JP2017107974A - 部品実装装置および反射部材 - Google Patents
部品実装装置および反射部材 Download PDFInfo
- Publication number
- JP2017107974A JP2017107974A JP2015240468A JP2015240468A JP2017107974A JP 2017107974 A JP2017107974 A JP 2017107974A JP 2015240468 A JP2015240468 A JP 2015240468A JP 2015240468 A JP2015240468 A JP 2015240468A JP 2017107974 A JP2017107974 A JP 2017107974A
- Authority
- JP
- Japan
- Prior art keywords
- component
- mounting
- component mounting
- mounting head
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
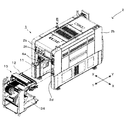
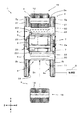
【解決手段】内部空間と内部空間を外部に連通させる開口部とを有する装置本体と、内部空間内で部品の実装を行う実装ヘッドと、内部空間において実装ヘッドよりも下方に配置される反射部材とを備え、反射部材は、実装ヘッド側から下方に出射される出射光を反射して開口部を介して装置本体の外側に導光することで実装ヘッドを下方側から見た像を装置本体の外側より観察可能とする。
【選択図】図3
Description
2…装置本体
2c…内部空間
2d,2e,2f…開口部
12…テープフィーダ(部品供給部)
14…テープ切断部
15…台車
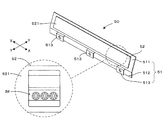
50…反射部材
51…ベース部
52…ミラーフィルム
231…実装ヘッド
521…(ミラーフィルムの)表面
IM…像
L1…出射光
L2…反射光
Claims (8)
- 内部空間と前記内部空間を外部に連通させる開口部とを有する装置本体と、
前記内部空間内で部品の実装を行う実装ヘッドと、
前記内部空間において前記実装ヘッドよりも下方に配置される反射部材とを備え、
前記反射部材は、前記実装ヘッド側から下方に出射される出射光を反射して前記開口部を介して前記装置本体の外側に導光することで前記実装ヘッドを下方側から見た像を前記装置本体の外側より観察可能とすることを特徴とする部品実装装置。 - 請求項1に記載の部品実装装置であって、
前記部品を供給する部品供給部が装着された状態で前記開口部を介して前記装置本体に対して挿脱可能な台車を備え、
前記反射部材は、前記装置本体から前記台車が取り外されて前記開口部が開放されたときに、前記像を観察可能とする部品実装装置。 - 請求項2に記載の部品実装装置であって、
前記内部空間において前記台車に対向して配置されて前記部品供給部から供給された部品を前記実装ヘッドにより取り出した後のテープを切断するテープ切断部を備え、
前記反射部材は前記テープ切断部に取り付けられている部品実装装置。 - 請求項1に記載の部品実装装置であって、
前記部品を供給する部品供給部が装着された状態で前記装置本体に対して挿脱可能な台車を備え、
前記開口部は前記台車を挿脱する位置と異なる位置に設けられている部品実装装置。 - 請求項1ないし4のいずれか一項に記載の部品実装装置であって、
前記反射部材は前記開口部に向けて前記出射光を斜め上方に反射する部品実装装置。 - 請求項1ないし5のいずれか一項に記載の部品実装装置であって、
前記反射部材の表面が鏡面に仕上げられて前記出射光を反射する部品実装装置。 - 請求項1ないし5のいずれか一項に記載の部品実装装置であって、
前記反射部材は、ベース部と、前記ベース部に取り付けられた反射フィルムとを有し、前記反射フィルムによって前記出射光を反射する部品実装装置。 - 部品実装装置の装置本体に設けられた内部空間において部品の実装を行う実装ヘッドよりも下方に配置可能となっており、
前記内部空間への配置によって、前記実装ヘッド側から下方に出射される出射光を反射して前記装置本体に設けられる開口部を介して前記装置本体の外側に導光することで前記実装ヘッドを下方側から見た像を前記装置本体の外側より観察可能とすることを特徴とする反射部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015240468A JP6570438B2 (ja) | 2015-12-09 | 2015-12-09 | 部品実装装置および反射部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015240468A JP6570438B2 (ja) | 2015-12-09 | 2015-12-09 | 部品実装装置および反射部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017107974A true JP2017107974A (ja) | 2017-06-15 |
| JP6570438B2 JP6570438B2 (ja) | 2019-09-04 |
Family
ID=59061004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015240468A Active JP6570438B2 (ja) | 2015-12-09 | 2015-12-09 | 部品実装装置および反射部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6570438B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11230717A (ja) * | 1998-02-18 | 1999-08-27 | Copal Co Ltd | 吸着ノズルの位置確認治具 |
| JP2004349279A (ja) * | 2003-05-13 | 2004-12-09 | Matsushita Electric Ind Co Ltd | 部品実装機 |
| JP2005294380A (ja) * | 2004-03-31 | 2005-10-20 | Yamaha Motor Co Ltd | 表面実装機 |
| JP2010278323A (ja) * | 2009-05-29 | 2010-12-09 | Juki Corp | 電子部品実装装置 |
| JP2013138102A (ja) * | 2011-12-28 | 2013-07-11 | Yamaha Motor Co Ltd | 電子部品実装装置用テープ切断装置、テープ切断装置脱着作業用治具および電子部品実装装置 |
-
2015
- 2015-12-09 JP JP2015240468A patent/JP6570438B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11230717A (ja) * | 1998-02-18 | 1999-08-27 | Copal Co Ltd | 吸着ノズルの位置確認治具 |
| JP2004349279A (ja) * | 2003-05-13 | 2004-12-09 | Matsushita Electric Ind Co Ltd | 部品実装機 |
| JP2005294380A (ja) * | 2004-03-31 | 2005-10-20 | Yamaha Motor Co Ltd | 表面実装機 |
| JP2010278323A (ja) * | 2009-05-29 | 2010-12-09 | Juki Corp | 電子部品実装装置 |
| JP2013138102A (ja) * | 2011-12-28 | 2013-07-11 | Yamaha Motor Co Ltd | 電子部品実装装置用テープ切断装置、テープ切断装置脱着作業用治具および電子部品実装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6570438B2 (ja) | 2019-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6434531B2 (ja) | 部品供給装置 | |
| CN101653057B (zh) | 安装机、安装方法、及安装机上的摄像单元的移动方法 | |
| JP2021114632A (ja) | ユニット交換用台車 | |
| JP6580854B2 (ja) | 部品供給装置 | |
| JP2001136859A (ja) | 卵印字装置 | |
| JP6570438B2 (ja) | 部品実装装置および反射部材 | |
| JP2009164398A (ja) | 表面実装機 | |
| JP4804296B2 (ja) | 部品供給装置及び表面実装機 | |
| JP2006197770A (ja) | リニアモータ駆動装置及び部品搭載装置 | |
| JP2007214461A (ja) | 部品実装機制御方法および部品実装機 | |
| CN109332905B (zh) | 一种激光打标组件 | |
| EP2040131A3 (en) | Image forming apparatus | |
| JP6108414B2 (ja) | 部品実装機 | |
| JP6320740B2 (ja) | 部品供給装置 | |
| JP2018129353A (ja) | 部品供給装置 | |
| JP2017224712A (ja) | 部品実装装置 | |
| JPWO2017175339A1 (ja) | 基板作業装置および部品実装装置 | |
| JP2019021943A (ja) | 部品保持装置 | |
| KR101383139B1 (ko) | 표면실장기 | |
| JP4628909B2 (ja) | テープフィーダー及び表面実装機 | |
| JP6603778B2 (ja) | 部品供給ユニット | |
| JP5017127B2 (ja) | 表面実装機 | |
| JP6831705B2 (ja) | テープ切断ユニットの組付構造 | |
| JP2009164394A (ja) | 表面実装機 | |
| JP4781461B2 (ja) | 部品認識装置、部品認識方法および表面実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170714 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190806 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6570438 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |