JP2017100370A - 積層体及びその製造方法 - Google Patents
積層体及びその製造方法 Download PDFInfo
- Publication number
- JP2017100370A JP2017100370A JP2015235855A JP2015235855A JP2017100370A JP 2017100370 A JP2017100370 A JP 2017100370A JP 2015235855 A JP2015235855 A JP 2015235855A JP 2015235855 A JP2015235855 A JP 2015235855A JP 2017100370 A JP2017100370 A JP 2017100370A
- Authority
- JP
- Japan
- Prior art keywords
- base material
- atmospheric pressure
- pressure plasma
- material sheet
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Paper (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
例えば特許文献1には、アラミド繊維を湿式抄紙してなるアラミド紙とポリエチレンテレフタレート製樹脂フィルムとを接着剤無しで接合する方法として、アラミド紙の表面に対して低温プラズマ処理を施して該表面の改質を行う方法が記載されている。
また特許文献2には、熱可塑性樹脂フィルムからなる第1基材の両面に、該第1基材用原反シートと異なる種類の熱可塑性樹脂フィルムであってヒートシール性を有する第2基材用原反シートを接合してなる包装材料積層体の製造方法において、両基材用原反シートの接合に大気圧プラズマ処理を用いることが記載されている。
雰囲気温度20℃の環境領域で、測定対象の不織布を空中に水平に張設し、該不織布の上面に濡れ張力試験液を15μL滴下し、試験液の滴下から20秒経過後に、該上面における該試験液の状態を目視観察する。その観察において、試験液が不織布の厚み方向に透過又は面方向に拡散した場合は、表面張力のより大きな試験液に変更して同様の操作を行う。そして、試験液が不織布を透過できずにその液滴が不織布の上面に残った場合、又は面方向に拡散せずに該上面に濡れがほとんど認められない場合、斯かる場合の直前の滴下操作に使用した試験液、即ち、不織布を透過又は拡散できた試験液のうち表面張力が最大のものの表面張力を、当該不織布の雰囲気温度20℃における濡れ張力とする。濡れ張力試験液としては、JIS K 6768:1999に従い調製した、エチレングリコールモノエチルエーテル、ホルムアミド、メタノール及び水の混合液を用い、各成分の混合比を適宜変更して表面張力を調整する。尚、このような濡れ張力試験液は例えば和光純薬より、ぬれ張力試験用混合液という商品名で市販されている。
JIS Z 0237:2009に規定する180°引きはがし(T型剥離)粘着力の測定法に準じて測定する。測定対象の積層体から幅100mm×長さ20mm以上の帯状物をサンプリングして試験片とする。20℃、65%RHの環境下にて、引張試験機(島津製作所製、オートグラフ(登録商標)AG−IS 100N)チャック間に試験片の長手方向両端部を挟み、その状態で剥離速度300mm/分minで180°方向に引き剥がし(剥離長さ100mm)、剥離強度を測定する。測定結果を試験片の幅(単位はmm)で割って、10mm幅当り接合強度(単位はcN/10mm)とする。
第1基材用原反シートとして市販の低密度PEフィルム(商品名「ノバテック(登録商標)」、三菱化学(株)製、厚み22μm)を用い、第2基材用原反シートとして坪量20g/m2 の天然セルロース繊維からなる紙を用いた。第2基材用原反シートとして用いた紙は、原料として針葉樹晒しクラフトパルプ100%を用い、これをJIS P 8220:1998に従って離解した後、JIS P 8121:2012に従ってカナダ標準濾水度560mLになるまで叩解し、JIS P 8223:2005に従って湿式抄紙して製造した。
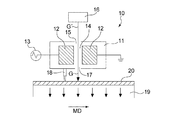
第1基材用原反シートの片面に対し、図1に示すリモート式プラズマ装置10と基本構成が同様の装置を用いて、大気圧プラズマ処理を施した(即ち大気圧プラズマ処理工程)。大気圧プラズマ処理工程における諸条件の詳細は下記の通りである。
次いで、大気圧プラズマ処理が施された第1基材用原反シート即ち第1基材の片面に第2基材用原反シート(又は第2基材)を重ね合わせ、その重ね合わせ体を加熱加圧して両シート(即ち基材)を一体化して、目的とする積層体を得た(即ち一体化工程)。一体化工程における諸条件の詳細は下記の通りである。
・リモート式プラズマ装置:Tough Plasma(登録商標) FPE20(富士機械製造(株)製)
・プラズマ吹き出し口と第1基材用原反シート(即ち処理対象物)との距離:5mm
・大気圧プラズマ処理時における第1基材用原反シート(即ち処理対象物)の搬送速度:25m/min
・処理制御方法:二軸ロボット((株)IAI製)で制御(ここではA4判にわたり処理)
・処理用ガスとして窒素(純度99.9%以上、酸素含有量0.1%以下)を用い、処理用ガスの流量を30L/minとした。
・加熱エアーを用い、大気圧プラズマ吹き付け前の処理対象物を加熱処理した。加熱エアーには大気を用いた。加熱エアーの流量20L/min、加熱温度(即ち加熱エアーの処理対象物の表面位置での温度)150℃とした。
・大気圧プラズマ処理時に、処理対象物における大気圧プラズマが吹き付けられる面とは反対側から処理対象物の吸引を実施した。
・装置:東洋精機(株)製 Mini Test Press−10
・重ね合わせ体の加熱温度:100℃
・重ね合わせ体への圧力:25MPa
・加熱加圧時間:10秒間
第1基材用原反シートとして、市販の二軸延伸PETフィルム(商品名「テトロン(登録商標)G2C」、帝人(株)製、厚み25μm)を用いた以外は、実施例1と同様にして積層体を得た。
第2基材用原反シートとして、市販のコピー用紙(商品名「リサイクルカット判G80(型番G80A4W)、トッパン・フォームズ(株)製、古紙パルプ配合率70質量%、森林認証材パルプ配合率30質量%、坪量64g/m2)を用いた以外は、実施例1と同様にして積層体を得た。
第1基材用原反シートとして、実施例1で用いたPETフィルムと同じものを用いた以外は、実施例3と同様にして積層体を得た。
第1基材用原反シートとして、PETを芯部、PEを鞘部とする芯鞘型複合繊維から構成されるスパンボンド不織布(商品名「エルベス(登録商標)」(型番S20S0203WDO)、ユニチカ(株)製、坪量20g/m2)を用いた以外は、実施例1と同様にして積層体を得た。
第2基材として、実施例3で用いたコピー用紙と同じものを用いた以外は、実施例5と同様にして積層体を得た。
第2基材用原反シートとして、市販の板紙(商品名「色上質紙 超厚口黒」、北越紀州製紙(株)製、坪量204.5g/m2)を用いた以外は、実施例5と同様にして積層体を得た。
第1基材用原反シートに大気圧プラズマ処理を施さずに、第1基材用原反シートと第2基材用原反シートとの一体化工程を行った以外は、実施例1〜7と同様にして積層体を得た。
各実施例及び比較例の積層体について、前記方法により第1基材と第2基材との接合強度(即ちT型剥離強度)を測定した。その結果を下記表1に示す。
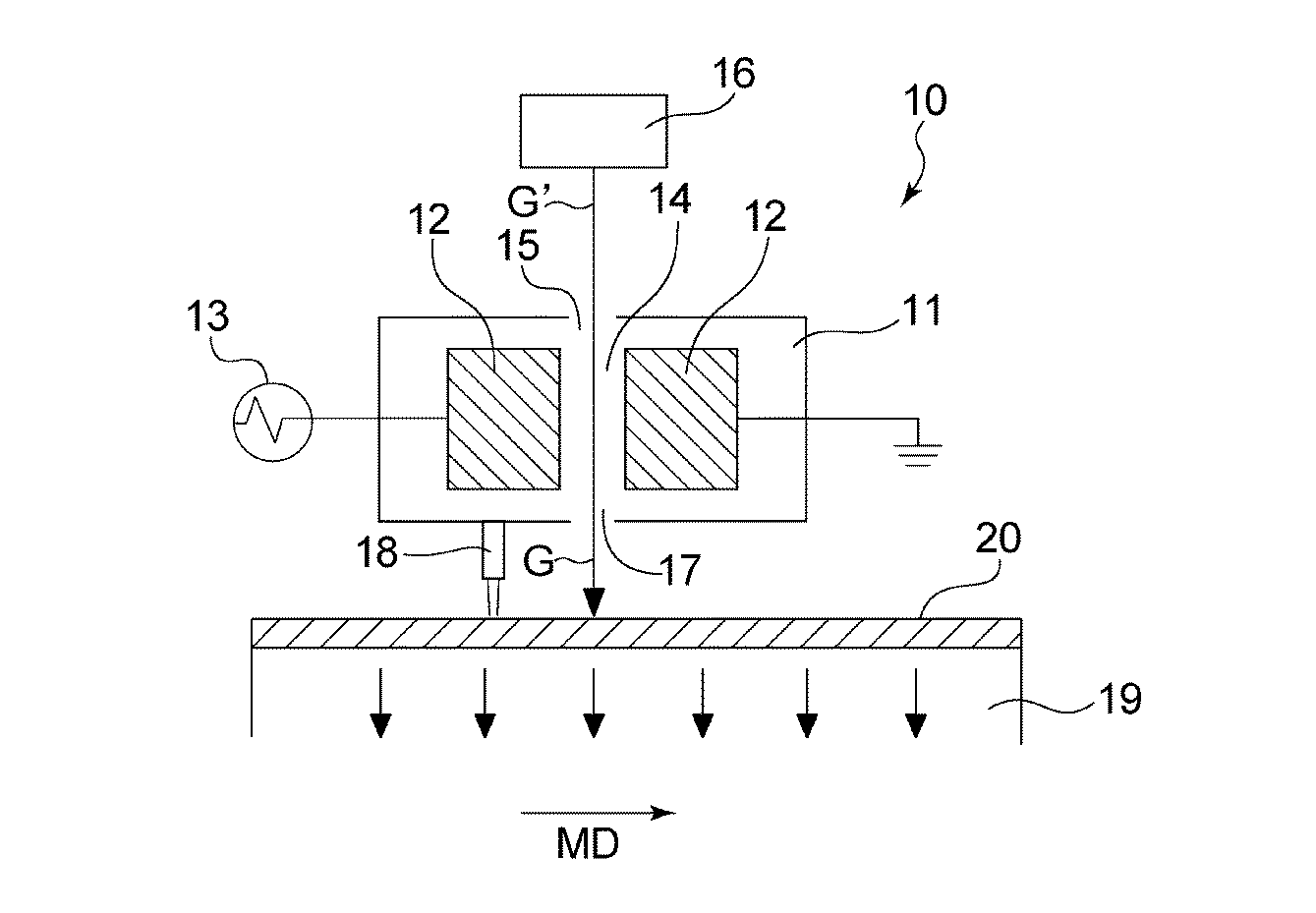
11 処理ヘッド
12 電極
13 電源
14 放電空間
15 処理用ガスの導入口
16 処理用ガスの供給源
17 ガス吹き出し口
18 加熱手段
19 搬送コンベア
20 第1基材用原反シート(即ち処理対象物)
G’ 処理用ガス
G 大気圧プラズマ
Claims (11)
- 互いに異種のシート状の第1基材と第2基材とが直接接合されてなる積層構造を有し、
前記第1基材は、熱可塑性樹脂を主体とするフィルム又は不織布であり、前記第2基材は、セルロース系繊維を主体とする繊維集合体である積層体。 - 前記第1基材の熱可塑性樹脂は、ポリオレフィン系及びポリエステル系からなる群から選択される1種以上である請求項1に記載の積層体。
- 前記第1基材がフィルムの場合、該第1基材における前記第2基材との接合面の水に対する接触角が60°以下である請求項1又は2に記載の積層体。
- 前記第1基材が不織布の場合、該第1基材における前記第2基材との接合面の濡れ張力が55mN/m以上である請求項1〜3の何れか一項に記載の積層体。
- 前記第2基材のセルロース系繊維は、天然セルロース繊維、マーセル化セルロース繊維、溶解セルロース繊維及びセルロース繊維誘導体からなる群から選択される1種以上である請求項1〜4の何れか一項に記載の積層体。
- 請求項1〜5の何れか一項に記載の積層体の製造方法であって、
第1基材用原反シートの片面に、処理用ガスを用いてプラズマ装置により大気圧下で生成した大気圧プラズマを接触させる大気圧プラズマ処理を施す大気圧プラズマ処理工程と、
前記大気圧プラズマ処理が施された前記第1基材用原反シートの片面に第2基材用原反シートを重ね合わせ、その重ね合わせ体を加熱加圧して両シートを一体化する一体化工程とを有する積層体の製造方法。 - 前記処理用ガスは、窒素及び酸素からなる群から選択される1種以上又は大気である請求項6に記載の積層体の製造方法。
- 前記第1基材用原反シートの片面に前記大気圧プラズマを接触させる前に、該第1基材用原反シートを加熱する請求項6又は7に記載の積層体の製造方法。
- 前記第1基材用原反シートの加熱温度が、該第1基材用原反シートに含まれる熱可塑性樹脂のガラス転移温度以上で且つ該熱可塑性樹脂の融点未満である請求項8に記載の積層体の製造方法。
- 前記第1基材用原反シートの片面に前記大気圧プラズマを1回以上接触させ、且つ
前記第2基材用原反シートには前記大気圧プラズマ処理を施さないか、又は前記第2基材用原反シートにおける前記第1基材用原反シートとの対向面に前記大気圧プラズマを1回以上接触させる請求項6〜9の何れか一項に記載の積層体の製造方法。 - 前記一体化工程において、前記重ね合わせ体の加熱温度が80℃以上、前記重ね合わせ体にかける圧力が0.1MPa以上30MPa以下である請求項6〜10の何れか一項に記載の積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015235855A JP6748420B2 (ja) | 2015-12-02 | 2015-12-02 | 積層体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015235855A JP6748420B2 (ja) | 2015-12-02 | 2015-12-02 | 積層体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100370A true JP2017100370A (ja) | 2017-06-08 |
| JP6748420B2 JP6748420B2 (ja) | 2020-09-02 |
Family
ID=59015359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015235855A Expired - Fee Related JP6748420B2 (ja) | 2015-12-02 | 2015-12-02 | 積層体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6748420B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114099144A (zh) * | 2020-08-31 | 2022-03-01 | 王子控股株式会社 | 吸收性物品的制造方法及吸收性物品的制造装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08244127A (ja) * | 1995-03-14 | 1996-09-24 | Sumitomo Chem Co Ltd | 積層体の製造方法 |
| JP2004330522A (ja) * | 2003-05-02 | 2004-11-25 | Idemitsu Unitech Co Ltd | 積層体 |
| JP2010202855A (ja) * | 2009-02-06 | 2010-09-16 | Kao Corp | 膜状成形体とその製造方法 |
| JP2011083906A (ja) * | 2009-10-13 | 2011-04-28 | Fujimori Kogyo Co Ltd | 積層体の製造方法及び積層体、それを用いた包装容器 |
| JP2012149248A (ja) * | 2010-12-27 | 2012-08-09 | Dainippon Printing Co Ltd | 積層体およびその製造方法 |
| JP2015112341A (ja) * | 2013-12-12 | 2015-06-22 | 花王株式会社 | 吸収性物品 |
-
2015
- 2015-12-02 JP JP2015235855A patent/JP6748420B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08244127A (ja) * | 1995-03-14 | 1996-09-24 | Sumitomo Chem Co Ltd | 積層体の製造方法 |
| JP2004330522A (ja) * | 2003-05-02 | 2004-11-25 | Idemitsu Unitech Co Ltd | 積層体 |
| JP2010202855A (ja) * | 2009-02-06 | 2010-09-16 | Kao Corp | 膜状成形体とその製造方法 |
| JP2011083906A (ja) * | 2009-10-13 | 2011-04-28 | Fujimori Kogyo Co Ltd | 積層体の製造方法及び積層体、それを用いた包装容器 |
| JP2012149248A (ja) * | 2010-12-27 | 2012-08-09 | Dainippon Printing Co Ltd | 積層体およびその製造方法 |
| JP2015112341A (ja) * | 2013-12-12 | 2015-06-22 | 花王株式会社 | 吸収性物品 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114099144A (zh) * | 2020-08-31 | 2022-03-01 | 王子控股株式会社 | 吸收性物品的制造方法及吸收性物品的制造装置 |
| CN114099144B (zh) * | 2020-08-31 | 2022-09-27 | 王子控股株式会社 | 吸收性物品的制造方法及吸收性物品的制造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6748420B2 (ja) | 2020-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100116557A (ko) | 수력으로 형성된 마이크로파이버 부직 시트 | |
| JP4029837B2 (ja) | 不織布並びにそれを利用した積層体及び紐状体 | |
| CN1158104A (zh) | 微孔膜/无纺复合材料 | |
| JP2007083394A (ja) | 有孔ラミネート | |
| EP3150371B1 (en) | Fiber sheet | |
| WO2016031418A1 (ja) | 吸収性物品用の吸収体を製造する方法 | |
| EP3189821A1 (en) | Method for manufacturing water absorbent article and absorbent article manufactured thereby | |
| WO2016103961A1 (ja) | 吸収性物品 | |
| JP2019039116A (ja) | 不織布ワイパーおよびその製造方法 | |
| JP5208861B2 (ja) | 吸音性積層材および吸音性積層材成形物 | |
| JP6748420B2 (ja) | 積層体及びその製造方法 | |
| JP2018202628A (ja) | 不織布複合シートの製造方法 | |
| CN103432912A (zh) | 一种半透膜的复合支撑材及其制造方法 | |
| CN101618626B (zh) | 一种植物叶子的处理工艺 | |
| JP6804288B2 (ja) | セルロース繊維不織布/pp樹脂繊維不織布の複層不織布 | |
| WO2015046162A1 (ja) | 吸収体の製造方法及び製造装置 | |
| JP2012192041A (ja) | 化粧用パフ | |
| CN119998115A (zh) | 热封片和灭菌包装体 | |
| JP4999906B2 (ja) | 積層加工紙 | |
| JP2001030395A (ja) | 積層加工紙 | |
| JP6116383B2 (ja) | 吸収性物品 | |
| KR20190136757A (ko) | 다층 스펀레이스 부직포 제조 방법, 장치 및 다층 스펀레이스 부직포를 이용한 마스크팩 | |
| JP2006002296A (ja) | 水解紙の製造方法および水解紙 | |
| JP7474035B2 (ja) | 拭き取り用シートの製造方法 | |
| JP2014233444A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160222 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190709 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200807 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6748420 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |