JP2017071079A - 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 - Google Patents
熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 Download PDFInfo
- Publication number
- JP2017071079A JP2017071079A JP2015197833A JP2015197833A JP2017071079A JP 2017071079 A JP2017071079 A JP 2017071079A JP 2015197833 A JP2015197833 A JP 2015197833A JP 2015197833 A JP2015197833 A JP 2015197833A JP 2017071079 A JP2017071079 A JP 2017071079A
- Authority
- JP
- Japan
- Prior art keywords
- conductive sheet
- heat conductive
- carbon material
- resin composition
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Carbon And Carbon Compounds (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
Description
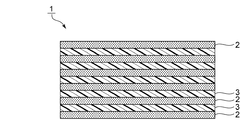
図1は、本発明の第1の実施形態に係る熱伝導シートを示す模式的断面図である。図1に示すように、熱伝導シート1は、第1の樹脂組成物層2と、第2の樹脂組成物層3とを備える。第1の樹脂組成物層2と、第2の樹脂組成物層3とは、交互に積層されている。熱伝導シート1の両側の表面側には、いずれも第1の樹脂組成物層2が配置されている。
第1の樹脂組成物層は、第1の合成樹脂と、グラフェン積層構造を有する炭素材料とを含む。
上記第1の合成樹脂としては、特に限定されず、様々な公知の合成樹脂を用いることができる。好ましくは、上記合成樹脂として熱可塑性樹脂を用いることが好ましい。熱可塑性樹脂を用いる場合、熱伝導シートの成形性をより一層高めることができる。
上記グラフェン積層構造を有する炭素材料としては、特に限定されないが、黒鉛、カーボンナノチューブ、薄片化黒鉛及びグラフェンなどを用いることができる。好ましくは、黒鉛又は薄片化黒鉛である。これらは、単独で用いてもよく、複数を併用してもよい。
また、第1の樹脂組成物層には、任意成分としてさまざまな添加剤が添加されていてもよい。添加剤としては、例えば、フェノール系、リン系、アミン系、イオウ系などの酸化防止剤;ベンゾトリアゾール系、ヒドロキシフェニルトリアジン系などの紫外線吸収剤;金属害防止剤;ヘキサブロモビフェニルエーテル、デカブロモジフェニルエーテルなどのハロゲン化難燃剤;ポリリン酸アンモニウム、トリメチルフォスフェートなどの難燃剤;各種充填剤;帯電防止剤;安定剤;顔料などが挙げられる。これらは、単独で用いてもよく、複数を併用してもよい。
第2の樹脂組成物層は、第2の合成樹脂を含んでいる。なお、第2の樹脂組成物層には、グラフェン積層構造を有する炭素材料が含まれていないことが好ましい。第2の樹脂組成物層中にグラフェン積層構造を有する炭素材料が含まれていない場合、熱伝導シートの厚み方向の熱伝導性をより一層低めることができる。よって、この場合、熱伝導シートの熱伝導性により一層の異方性をもたせることができる。
上記第2の合成樹脂としては、特に限定されず、様々な公知の合成樹脂を用いることができる。好ましくは、上記合成樹脂として熱可塑性樹脂を用いることが好ましい。熱可塑性樹脂を用いる場合、熱伝導シートの成形性をより一層高めることができる。
第2の樹脂組成物層には、上記グラフェン積層構造を有する炭素材料とは異なる炭素材料がさらに含まれていてもよい。このような炭素材料としては、例えば、カーボンファイバー、カーボンナノチューブ、カーボンナノコイルなどが挙げられる。
本発明の熱伝導シートの製造方法は、特に限定されず、例えば、以下の方法により製造することができる。
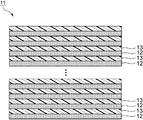
図2は、本発明の第2の実施形態に係る熱伝導シートを示す模式的断面図である。図2に示すように、熱伝導シート11では、第1の樹脂組成物層12と、第2の樹脂組成物層13が交互に積層されている。第1及び第2の樹脂組成物層12,13の積層数の総和は、100層である。熱伝導シート11のように、第1及び第2の樹脂組成物層12,13の積層数の総和は、100層以上であってもよい。なお、その他の点は、第1の実施形態と同様である。
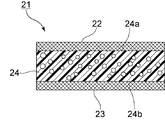
図3は、本発明の一実施形態に係る熱伝導シート積層体を示す模式的断面図である。図3に示すように、熱伝導シート積層体21は、第1,第2の熱伝導シート22,23と、発泡樹脂層24とを備える。
本発明の熱伝導シート成形体は、上述した本発明の熱伝導シート又は熱伝導シート積層体を成形することにより得られる。
以下、本発明の具体的な実施例及び比較例を挙げることにより、本発明の効果を明らかにする。なお、本発明は以下の実施例に限定されるものではない。
ポリプロピレン(PP、プライムポリマー社製、商品名「E−150GK」)95重量部と、スチレン−エチレン−ブタジエン−スチレン共重合体(SEBS、旭化成ケミカルズ社製、商品名「H1062」)5重量部と、黒鉛A(伊藤黒鉛社製、商品名「CNP7」、積層数1300層、平均粒径7μm、厚み420nm)100重量部とを、ラボプラストミル(東洋精機社製、品番「R100」)を用いて、200℃で溶融混練することにより複合材料を得た。得られた複合材料を、温度200℃、圧力20MPa及び時間5分の条件で、プレス加工によりシート状に成形して、その後常温プレスすることで厚み0.1mmの樹脂シートAを得た。
実施例1における黒鉛Aの代わりに、薄片化黒鉛B(xGScience社製、商品名「xGnPM−5」、積層数180層、平均粒径5μm、厚み60nm)を用いたこと以外は、実施例1と同様にして、厚み1.1mmの熱伝導シートを得た。
第1の層の材料として、ポリプロピレン(PP、プライムポリマー社製、商品名「E−150GK」)95重量部と、スチレン−エチレン−ブタジエン−スチレン共重合体(SEBS、旭化成社製、商品名「H1062」)5重量部と、黒鉛A(伊藤黒鉛社製、商品名「CNP7」、積層数1300層、平均粒径7μm、厚み420nm)100重量部とを用意した。
1層あたりの厚みを0.5μmとし、層数を1024としたこと以外は、実施例3と同様にして厚み0.5mmの熱伝導シートを得た。
実施例1の樹脂シートBを形成する際に、さらにタルク(日本タルク社製、商品名「MS−P」)100重量部を添加したこと以外は、実施例1と同様にして厚み1.1mmの熱伝導シートを得た。
実施例1の樹脂シートAを形成する際に、黒鉛Aの部数を50重量部としたこと以外は、実施例1と同様にして厚み1.1mmの熱伝導シートを得た。
実施例1の樹脂シートAを形成する際に、黒鉛Aを添加しなかったこと以外は、実施例1と同様にして厚み1.1mmの熱伝導シートを得た。
実施例1の樹脂シートAを形成する際に、ポリプロピレン及びスチレン−エチレン−ブタジエン−スチレン共重合体(SEBS)の代わりに、単独でポリプロピレン(PP、プライムポリマー社製、商品名「E−150GK」)を用いたこと、並びに黒鉛Aの代わりに、黒鉛C(伊藤黒鉛社製、商品名「SG−BH8」、積層数15000層、平均粒径8μm、厚み5000nm)を用いたこと以外は、実施例1と同様にして厚み1.1mmの熱伝導シートを得た。
熱伝導シートとして、厚み70μmの市販のグラファイトシート(パナソニック社製、商品名「EYGS121807」)を使用した。
実施例及び比較例で得られた熱伝導シートについて、下記の評価を行った。結果を下記の表1に示す。
実施例及び比較例の熱伝導シートについて、x方向、y方向及びz方向における熱伝導率(λx、λy及びλz)を、それぞれ、以下の式を用いて求めた。
引張破断伸びは、max(λx,λy)の方向において、JIS K 7161の引張試験に準拠して行った。
JIS K 7171に準拠して、試験速度50mm/分、スパン間距離100mmで、max(λx,λy)の方向において、測定を行い、曲げ剛性を算出した。

発泡樹脂層を構成するPP系発泡体(積水化学工業社製、商品名「ソフトロンSP」、発泡倍率:15倍、厚み:5mm)の両面に、実施例1の要領で作製した2枚の熱伝導シート(第1,第2の熱伝導シート)を積層して、熱プレスすることにより、厚み6mmの熱伝導シート積層体を得た。
発泡樹脂層を構成するPP系発泡体(積水化学工業社製、商品名「ソフトロンSP」、発泡倍率:20倍、厚み:4mm)の両面に、実施例2の要領で作製した2枚の熱伝導シート(第1,第2の熱伝導シート)を積層して、熱プレスすることにより、厚み6mmの熱伝導シート積層体を得た。
発泡樹脂層を構成するPP系発泡体(積水化学工業社製、商品名「ソフトロンSP」、発泡倍率:20倍、厚み:4mm)の両面に、比較例2の2枚の熱伝導シート(第1,第2の熱伝導シート)を積層して、熱プレスすることにより、厚み6mmの熱伝導シート積層体を得た。
発泡樹脂層を構成するPP系発泡体(積水化学工業社製、商品名「ソフトロンSP」、発泡倍率:15倍、厚み3mmを2枚重ねたもの)の両面に、比較例3の2枚の熱伝導シート(第1,第2の熱伝導シート)を積層して、熱プレスすることにより、厚み6mmの熱伝導シート積層体を得た。
実施例7,8及び比較例4,5で得られた熱伝導シート積層体について、下記の評価を行った。結果を下記の表2に示す。
170mm×170mmのシート形状の試料の中央部に、25mm×25mmのヒーターを、グリースを介して取り付け、ヒーター取付け部を下側にして、シート形状の試料を水平な状態に保った。ヒーターの温度を105℃になるように電圧調整し、ヒーター取付け面と反対面の温度をサーモグラフィで観察し、15分後のシート上面の温度を「シート上面温度」として計測した。結果を下記表2に示す。なお、表2において評価記号は以下のとおりである。
