JP2017100267A - プラスチック管端部の保持部材及び切削方法 - Google Patents
プラスチック管端部の保持部材及び切削方法 Download PDFInfo
- Publication number
- JP2017100267A JP2017100267A JP2015237630A JP2015237630A JP2017100267A JP 2017100267 A JP2017100267 A JP 2017100267A JP 2015237630 A JP2015237630 A JP 2015237630A JP 2015237630 A JP2015237630 A JP 2015237630A JP 2017100267 A JP2017100267 A JP 2017100267A
- Authority
- JP
- Japan
- Prior art keywords
- peripheral surface
- holding member
- plastic tube
- outer peripheral
- base shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Turning (AREA)
Abstract
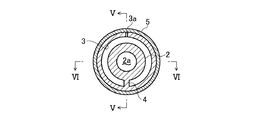
【課題】簡易な構成であると共に、小口径のプラスチック管であっても、端部外周面をしっかりと保持することができるプラスチック管端部保持部材及びこの保持部材を用いたプラスチック管端部の切削方法を提供する。【解決手段】プラスチック管の端部を保持するための保持部材21は、雌螺子が刻設された内孔22aを有する基軸体22と、該基軸体22に対して連結体24を介して一体となっている当接体23とを有している。連結体24はプラスチック管5の中心に向う求心方向に弾性的に変形可能であり、該当接体23の外周面がプラスチック管の内周面に弾性的に当接される。この保持部材21でプラスチック管5の端部を保持し、切削治具10のバイト15でプラスチック管5の端部外周面を切削する。【選択図】図7
Description
本発明は、プラスチック管の端部外周面を切削する際に該プラスチック管端部を保持するための保持部材に関する。詳しくは、プラスチック管を継手に融着するのに先立ってプラスチック管端部外周面を切削する際に使用される保持部材に関する。また、本発明は、この保持部材でプラスチック管端部を保持し、プラスチック管端部外周面を切削する方法に関する。
従来より、水道管やガス管にはプラスチック管が用いられている。このプラスチック管
の接続にはエレクトロフュージョン方式によるエレクトロフュージョン継手(以下EF継手という)が用いられている。
の接続にはエレクトロフュージョン方式によるエレクトロフュージョン継手(以下EF継手という)が用いられている。
EF継手は、継手用プラスチック管の内周面にコイル状の電熱線が埋め込まれており、該EF継手の両端より接続すべき2本のプラスチック管の端部を挿入しておき、電熱線に電流を流して発熱させ、該EF継手の内面及びプラスチック管の外面を溶融して接続するようになっている。
プラスチック管の端部外周面を切削する従来技術としては特開平5−104301「プラスチック管の切削工具」、特開2011−36928「切削用工具」があげられる。
特開平5−104301では、プラスチック管内に挿入される保持部材に円錐状のテーパ部分を持たせている。しかしながら、この保持部材では、プラスチック管の内径に応じてスクレープする長さが変化してしまう。
特開2011−36928では、プラスチック管内に挿入される保持部材に機構部を持たせて、様々な径に対応できるようになっているが、13A〜20Aの小口径のプラスチック管を保持する保持部材では、そのような機構部を設けることが非常に難しい上に、プラスチック管への挿入作業性が大きく損なわれる。
本発明は、簡易な構成であると共に、小口径のプラスチック管であっても、端部外周面を容易にかつしっかりと保持することができるプラスチック管端部の保持部材及びこの保持部材を用いたプラスチック管端部の切削方法を提供することを目的とする。
本発明のプラスチック管の端部の保持部材は、雌螺子が刻設された内孔が貫設された基軸体と、該基軸体に対して連結体を介して一体となっている当接体とを有しており、該当接体はプラスチック管の中心に向う求心方向に弾性的に変位可能であり、該当接体の外周面がプラスチック管の内周面に弾性的に当接されることを特徴とするものである。
本発明の一態様では、前記基軸体は円筒状であり、前記当接体は該基軸体の先端側を同軸状に取り巻いており、該当接体に、基軸体の軸心方向と平行なスリットが設けられており、当接体の軸心を挟んで該スリットと反対側が前記連結体を介して前記基軸体に連なっている。
本発明の別の一態様では、前記基軸体は円筒状であり、該基軸体の先端面の外周側から基軸体の軸心方向と平行方向に複数の連結体が突設されており、各連結体は、基軸体の軸心周り方向に間隔をおいて配列されており、各連結体は、その先端側が求心方向に弾性変形可能であり、各連結体の先端側の外周面から前記当接体が放射方向に突設されている。
本発明のプラスチック管端部外周面の切削方法は、治具本体と、該治具本体から突設された雄螺子棒と、該治具本体から雄螺子棒に沿って延設されたアームと、該アームの先端側に設けられたバイトとを有する切削治具を用いてプラスチック管端部の外周面を切削する方法であって、該プラスチック管端部を本発明の保持部材で保持し、該保持部材の基軸体の内孔に該雄螺子棒を螺合させ、該バイトをプラスチック管端部の外周面に押し付け、該治具本体を軸心周りに回転させて螺進させ、前記バイトをプラスチック管外周面に沿って螺旋方向に移動させてプラスチック管端部の外周面を切削することを特徴とするものである。
本発明の一態様では、前記アームは、基端側が支軸によって前記治具本体に回動可能に取り付けられており、前記切削治具には、該アームを求心方向に付勢するためのバネが設けられており、該バネの付勢力によって前記バイトをプラスチック管外周面に押し付ける。
本発明の保持部材は、当接体を押し縮めてプラスチック管の端部に挿入される。押し縮め力を解放すると、当接体がプラスチック管内周面に弾性的に密着し、これにより、プラスチック管端部が保持部材によって保持される。当接体の周長が大きいので、プラスチック管端部がしっかりと保持される。
本発明の保持部材は、構成が簡易であり、小口径のプラスチック管に対しても当接体を容易に挿入してしっかりと保持することができる。
本発明の保持部材を用いてプラスチック管の端部を保持した後、保持部材の基軸体の内孔に切削治具の雄螺子棒を螺合させる。そして、切削治具のアーム先端部のバイトをプラスチック管端部外周面に当接させ、切削治具を回転させ、バイトを螺旋方向に移動させてプラスチック管端部外周面の切削を行う。
本発明の切削方法では、アームをバネで付勢することが好ましい。このようにすることにより、バイトがプラスチック管端部外周面に一定の押圧力で押し付けられるので、プラスチック管端部外周面を均一に切削することができる。
以下、図面を参照して実施の形態について説明する。
図1〜6は第1の実施の形態に係る保持部材1を示す。この保持部材1は、厚肉円筒状の基軸体2と、該基軸体2の先端側の外周を取り巻く、1条のスリット3a付きの薄肉円筒状の当接体3と、該基軸体2と当接体3とを繋ぐ連結体4とを有する。基軸体2の内孔2aは、基軸体2の後端から先端まで貫通しており、その内周面の全体に雌螺子2bが刻設されている。基軸体2は、その肉厚(内径(半径)と外径(半径)との差)が当接体3の肉厚よりも大きく、プラスチック管外周面の切削時に実質的に変形しない強度及び剛性を有している。
当接体3は、基軸体2の先端側の外周を同軸状に取り巻いており、当接体3の内周面と基軸体2の外周面との間には、当接体3の縮径変形を許容する所定の間隙があいている。当接体3には、その軸心方向と平行方向に延在する1条のスリット3aが先端から後端まで縦断するように設けられている。当接体3が薄肉円筒状であるため、当接体3はスリット3aの幅wを拡縮させることにより縮径方向に弾性変形可能となっている。
当接体3の軸心を挟んで該スリット3aと反対側に連結体4が配置されている。この連結体4は、当接体3の先端から後端まで当接体3の軸心方向と平行方向に延在している。
この保持部材1は、基軸体2、当接体3及び連結体4を含めて合成樹脂又は金属にて一体に形成されている。
この保持部材1によって保持されるプラスチック管5は、その内径が当接体3の外径よりも若干小さいものである。保持部材1によってプラスチック管5を保持するには、図3(a)のように、当接体3のスリット幅wを狭めるように当接体3を指先又は工具によって径方向に押し縮めてプラスチック管5内に差し込む。当接体3の押し縮め力を解放すると、当接体3がそれ自身の弾性力によって元の直径に戻ろうとしてプラスチック管5の内周面に押し付けられ、これにより、図3(b)及び図4〜6の通りプラスチック管5の一端が保持される。この保持部材1は、当接体3の外周面の全体又は大部分がプラスチック管5の内周面に密着するので、プラスチック管5の端部が保持部材1にしっかりと保持される。
図11は、この保持部材1によって保持されたプラスチック管5の端部外周面を切削治具10によって切削する方法の一例を示している。この切削治具10は、治具本体部11と、該治具本体部11から前方に突設された雄螺子棒12と、基端側が該治具本体部11に対し支軸13によって回動自在に取り付けられ、雄螺子棒12に沿って延在する複数本(通常は2〜4本)のアーム14と、各アーム14の先端側を互いに接近する求心方向に付勢するバネ(図示略)と、各アーム14の先端部の求心方向側に設けられたバイト(切削刃)15とを有している。なお、上記のバネは支軸13に巻回されたつる巻バネであるが、これに限定されない。雄螺子棒12の外周面には雄螺子が刻設されている。
雄螺子棒12を保持部材1の基軸体2の内孔2aに螺合させ、治具本体部11を矢印θ方向にモータ(図示略)によって回すと、雄螺子棒12は図11の左方に螺進する。雄螺子棒12が所定長さ螺進すると、バイト15がプラスチック管5の最端部外周面に当接した図11の状態となる。
この状態から治具本体部11をさらにθ方向に回すと、雄螺子棒12がさらに螺進し、バイト15がプラスチック管5の外周面を切削しながら螺旋方向に移動する。プラスチック管5の端部近傍の必要な範囲がバイト15で切削されるまで治具本体部11をθ方向に回転させる。その後、治具本体部11を反θ方向に回転させて雄螺子棒12を図11の右方向に退動させ、雄螺子棒12を内孔2aから離脱させ、切削治具10とプラスチック管5とを離反させる。
保持部材1は、プラスチック管5の端部をしっかりと保持しているため、切削治具10を回転させたときに、該切削治具10がぐらついたりすることがなく、バイト15が一定の押圧力Fでプラスチック管5の外周面に押し付けられつつ螺旋方向に移動する。これにより、プラスチック管5の端部外周面が規定深さにて切削される。
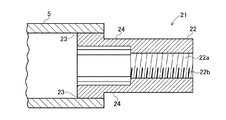
図7〜10は第2の実施の形態に係る保持部材21を示す。この保持部材21は、厚肉円筒状の基軸体22と、該基軸体22の先端側の外周から突設された複数片(この実施形態では4片)の連結体24と、各連結体24の先端部の外周面に設けられた当接体23とを有する。基軸体22の内孔22aは、基軸体22の後端から先端まで貫通しており、その内周面の全体に雌螺子22bが刻設されている。基軸体22は、その肉厚(内径(半径)と外径(半径)との差)が連結体24の肉厚よりも大きく、プラスチック管外周面の切削時に実質的に変形しない強度及び剛性を有している。
各連結体24は、基軸体22の先端側の周方向に間隔を置いて配列されており、その先端側が求心方向に弾性的に変位可能となっている。当接体23は、連結体24の外周面から隆起する段状に設けられている。1片の連結体24の周方向の延在範囲である、基軸体22の軸心周りの中心角a(図8)は、10〜170°、中でも30〜120°、特に60〜90°が好ましい。当接体23の個数は、プラススチック管5の端部をしっかりと、均等な力で保持する為には多い方が好ましい。但し保持部材21の製造上の観点から、当接体23の数が多過ぎると工程が多くなり煩雑なるため、当接体23の個数は、一般的には2〜12個であることが好ましく、中でも3〜9個、特に4〜7個であることが好ましい。また当接体23における基軸体22の軸心周りの中心角a(図8)は、均等でも不均等であってもよいが、プラススチック管5の端部をしっかりと、均等な力で保持する為には、均等に近い方が好ましい。尚、図8では、当該中心角aが略均等となっている。
この保持部材21は、基軸体22、当接体23及び連結体24を含めて合成樹脂又は金属にて一体に形成されている。
この保持部材21によって保持されるプラスチック管5は、その内径が当接体23の外接円の直径よりも若干小さいものである。保持部材21によってプラスチック管5を保持するには、図10のように、連結体24を求心方向に押してたわませ、当接体23をプラスチック管5内に差し込む。連結体24の押し縮め力を解放すると、連結体24がそれ自身の弾性力によって元の直径に戻ろうとして当接体23がプラスチック管5内周面に押し付けられ、これにより、図10の通りプラスチック管5の一端が保持される。この保持部材21は、当接体23の外周面の全体又は大部分がプラスチック管5の内周面に密着すると共に、4片の当接体23の合計の周長が長いので、プラスチック管5の端部が保持部材21にしっかりと保持される。
この保持部材21によって保持されたプラスチック管5の端部外周面を切削治具10によって切削する方法は、図11と同様である。
即ち、雄螺子棒12を保持部材21の基軸体2の内孔22aに螺合させ、治具本体部11を矢印θ方向にモータ(図示略)によって回し、雄螺子棒12が所定長さ螺進させ、バイト15をプラスチック管5の最端部外周面に当接させる。
この状態から治具本体部11をさらにθ方向に回し、雄螺子棒12をさらに螺進させ、バイト15をプラスチック管5の外周面を切削しながら螺旋方向に移動させる。プラスチック管5の端部近傍の必要な範囲がバイト15で切削されるまで治具本体部11をθ方向に回転させる。その後、治具本体部11を反θ方向に回転させて雄螺子棒12を図11の右方向に退動させ、雄螺子棒12を内孔22aから離脱させ、切削治具10とプラスチック管5とを離反させる。
この実施形態でも、保持部材21がプラスチック管5の端部をしっかりと保持しているため、切削治具10を回転させたときに、該切削治具10がぐらついたりすることがなく、バイト15が一定の押圧力Fでプラスチック管5の外周面に押し付けられつつ螺旋方向に移動する。これにより、プラスチック管5の端部外周面が規定深さにて切削される。
上記実施の形態は本発明の一例であり、本発明は図示以外の形態とされてもよい。
1,21 保持部材
2,22 基軸体
3,23 当接体
3a スリット
4,24 連結体
5 プラスチック管
10 切削治具
11 治具本体
12 雄螺子棒
14 アーム
15 バイト
2,22 基軸体
3,23 当接体
3a スリット
4,24 連結体
5 プラスチック管
10 切削治具
11 治具本体
12 雄螺子棒
14 アーム
15 バイト
Claims (5)
- プラスチック管の端部を保持するための保持部材であって、
雌螺子が刻設された内孔が貫設された基軸体と、
該基軸体に対して連結体を介して一体となっている当接体と
を有しており、
該当接体はプラスチック管の中心に向う求心方向に弾性的に変位可能であり、該当接体の外周面がプラスチック管の内周面に弾性的に当接されることを特徴とするプラスチック管端部の保持部材。 - 請求項1において、前記基軸体は円筒状であり、前記当接体は該基軸体の先端側を同軸状に取り巻いており、
該当接体に、基軸体の軸心方向と平行なスリットが設けられており、
当接体の軸心を挟んで該スリットと反対側が前記連結体を介して前記基軸体に連なっていることを特徴とするプラスチック管端部の保持部材。 - 請求項1において、前記基軸体は円筒状であり、該基軸体の先端面の外周側から基軸体の軸心方向と平行方向に複数の連結体が突設されており、
各連結体は、基軸体の軸心周り方向に間隔をおいて配列されており、
各連結体は、その先端側が求心方向に弾性変形可能であり、
各連結体の先端側の外周面から前記当接体が放射方向に突設されていることを特徴とするプラスチック管端部の保持部材。 - 治具本体と、該治具本体から突設された雄螺子棒と、該治具本体から雄螺子棒に沿って延設されたアームと、該アームの先端側に設けられたバイトとを有する切削治具を用いてプラスチック管端部の外周面を切削する方法であって、
該プラスチック管端部を請求項1ないし3のいずれか1項に記載の保持部材で保持し、
該保持部材の基軸体の内孔に該雄螺子棒を螺合させ、該バイトをプラスチック管端部の外周面に押し付け、該治具本体を軸心周りに回転させて螺進させ、前記バイトをプラスチック管外周面に沿って螺旋方向に移動させてプラスチック管端部の外周面を切削することを特徴とするプラスチック管端部外周面の切削方法。 - 請求項4において、前記アームは、基端側が支軸によって前記治具本体に回動可能に取り付けられており、
前記切削治具には、該アームを求心方向に付勢するためのバネが設けられており、
該バネの付勢力によって前記バイトをプラスチック管外周面に押し付けることを特徴とするプラスチック管端部周面の切削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237630A JP2017100267A (ja) | 2015-12-04 | 2015-12-04 | プラスチック管端部の保持部材及び切削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237630A JP2017100267A (ja) | 2015-12-04 | 2015-12-04 | プラスチック管端部の保持部材及び切削方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017100267A true JP2017100267A (ja) | 2017-06-08 |
Family
ID=59016289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015237630A Pending JP2017100267A (ja) | 2015-12-04 | 2015-12-04 | プラスチック管端部の保持部材及び切削方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017100267A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018211785A1 (ja) | 2017-05-19 | 2018-11-22 | 新東工業株式会社 | 鋳型造型装置及び鋳型造型方法 |
-
2015
- 2015-12-04 JP JP2015237630A patent/JP2017100267A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018211785A1 (ja) | 2017-05-19 | 2018-11-22 | 新東工業株式会社 | 鋳型造型装置及び鋳型造型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005301151A (ja) | 光コンタクトユニット及び光プラグ | |
| JP2020023028A (ja) | スクレーパ装置 | |
| JP2015042449A (ja) | シャープペンシル用中芯及びその製造方法 | |
| JP2017100267A (ja) | プラスチック管端部の保持部材及び切削方法 | |
| JP2015124862A (ja) | パイプの分岐部および分岐管ユニットとそれらの製造方法 | |
| JP2009142877A (ja) | 管端修正具 | |
| CN101712078B (zh) | 夹头 | |
| CN109562462A (zh) | 刀架和这种刀架的夹持系统以及用于这种刀架的刀具托座的制造方法 | |
| JP4884083B2 (ja) | 二重管の曲げ加工用芯金 | |
| JP6762042B2 (ja) | 工具用チャック並びに工具保持方法及び工具取り外し方法 | |
| JP5953410B1 (ja) | 管継手構造 | |
| CN116369825B (zh) | 蛇骨结构的制备方法以及夹具 | |
| JPWO2018158920A1 (ja) | 工具ホルダの工具締付方法及び工具ホルダ | |
| JP5748434B2 (ja) | 管体の接続用維持具 | |
| JP2019150550A (ja) | 棒灸保持具、その製造方法、温灸棒、および灸装置 | |
| JP5778386B2 (ja) | 管継手用ロックリング、管継手、及び、管継手用ロックリングの製造方法 | |
| CN209986023U (zh) | 一种扩孔整形工装 | |
| JP7278752B2 (ja) | バリ取り工具、バリ取り方法及びバリ取り装置 | |
| JP4428621B2 (ja) | インコア | |
| JP2011058599A (ja) | 管接続装置 | |
| JP4476263B2 (ja) | 管継手 | |
| JP7627451B2 (ja) | 製造装置及び製造方法 | |
| JP7659840B2 (ja) | 金属管の分岐部構造製造装置及び金属管の分岐部構造の製造方法 | |
| US10088052B2 (en) | Method of manufacturing a seal | |
| CN109175428A (zh) | 一种用于薄壁筒形件的夹紧工装 |