JP2017100895A - ノズル装置、及びガラス物品の製造方法 - Google Patents
ノズル装置、及びガラス物品の製造方法 Download PDFInfo
- Publication number
- JP2017100895A JP2017100895A JP2015233537A JP2015233537A JP2017100895A JP 2017100895 A JP2017100895 A JP 2017100895A JP 2015233537 A JP2015233537 A JP 2015233537A JP 2015233537 A JP2015233537 A JP 2015233537A JP 2017100895 A JP2017100895 A JP 2017100895A
- Authority
- JP
- Japan
- Prior art keywords
- molten glass
- opening
- nozzle
- guide member
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Manufacture, Treatment Of Glass Fibers (AREA)
- Glass Compositions (AREA)
Abstract
Description
上記誘導部材の幅寸法が、ノズルの開口における長さ寸法の1.1倍以上の場合、誘導部材における上記接触面を容易に設定することができる。上記誘導部材の幅寸法がノズルの開口における長さ寸法の1.5倍以下の場合、誘導部材からの放熱が抑えられることで誘導部材により誘導される板状の溶融ガラスの温度が安定し易くなる。
この構成によれば、誘導部材により誘導される溶融ガラスの温度を安定させることが可能となる。
このようにノズル装置を用いることで、ノズルの開口から板状の溶融ガラスを搬送する搬送部まで連続して誘導部材が配置される。このため、上述した収縮を抑える力は、ノズルと搬送部との間の溶融ガラス全体に働く。
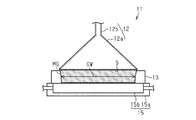
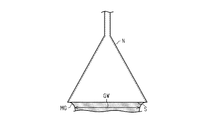
図1(a)、図1(b)及び図2に示すように、溶融ガラスMGを板状に成形するノズル装置11は、スリット状の開口Sを有するノズル12と、ノズル12の開口Sから流出させた板状の溶融ガラスMGを下方に誘導する誘導部材13とを備えている。
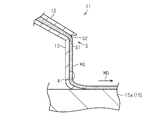
図2及び図3に示すように、本実施形態のノズル装置11は、板状の溶融ガラスMGを搬送する搬送部15に誘導部材13を当接させて用いられる。搬送部15は、板状のガラス物品を製造する製造設備の一部であり、成形型15aと、引取機構15bとを備えている。板状の溶融ガラスMGは、成形型15a上で冷却されながら、図3に示す搬送方向MDに搬送される。成形型15aは、溶融ガラスMGの熱に耐え得る耐熱性材料から構成されている。引取機構15bは、成形型15a上で冷却された板状のガラスを搬送方向MDに引き取るように構成されている。引取機構15bとしては、例えば、引取ローラー、及びコンベアが挙げられる。なお、搬送部15の成形型15aを搬送方向MDに移動させてもよいし、搬送部15としてコンベアベルトを用いてもよい。
ガラス物品GAの製造方法は、上述したノズル12により、溶融ガラスMGを板状に成形する方法である。ガラス物品GAの製造方法は、上述した誘導部材13が用いられる。すなわち、ノズル12のスリット状の開口Sから流出した板状の溶融ガラスMGは、誘導部材13の接触面Aに接触した状態で下方に誘導される。このとき、板状の溶融ガラスMGは、その幅方向GWにわたって誘導部材13の接触面Aに接触するため、板状の溶融ガラスMGには、その幅方向GWにおける収縮を抑える力が働く。
(1)ノズル装置11は、スリット状の開口Sを有するノズル12を備え、溶融ガラスMGを板状に成形する装置である。ノズル装置11は、開口Sから流出させた板状の溶融ガラスMGを下方に誘導する誘導部材13を備えている。ノズル装置11の誘導部材13は、溶融ガラスMGに接触する接触面Aを有している。誘導部材13の接触面Aは、ノズル12の開口Sにおいて長さ方向SLに延びる両開口縁S1,S2のうち、一方の開口縁(第1開口縁S1)に連続して設けられている。誘導部材13の接触面Aは、板状の溶融ガラスMGの幅方向GWにわたって溶融ガラスMGに接触する構成である。
上記実施形態を次のように変更して構成してもよい。なお、以下では、ノズル装置11の変更例について説明するが、ガラス物品GAの製造方法についても同様に変更することができる。
・上記ノズル装置11の誘導部材13は、ノズル12と一体成形されているが、ノズル12と別体の誘導部材をノズル12の第1開口縁S1に当接させて配置することで誘導部材の接触面Aを構成することもできる。
Claims (6)
- スリット状の開口を有するノズルを備え、溶融ガラスを板状に成形するノズル装置であって、
前記溶融ガラスと接触する接触面を有するとともに前記開口から流出させた板状の溶融ガラスを下方に誘導する誘導部材を備え、
前記誘導部材の接触面は、
前記スリット状の開口において長さ方向に延びる両開口縁のうち、一方の開口縁に連続して設けられるとともに前記板状の溶融ガラスの幅方向にわたって前記溶融ガラスに接触する構成であることを特徴とするノズル装置。 - 前記ノズルにおいて、前記両開口縁のうち、他方の開口縁に連続する先端面は、水平面、又は水平面に対して5°以下の仰角となる傾斜面となるように前記他方の開口縁から延出されることを特徴とする請求項1に記載のノズル装置。
- 前記誘導部材の幅寸法は、前記ノズルの開口における長さ寸法の1.1倍以上、1.5倍以下であることを特徴とする請求項1又は請求項2に記載のノズル装置。
- 前記誘導部材を加熱する加熱部をさらに備えることを特徴とする請求項1から請求項3のいずれか一項に記載のノズル装置。
- 板状の溶融ガラスを搬送する搬送部に前記誘導部材を当接させて用いられることを特徴とする請求項1から請求項4のいずれか一項に記載のノズル装置。
- スリット状の開口を有するノズルにより、溶融ガラスを板状に成形するガラス物品の製造方法であって、
前記溶融ガラスと接触する接触面を有するとともに前記開口から流出させた板状の溶融ガラスを下方に誘導する誘導部材が用いられ、
前記誘導部材の接触面は、
前記スリット状の開口において長さ方向に延びる両開口縁のうち、一方の開口縁に連続して設けられるとともに前記板状の溶融ガラスの幅方向にわたって前記溶融ガラスに接触する構成であることを特徴とするガラス物品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233537A JP6531636B2 (ja) | 2015-11-30 | 2015-11-30 | ノズル装置、及びガラス物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233537A JP6531636B2 (ja) | 2015-11-30 | 2015-11-30 | ノズル装置、及びガラス物品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100895A true JP2017100895A (ja) | 2017-06-08 |
| JP6531636B2 JP6531636B2 (ja) | 2019-06-19 |
Family
ID=59016086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015233537A Expired - Fee Related JP6531636B2 (ja) | 2015-11-30 | 2015-11-30 | ノズル装置、及びガラス物品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6531636B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110590132A (zh) * | 2019-10-22 | 2019-12-20 | 河北省沙河玻璃技术研究院 | 一种u形槽铂铑合金漏板 |
-
2015
- 2015-11-30 JP JP2015233537A patent/JP6531636B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110590132A (zh) * | 2019-10-22 | 2019-12-20 | 河北省沙河玻璃技术研究院 | 一种u形槽铂铑合金漏板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6531636B2 (ja) | 2019-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012137616A1 (ja) | 薄板ガラス製造装置 | |
| CN104428260B (zh) | 板玻璃制造装置及板玻璃制造方法 | |
| TWI400201B (zh) | Manufacture of glass plates | |
| CN105307989B (zh) | 浮法玻璃制造方法及浮法玻璃制造装置 | |
| JP2013517217A5 (ja) | ||
| JPWO2014077117A1 (ja) | 板ガラスの製造方法、及び製造装置 | |
| CN104803593B (zh) | 玻璃板的制造方法及玻璃板 | |
| JP2016505499A5 (ja) | ||
| TW201429892A (zh) | 玻璃板製造裝置以及玻璃板製造方法 | |
| TWI605022B (zh) | Glass substrate for display | |
| US9399593B2 (en) | Thermal barriers to guide glass cutting and prevent crackout | |
| CN108025938A (zh) | 板状玻璃制造装置及板状玻璃制造方法 | |
| KR102082724B1 (ko) | 판 유리의 성형 방법, 및 판 유리의 성형 장치 | |
| KR102459796B1 (ko) | 유리판의 제조 방법, 및 유리판의 제조 장치 | |
| JP2017100895A (ja) | ノズル装置、及びガラス物品の製造方法 | |
| CN107735369B (zh) | 玻璃基板的制造方法及玻璃基板制造装置 | |
| JP6403255B2 (ja) | ガラス板の製造方法、及び、ガラス板 | |
| WO2011122195A1 (ja) | 薄板ガラスおよびその製造方法 | |
| TW202106636A (zh) | 玻璃物品的製造方法 | |
| TW201236984A (en) | Fabricating device of plate glass and fabricating method of plate glass | |
| JP6740746B2 (ja) | ガラス板の製造方法およびガラス板製造装置 | |
| JP2016216319A (ja) | ガラス物品の製造方法及びノズル装置 | |
| CN104350015A (zh) | 金属液槽及制造浮法玻璃的方法 | |
| CN116457312A (zh) | 玻璃物品的制造装置 | |
| JP2015174780A (ja) | 板ガラスの成形装置、及び板ガラスの成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190506 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6531636 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |