JP2017104890A - シャフト付ヘリカルギヤの製造方法 - Google Patents
シャフト付ヘリカルギヤの製造方法 Download PDFInfo
- Publication number
- JP2017104890A JP2017104890A JP2015241312A JP2015241312A JP2017104890A JP 2017104890 A JP2017104890 A JP 2017104890A JP 2015241312 A JP2015241312 A JP 2015241312A JP 2015241312 A JP2015241312 A JP 2015241312A JP 2017104890 A JP2017104890 A JP 2017104890A
- Authority
- JP
- Japan
- Prior art keywords
- helical gear
- shaft
- press
- fitting
- gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Gears, Cams (AREA)
- Forging (AREA)
Abstract
Description
外周面に歯を有するヘリカルギヤと、シャフトと、を別々に製造するステップと、
前記ヘリカルギヤの中央部に形成された貫通穴に前記シャフトを圧入して勘合するステップと、を備え、
前記ヘリカルギヤと前記シャフトとの勘合部において、前記シャフトの長手方向中央部における圧入代を、長手方向両端部における圧入代よりも大きくすることにより、前記ヘリカルギヤの前記歯にクラウニングを付与する。
実施の形態1は、シャフトが付いたシャフト付ヘリカルギヤに関するものである。
(1−1)シャフト付ヘリカルギヤ10の構造
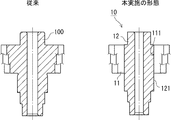
図1は、実施の形態1にかかるシャフト付ヘリカルギヤ10の一例を概略的に示す正面断面図である。なお、図1は、対比のため、従来技術にかかるシャフト付ヘリカルギヤ100も合わせて示されている。また、図1は、シャフト付ヘリカルギヤ10,100のヘリカルギヤ部分の構造がギヤ比に応じて異なることを示している。
そのため、ギヤ比が異なるシャフト付ヘリカルギヤ100を製造する場合、シャフト付ヘリカルギヤ100全体を造り替える必要がある。
また、シャフト12及びヘリカルギヤ11を別々に製造し、これらを組み合わせれば良いため、シャフト付ヘリカルギヤ10を効率良く製造することができる。
また、ヘリカルギヤ11は、単純形状となるため、例えば、連続定常押出成形法により、安価に製造することができる。ただし、ヘリカルギヤ11の製造方法は、連続定常押出成形法に限定されるものではなく、一般的な歯形加工(ホブやギヤシェーパー等)を用いても良い。
これに対して、本実施の形態1は、ヘリカルギヤ11とシャフト12との勘合部における圧入代を変更することにより、ヘリカルギヤ11のクラウニングを容易に付与及び変更することができる。また、このようにしてヘリカルギヤ11のクラウニングを容易に付与できるため、ヘリカルギヤ11の製造後、クラウニングの付与のために、ローリングやシェービング等の後加工を行う必要がなくなる。なお、ヘリカルギヤ11の圧入代の詳細については後で述べる。
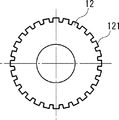
図2A及び図2Bは、実施の形態1にかかるシャフト12の一例を概略的に示す図であり、図2Aは正面断面図、図2Bは図2AのA−A’断面図である。
図2A及び図2Bに示されるように、シャフト12は、外周面にはスプライン121が形成されている。なお、図2Aにおいて、D1を、シャフト12の外径と定義する。
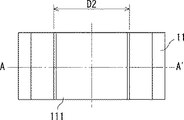
図3A及び図3Bに示されるように、ヘリカルギヤ11は、外周面に歯を有し、中央部に貫通穴111が形成されている。なお、図3Aにおいて、D2を、ヘリカルギヤ11の内径と定義する。
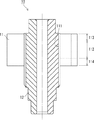
また、図4に示されるように、ヘリカルギヤ11の中央部に形成された貫通穴111にシャフト12を圧入して勘合する。この勘合部において、シャフト12の長手方向の中央部分を長手方向中央部112、長手方向の両端部分を長手方向両端部113,114と定義する。
このように、ヘリカルギヤ11とシャフト12との勘合部における圧入代を変更することにより、ヘリカルギヤ11のクラウニングを容易に付与及び変更することができる。また、このようにしてヘリカルギヤ11のクラウニングを容易に付与できるため、ヘリカルギヤ11の製造後、クラウニングの付与のために、ローリングやシェービング等の後加工を行う必要がなくなる。
実施の形態2は、遊星歯車機構(プラネタリーギヤ)に用いられ、内周面に歯を有するプラネタリーリングギヤに関するものである。
プラネタリーリングギヤの内周面の歯の成形は、一般的には、ブローチ加工で行い、その後にクラウニングを付与するための加工は行っていないのが現状である。その理由は、プラネタリーリングギヤは、内周面に歯を有するため、ローリングやシェービング等の加工がやりにくいためである。
そこで、実施の形態2は、低コストで、プラネタリーリングギヤにクラウニングを付与する構成を提供する。
図5に示されるように、実施の形態2においては、プラネタリーリングギヤ41とケース42とを分割し、ケース42にプラネタリーリングギヤ41を圧入して勘合する構造になっている。図5において、D1をプラネタリーリングギヤ41の外径と定義し、D2をケース42の内径と定義する。また、ケース42にプラネタリーリングギヤ41を勘合する時の勘合部において、プラネタリーリングギヤ41の軸線方向の中央部分を軸線方向中央部411、軸線方向の両端部分を軸線方向両端部412,413と定義する。
上述の通り、プラネタリーリングギヤ41の外径D1は、ケース42の内径D2よりも大きく、その差分はαとなっている。そのため、プラネタリーリングギヤ41とケース42との勘合部における軸線方向中央部411は、αの圧入代がある。その一方で、上記の勘合部における軸線方向両端部412,413は、例えば、圧入代がゼロである。このような圧入代の差があることにより、上記の勘合部における軸線方向中央部411は、径の寸法が小さくなる方向に縮む。これにより、プラネタリーリングギヤ41の内周面の歯には疑似的なクラウニングが付与される。
このように、プラネタリーリングギヤ41とケース42との勘合部における圧入代を変更することにより、プラネタリーリングギヤ41のクラウニングを容易に付与及び変更することができる。
また、プラネタリーリングギヤ41を、ケース42に圧入する構造とすることで、内周面の歯の歯底部に予圧縮を与えることになり、歯形の強度の向上が図れることも期待される。そのため、プラネタリーリングギヤ41のサイズダウンが可能となり、ユニット全体の小型化にも寄与が可能となる。
11 ヘリカルギヤ
111 貫通穴
112 長手方向中央部
113,114 長手方向両端部
12 シャフト
121 スプライン
41 プラネタリーリングギヤ
411 軸線方向中央部
412,413 軸線方向両端部
42 ケース
Claims (2)
- 外周面に歯を有するヘリカルギヤと、シャフトと、を別々に製造するステップと、
前記ヘリカルギヤの中央部に形成された貫通穴に前記シャフトを圧入して勘合するステップと、を備え、
前記ヘリカルギヤと前記シャフトとの勘合部において、前記シャフトの長手方向中央部における圧入代を、長手方向両端部における圧入代よりも大きくすることにより、前記ヘリカルギヤの前記歯にクラウニングを付与する、
シャフト付ヘリカルギヤの製造方法。 - 内周面に歯を有するリングギヤと、ケースと、を別々に製造するステップと、
前記ケースに前記リングギヤを圧入して勘合するステップと、を備え、
前記ケースと前記リングギヤとの勘合部において、前記リングギヤの軸線方向中央部における圧入代を、軸線方向両端部における圧入代よりも大きくすることにより、前記リングギヤの前記歯にクラウニングを付与する、
プラネタリーリングギヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241312A JP2017104890A (ja) | 2015-12-10 | 2015-12-10 | シャフト付ヘリカルギヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241312A JP2017104890A (ja) | 2015-12-10 | 2015-12-10 | シャフト付ヘリカルギヤの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017104890A true JP2017104890A (ja) | 2017-06-15 |
Family
ID=59058350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015241312A Pending JP2017104890A (ja) | 2015-12-10 | 2015-12-10 | シャフト付ヘリカルギヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017104890A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5542713A (en) * | 1978-09-14 | 1980-03-26 | Hitachi Ltd | Crowning forming method of gear by interference |
| JP2001071090A (ja) * | 1999-06-30 | 2001-03-21 | Trw Inc | ラックアンドピニオンステアリング装置及びヘリカルピニオンを製造するための方法 |
| JP2009236265A (ja) * | 2008-03-28 | 2009-10-15 | Mitsuba Corp | エンジン始動装置 |
-
2015
- 2015-12-10 JP JP2015241312A patent/JP2017104890A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5542713A (en) * | 1978-09-14 | 1980-03-26 | Hitachi Ltd | Crowning forming method of gear by interference |
| JP2001071090A (ja) * | 1999-06-30 | 2001-03-21 | Trw Inc | ラックアンドピニオンステアリング装置及びヘリカルピニオンを製造するための方法 |
| JP2009236265A (ja) * | 2008-03-28 | 2009-10-15 | Mitsuba Corp | エンジン始動装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170321790A1 (en) | Flex spline actuator | |
| US9856945B2 (en) | Planetary gear train of internal engagement type | |
| JP5333597B2 (ja) | かしめ締結部品、かしめ締結部品の締結方法、かしめ締結部品の製造方法 | |
| KR20150138185A (ko) | 파동 기어 장치 | |
| JP5403154B2 (ja) | リングギヤの締結構造 | |
| JP6282340B2 (ja) | 波動歯車装置の波動発生器および波動発生器の製造方法 | |
| JP6277895B2 (ja) | トルク伝達部材及び駆動軸と被駆動軸との結合部 | |
| JP5093003B2 (ja) | スプラインシャフト、及び、スプラインシャフトの製造方法 | |
| CN107076268A (zh) | 波动发生器及波动齿轮装置 | |
| CN102906462B (zh) | 内啮合齿轮的紧固构造 | |
| JP2006015452A (ja) | 波動歯車装置の剛性内歯歯車の製造方法 | |
| JP5870906B2 (ja) | リングギヤの取付構造 | |
| CN107869566B (zh) | 用于车辆防侧倾稳定装置的齿轮机构 | |
| JP2017104890A (ja) | シャフト付ヘリカルギヤの製造方法 | |
| CN105143715A (zh) | 具有小齿轮和齿轮的减速器 | |
| CN101238311A (zh) | 尤其是用于机动车的变速器以及用于这种变速器的轴和用于制造这种轴的方法 | |
| KR20120116343A (ko) | 기어구조체의 제조방법 및 기어구조체의 중간구조체 | |
| JP2009204093A (ja) | プーリ構造およびベルト式の無段変速機 | |
| JP6275588B2 (ja) | 遊星歯車装置およびその内歯歯車の製造方法 | |
| CN206555269U (zh) | 发动机输出轴 | |
| JP2011149519A (ja) | シャフト | |
| JP6175380B2 (ja) | 遊星減速機 | |
| CN205078731U (zh) | 一种焊接改精锻产品结构 | |
| JP2015042886A (ja) | ヘリカルギヤ及びその製造方法、ギヤ装置 | |
| CN201884610U (zh) | 一种汽车变速箱同步器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180928 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181128 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190507 |