JP2017100423A - 積層集成材パネル - Google Patents
積層集成材パネル Download PDFInfo
- Publication number
- JP2017100423A JP2017100423A JP2015237624A JP2015237624A JP2017100423A JP 2017100423 A JP2017100423 A JP 2017100423A JP 2015237624 A JP2015237624 A JP 2015237624A JP 2015237624 A JP2015237624 A JP 2015237624A JP 2017100423 A JP2017100423 A JP 2017100423A
- Authority
- JP
- Japan
- Prior art keywords
- laminated
- thickness
- panel
- plate
- wood
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000010030 laminating Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 25
- 239000002023 wood Substances 0.000 abstract description 29
- 239000000853 adhesive Substances 0.000 abstract description 27
- 230000001070 adhesive effect Effects 0.000 abstract description 27
- 238000000926 separation method Methods 0.000 abstract description 4
- 239000002648 laminated material Substances 0.000 description 45
- 238000000034 method Methods 0.000 description 31
- 238000010438 heat treatment Methods 0.000 description 21
- 238000005304 joining Methods 0.000 description 15
- 239000000835 fiber Substances 0.000 description 10
- 230000000712 assembly Effects 0.000 description 9
- 238000000429 assembly Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000000758 substrate Substances 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 241000218645 Cedrus Species 0.000 description 1
- 241000218691 Cupressaceae Species 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 241000219492 Quercus Species 0.000 description 1
- 241000190021 Zelkova Species 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
Images





Abstract
Description
うち,造作用集成材は,ひき板を素地のまま集成接着し,素地のもつ美観をそのままあらわしたもの,或いは,これらの表面にみぞ切り等の加工をしたもので,主に構造物等の内部造作,例えば,壁面材,カウンター板,床板および階段材などの住宅造作用或いは家具などに使用されている。
また,構造用集成材は,所要の耐力を目的として等級区分したひき板を集成接着したものであって,所要の耐力に応じた断面の大きさと安定した強度性能を持ったもので,小・中断面積のものは木造住宅の柱,梁および桁などに,また大断面積のものは体育館,学校,集会施設,事務所,寺院および教会などに使用されている。
これらの工程のうち,接合工程における接合方法は,プレスを蒸気などで高温に加熱し,その熱でひき板を加熱するホットプレス方式,或いは高周波誘電加熱を利用した高周波誘電加熱方式などがある。後者の高周波誘電加熱方式を採用した集成材の接合方法は,例えば,下記特許文献4〜6にそれぞれ開示されている。
も煩雑になる。
また,上記特許文献2,3に記載の集成材も三層構造であって,同様の課題が潜在している。なお,例えば上記特許文献2記載のものは,板状体に対して表裏面の材料が厚くても3mm程度であるゆえに,中心層の板状体の反りやアバレを阻止するには強度的にも弱く,直交貼りしてあっても反りを矯正する力に限界がある。
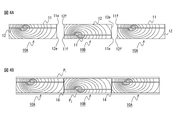
本発明の実施形態に係る積層集成材パネル10(図3参照)は,二種類の積層集成材10A,10B(図3参照)で構成されている。
10A,10B 積層集成材
11,12 ひき板
11a 底面(木裏)
11b 表面(木表)
11c,11d 短辺側面
11f,11e 長辺側面
12a 表面(木表)
12b 木裏
12c,12d 短辺側面
12f,12e 長辺側面
13,14 接着剤
131,132,133,141,142 接着部
Claims (3)
- 原木を長さ方向に縦挽きした厚さt1の第1のひき板と前記厚さt1より厚い厚さt2の第2のひき板とを用い,これらのひき板を互いに木裏面を合わせて接着剤を介して積層して複数の積層集成材を作製し,これらの積層集成材を交互に天地を反転させて,少なくとも長さ方向の側面で接合されていることを特徴とする積層集成材パネル。
- 前記第1のひき板の厚さttは,2mm〜30mmの範囲であることを特徴とする請求項1に記載の積層集成材パネル。
- 前記第1,第2のひき板は,柾目材のものであることを特徴とする請求項1または2に記載の積層集成材パネル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237624A JP2017100423A (ja) | 2015-12-04 | 2015-12-04 | 積層集成材パネル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015237624A JP2017100423A (ja) | 2015-12-04 | 2015-12-04 | 積層集成材パネル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017100423A true JP2017100423A (ja) | 2017-06-08 |
Family
ID=59015381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015237624A Pending JP2017100423A (ja) | 2015-12-04 | 2015-12-04 | 積層集成材パネル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017100423A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022074284A (ja) * | 2020-11-04 | 2022-05-18 | 株式会社しそうの森の木 | 家具・建具用の直交集成板及びその製造方法 |
-
2015
- 2015-12-04 JP JP2015237624A patent/JP2017100423A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022074284A (ja) * | 2020-11-04 | 2022-05-18 | 株式会社しそうの森の木 | 家具・建具用の直交集成板及びその製造方法 |
| JP7716731B2 (ja) | 2020-11-04 | 2025-08-01 | 株式会社しそうの森の木 | 家具・建具用の直交集成板及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101462013B1 (ko) | 하이브리드 목질코어 집성재 및 그 제조방법 | |
| US8245741B2 (en) | Method and system for glulam beams | |
| WO2008010602A1 (en) | Composite material for core, process for producing the same, plywood and process for producing the same | |
| CN107263626A (zh) | 连续长竹方材的制造方法及其产品 | |
| CN103029177A (zh) | 浸渍压缩重组结构人造板及其制造方法 | |
| CN103790332A (zh) | 一种三层实木复合地板及制作方法 | |
| JP2017100423A (ja) | 積層集成材パネル | |
| KR102133086B1 (ko) | 수직격막 및 바닥부재용 다중접합 구조용 집성판 및 그 제조방법 | |
| CN221561686U (zh) | 特殊多层结构拼制的细木工生态板 | |
| JP2008126572A (ja) | 積層木材及び積層木材の製造方法 | |
| JP2014094497A (ja) | 単板集成材積層体 | |
| CN110614681A (zh) | 一种采用竹集成材与规格材制备复合交错层积材的方法 | |
| WO2022039608A1 (en) | Honeycomb sandwich panel | |
| CN203994101U (zh) | 连续成型复合结构材 | |
| JP2019171591A (ja) | 建築板 | |
| CN210589752U (zh) | 竹型材的结构 | |
| KR100545364B1 (ko) | 원목 판넬의 제조 방법 및 이 방법에 의해 제조되는 원목판넬 | |
| JP2009000932A (ja) | 構造用集成材 | |
| CN114311181A (zh) | 一种以斜磨搭接木材中板制作胶合板的方法 | |
| KR102072913B1 (ko) | 수직격막부재용 다중접합 구조용 집성판, 그 제조방법 및 이에 의해 제조된 집성판의 접합방법 | |
| KR102322487B1 (ko) | 목구조용 수직격막부재 및 그 제조방법 | |
| CN205521831U (zh) | 利用枝丫材、圆棒料制作的板材、实木复合地板基材和柱材 | |
| JP2016000466A (ja) | 表面化粧材の製造方法及びこの製造方法によって製造された表面化粧材を用いた板状建材の製造方法 | |
| CN217455187U (zh) | 一种金属木材复合板 | |
| CN108316604A (zh) | 一种实木复合地板基材结构及制作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190930 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191128 |