JP2017111017A - シールチェッカーおよびそれを備えた包装機 - Google Patents
シールチェッカーおよびそれを備えた包装機 Download PDFInfo
- Publication number
- JP2017111017A JP2017111017A JP2015245893A JP2015245893A JP2017111017A JP 2017111017 A JP2017111017 A JP 2017111017A JP 2015245893 A JP2015245893 A JP 2015245893A JP 2015245893 A JP2015245893 A JP 2015245893A JP 2017111017 A JP2017111017 A JP 2017111017A
- Authority
- JP
- Japan
- Prior art keywords
- seal
- package
- bag
- image
- seal checker
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 89
- 230000002950 deficient Effects 0.000 claims abstract description 56
- 238000000034 method Methods 0.000 claims abstract description 40
- 238000005286 illumination Methods 0.000 claims abstract description 26
- 238000007689 inspection Methods 0.000 claims abstract description 20
- 238000007789 sealing Methods 0.000 claims description 36
- 230000007547 defect Effects 0.000 claims description 34
- 230000002194 synthesizing effect Effects 0.000 claims description 2
- 238000001514 detection method Methods 0.000 abstract description 15
- 229920006280 packaging film Polymers 0.000 abstract description 5
- 239000012785 packaging film Substances 0.000 abstract description 5
- 230000035945 sensitivity Effects 0.000 abstract description 5
- 238000010586 diagram Methods 0.000 abstract description 2
- 239000007789 gas Substances 0.000 description 10
- 230000037303 wrinkles Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images









Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できるシールチェッカーおよびそれを備えた包装機を提供する。【解決手段】本発明のシールチェッカー1は、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体80の通路を挟んで一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟んで他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5とを有している。【選択図】図1
Description
本発明は、包装機における不良シール袋(シール部位に被包装物の噛み込みや皺が存在するもの、斜めにシールがされているもの等所定位置にシールが施されていないもの)を検出するために使用して好適なシールチェッカーおよびそれを備えた包装機に関するものである。
従来、包装機における不良シール袋を検出するためのシールチェッカーとしては、LED光源をアナログセンサーで検出する方式のシールチェッカーが主流であり、ラインセンサーで検出する方式のシールチェッカーも提案されている(例えば特開2009−162685号公報)。
しかし、前者のシールチェッカーはLED光源と受光素子との間を通過する異物等欠陥が影を作り、光量が低下する現象を利用して検出するため、検査エリアが小さく検出感度も不安定であった。
他方、後者のシールチェッカーは、移動している包装体を連続的に撮影することにおいて非常に高い性能を有しているが、カメラ、レンズおよび照明が高価であり、センサー部も大きくなり、生産設備に広い検査専用スペースを設ける必要があった。また、バックライト照明を使用した場合、光を遮る影の検出で欠陥を判別しているため、削り節などの微妙な色の変化のものは検出できなかった。さらに、色付き包装フィルムの場合は検出が困難であった。
そこで、本発明の課題は、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できるシールチェッカーおよびそれを備えた包装機を提供することにある。
上記課題を達成するものは、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体の通路を挟み一方側に配され前記包装体の画像を取得するためのカラーカメラと、前記包装体の通路を挟み他方側に配される照明部と、前記包装体の通過を検知するための通過センサーと、前記カラーカメラで取得された画像を処理して前記不良シール袋を検出する制御部とを有していることを特徴とするシールチェッカーである。
前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するように制御することが好ましい。前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するに際して、前記包装体のシール部位のみで撮影を中止して次位の画像を取得するように制御することが好ましい。前記制御部は、前記包装体の検査幅に到達した時点で前記画像を一枚の画像に合成して前記不良シール袋を検出するものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、該L*,a*,b*画像値に基づいて前記不良シール袋を検出するものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像から微小な欠陥を除去するノイズ成分除去処理を行うものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理を行うものであることが好ましい。 前記照明部は狭指向性照明にて構成されていることが好ましい。前記シールチェッカーは、包装体用通路と、該包装体用通路の一方側に配された前記カラーカメラと、前記包装体用通路の他方側に配された照明部と、前記通過センサーとを備えた長尺状体を有していることが好ましい。前記シールチェッカーはタッチパネルを有し、該タッチパネルから噛み込み対象となる被包装物に対応した色彩を入力設定可能に構成されていることが好ましい。
また、上記課題を解決するものは、透光性包装袋を把持する単数または複数のグリップ対と、該グリップ対を複数の工程毎に間欠移動させるための移動体と、該移動体により間欠移動されてくる前記グリップ対に把持された前記透光性包装袋内に被包装物を充填する充填機と、該充填機にて前記透光性包装袋内に被包装物を充填した包装体の袋口付近を密封するためのシール装置と、前記請求項1ないしいずれかのシールチェッカーとを有していることを特徴とする包装機である。
請求項1に記載のシールチェッカーによれば、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく検出できる。
請求項2に記載のシールチェッカーによれば、一度に撮影できる幅を小さくして高速で連続撮影することで包装体の画像を分割して取得するため、小型で低価格なカラーカメラでも高解像度で、ラインセンサーや大型カメラ以上の性能を出すことができ、不良シール袋を高精度に検出することができる。
請求項3に記載のシールチェッカーによれば、包装体の画像の取り込み速度をより高速化することができ、より画像取得時間を短縮することでより迅速に不良シール袋を検出することができる。
請求項4に記載のシールチェッカーによれば、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断するため、より迅速に不良シール袋を検出することができる。
請求項5に記載のシールチェッカーによれば、L*(明度)で斜めシールされているもの等所定位置にシールが施されていない不良シール袋を検出し、a*(赤・緑)またはb*(黄・青)でシール部位に被包装物の噛み込みが存在する不良シール袋を検出し、それらを同時に検出することができる。
請求項6に記載のシールチェッカーによれば、撮影した画像から微小な欠陥を除去し、実際の欠陥対象とする成分のみが残存するようにして、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
請求項7に記載のシールチェッカーによれば、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより確実に検出することができる。
請求項8に記載のシールチェッカーによれば、画像に包装体のエッジや噛み込等欠陥をより明瞭に映し出して、検出精度をより向上させることができる。
請求項9に記載のシールチェッカーによれば、長尺状体を包装機に挿入することで容易に設置でき、包装機の製造段階でピント調整や位置調整などの調整が可能となり、現場調整も不要とすることができる。
請求項10に記載のシールチェッカーによれば、噛み込み対象となる被包装物の色彩に応じて設定を変更でき、より確実に様々な種類の噛み込みを検出することができる。
請求項11に記載の包装機によれば、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できる。
請求項2に記載のシールチェッカーによれば、一度に撮影できる幅を小さくして高速で連続撮影することで包装体の画像を分割して取得するため、小型で低価格なカラーカメラでも高解像度で、ラインセンサーや大型カメラ以上の性能を出すことができ、不良シール袋を高精度に検出することができる。
請求項3に記載のシールチェッカーによれば、包装体の画像の取り込み速度をより高速化することができ、より画像取得時間を短縮することでより迅速に不良シール袋を検出することができる。
請求項4に記載のシールチェッカーによれば、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断するため、より迅速に不良シール袋を検出することができる。
請求項5に記載のシールチェッカーによれば、L*(明度)で斜めシールされているもの等所定位置にシールが施されていない不良シール袋を検出し、a*(赤・緑)またはb*(黄・青)でシール部位に被包装物の噛み込みが存在する不良シール袋を検出し、それらを同時に検出することができる。
請求項6に記載のシールチェッカーによれば、撮影した画像から微小な欠陥を除去し、実際の欠陥対象とする成分のみが残存するようにして、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
請求項7に記載のシールチェッカーによれば、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより確実に検出することができる。
請求項8に記載のシールチェッカーによれば、画像に包装体のエッジや噛み込等欠陥をより明瞭に映し出して、検出精度をより向上させることができる。
請求項9に記載のシールチェッカーによれば、長尺状体を包装機に挿入することで容易に設置でき、包装機の製造段階でピント調整や位置調整などの調整が可能となり、現場調整も不要とすることができる。
請求項10に記載のシールチェッカーによれば、噛み込み対象となる被包装物の色彩に応じて設定を変更でき、より確実に様々な種類の噛み込みを検出することができる。
請求項11に記載の包装機によれば、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できる。
本発明では、透光性包装袋で被包装物を包装した包装体80の通路を挟み一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟み他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5とを有することで、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できるシールチェッカー1およびそれを備えた包装機30を実現した。
本発明のシールチェッカーを図1ないし図6に示した一実施例を用いて説明する。
この実施例のシールチェッカー1は、図1に示すように、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体80の通路を挟み一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟み他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5と、タッチパネル6とを有している。以下、各構成について順次詳述する。
この実施例のシールチェッカー1は、図1に示すように、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体80の通路を挟み一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟み他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5と、タッチパネル6とを有している。以下、各構成について順次詳述する。
包装機30における不良シール袋は、包装体80の上部において水平方向に延在するように形成されたシール部位(横シール部)81における不良品であり、シール部位81に削り節からなる噛み込み片や皺が存在する不良シール袋の他に、グリップ対31が透光性包装袋を掴んだときに、掴んだ位置が高過ぎた場合の不良シール袋、低く過ぎた場合の不良シール袋、或いは掴んだ位置の高低が左右で異なる場合に斜めシールされた不良シール袋である。この実施例のシールチェッカー1は、それらを同時に検出することができるものである。
カラーカメラ2は、包装体80の画像を撮影して取得するためのものであり、この実施例ではカラーCCDカメラが使用されている。このように、本発明のシールチェッカーでは、カラーカメラ2を使用することにより、影や明るさの差に加え色彩を判断することで、照明や外乱による影響によるものか、噛み込みによる欠陥かを明確に区別することができ、検出精度を格段に向上させた。特に、削り節などの微妙な色彩の噛み込み対象も高精度に検出できる。
このカラーカメラ2は、図1に示すように、透光性包装袋で被包装物を包装した包装体80の通路を挟んで一方側に配される。
照明部3は、包装体80を照らして包装体80のシール部位81における噛み込みやエッジをより鮮明にするためのものであり、図1に示すように、包装体80の通路を挟んで他方側に配される。
この実施例の照明部3は、白色LEDの直進性の高い狭指向性照明にて構成されており、これにより、画像に包装体80のエッジや噛み込み等欠陥をより明瞭に映し出させ検出精度をより向上させることができる。より具体的には、通常のバックライト用の面照明は発光面から全方向に光を発散させるため、照明とカメラとの間に異物が存在しても周りの光が影を薄くしてしまう性質があるが、狭指向性照明の光は、発光面に対して垂直成分の光だけが強く発光されるため、面照明であっても影をくっきり見せることができる。
また、図2に示すように、カラーカメラ2の前方に配されるレンズ7を望遠系の焦点距離にして遠い位置より撮影するカメラ設定とすることにより、レンズ画角を小さくし、包装体80の撮影面に対して垂直方向の光以外が入り難くさせることで狭指向性照明の直進光の特性が高められている。
通過センサー4は、包装体80の通過を検知するためのものであり、この通過センサー4が包装体80の前縁部を検知した検知信号を受けたときに、カラーカメラ2が画像の取得を開始するように構成されている。より具体的には、通過センサー4が包装体80の前縁部を検出したタイミングと、カラーカメラ2による画像の取得の開始を同期させることで、包装体80が高速で搬送されても画像を確実に取得することができるよう構成されている。
制御部5は、カラーカメラ2で取得された画像を処理して不良シール袋を検出すると共に、不良シール袋の検出に際して各部を制御するためのものである。
制御部5は、画像メモリと画像処理部を有しており、カラーカメラ2から順次送られてくる画像が画像メモリに蓄積され、これらの画像が画像処理部に送られて全体画像を合成するように制御する。
また、この実施例のシールチェッカー1は、図2に示すように、包装体用通路8と、包装体用通路8の一方側に配されたカラーカメラ2と、包装体用通路8の他方側に配された照明部3と、通過センサー4とを備えた長尺状体9を有している。このような長尺状体9を有することにより、長尺状体9を包装機に挿入することで容易に設置でき、包装機の製造段階でピント調整や位置調整などの調整が可能となり、現場調整も不要とすることができる。
さらに、この実施例のシールチェッカーは、図1に示すように、タッチパネル6を有し、タッチパネル6から噛み込み対象となる被包装物に対応した色彩を入力設定可能に構成されている。これにより、噛み込み対象となる被包装物の色に応じて設定を変更でき、より正確に噛み込みを検出することができる。
つぎに、本発明のシールチェッカー1による不良シール袋の検出処理について説明する。
本発明のシールチェッカー1は、図1に示すように、包装機30に設置されると、図3に示すように、通過センサー4によって包装体80の通過を監視する。通過センサー4が包装体80の搬送方向の前縁部を検知すると同時に、カラ−カメラ2が包装体80の画像を撮影して順次、制御部5の画像メモリ内に蓄積させる。
本発明のシールチェッカー1は、図1に示すように、包装機30に設置されると、図3に示すように、通過センサー4によって包装体80の通過を監視する。通過センサー4が包装体80の搬送方向の前縁部を検知すると同時に、カラ−カメラ2が包装体80の画像を撮影して順次、制御部5の画像メモリ内に蓄積させる。
具体的には、この画像の取得は、図4に示すように、制御部5が、カラーカメラ2にて包装体80のシール方向(図4中矢印方向)に沿って所定距離(図4中水平方向の距離:包装体80の幅方向の距離:w1)毎に包装体80の画像a1,a2,a3,a4,a5を順次取得するように制御することで、シール部位81の画像の取得が行われる(図3中S1)。
なお、この実施例では5枚の画像a1,a2,a3,a4,a5で包装体のシール部位81の全体の画像が撮影されている。このように、一度に撮影できる幅を小さくして高速で連続撮影することで包装体の画像を分割して取得するため、小型で低価格なカラーカメラでも高解像度で、ラインセンサーや大型カメラ以上の性能を出すことができ、不良シール袋を高精度に検出することができる。さらに、この実施例における画像の取得および欠陥結合までの処理(s1〜s5)は、図3に示すように、並列的に2画面ずつ同時に行うことでより高速化が図られている。
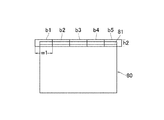
さらに、この実施例の制御部5は、カラーカメラ2にて包装体80のシール方向に沿って順次所定距離毎に包装体80の画像を取得するに際して、図5に示すように、1枚の画像を最後(h1)まで取り込まず包装体80のシール部位81付近(h2)で撮影を中止して次位の画像を順次取得するように制御している。
具体的には、制御部5は、シール部位81のみを効率的に撮影するために、包装体80の高さ方向の距離が短い画像b1,b2,b3,b4,b5(シール部位81の高さ方向の距離に対応した画像)を順次取得するように制御している。これにより、包装体80の画像の取り込み速度をより高速化することができ、画像取得時間を短縮することでより迅速に不良シール袋を検出することができる。
つぎに、制御部5は、図6に示すように、カラーカメラ2にて取得した画像b1,b2,b3,b4,b5のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、L*,a*,b*画像値に変換することで、カラー画像を検査用にフィルター処理する(図3中S2)。この処理によってL*(明度)で高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋を検出可能とし、他方、a*(赤・緑)またはb*(黄・青)でシール部位81に被包装物の噛み込みが存在する不良シール袋を検出可能とし、それらを同時に検出することを可能となる。なお、この実施例では、噛み込み対象は削り節であるため、その色彩に対応してb*(黄・青)で噛み込を検出し、a*(赤・緑)は使用されていない。
さらに、制御部5は、包装体80のエッジを検出して検査範囲を計算(図3中S3)した後、カラーカメラ2にて取得した画像から微小な欠陥(パッキング跡等)を除去するノイズ成分除去処理(図3中S4)を行う。これにより、撮影した画像から微小な欠陥が除去されて、実際の欠陥対象とする成分のみが残存するため、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
その後、制御部5は、カラーカメラ2にて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理(図3中S5)を行う。これにより、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより正確に検出可能とすることができる。
そして、制御部5は、包装体80の検査幅に到達した時点で画像を一枚の画像に合成する。すなわち、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断(図3中S6)するため、より迅速に不良シール袋を検出することができる。なお、高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋の検出は、図10に示した検査位置基準Lと合成した画像との対比によって判断が行われる。
つぎに、本発明の包装機を図7ないし図10に示した一実施例を用いて説明する。
この実施例の包装機30は、透光性包装袋を把持する単数または複数のグリップ対31と、グリップ対31を複数の工程毎に間欠移動させるための移動体32A,32Bと、移動体32A,32Bにより間欠移動されてくるグリップ対31に把持された透光性包装袋内に被包装物を充填する充填機33と、充填機33にて透光性包装袋内に被包装物を充填した包装体80の袋口付近を密封するためのシール装置34と、シールチェッカー1とを有している。以下、各構成について詳述するが、シールチェッカー1については前述した通りであり、同一構成部位には同一符号を付し説明を省略する。
この実施例の包装機30は、透光性包装袋を把持する単数または複数のグリップ対31と、グリップ対31を複数の工程毎に間欠移動させるための移動体32A,32Bと、移動体32A,32Bにより間欠移動されてくるグリップ対31に把持された透光性包装袋内に被包装物を充填する充填機33と、充填機33にて透光性包装袋内に被包装物を充填した包装体80の袋口付近を密封するためのシール装置34と、シールチェッカー1とを有している。以下、各構成について詳述するが、シールチェッカー1については前述した通りであり、同一構成部位には同一符号を付し説明を省略する。
この実施例の包装機30は、透光性包装袋内に被包装物(削り節)を充填すると共に不活性ガス(窒素ガス)を充填するガス充填型包装機である。
この包装機30は、図7に示すように、被包装物充填テーブル32Aとガス充填テーブル32Bとを有し、被包装物充填テーブル32A側では、給袋工程、袋開口工程、被包装物充填工程および受け渡し工程を第1ないし第7ステーションで行い、次いで、ガス充填テーブル32B側では、包装体80を受け渡す受渡工程(第11工程)、ガスノズルを透光性包装袋内に挿入するガスノズル挿入工程(第12工程)、ガス充填・モミホグシ工程(第13工程〜第18工程)、シール装置34によるシール工程(第19工程)、シール冷却工程(第20工程)、シール検査工程および製品排出工程(第21工程)を第11ないし第21ステーションで行っている。
包装機30は、垂直方向に延在する間欠回転軸(図示しない)を回転自由に支持するスタンドが機台上に設けられ、その間欠回転軸の上部に取り付けられた移動体(被包装物充填テーブル32A,ガス充填テーブル32B)には、透光性包装袋を掴着又は釈放するためのグリップ対(袋把持手段)31が間欠回転軸を中心として等角度間隔で放射方向に突出するように設けられている。グリップ対31は、透光性包装袋の袋口の両側付近を把持して、移動体(被包装物充填テーブル32A,ガス充填テーブル32B)と共に包装工程毎に間欠移動する。なお、この実施例は移動体(被包装物充填テーブル32A,ガス充填テーブル32B)を間欠回転駆動させるロータリー方式の包装機であるが、本発明を公知の直線移動方式の包装機に適用することも可能である。
充填機33は、移動体(被包装物充填テーブル32A)により間欠移動されてくるグリップ対31に把持された透光性包装袋内に被包装物(この実施例では削り節)を充填するものであり、被包装物充填工程(第3工程)が行われる第3ステーションに配されている。充填機33は公知の充填機であり、第3ステーションに間欠移動されてきたグリップ対31に把持された透光性包装袋毎に設定量の削り節を充填するよう設定されている。
シール装置34は、被包装物と不活性ガスを充填した透光性包装袋を袋口付近で密封するためのものであり、第19工程が行われる第19ステーションに配置されており、グリップ対31に支持された透光性包装袋の表裏からそれぞれ袋口付近を挟持して密封する一対の挟持体(水平バー)を有している。一対の挟持体は往復動機構(図示しない)により透光性包装袋の表裏からそれぞれ密着するヒートブロックにて構成されており、第19工程が行われる第19ステーションに停止した透光性包装袋を一対の挟持体が挟持することにより挟持部分が密封されるように構成されている。
シールチェッカー1は、シール部位81に削り節からなる噛み込み片や皺が存在する不良シール袋、グリップ対31が透光性包装袋を掴んだときに、その掴んだ位置が高い場合の不良シール袋、低い場合の不良シール袋、或いは左右異なっている場合に斜めシールされた不良シール袋を検出するための装置であり、その構成については前述した通りである。
この包装機30内には、図1に示すように、シールチェッカー1が配されており、より具体的には、図8または図9に示すように、シールチェッカー1の長尺状体9が、ガス充填テーブル32Bの冷却工程(20)と排出工程(21)が行われる第20ステーションと第21ステーションとの間に設置され、図8の左側から右側(上流側(冷却工程(20))から下流側(排出工程(21))に包装体80が搬送される間に不良シール袋が検出されるように構成されている。
なお、長尺状体9が備える照明部3の内側(図10中照明部3の左側)には、照明汚れ防止用エアー噴出管35の開口部が配され、エアー噴出により照明部3の汚れが防止されるように構成されている。また、長尺状体9が備えるカラーカメラ2およびレンズ7の内側(図10中それらの右側)には、カメラ汚れ防止用エアー噴出管36の開口部が配され、エアー噴出によりレンズ7の汚れが防止されるように構成されている。
つぎに、本発明の包装機30における不良シール袋の検出方法について説明する。
包装体80が、図8中左側から右側(上流側から下流側)に搬送されてくると、通過センサー4によって包装体8の前端部(図8中右端部)が検出され、この検出信号に基づいてカラーカメラ2により包装体80の画像取り込みが行われる(図3中S1)。
包装体80が、図8中左側から右側(上流側から下流側)に搬送されてくると、通過センサー4によって包装体8の前端部(図8中右端部)が検出され、この検出信号に基づいてカラーカメラ2により包装体80の画像取り込みが行われる(図3中S1)。
具体的には、この画像の取得は、図4に示すように、制御部5が、カラーカメラ2にて包装体80のシール方向(図4中矢印方向)に沿って所定距離(図4中水平方向の距離:包装体80の幅方向の距離:w1)毎に包装体80の画像a1,a2,a3,a4,a5を順次取得するように制御することで行われる(図3中S1)。
なお、この実施例の制御部5は、カラーカメラ2にて包装体80のシール方向に沿って順次所定距離毎に包装体80の画像を取得するに際して、図5に示すように、1枚の画像を最後まで取り込まず包装体80のシール部位81付近で撮影を中止して次位の画像を順次取得するように制御している。これにより、包装体80の画像の取り込み速度をより高速化することができ、画像取得時間を短縮することでより迅速に不良シール袋が検出される。
つぎに、制御部5は、図6に示すように、カラーカメラ2にて取得した画像b1,b2,b3,b4,b5のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、L*,a*,b*画像値に変換することで、カラー画像を検査用にフィルター処理する(図3中S2)。この処理によってL*(明度)で高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋を検出可能とし、他方、a*(赤・緑)またはb*(黄・青)でシール部位81に被包装物の噛み込みが存在する不良シール袋を検出可能とし、それらを同時に検出することを可能となる。なお、この実施例では、噛み込み対象は削り節であるため、その色彩に対応してb*(黄・青)で噛み込を検出し、a*(赤・緑)は使用されていない。
さらに、制御部5は、包装体80のエッジを検出して検査範囲を計算(図3中S3)した後、カラーカメラ2にて取得した画像から微小な欠陥(パッキング跡等)を除去するノイズ成分除去処理(図3中S4)を行う。これにより、撮影した画像から微小な欠陥が除去されて、実際の欠陥対象とする成分のみが残存するため、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
その後、制御部5は、カラーカメラ2にて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理(図3中S5)を行う。これにより、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより確実に検出することができる。
そして、制御部5は、包装体80の検査幅に到達した時点で画像を一枚の画像に合成して不良シール袋を検出する。すなわち、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断(図3中S6)するため、より迅速に不良シール袋を検出することができる。 なお、高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋の検出は、図10に示した検査位置基準Lと合成した画像との対比によって判断が行われる。そして、不良シール袋と判断された包装体80は、排出ステーションにて不良シール袋として機外排出されるように構成されている。
1 シールチェッカー
2 カラーカメラ
3 照明部
4 通過センサー
5 制御部
6 タッチパネル
7 レンズ
8 包装体用通路
9 長尺状体
30 包装機
31 グリップ対
32A 被包装物充填テーブル
32B ガス充填テーブル
33 充填機
34 シール装置
35 照明汚れ防止用エアー噴出管
36 カメラ汚れ防止用エアー噴出管
80 包装体
81 シール部位
2 カラーカメラ
3 照明部
4 通過センサー
5 制御部
6 タッチパネル
7 レンズ
8 包装体用通路
9 長尺状体
30 包装機
31 グリップ対
32A 被包装物充填テーブル
32B ガス充填テーブル
33 充填機
34 シール装置
35 照明汚れ防止用エアー噴出管
36 カメラ汚れ防止用エアー噴出管
80 包装体
81 シール部位
Claims (11)
- 包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体の通路を挟み一方側に配され前記包装体の画像を取得するためのカラーカメラと、前記包装体の通路を挟み他方側に配される照明部と、前記包装体の通過を検知するための通過センサーと、前記カラーカメラで取得された画像を処理して前記不良シール袋を検出する制御部とを有していることを特徴とするシールチェッカー。
- 前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するように制御する請求項1に記載のシールチェッカー。
- 前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するに際して、前記包装体のシール部位のみで撮影を中止して次位の画像を取得するように制御する請求項2に記載のシールチェッカー。
- 前記制御部は、前記包装体の検査幅に到達した時点で前記画像を一枚の画像に合成して前記不良シール袋を検出するものである請求項2または3に記載のシールチェッカー。
- 前記制御部は、前記カラーカメラにて取得した画像のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、該L*,a*,b*画像値に基づいて前記不良シール袋を検出するものである請求項1ないし4のいずれかに記載のシールチェッカー。
- 前記制御部は、前記カラーカメラにて取得した画像から微小な欠陥を除去するノイズ成分除去処理を行うものである請求項1ないし5のいずれかに記載のシールチェッカー。
- 前記制御部は、前記カラーカメラにて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理を行うものである請求項1ないし6のいずれかに記載のシールチェッカー。
- 前記照明部は狭指向性照明にて構成されている請求項1ないし7のいずれかに記載のシールチェッカー。
- 前記シールチェッカーは、包装体用通路と、該包装体用通路の一方側に配された前記カラーカメラと、前記包装体用通路の他方側に配された照明部と、前記通過センサーとを備えた長尺状体を有している請求項1ないし8のいずれかに記載のシールチェッカー。
- 前記シールチェッカーはタッチパネルを有し、該タッチパネルから噛み込み対象となる被包装物に対応した色彩を入力設定可能に構成されている請求項1ないし9のいずれかに記載のシールチェッカー。
- 透光性包装袋を把持する単数または複数のグリップ対と、該グリップ対を複数の工程毎に間欠移動させるための移動体と、該移動体により間欠移動されてくる前記グリップ対に把持された前記透光性包装袋内に被包装物を充填する充填機と、該充填機にて前記透光性包装袋内に被包装物を充填した包装体の袋口付近を密封するためのシール装置と、前記請求項1ないし10のいずれかに記載のシールチェッカーとを有していることを特徴とする包装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245893A JP2017111017A (ja) | 2015-12-17 | 2015-12-17 | シールチェッカーおよびそれを備えた包装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245893A JP2017111017A (ja) | 2015-12-17 | 2015-12-17 | シールチェッカーおよびそれを備えた包装機 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019003089U Continuation JP3223757U (ja) | 2019-08-19 | 2019-08-19 | シールチェッカーおよびそれを備えた包装機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017111017A true JP2017111017A (ja) | 2017-06-22 |
Family
ID=59080060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015245893A Pending JP2017111017A (ja) | 2015-12-17 | 2015-12-17 | シールチェッカーおよびそれを備えた包装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017111017A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021006476A (ja) * | 2019-06-27 | 2021-01-21 | ショット アクチエンゲゼルシャフトSchott AG | 医療品、医薬品または化粧品の用途の対象物を無菌包装するための包装材および方法 |
| JP2022007855A (ja) * | 2020-06-25 | 2022-01-13 | Pacraft株式会社 | 情報取得システム |
| JP2023092932A (ja) * | 2021-12-22 | 2023-07-04 | 株式会社ヴィーネックス | 読取装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175856A (ja) * | 1999-12-14 | 2001-06-29 | Kawasaki Steel Corp | 外観検査装置 |
| JP2002116152A (ja) * | 2000-10-11 | 2002-04-19 | Nippon Magnetic Dressing Co Ltd | 粉状物収納体の検査方法 |
| JP2005241302A (ja) * | 2004-02-24 | 2005-09-08 | Shinsen Giken:Kk | 熱シール包装材のシール不良検査装置 |
| JP2007333491A (ja) * | 2006-06-13 | 2007-12-27 | Sumitomo Electric Ind Ltd | 板状部材の外観検査装置 |
| JP2012171641A (ja) * | 2011-02-21 | 2012-09-10 | General Packer Co Ltd | 包装機における不良シール袋の検出方法 |
| JP2013028390A (ja) * | 2011-07-29 | 2013-02-07 | Yamaki Co Ltd | シール検査装置 |
-
2015
- 2015-12-17 JP JP2015245893A patent/JP2017111017A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175856A (ja) * | 1999-12-14 | 2001-06-29 | Kawasaki Steel Corp | 外観検査装置 |
| JP2002116152A (ja) * | 2000-10-11 | 2002-04-19 | Nippon Magnetic Dressing Co Ltd | 粉状物収納体の検査方法 |
| JP2005241302A (ja) * | 2004-02-24 | 2005-09-08 | Shinsen Giken:Kk | 熱シール包装材のシール不良検査装置 |
| JP2007333491A (ja) * | 2006-06-13 | 2007-12-27 | Sumitomo Electric Ind Ltd | 板状部材の外観検査装置 |
| JP2012171641A (ja) * | 2011-02-21 | 2012-09-10 | General Packer Co Ltd | 包装機における不良シール袋の検出方法 |
| JP2013028390A (ja) * | 2011-07-29 | 2013-02-07 | Yamaki Co Ltd | シール検査装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021006476A (ja) * | 2019-06-27 | 2021-01-21 | ショット アクチエンゲゼルシャフトSchott AG | 医療品、医薬品または化粧品の用途の対象物を無菌包装するための包装材および方法 |
| JP7388986B2 (ja) | 2019-06-27 | 2023-11-29 | ショット ファーマ アクチェンゲゼルシャフト ウント コンパニー コマンディートゲゼルシャフト アウフ アクチェン | 医療品、医薬品または化粧品の用途の対象物を無菌包装するための包装材および方法 |
| JP2022007855A (ja) * | 2020-06-25 | 2022-01-13 | Pacraft株式会社 | 情報取得システム |
| JP2023092932A (ja) * | 2021-12-22 | 2023-07-04 | 株式会社ヴィーネックス | 読取装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106596574B (zh) | 一种检测物体表面缺陷的装置及方法 | |
| JP6124780B2 (ja) | ガラス製品材料からガラス製品を製造する方法及び該方法を実施する組立装置 | |
| ES2619609T3 (es) | Aparato y procedimiento para producir conjuntos de recipientes | |
| US10640241B2 (en) | Medicine packaging apparatus | |
| CN104995112B (zh) | 用于在物品分组时进行故障指示的方法和设备 | |
| JP5544320B2 (ja) | 立体視ロボットピッキング装置 | |
| CN110225871A (zh) | 用于在物体传送期间检测故障的方法和设备 | |
| TWI583941B (zh) | Grain defect detection method and device | |
| JP2011242319A (ja) | 外観検査装置 | |
| JP2017111017A (ja) | シールチェッカーおよびそれを備えた包装機 | |
| JP2018163136A (ja) | 三次元検出装置及び三次元検出方法 | |
| CN114162376A (zh) | 烟包外观质量检测方法以及烟包外观质量检测装置 | |
| CN112730420B (zh) | 外观瑕疵检测工站 | |
| JP3223757U (ja) | シールチェッカーおよびそれを備えた包装機 | |
| CN204503595U (zh) | 烟条包装成像检测装置 | |
| CN110328807B (zh) | 一种冲切检测包装设备及其工作方法 | |
| JP2003246307A (ja) | ピロー包装機 | |
| JP3218369U (ja) | シールチェッカーおよびそれを備えた包装機 | |
| JP2013122401A (ja) | 画像処理システム | |
| JP2004271205A (ja) | 容器口部の欠陥検査装置 | |
| CN212220754U (zh) | 一种用于包装机的烟条反白检测系统 | |
| JP2020125972A (ja) | 包装体の検査手段 | |
| KR102083221B1 (ko) | 3차원 프린터의 성형 품질 검사 장치 및 이를 포함하는 3차원 프린터 | |
| CN216301584U (zh) | 基于视觉的烟包检测装置 | |
| JP5425387B2 (ja) | ガラス容器を検査するための機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190619 |