○・・・シート上面温度が40℃以上、60℃未満
×・・・シート上面温度が60℃以上
得られた熱伝導シート積層体について、長さ320mm×幅320mmの試験片を切り出した。続いてこの試験片を単発成形機(三光機工社製、品番:SPF−00001)に固定し、試験片の表面温度が170℃に達するまで加熱した。加熱後に単発成形機から取り出し、図4(a)及び(b)に示す容器状の上下一対金型を用いてプレス成形した。なお、図4(a)は、容器状の上下一対金型を示す模式的平面図であり、図4(b)は、そのA−A線に沿う模式的断面図である。
○・・・不良面積が全体面積の10%以上、20%未満
×・・・不良面積が全体面積の20%以上
2,12…第1の樹脂組成物層
3,13…第2の樹脂組成物層
21…熱伝導シート積層体
22…第1の熱伝導シート
23…第2の熱伝導シート
24…発泡樹脂層
24a…第1の主面
24b…第2の主面
Claims (15)
- 熱伝導シートであって、
第1の合成樹脂と、グラフェン積層構造を有する炭素材料とを含む、複数の第1の樹脂組成物層と、第2の合成樹脂を含む、複数の第2の樹脂組成物層と、を備え、前記第1の合成樹脂100重量部に対する前記炭素材料の含有量が、50重量部以上、150重量部以下であり、前記第1の樹脂組成物層と、前記第2の樹脂組成物層とが、交互に積層されており、前記熱伝導シートのシート平面において、任意の方向をx方向、該x方向に直交する方向をy方向とし、前記熱伝導シートの厚み方向をz方向としたときに、前記x方向の熱伝導率λx、前記y方向の熱伝導率λy及び前記z方向の熱伝導率λzが、min(λx,λy)/λz≧5を満たしている、熱伝導シート。 - 前記λx及び前記λyが、max(λx,λy)≧2W/(m・K)を満たしている、請求項1に記載の熱伝導シート。
- 前記第1及び第2の樹脂組成物層の積層数の総和が、4層以上、1000層以下である、請求項1又は2に記載の熱伝導シート。
- 前記第2の樹脂組成物層が、前記グラフェン積層構造を有する炭素材料とは異なる炭素材料又は該炭素材料とは異なる無機フィラーをさらに含む、請求項1〜3のいずれか1項に記載の熱伝導シート。
- 前記グラフェン積層構造を有する炭素材料が、黒鉛又は薄片化黒鉛である、請求項1〜4のいずれか1項に記載の熱伝導シート。
- 前記グラフェン積層構造を有する炭素材料のグラフェンシートの積層数が、100層以上である、請求項1〜5のいずれか1項に記載の熱伝導シート。
- 前記グラフェン積層構造を有する炭素材料の平均粒径が、0.1μm以上、100μm以下である、請求項1〜6のいずれか1項に記載の熱伝導シート。
- 前記グラフェン積層構造を有する炭素材料の厚みが、30nm以上である、請求項1〜7のいずれか1項に記載の熱伝導シート。
- 前記第1及び第2の合成樹脂が、それぞれ、ポリオレフィンである、請求項1〜8のいずれか1項に記載の熱伝導シート。
- 前記第1の合成樹脂の230℃における溶融粘度が、前記第2の合成樹脂の230℃における溶融粘度より低い、請求項1〜9のいずれか1項に記載の熱伝導シート。
- 発泡樹脂層と、前記発泡樹脂層の少なくとも一方側の主面上に積層された、請求項1〜10のいずれか1項に記載の熱伝導シートとを備える、熱伝導シート積層体。
- 請求項1〜10のいずれか1項に記載の熱伝導シート又は請求項11に記載の熱伝導シート積層体の成形体である、熱伝導シート成形体。
- 電子機器、屋外通信用固定装置又はスマートメータの筐体に用いられる、請求項1〜10のいずれか1項に記載の熱伝導シート。
- 電子機器、屋外通信用固定装置又はスマートメータの筐体に用いられる、請求項11に記載の熱伝導シート積層体。
- 電子機器、屋外通信用固定装置又はスマートメータの筐体に用いられる、請求項12に記載の熱伝導シート成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015197833A JP6574667B2 (ja) | 2015-10-05 | 2015-10-05 | 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015197833A JP6574667B2 (ja) | 2015-10-05 | 2015-10-05 | 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017071079A true JP2017071079A (ja) | 2017-04-13 |
| JP6574667B2 JP6574667B2 (ja) | 2019-09-11 |
Family
ID=58539523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015197833A Expired - Fee Related JP6574667B2 (ja) | 2015-10-05 | 2015-10-05 | 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6574667B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019021687A (ja) * | 2017-07-12 | 2019-02-07 | 日本ゼオン株式会社 | 熱伝導シート |
| US20210086474A1 (en) * | 2018-05-03 | 2021-03-25 | Skc Co., Ltd. | Multilayer graphite sheet with excellent electromagnetic shielding capability and thermal conductivity and manufacturing method therefor |
| WO2021192599A1 (ja) * | 2020-03-27 | 2021-09-30 | 三菱重工業株式会社 | 熱伝導フィルム、加熱装置及びガスタービンエンジン |
| CN114771040A (zh) * | 2022-03-17 | 2022-07-22 | 株洲时代华昇新材料技术有限公司 | 一种石墨叠层复合材料及其制备方法 |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1060287A (ja) * | 1996-08-14 | 1998-03-03 | Matsushita Electric Works Ltd | 高熱伝導性材料及びその製造方法、床暖房システム |
| JPH11179830A (ja) * | 1997-12-18 | 1999-07-06 | Toray Ind Inc | 複合成形品および電気・電子機器用部材 |
| JP2003092384A (ja) * | 2001-09-19 | 2003-03-28 | Matsushita Electric Ind Co Ltd | グラファイトシート |
| US20070231560A1 (en) * | 2005-10-11 | 2007-10-04 | General Electric Company | Thermal transport structure and associated method |
| US20070240310A1 (en) * | 2005-10-11 | 2007-10-18 | General Electric Company | Thermal management system and associated method |
| JP2008305917A (ja) * | 2007-06-06 | 2008-12-18 | Bando Chem Ind Ltd | 放熱シートの製造方法 |
| JP2011189700A (ja) * | 2010-03-16 | 2011-09-29 | Sekisui Chem Co Ltd | 複合シート |
| WO2013099089A1 (ja) * | 2011-12-27 | 2013-07-04 | パナソニック株式会社 | 異方性熱伝導組成物およびその成形品 |
| JP2013163363A (ja) * | 2012-01-13 | 2013-08-22 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| JP2013184318A (ja) * | 2012-03-06 | 2013-09-19 | Mitsubishi Chemicals Corp | 積層体及び部品 |
| JP2013229590A (ja) * | 2012-03-30 | 2013-11-07 | Sekisui Chem Co Ltd | 電子機器用熱伝導性積層体 |
| JP2013256099A (ja) * | 2011-08-31 | 2013-12-26 | Sekisui Chem Co Ltd | 樹脂複合成形体及びその製造方法 |
| JP2014000789A (ja) * | 2011-08-31 | 2014-01-09 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| JP2014028903A (ja) * | 2012-07-31 | 2014-02-13 | Nippon Zeon Co Ltd | 熱伝導性積層シート、熱伝導性積層シートの製造方法、及び電子機器 |
| JP2014067924A (ja) * | 2012-09-26 | 2014-04-17 | Sumitomo Bakelite Co Ltd | 熱伝導シートの製造方法 |
| WO2014087883A1 (ja) * | 2012-12-03 | 2014-06-12 | 積水化学工業株式会社 | 電磁波遮蔽材及び電磁波遮蔽用積層体 |
| JP2014150161A (ja) * | 2013-02-01 | 2014-08-21 | Sumitomo Bakelite Co Ltd | 熱伝導シートの製造方法および熱伝導シート |
| JP2015091920A (ja) * | 2013-09-30 | 2015-05-14 | 積水化学工業株式会社 | 多孔質シートおよびその製造方法 |
| JP2017510993A (ja) * | 2014-03-25 | 2017-04-13 | エルジー・ハウシス・リミテッドLg Hausys,Ltd. | 電磁波遮蔽シート、及びその製造方法 |
-
2015
- 2015-10-05 JP JP2015197833A patent/JP6574667B2/ja not_active Expired - Fee Related
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1060287A (ja) * | 1996-08-14 | 1998-03-03 | Matsushita Electric Works Ltd | 高熱伝導性材料及びその製造方法、床暖房システム |
| JPH11179830A (ja) * | 1997-12-18 | 1999-07-06 | Toray Ind Inc | 複合成形品および電気・電子機器用部材 |
| JP2003092384A (ja) * | 2001-09-19 | 2003-03-28 | Matsushita Electric Ind Co Ltd | グラファイトシート |
| US20070231560A1 (en) * | 2005-10-11 | 2007-10-04 | General Electric Company | Thermal transport structure and associated method |
| US20070240310A1 (en) * | 2005-10-11 | 2007-10-18 | General Electric Company | Thermal management system and associated method |
| JP2008305917A (ja) * | 2007-06-06 | 2008-12-18 | Bando Chem Ind Ltd | 放熱シートの製造方法 |
| JP2011189700A (ja) * | 2010-03-16 | 2011-09-29 | Sekisui Chem Co Ltd | 複合シート |
| JP2014000789A (ja) * | 2011-08-31 | 2014-01-09 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| JP2013256099A (ja) * | 2011-08-31 | 2013-12-26 | Sekisui Chem Co Ltd | 樹脂複合成形体及びその製造方法 |
| WO2013099089A1 (ja) * | 2011-12-27 | 2013-07-04 | パナソニック株式会社 | 異方性熱伝導組成物およびその成形品 |
| JP2013163363A (ja) * | 2012-01-13 | 2013-08-22 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| JP2013184318A (ja) * | 2012-03-06 | 2013-09-19 | Mitsubishi Chemicals Corp | 積層体及び部品 |
| JP2013229590A (ja) * | 2012-03-30 | 2013-11-07 | Sekisui Chem Co Ltd | 電子機器用熱伝導性積層体 |
| JP2014028903A (ja) * | 2012-07-31 | 2014-02-13 | Nippon Zeon Co Ltd | 熱伝導性積層シート、熱伝導性積層シートの製造方法、及び電子機器 |
| JP2014067924A (ja) * | 2012-09-26 | 2014-04-17 | Sumitomo Bakelite Co Ltd | 熱伝導シートの製造方法 |
| WO2014087883A1 (ja) * | 2012-12-03 | 2014-06-12 | 積水化学工業株式会社 | 電磁波遮蔽材及び電磁波遮蔽用積層体 |
| JP2014150161A (ja) * | 2013-02-01 | 2014-08-21 | Sumitomo Bakelite Co Ltd | 熱伝導シートの製造方法および熱伝導シート |
| JP2015091920A (ja) * | 2013-09-30 | 2015-05-14 | 積水化学工業株式会社 | 多孔質シートおよびその製造方法 |
| JP2017510993A (ja) * | 2014-03-25 | 2017-04-13 | エルジー・ハウシス・リミテッドLg Hausys,Ltd. | 電磁波遮蔽シート、及びその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019021687A (ja) * | 2017-07-12 | 2019-02-07 | 日本ゼオン株式会社 | 熱伝導シート |
| JP7091616B2 (ja) | 2017-07-12 | 2022-06-28 | 日本ゼオン株式会社 | 熱伝導シート |
| US20210086474A1 (en) * | 2018-05-03 | 2021-03-25 | Skc Co., Ltd. | Multilayer graphite sheet with excellent electromagnetic shielding capability and thermal conductivity and manufacturing method therefor |
| US11745463B2 (en) * | 2018-05-03 | 2023-09-05 | Skc Co., Ltd. | Multilayer graphite sheet with excellent electromagnetic shielding capability and thermal conductivity and manufacturing method therefor |
| WO2021192599A1 (ja) * | 2020-03-27 | 2021-09-30 | 三菱重工業株式会社 | 熱伝導フィルム、加熱装置及びガスタービンエンジン |
| CN114771040A (zh) * | 2022-03-17 | 2022-07-22 | 株洲时代华昇新材料技术有限公司 | 一种石墨叠层复合材料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6574667B2 (ja) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6408763B2 (ja) | 電磁波遮蔽材及び電磁波遮蔽用積層体 | |
| JP6937694B2 (ja) | 再生ポリオレフィン材料からの共押出架橋多層ポリオレフィン発泡構造体及びその製造方法 | |
| CN109729739B (zh) | 热传导片和其制造方法 | |
| JP6574667B2 (ja) | 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 | |
| KR102343721B1 (ko) | 다층 발포 시트 및 유리판용 간지 | |
| JP6012566B2 (ja) | ポリオレフィン系樹脂薄層発泡シートおよびその製造方法、その用途 | |
| JP6832260B2 (ja) | 間紙 | |
| JP6574669B2 (ja) | 樹脂積層体 | |
| Souza et al. | Thermoformable high oxygen barrier multilayer EVOH/LDPE film/foam | |
| JP2006082455A (ja) | 自動車内装天井材用の積層部材 | |
| JP6543161B2 (ja) | 熱伝導部材、熱伝導部材積層体及び熱伝導部材成形体 | |
| JP5167427B1 (ja) | 樹脂多層成形体及びその製造方法 | |
| JP4813397B2 (ja) | 導電性シート及び電子部品包装用成形品 | |
| CN111267437A (zh) | 聚苯乙烯系树脂多层发泡片及使用该多层发泡片而成的隔纸 | |
| JP2016198950A (ja) | 樹脂積層板及び樹脂積層板成形品 | |
| JP6313579B2 (ja) | 外板用樹脂積層板 | |
| JP6451305B2 (ja) | 積層断熱シート | |
| JP4906363B2 (ja) | ポリプロピレン系樹脂発泡体の製造方法 | |
| JP5714807B2 (ja) | ポリオレフィン系樹脂積層発泡シートの押出成形方法 | |
| JP7742812B2 (ja) | ポリエチレン系樹脂多層発泡シート及びその製造方法 | |
| JP5860637B2 (ja) | 多層構造体及び多層構造体の製造方法 | |
| TWI911303B (zh) | 聚乙烯系樹脂多層發泡薄片及其製造方法 | |
| JP5590895B2 (ja) | 帯電防止フィルム | |
| JP4312649B2 (ja) | ポリプロピレン系樹脂積層発泡シート及びその成形体 | |
| JP5744561B2 (ja) | ポリオレフィン系積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180703 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190819 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6574667 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |