JP2017105190A - 成形品取出機 - Google Patents
成形品取出機 Download PDFInfo
- Publication number
- JP2017105190A JP2017105190A JP2016234115A JP2016234115A JP2017105190A JP 2017105190 A JP2017105190 A JP 2017105190A JP 2016234115 A JP2016234115 A JP 2016234115A JP 2016234115 A JP2016234115 A JP 2016234115A JP 2017105190 A JP2017105190 A JP 2017105190A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- vibration
- displacement
- attachment
- take
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/42—Removing or ejecting moulded articles using means movable from outside the mould between mould parts, e.g. robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7626—Measuring, controlling or regulating the ejection or removal of moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/42—Removing or ejecting moulded articles using means movable from outside the mould between mould parts, e.g. robots
- B29C2045/425—Single device for unloading moulded articles and loading inserts into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/42—Removing or ejecting moulded articles using means movable from outside the mould between mould parts, e.g. robots
- B29C2045/4266—Robot grippers movable along three orthogonal axes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7626—Measuring, controlling or regulating the ejection or removal of moulded articles
- B29C2045/7633—Take out or gripping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76314—Auxiliary devices
- B29C2945/76317—Auxiliary devices robots, grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76451—Measurement means
- B29C2945/76461—Optical, e.g. laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76899—Removing or handling ejected articles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Control Of Electric Motors In General (AREA)
Abstract
Description
<成形品取出機の構成>
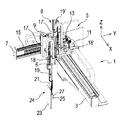
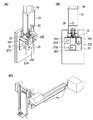
図1は本実施の形態の成形品取出機1の全体構成を示す図である。成形品取出機1は、トラバース型の成形品取出機であり、図示されていない成形機の固定プラテンに基部が支持される。図1に示す成形品取出機1は、横行フレーム3と、第1の走行体5と、引き抜きフレーム7と、ランナ用進入ユニット8と、成形品吸着用進入ユニット9とを備えている。横行フレーム3は、図示しない成形機の長手方向に水平に直交したXフレーム方向に延設される片持ビーム構造を有している。第1の走行体5は、横行フレーム3に支持されており、サーボ機構に含まれるACサーボモータ11を駆動源として横行フレーム3に沿ってXフレーム方向に進退する。引き抜きフレーム7は、第1の走行体5に設けられており、成形機の長手方向と平行なYフレーム方向に延びている。引き抜きフレーム7には、ランナ用進入ユニット8及び成形品吸着用進入ユニット9がサーボ機構に含まれるACサーボモータ13を駆動源としてY方向に移動可能に支持されている。
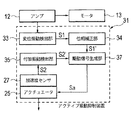
本実施の形態の成形品取出機1は、図1には示していない制御部に図2に示すアクティブ振動抑制装置31を具備する。アクティブ振動抑制装置31は、変位振動検出部33と、位相補正部34と、アタッチメント24の水平方向への振動を抑制するために反転ユニット21に装着される電磁アクチュエータ25と、付加振動検出部35と、駆動信号生成部37を備えている。電磁アクチュエータ25は、アタッチメント24に振動を加えることができるものであるが、特に、電磁アクチュエータであれば、任意のパワーで且つ任意の周波数の振動を発生することができる。本実施の形態では、シンフォニアテクノロジー株式会社がRM040−021の製品番号で製造した電磁アクチュエータを用いている。本実施の形態では、アタッチメント24が、進入フレーム19に装着された反転ユニット21と反転ユニット21に装着された取出ヘッド23とにより構成されるため、前述の通り、電磁アクチュエータ25を反転ユニット21に装着している。これは反転ユニット21が、所定の剛性を有するため、効果的に振動を抑制できるからである。なお電磁アクチュエータ25は、水平方向(Y方向またはX方向)の振動を抑制するためには、電磁アクチュエータ25が発生する振動方向が水平方向(Y方向またはX方向)になるように取付ける。そして上下方向(Z方向)の振動を抑制するためには、電磁アクチュエータが発生する振動方向が上下方向(Z方向)になるように電磁アクチュエータを取付ければよい。
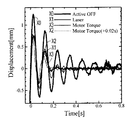
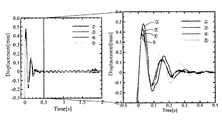
以下本実施の形態で用いるアクティブ振動抑制装置におけるフィードバック制御の効果を確認した結果について図5及び図6に基づいて説明する。まず図5は、X0はアクティブ制御をしていないときの結果を示しており、X1はレーザ位置センサの出力を変位振動検出信号として利用したアクティブ制御結果を示しており、X2は本実施の形態のようにトルク信号波形S1を変位振動検出信号として利用して、0.02秒の位相ずれ(進み)を補正した補正変位振動検出信号S1´を用いたアクティブ制御結果を示している。整定時間は、目標位置に到達してから反転ユニット21の振動振幅が、±0.1mm以内に収まるまでの時間である。この結果から、本実施の形態によれば、レーザ変位計を用いた場合と同様の制振効果が得られることが確認できた。
変位振動検出部33は、進入フレーム19を移動させるサーボ機構中のサーボモータ13の変位フィードバック信号または該変位フィードバック信号に比例する信号を変位振動検出信号として出力するように構成することができる。変位フィードバック信号は、既製品のサーボアンプから取得可能な「帰還速度」を積分することにより得られる。例えば、富士電機システムズ株式会社がALPHA5の商標を付して販売するサーボアンプのユーザーズマニュアルのp.14−2に示された状態表示ブロック図には、「帰還速度」が出力可能であることが示されている。
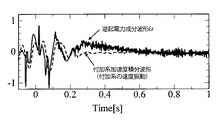
上記実施の形態では、付加振動検出部35として加速度センサ27を用いたが、付加振動検出部35も変位振動検出部33と同様に、加速度センサを用いることなく構成することができる。すなわち付加振動検出部35は、駆動信号に比例した電力を電磁アクチュエータに入力した際に生じる逆起電力に比例した信号を検出してこの逆起電力に比例する信号を付加振動検出信号として出力するように構成することができる。図9の回路では、電磁アクチュエータ25の可動子を励磁する励磁コイルWに発生する逆起電力Erに比例した信号を取得するために、電流iが流れるシャント抵抗の抵抗値R1の両端電圧EsとドライバDVに印加される電圧Voと励磁コイルWの抵抗値Roを利用する回路の例である。シャント抵抗の電圧Esは、Es=R1×i=R1×(Vo−Er)/(R0+R1)=R1/(R0+R1)×(Vo−Er)=k(Vo−Er)と表すことができる。但しk=R1/(R0+R1)の既知の比例定数である。この式より逆起電力ErはEr=Vo−Es/kとして算出することができる。
アクティブ振動抑制装置31は、進入フレーム19が備えたアタッチメント24を用いて成形品を型から取り出す前または型内にインサート部品が挿入される前から、成形品を成形品開放位置で開放するまでの間アクティブ制御を行うのが好ましい。このようにすると、成形品の取出及びインサート部品の挿入が速くなるだけでなく、硬化する前に加わる振動によって成形品が変形することを有効に防止できる。
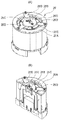
図13(A)乃至(D)は、本発明の成形品取出機の第2の実施の形態の概略斜視図、アタッチメントを中心とした要部の斜視図、その側面図及び変形したアタッチメントの斜視図である。図13(A)乃至(D)においては、図1に示した第1の実施の形態の成形品取出機の構成部品と同様の構成部品には、図1に付した符号と同じ符号を付して説明を省略する。第2の実施の形態が、第1の実施の形態と相違するのは、姿勢制御装置としての反転ユニット21に、電磁アクチュエータ25を収納する収納部21Aが設けられていて、収納部21Aに電磁アクチュエータ25が収納されている点と、アタッチメント24の変位振動に比例する変位振動周波数成分の情報を含む変位振動検出信号を出力する変位振動検出部として加速度センサ28が反転ユニット21に装着されている点である。反転ユニット21には、第1の位置と第2の位置との間を90°回動可能な取出ヘッド取付具22が装着されている。この取出ヘッド取付具22は、図13(A)乃至(C)に示すような第1の位置にあるときには、取出ヘッド23が進入フレーム19に沿って延びており、取出ヘッド取付具22が図13(D)に示すような第2の位置にあるときには、取出ヘッド23が、進入フレーム19が延びる方向と直交する方向に延びている。姿勢制御装置としての反転ユニット21に収納部21Aがあれば、電磁アクチュエータ25が周囲の部品と不要に干渉することを防止することができる。
図15(A)乃至(D)は、本発明の成形品取出機の第3の実施の形態の概略斜視図、アタッチメントを中心とした要部の斜視図、その側面図及び変形したアタッチメントの斜視図である。図15(A)乃至(D)においては、図1に示した第1の実施の形態の成形品取出機の構成部品と同様の構成部品には、図1に付した符号と同じ符号を付して説明を省略する。第3の実施の形態が、第1の実施の形態と相違するのは、姿勢制御装置としての反転ユニット21に設けられた取出ヘッド取付具22に電磁アクチュエータ25が装着されている点と、アタッチメント24の変位振動に比例する変位振動周波数成分の情報を含む変位振動検出信号を出力する変位振動検出部として加速度センサ28が反転ユニット21に装着されている点である。取出ヘッド取付具22は、図15(A)乃至(C)に示すような第1の位置にあるときには、取出ヘッド23が進入フレーム19に沿って延びており且つ電磁アクチュエータ25が反転ユニット(姿勢制御装置)21の下側に位置しており、取出ヘッド取付具22が図15(D)に示すような第2の位置にあるときには、取出ヘッド23が、進入フレーム19が延びる方向と直交する方向に延びており且つ電磁アクチュエータ25が反転ユニット(姿勢制御装置)21の側方に位置する構造を有している。この取出ヘッド取付具22を用いると、取出ヘッド23が成形機の一対の型の間に入るときには、電磁アクチュエータ25が反転ユニット21の下側に位置するため、電磁アクチュエータ25が型と衝突することがない。また図15(D)に示すように、取出ヘッド23が一対の型の外部に出て第2の位置にあるときには、取出ヘッド23から成形品を解放する姿勢になっている。このときにも電磁アクチュエータ25を動作させてアクティブ制御を行えば、取出ヘッド23の変位振動を抑制できる。
図16(A)乃至(D)は、本発明の成形品取出機の第4の実施の形態の概略斜視図、アタッチメントを中心とした要部の斜視図、その側面図及び変形したアタッチメントの斜視図である。図16(A)乃至(D)においては、図1に示した第1の実施の形態の成形品取出機の構成部品と同様の構成部品には、図1に付した符号と同じ符号を付して説明を省略する。第4の実施の形態が、第1の実施の形態と相違するのは、電磁アクチュエータ25がアタッチメント24の近傍に位置するように進入フレーム19の先端外周に取付けられている点と、アタッチメント24の変位振動に比例する変位振動周波数成分の情報を含む変位振動検出信号を出力する変位振動検出部として加速度センサ28が反転ユニット21に装着されている点である。進入フレーム19は、その先端が成形機の一対の型の間に入ることは通常ない。したがって進入フレームの先端外周に電磁アクチュエータ25を配置すれば、近傍にあるアタッチメント24に効率良く変位振動抑制のための振動を加えることができる。
<第5の実施の形態>
図17(A)乃至(C)は、本発明の成形品取出機の第5の実施の形態の概略斜視図、アタッチメントを中心とした要部の斜視図及びその側面図である。図17(A)乃至(C)においては、図1に示した第1の実施の形態の成形品取出機の構成部品と同様の構成部品には、図1に付した符号と同じ符号を付して説明を省略する。第5の実施の形態が、第1の実施の形態と相違するのは、走行体17よりもアタッチメント24側に位置する進入フレーム19の部分に電磁アクチュエータ25が装着されている点と、アタッチメント24の変位振動に比例する変位振動周波数成分の情報を含む変位振動検出信号を出力する変位振動検出部として加速度センサ28が反転ユニット21に装着されている点である。このようにしても進入フレーム19を介してアタッチメント24に変位振動抑制のための振動を加えることができる。
図18及び図19は、第2の実施の形態乃至第5の実施の形態における電磁アクチュエータ25の取付位置の相違によって、アクティブ制御にどのような差が出るのかを確認するための試験結果を示している。これらの試験では、引き抜き動作時のアクチュエータの振動状態をレーザ変位計により測定した。図18及び図19において、2乃至5の符号で示したデータが第2の実施の形態乃至第5の実施の形態の試験データである。図18は、アクティブ制御を行っていない場合のアタッチメント24の変位振動の減衰を示しており、図19はアクティブ制御を行った場合のアタッチメント24の変位振動の減衰を示している。図18と図19とを比較すると判るように、アクティブ制御を行うと、目標位置到達(0.0mm)後、いずれの実施の形態の場合でも、0.2秒で変位振動の振幅が±0.1mm以内に減衰していることが判る。
図20(A)乃至(C)は、本発明の成形品取出機の第6の実施の形態のアタッチメントを中心とした要部の斜視図、その側面図及び変形したアタッチメントを含む斜視図である。図20(A)乃至(C)においては、図15に示した第3の実施の形態の成形品取出機の構成部品と同様の構成部品には、図15に付した符号と同じ符号を付して説明を省略する。第6の実施の形態が、第3の実施の形態と相違するのは、第1の位置と第2の位置との間を90°回動可能な取出ヘッド取付具22に、取出ヘッド23に固定されたL字状の取付板20が装着されていて、この取付板20に3つの電磁アクチュエータ25X、25Y及び25Zが装着され、3つの電磁アクチュエータ25X、25Y及び25Zにそれぞれ加速度センサ27Y、27X及び27Zが装着されている点である。3つの電磁アクチュエータ25X〜25Zは、進入フレーム19が進入する方向をZ方向、Z方向と直交し且つ型内でアタッチメントが成形品に近づくまたは成形品から離れる方向をY方向、Z方向及びY方向と直交する方向をX方向と定義したときに、Y方向の変位振動を抑制する第1の電磁アクチュエータ25Yと、X方向の変位振動を抑制する第2の電磁アクチュエータ25Xと、Z方向の変位振動を抑制する第3の電磁アクチュエータ25Zである。これら第1乃至第3の電磁アクチュエータ25X〜25Zを備えていれば、進入フレーム19が、どのような経路を移動していても、またどのような位置で停止するとしても、常時アクティブ制御を行うことが可能になる。図20(C)に示す状態は、取出ヘッド23を水平状態にした状態を示している。
図25(A)及び(B)は、第7の実施の形態の概略斜視図、アタッチメント24´を中心とした要部の斜視図である。本実施の形態では、成形機の型から成形品を取り出すために用いられる進入フレーム19に進入フレームを用いて取り出した成形品の廃棄部分を掴むチャック6をアタッチメント24´として備えた別の進入フレーム19´にも、電磁アクチュエータ25´を装着している。本実施の形態によれば、チャックの振動を早期に抑制できるので、チャック作業を迅速に行える。
図26(A)及び(B)はそれぞれ、第8の実施の形態の、見る方向を変えた概略斜視図であり、図27(A)及び(B)は第8の実施の形態の要部の拡大斜視図である。図26(A)及び(B)及び図27(A)及び(B)においては、図1に示した第1の実施の形態の成形品取出機の構成部品と同様の構成部品には、図1に付した符号と同じ符号を付してある。本実施の形態は、進入フレーム19が水平方向に移動して図示しない成形機の型の内部にアタッチメント24を進入させる、いわゆるサイドエントリータイプ成形品取出機である。第8の実施の形態が、第1の実施の形態と相違するのは、横行フレームが無く、引き抜きフレーム7に移動可能に装着された走行体17に移動可能に支持された進入フレーム19が水平方向(Y方向)に移動する点である。本実施の形態でも、アタッチメント24の反転ユニット21に含まれる取出ヘッド取付具22に電磁アクチュエータ25が装着されている。そしてアタッチメント24の変位振動に比例する変位振動周波数成分の情報を含む変位振動検出信号を出力する変位振動検出部は、第1の実施の形態と同様に、進入フレーム19を水平方向(Y方向)に移動させるサーボ機構中のサーボモータ13のモータ電流信号若しくはモータのトルク信号またはモータ電流信号若しくはモータのトルク信号に比例する信号を変位振動検出信号として検出する。本実施の形態のように、進入フレーム19を成形機の型内に水平方向(横方向)から進入させる場合にも、電磁アクチュエータ25を動作させてアクティブ制御を行えば、取出ヘッド23の変位振動を抑制できる。
上記第6の実施の形態では、XYZ方向の振動を抑制するために3つの電磁アクチュエータを実装しているが、本発明は、成形品の変形に最も影響のある方向の振動を抑制するためにアクティブ制御を採用すれば、3方向の振動の抑制にアクティブ制御を適用することを必須の要件とするものではない。
3 横行フレーム
5 走行体
6 ニッパ
7 引き抜きフレーム
8 ランナ用進入ユニット
9 成形品吸着用進入ユニット
11 ACサーボモータ
12 モータ駆動用アンプ
13 ACサーボモータ
15 ベルト
17,17´ 走行体
18 駆動源
19,19´ 進入フレーム
21 反転ユニット
23 取出ヘッド
25,25X,25Y,25Z 電磁アクチュエータ
26 変位センサ
27,27X,27Y,27Z 加速度センサ
28 加速度センサ
31 アクティブ振動抑制装置
33 変位振動検出部
34 位相補正部
35 付加振動検出部
37 駆動信号生成部
W 励磁コイル
DV ドライバ
RP 成形品開放位置
M 成形品
R 製品収納凹部
IW インサート部品
GP ガイドピン
PP ピン
MD 型
GH ガイド孔
CU カメラ検査ユニット
CM カメラ
F フレーム
B 先端ベース
AX,AY,AZ アクチュエータ
NU 外部ニッパユニット
SF 支持フレーム
FC フレーム構造体
Claims (23)
- モータを用いる位置決めサーボ機構によって制御される1以上の進入フレームのそれぞれの先端にアタッチメントを備え、
前記アタッチメントの変位振動と逆位相の振動を、1以上のアクチュエータから前記1以上の進入フレームに取り付けられたアタッチメントに加えて前記アタッチメントの前記変位振動を抑制するアクティブ制御を行うアクティブ振動抑制装置を備えた成形品取出機であって、
前記1以上のアクチュエータは、1以上の電磁アクチュエータからなり、
成形機の型と衝突しないように前記1以上の進入フレームのそれぞれの前記アタッチメントまたは前記1以上の進入フレームのそれぞれに前記1以上の電磁アクチュエータが装着されていることを特徴とする成形品取出機。 - 前記1以上の進入フレームは、前記成形機の型から成形品を取り出すために用いられるまたは前記型内に挿入されるインサート部品が装着される前記アタッチメントを備えた第1の進入フレームと、前記第1の進入フレームを用いて取り出した前記成形品から廃棄部分を切り離すために用いられる前記アタッチメントを備えた第2の進入フレームを含んでいる請求項1に記載の成形品取出機。
- 前記1以上の電磁アクチュエータは、前記進入フレームが進入する方向をZ方向、前記Z方向と直交し且つ前記型内でアタッチメントが前記成形品に近づくまたは前記成形品から離れる方向をY方向、前記Z方向及び前記Y方向と直交する方向をX方向と定義したときに、少なくとも前記Y方向の前記変位振動を抑制する第1の電磁アクチュエータを含んでいる請求項1または2に記載の成形品取出機。
- 前記1以上の電磁アクチュエータは、前記進入フレームが進入する方向をZ方向、前記Z方向と直交し且つ前記型内で前記アタッチメントが前記成形品に近づくまたは前記成形品から離れる方向をY方向、前記Z方向及び前記Y方向と直交する方向をX方向と定義したときに、前記Y方向の前記変位振動を抑制する第1の電磁アクチュエータと、前記X方向の前記変位振動を抑制する第2の電磁アクチュエータを含んでいる請求項1または2に記載の成形品取出機。
- 前記1以上の電磁アクチュエータは、前記進入フレームが進入する方向をZ方向、前記Z方向と直交し且つ前記型内で前記アタッチメントが前記成形品に近づくまたは前記成形品から離れる方向をY方向、前記Z方向及び前記Y方向と直交する方向をX方向と定義したときに、前記Y方向の前記変位振動を抑制する第1の電磁アクチュエータと、前記X方向の前記変位振動を抑制する第2の電磁アクチュエータと、前記Z方向の前記変位振動を抑制する第3の電磁アクチュエータを含んでいる請求項1または2に記載の成形品取出機。
- 前記アタッチメントには、取出ヘッドを備えた姿勢制御装置が含まれており、
前記1以上の電磁アクチュエータが前記姿勢制御装置に装着されている請求項1乃至5のいずれか1項に記載の成形品取出機。 - 前記アタッチメントには、取出ヘッドを備えた姿勢制御装置が含まれており、
前記1以上の電磁アクチュエータが前記取出ヘッドに装着されている請求項1乃至5のいずれか1項に記載の成形品取出機。 - 前記姿勢制御装置のハウジング内には前記1以上の電磁アクチュエータを収納する収納部が設けられており、前記収納部に前記1以上の電磁アクチュエータが収納されている請求項6に記載の成形品取出機。
- 成形品を成形機から取り出すときには、前記姿勢制御装置のハウジングの底面外側に前記1以上の電磁アクチュエータが位置するように、前記1以上の電磁アクチュエータが前記ハウジングに対して装着されている請求項6に記載の成形品取出機。
- 1つの前記電磁アクチュエータが前記1以上の進入フレームのそれぞれに取り付けられたアタッチメントの近傍に位置するように前記1以上の進入フレームのそれぞれの先端外周に取付けられている請求項1に記載の成形品取出機。
- 前記1以上の進入フレームの1つに取り付けられたアタッチメントが、姿勢制御装置に取出ヘッドが装着された構造を有しており、
前記姿勢制御装置のハウジングの外側には、第1の位置と第2の位置との間を回動可能な取出ヘッド取付具が装着されており、
前記取出ヘッド取付具が前記第1の位置にあるときには、前記取出ヘッドが前記進入フレームに沿って延びており且つ前記1以上の電磁アクチュエータが前記姿勢制御装置の下側に位置しており、前記取出ヘッド取付具が前記第2の位置にあるときには、前記取出ヘッドが前記進入フレームが延びる方向と直交する方向に延びており且つ前記1以上の電磁アクチュエータが前記姿勢制御装置の側方に位置していることを特徴とする請求項1に記載の成形品取出機。 - 前記アクティブ振動抑制装置は、前記1以上の進入フレームの1つに取り付けられたアタッチメントを用いて前記成形品を前記型から取り出す前または前記型内にインサート部品が挿入される前から、前記成形品を成形品開放位置で開放するまでの間前記アクティブ制御を行う請求項1に記載の成形品取出機。
- 前記1上の進入フレームを移動させる前記サーボ機構の前記モータはACサーボモータからなり、
前記ACサーボモータと前記1以上の進入フレームのそれぞれとの間にはベルト式、ロープ式または台車式の搬送機構が設けられている請求項1に記載の成形品取出機。 - 前記アクティブ振動抑制装置は、
前記アタッチメントの変位振動に比例する変位振動検出信号を出力する変位振動検出部と、
前記1以上の電磁アクチュエータ自身が発生する付加振動に比例する付加振動検出信号を出力する付加振動検出部と、
前記変位振動検出信号と前記付加振動検出信号とに基づいて、前記アタッチメントの前記変位振動を抑制するように前記1以上の電磁アクチュエータをアクティブ制御するのに必要な駆動信号を生成する駆動信号生成部を具備し、
少なくとも前記変位振動検出部が、成形機の型内に挿入されるセンサを用いることなく前記変位振動検出信号を出力するように構成されている請求項1に記載の成形品取出機。 - 前記変位振動検出部が、前記進入フレームを移動させる前記サーボ機構中の前記モータのモータ電流信号若しくは前記モータのトルク信号または前記モータ電流信号若しくは前記モータのトルク信号に比例する信号を前記変位振動検出信号として出力するように構成されていることを特徴とする請求項14に記載の成形品取出機。
- 前記変位振動検出部が、前記進入フレームを移動させる前記サーボ機構中の前記モータの変位フィードバック信号または該変位フィードバック信号に比例する信号を前記変位振動検出信号として出力するように構成されていることを特徴とする請求項14または15に記載の成形品取出機。
- 前記付加振動検出部が、センサを用いることなく前記付加振動検出信号を出力するように構成されている請求項14に記載の成形品取出機。
- 前記付加振動検出部は、駆動信号に比例した電力を前記電磁アクチュエータに入力した際に生じる逆起電力を検出してこの逆起電力に比例する信号を付加振動検出信号として出力する逆起電力検出コイルからなる請求項17に記載の成形品取出機。
- 前記付加振動検出部は、前記電磁アクチュエータの可動子に装着されて前記可動子の加速度を検出する加速度センサからなる請求項14に記載の成形品取出機。
- 前記変位振動検出部が出力する前記変位振動検出信号の位相ずれを予め求めた位相ずれ情報に基づいて補正して補正変位振動検出信号を生成する位相補正部をさらに備え、
前記駆動信号生成部は、前記補正変位振動検出信号に含まれる位相補正された変位振動周波数成分と前記付加振動検出信号に含まれる付加振動周波数成分とに基づいて、
前記電磁アクチュエータの前記変位振動を抑制するように前記駆動信号を生成するように構成されている請求項14に記載の成形品取出機。 - 前記駆動信号生成部は、前記補正変位振動検出信号のゲイン及び前記付加振動検出信号のゲインを調整した上で、前記変位振動周波数成分に含まれる前記電磁アクチュエータの前記付加振動によって発生する前記付加振動周波数成分による影響を低減または除去する演算を実行するように構成されている請求項20に記載の成形品取出機。
- 前記付加振動周波数成分は、前記付加振動の速度の周波数成分である請求項21に記載の成形品取出機。
- 成形品開放位置の傍に、前記アタッチメントが前記X方向に変位振動しているときの横行変位振動を検出する変位センサを備えており、
前記アクティブ振動抑制装置は、前記変位センサの出力に基づいて、前記第2の電磁アクチュエータを用いて前記横行変位振動を抑制するように構成されている請求項4に記載の成形品取出機。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/370,026 US10603829B2 (en) | 2015-12-09 | 2016-12-06 | Apparatus for taking out molded product |
| DE102016123716.7A DE102016123716A1 (de) | 2015-12-09 | 2016-12-07 | Vorrichtung zum Entnehmen eines Formproduktes |
| CN201611137553.7A CN106965392B (zh) | 2015-12-09 | 2016-12-09 | 成形品取出机 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015240363 | 2015-12-09 | ||
| JP2015240363 | 2015-12-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017105190A true JP2017105190A (ja) | 2017-06-15 |
| JP2017105190A5 JP2017105190A5 (ja) | 2019-08-22 |
| JP6779767B2 JP6779767B2 (ja) | 2020-11-04 |
Family
ID=59058952
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016234115A Active JP6779767B2 (ja) | 2015-12-09 | 2016-12-01 | 成形品取出機 |
| JP2016234114A Active JP6779766B2 (ja) | 2015-12-09 | 2016-12-01 | 成形品取出機 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016234114A Active JP6779766B2 (ja) | 2015-12-09 | 2016-12-01 | 成形品取出機 |
Country Status (3)
| Country | Link |
|---|---|
| JP (2) | JP6779767B2 (ja) |
| CN (1) | CN106965392B (ja) |
| IE (1) | IE86951B1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2558417A (en) * | 2016-12-22 | 2018-07-11 | Yushin Seiki Kk | Apparatus for taking out molded product |
| JP2019018568A (ja) * | 2017-07-11 | 2019-02-07 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2019038199A (ja) * | 2017-08-25 | 2019-03-14 | 株式会社ユーシン精機 | 成形品取出機 |
| US10377072B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| US10377059B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| JP7832748B1 (ja) * | 2025-07-28 | 2026-03-18 | Yushin株式会社 | 成形品取出機 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6932450B2 (ja) * | 2017-10-02 | 2021-09-08 | 株式会社ユーシン精機 | 取出機用姿勢制御装置 |
| JP7341005B2 (ja) * | 2019-09-12 | 2023-09-08 | 株式会社ユーシン精機 | 成形品取出システムのティーチング方法及び成形品取出機 |
| JP7588936B2 (ja) * | 2020-12-07 | 2024-11-25 | 株式会社ユーシン精機 | 成形品取出機の制御装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03219139A (ja) * | 1989-08-24 | 1991-09-26 | Bridgestone Corp | 振動制御装置 |
| JP2004223798A (ja) * | 2003-01-21 | 2004-08-12 | Star Seiki Co Ltd | 成形品取出機の振動抑制装置 |
| JP2007285430A (ja) * | 2006-04-18 | 2007-11-01 | Shinko Electric Co Ltd | アクティブ制振装置及びアクティブ制振装置の制御方法 |
| JP2007285429A (ja) * | 2006-04-18 | 2007-11-01 | Shinko Electric Co Ltd | アクティブ制振装置及びアクティブ制振装置の制御方法 |
| JP2010111012A (ja) * | 2008-11-06 | 2010-05-20 | Yushin Precision Equipment Co Ltd | 成形品取出装置 |
| JP2012206720A (ja) * | 2006-05-08 | 2012-10-25 | Sinfonia Technology Co Ltd | 自動車用制振装置及び制振制御方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3586483B2 (ja) * | 1994-10-26 | 2004-11-10 | ファナック株式会社 | 射出成形機のエジェクト装置 |
| JP3030555B1 (ja) * | 1999-06-22 | 2000-04-10 | 株式会社ユーシン精機 | 成形品の取出装置 |
| JP2007320198A (ja) * | 2006-06-01 | 2007-12-13 | Sumitomo Heavy Ind Ltd | 取出し機 |
| JP5764408B2 (ja) * | 2011-06-30 | 2015-08-19 | 株式会社ユーシン精機 | 成形品取出機 |
| CN203046175U (zh) * | 2013-01-18 | 2013-07-10 | 中山市钜通机电技术有限公司 | 横走五轴伺服双臂双截机械手 |
| CN104015322A (zh) * | 2014-03-10 | 2014-09-03 | 东莞市纵横软件开发有限公司 | 数控注塑机 |
| CN204322456U (zh) * | 2014-11-05 | 2015-05-13 | 泰瑞机器股份有限公司 | 一种直连式全电动注射塑化驱动系统 |
| CN204526027U (zh) * | 2015-01-24 | 2015-08-05 | 扬州威德曼自动化科技有限公司 | 一种中型注塑机械手的取料臂结构 |
-
2016
- 2016-12-01 JP JP2016234115A patent/JP6779767B2/ja active Active
- 2016-12-01 JP JP2016234114A patent/JP6779766B2/ja active Active
- 2016-12-07 IE IE20160273A patent/IE86951B1/en unknown
- 2016-12-09 CN CN201611137553.7A patent/CN106965392B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03219139A (ja) * | 1989-08-24 | 1991-09-26 | Bridgestone Corp | 振動制御装置 |
| JP2004223798A (ja) * | 2003-01-21 | 2004-08-12 | Star Seiki Co Ltd | 成形品取出機の振動抑制装置 |
| JP2007285430A (ja) * | 2006-04-18 | 2007-11-01 | Shinko Electric Co Ltd | アクティブ制振装置及びアクティブ制振装置の制御方法 |
| JP2007285429A (ja) * | 2006-04-18 | 2007-11-01 | Shinko Electric Co Ltd | アクティブ制振装置及びアクティブ制振装置の制御方法 |
| JP2012206720A (ja) * | 2006-05-08 | 2012-10-25 | Sinfonia Technology Co Ltd | 自動車用制振装置及び制振制御方法 |
| JP2010111012A (ja) * | 2008-11-06 | 2010-05-20 | Yushin Precision Equipment Co Ltd | 成形品取出装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10377072B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| US10377059B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| GB2558417A (en) * | 2016-12-22 | 2018-07-11 | Yushin Seiki Kk | Apparatus for taking out molded product |
| US10486342B2 (en) | 2016-12-22 | 2019-11-26 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| US10987834B2 (en) | 2016-12-22 | 2021-04-27 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| GB2558417B (en) * | 2016-12-22 | 2022-04-06 | Yushin Seiki Kk | Apparatus for taking out molded product |
| JP2019018568A (ja) * | 2017-07-11 | 2019-02-07 | 株式会社ユーシン精機 | 成形品取出機 |
| JP7051624B2 (ja) | 2017-07-11 | 2022-04-11 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2019038199A (ja) * | 2017-08-25 | 2019-03-14 | 株式会社ユーシン精機 | 成形品取出機 |
| JP7832748B1 (ja) * | 2025-07-28 | 2026-03-18 | Yushin株式会社 | 成形品取出機 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106965392B (zh) | 2020-08-14 |
| JP2017105189A (ja) | 2017-06-15 |
| IE86951B1 (en) | 2019-01-09 |
| JP6779767B2 (ja) | 2020-11-04 |
| JP6779766B2 (ja) | 2020-11-04 |
| CN106965392A (zh) | 2017-07-21 |
| IE20160273A1 (en) | 2017-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017105190A (ja) | 成形品取出機 | |
| JP2017105190A5 (ja) | ||
| JP2017105189A5 (ja) | ||
| US9075400B2 (en) | Motor control device | |
| EP2447801B1 (en) | Servo control device | |
| US10603829B2 (en) | Apparatus for taking out molded product | |
| KR100541171B1 (ko) | 진동제어장치 | |
| CN108215012B (zh) | 成形品取出机 | |
| JP6898779B2 (ja) | 成形品取出機 | |
| JP7051624B2 (ja) | 成形品取出機 | |
| JP5373319B2 (ja) | 画像測定機 | |
| JP2018103364A5 (ja) | ||
| JP2008285269A (ja) | 物品搬送装置 | |
| JP2018192532A (ja) | 制振装置および加工機 | |
| JP2007136975A (ja) | 成形品取出機のチャック制振方法 | |
| JP2019018568A5 (ja) | ||
| US10377072B2 (en) | Apparatus for taking out molded product | |
| JP6859138B2 (ja) | 成形品取出機 | |
| US10377059B2 (en) | Apparatus for taking out molded product | |
| JP5090392B2 (ja) | ステージ装置 | |
| JP2008191774A (ja) | 電動機制御装置およびその機械振動抑制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190711 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201013 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201014 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6779767 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |