JP2017113802A - ヘリカルギヤの製造方法 - Google Patents
ヘリカルギヤの製造方法 Download PDFInfo
- Publication number
- JP2017113802A JP2017113802A JP2015257856A JP2015257856A JP2017113802A JP 2017113802 A JP2017113802 A JP 2017113802A JP 2015257856 A JP2015257856 A JP 2015257856A JP 2015257856 A JP2015257856 A JP 2015257856A JP 2017113802 A JP2017113802 A JP 2017113802A
- Authority
- JP
- Japan
- Prior art keywords
- tooth profile
- manufacturing
- helical gear
- forging
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 16
- 238000005242 forging Methods 0.000 claims abstract description 14
- 238000010438 heat treatment Methods 0.000 claims abstract description 10
- 238000000034 method Methods 0.000 claims description 14
- 238000001816 cooling Methods 0.000 claims description 4
- 238000003754 machining Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 2
- 238000000465 moulding Methods 0.000 abstract description 3
- 238000005520 cutting process Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000010273 cold forging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images


Landscapes
- Forging (AREA)
Abstract
【課題】、鍛造加工によるヘリカルギヤの製造において、歯形の精度を向上することが可能な製造方法を提供する
【解決手段】歯形加工前のブランクを予め加熱した後に鍛造を行うことで歯形を加工し、成形品を歯形ダイ内で冷却した後に、前記歯形ダイから取り出す。
【選択図】図1
【解決手段】歯形加工前のブランクを予め加熱した後に鍛造を行うことで歯形を加工し、成形品を歯形ダイ内で冷却した後に、前記歯形ダイから取り出す。
【選択図】図1
Description
本発明は、自動車などに使用される、ヘリカルギヤの製造方法に関するものである。
従来、ヘリカルギヤを製造する手段として、多くの場合、全ての加工において切削加工が行われていた。切削加工は鍛造加工に比べ、材料の歩留まりが悪いことから、鍛造加工によって完成品のヘリカルギヤに近い形状に一旦加工し、そこから切削加工によって仕上げる方法が採られる場合があった。この方法によれば、材料の歩留まりを改善することが可能となる。
鍛造加工のうち、冷間鍛造によってヘリカルギヤを製造することで、完成形に近付けることが可能となり、仕上げの切削加工の量を少なくすることが可能である。しかし、冷間鍛造によってヘリカルギヤを製造する場合、ねじれた歯形を成形するため、金型から取り出す際に過大な荷重がかかることによって、歯形の精度が低下してしまっていた。
本発明は上述のような課題を解決するためになされたもので、鍛造加工によるヘリカルギヤの製造において、歯形の精度を向上することが可能な製造方法を提供するものである。
本発明に係る製造方法においては、歯形加工前のブランクを予め加熱した後に鍛造を行うことで歯形を加工し、成形品を歯形ダイ内で冷却した後に、前記歯形ダイから取り出すことを特徴とするヘリカルギヤの製造方法である。
本発明によれば、加工後に金型から取り出す際に必要な荷重が低減されることによって歯形の精度を向上することが可能となる。更に、加工時に必要な荷重が低減することで金型への負担が低減するため、金型寿命の改善も期待できる。
以下に本発明の実施例について示す。図1は本発明の実施例の流れを示した図である。各項目について順次説明する。
<ブランク作成>
図2に示すブランク2を作成する。ブランク2の作成方法は鍛造加工、切削加工のどちらであっても構わない。前者は材料の歩留まりが良いものの、要求される精度が高くなるにつれて対応困難となる。後者は材料の歩留まりが良くないものの、要求される精度がある程度高くなっても対応可能である。両者には一長一短あるため、状況に応じて使い分けることが望ましい。
図2に示すブランク2を作成する。ブランク2の作成方法は鍛造加工、切削加工のどちらであっても構わない。前者は材料の歩留まりが良いものの、要求される精度が高くなるにつれて対応困難となる。後者は材料の歩留まりが良くないものの、要求される精度がある程度高くなっても対応可能である。両者には一長一短あるため、状況に応じて使い分けることが望ましい。
<加熱>
ブランク2を加熱する。加熱する目的は、歯形を鍛造により加工する際の荷重を低減することと、成形品を金型から取り出す際、部材の冷却による収縮によって加工された歯形への抵抗を低減することである。加熱による効果と冷却による効果を効率良く得るため、加熱温度は50〜350℃とすることが望ましい。加熱温度が高過ぎる場合、酸化皮膜が形成され、歯形精度が低下するおそれがある。
ブランク2を加熱する。加熱する目的は、歯形を鍛造により加工する際の荷重を低減することと、成形品を金型から取り出す際、部材の冷却による収縮によって加工された歯形への抵抗を低減することである。加熱による効果と冷却による効果を効率良く得るため、加熱温度は50〜350℃とすることが望ましい。加熱温度が高過ぎる場合、酸化皮膜が形成され、歯形精度が低下するおそれがある。
<歯形加工>
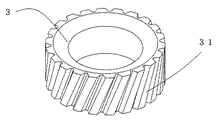
加熱後のブランク2を鍛造によって加工し、図3に示す成形品3を成形する。図4(a)、(b)は、歯形加工に使用する金型の主要部を模式化したものであり、内パンチ41、外パンチ42、マンドレル43、歯形ダイ44、下型45で構成されている。金型を保持し、加圧を行うプレス加工機(図示省略)は、加圧荷重が可変であるもの、例えば油圧サーボ式のものを使用する。プレス加工機の加圧荷重が可変でない場合、例えばリンクプレス式等の場合、所定の荷重が一度に作用してしまうため、本実施例の鍛造方法を採用することは不可能となる(詳細な理由は後述する)。内パンチ41及び外パンチ42と下型45でワーク46を挟んで加圧することにより、ワーク46を歯形ダイ44に沿って変形させ、所定の形態に加工する。マンドレル43はワーク46の内径穴を貫通しており、加工時に内径穴の精度を保つ役割を果たす。本実施例における金型の特徴は、可動側であるパンチが内パンチ41と外パンチ42に分かれており、別々の動作が可能な点である。
加熱後のブランク2を鍛造によって加工し、図3に示す成形品3を成形する。図4(a)、(b)は、歯形加工に使用する金型の主要部を模式化したものであり、内パンチ41、外パンチ42、マンドレル43、歯形ダイ44、下型45で構成されている。金型を保持し、加圧を行うプレス加工機(図示省略)は、加圧荷重が可変であるもの、例えば油圧サーボ式のものを使用する。プレス加工機の加圧荷重が可変でない場合、例えばリンクプレス式等の場合、所定の荷重が一度に作用してしまうため、本実施例の鍛造方法を採用することは不可能となる(詳細な理由は後述する)。内パンチ41及び外パンチ42と下型45でワーク46を挟んで加圧することにより、ワーク46を歯形ダイ44に沿って変形させ、所定の形態に加工する。マンドレル43はワーク46の内径穴を貫通しており、加工時に内径穴の精度を保つ役割を果たす。本実施例における金型の特徴は、可動側であるパンチが内パンチ41と外パンチ42に分かれており、別々の動作が可能な点である。
図4(a)は予備据え込みまでの状態を、図4(b)は予備据え込みの後、分流成形を行っている状態を示している。1サイクルの加圧動作の中で、予備据え込みと分流成形の2つを行う。予備据え込みにおいては、図4(a)中の矢印で示すように、内パンチ41と外パンチ42は同時に下降することで、ワーク46を加圧する。分流成形においては、図4(b)中の矢印で示すように、外パンチ42の荷重を維持したまま、内パンチ41の荷重が開放されることによって行われる。加工されたワーク46は、歯形ダイ44内で冷却された後に取り出される。なお、加工時に生じる熱によるワーク46の歪みは加工速度(発熱量)に比例することから、加工精度を高めるためには、ワーク46を鍛造する際の荷重は衝撃的ではなく、漸次増大することが必要である。上記の理由により、加圧速度は5〜10mm/secとすることが望ましい。
分流成形を行わず、据え込み加工のみでワーク46を歯形ダイ44に充満させることにより歯形31の成形を試みると、歯形ダイ44に作用する荷重の急激な増加により、成形途中で歯形ダイ44が破損してしまう。これに対し、分流成形を行うことで、加工に必要な荷重が低減され、加工精度の向上や金型寿命の改善が可能となる。
歯形加工後のワーク46を歯形ダイ44から取り出す際の速度が大きい程、衝撃的な負荷の影響や発熱量が大きくなり、歯形への負荷が大きくなってしまうことから、歯形加工後の部材を歯形ダイ44から取り出す際の速度は20〜50mm/secとすることが望ましい。また、成形品の熱収縮量を制御するため、加熱時の温度と冷却後(成形品取り出し時)の温度の差は20〜200℃であることが望ましい。
2 ブランク
3 成形品
31 歯形
41 内パンチ
42 外パンチ
43 マンドレル
44 歯形ダイ
45 下型
46 ワーク
3 成形品
31 歯形
41 内パンチ
42 外パンチ
43 マンドレル
44 歯形ダイ
45 下型
46 ワーク
Claims (5)
- 歯形加工前のブランクを予め加熱した後に鍛造を行うことで歯形を加工し、成形品を歯形ダイ内で冷却した後に、前記歯形ダイから取り出すことを特徴とするヘリカルギヤの製造方法。
- ワークに対する前記加熱における設定温度が50〜350℃であることを特徴とする、請求項1に記載のヘリカルギヤの製造方法。
- 前記ワークに対する前記加熱時における温度と冷却後(成形品取り出し時)における温度の差が20〜200℃であることを特徴とする、請求項1または2に記載のヘリカルギヤの製造方法。
- 歯形加工時において、前記ワークに対する加圧速度が5〜10mm/secであることを特徴とする、請求項1〜3のいずれかに記載のヘリカルギヤの製造方法。
- 歯形加工後の前記ワークを、前記歯形ダイから取り出す際の速度が20〜50mm/secであることを特徴とする、請求項1〜4のいずれかに記載のヘリカルギヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015257856A JP2017113802A (ja) | 2015-12-24 | 2015-12-24 | ヘリカルギヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015257856A JP2017113802A (ja) | 2015-12-24 | 2015-12-24 | ヘリカルギヤの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017113802A true JP2017113802A (ja) | 2017-06-29 |
Family
ID=59231361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015257856A Pending JP2017113802A (ja) | 2015-12-24 | 2015-12-24 | ヘリカルギヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017113802A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116532508A (zh) * | 2023-03-17 | 2023-08-04 | 山东普瑞而机械制造有限公司 | 一种齿轮或齿圈高温挤压精加工制造方法 |
| CN117124499A (zh) * | 2023-09-18 | 2023-11-28 | 浙江美亚特精密机械有限公司 | 一种尼龙斜齿轮加工方法及装置 |
-
2015
- 2015-12-24 JP JP2015257856A patent/JP2017113802A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116532508A (zh) * | 2023-03-17 | 2023-08-04 | 山东普瑞而机械制造有限公司 | 一种齿轮或齿圈高温挤压精加工制造方法 |
| CN116532508B (zh) * | 2023-03-17 | 2024-05-17 | 山东普瑞而机械制造有限公司 | 一种齿轮或齿圈高温挤压精加工制造方法 |
| CN117124499A (zh) * | 2023-09-18 | 2023-11-28 | 浙江美亚特精密机械有限公司 | 一种尼龙斜齿轮加工方法及装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100577322C (zh) | 铝合金异型件等温精锻工艺方法 | |
| CN104114299A (zh) | 一种制造空心轴的方法 | |
| US20140238099A1 (en) | Process for Making Forged and Machined Components | |
| CN104493061B (zh) | 一种安全带传动轴冷镦工艺及成型传动花齿的模具结构 | |
| TWI361117B (ja) | ||
| TW201620639A (zh) | 扳手工具製程方法 | |
| CN105880304A (zh) | 一种车用花键套零件的冷挤压成形方法 | |
| CN105057529A (zh) | 变截面空心轴锻件挤压成型方法 | |
| KR20150088688A (ko) | 단조 및 2 단계 냉간 압출법을 포함함으로써 이중 치 패턴을 가진 기어를 제조하는 방법 | |
| CN103419002B (zh) | 大模数高凸台伞齿轮的温冷精密成形方法 | |
| JP2019531897A5 (ja) | ||
| CN105665608A (zh) | 核级f91阀体锻造工艺 | |
| JP6605006B2 (ja) | 鍛造方法 | |
| JP2019512046A (ja) | チタン合金から棒材を製造する方法 | |
| CN102179464B (zh) | 一种汽车用发电机爪极成形工艺 | |
| CN104625626B (zh) | 扳手工具制程方法 | |
| JP2017113802A (ja) | ヘリカルギヤの製造方法 | |
| TW201323109A (zh) | 鎂合金製品的製造方法 | |
| JP2017164755A (ja) | プレス成形品の製造方法およびプレス成形品 | |
| CN108326216A (zh) | 一种高尔夫铁头的薄件锻造工艺 | |
| JPWO2015050013A1 (ja) | タービンブレード用予備成形体及びタービンブレードの製造方法 | |
| KR20090078863A (ko) | 크레인 휠의 형 단조 가공방법 및 형 단조 금형 | |
| KR20140098572A (ko) | 웜기어 제조방법 | |
| CN107717352A (zh) | 一种带有等分矩形端面齿的锻件的成型工艺 | |
| TWI647048B (zh) | 扳手工具成型方法 |