |