JP2017117580A - スパークプラグ - Google Patents
スパークプラグ Download PDFInfo
- Publication number
- JP2017117580A JP2017117580A JP2015249988A JP2015249988A JP2017117580A JP 2017117580 A JP2017117580 A JP 2017117580A JP 2015249988 A JP2015249988 A JP 2015249988A JP 2015249988 A JP2015249988 A JP 2015249988A JP 2017117580 A JP2017117580 A JP 2017117580A
- Authority
- JP
- Japan
- Prior art keywords
- spark plug
- center electrode
- closed space
- temperature
- insulator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Spark Plugs (AREA)
Abstract
Description
軸線の方向に延びる貫通孔を有する絶縁体と、
前記貫通孔の先端側に少なくとも一部が挿入された中心電極と、
前記貫通孔の後端側に少なくとも一部が挿入された端子金具と、
を備えるスパークプラグであって、
前記中心電極は、自身の内周側に自身の内壁面で囲まれて形成された閉空間を有し、
前記閉空間内には、融点が摂氏200度以上、摂氏660度以下の材料で形成された部材である熱伝部材が配置されている、
スパークプラグ。
適用例1に記載のスパークプラグであって、
前記熱伝部材は、前記閉空間の一部分のみを占めており、
前記閉空間内には、前記熱伝部材の無い隙間であって前記閉空間の全容積の0%よりも大きく50%以下の隙間が設けられている、
スパークプラグ。
適用例1または2に記載のスパークプラグであって、
前記中心電極のうち燃焼ガスに曝される外面の少なくとも一部を形成する部分は、タングステンと、モリブデンと、白金と、イリジウムと、ロジウムと、ルテニウムと、のいずれかを主成分とする金属で形成されている、
スパークプラグ。
A−1.スパークプラグの構成:
図1は、スパークプラグの一実施形態の断面図である。図中には、スパークプラグ100の中心軸CLが示されている(「軸線CL」とも呼ぶ)。図示された断面は、中心軸CLを含む平らな断面である。以下、中心軸CLに平行な方向を「軸線CLの方向」、または、単に「軸線方向」または「前後方向」とも呼ぶ。中心軸CLを中心とする円の径方向を、単に「径方向」とも呼び、中心軸CLを中心とする円の円周方向を「周方向」とも呼ぶ。中心軸CLに平行な方向のうち、図1における下方向を先端方向Df、または、前方向Dfと呼び、上方向を後端方向Dfr、または、後方向Dfrとも呼ぶ。先端方向Dfは、後述する端子金具40から中心電極20に向かう方向である。また、図1における先端方向Df側をスパークプラグ100の先端側と呼び、図1における後端方向Dfr側をスパークプラグ100の後端側と呼ぶ。
図1に示すように、中心電極20は、閉空間26を形成する外層21と、閉空間26内に配置された芯部22と、を有している。閉空間26は、外層21の前方向Df側の端の近傍から後方向Dfr側の端の近傍まで、中心軸CLに沿って延びている。図1の実施形態では、閉空間26は、フランジ部24よりも前方向Df側から、フランジ部24よりも後方向Dfr側まで、延びている。芯部22は、閉空間26の一部分のみを占めており、閉空間26内には、隙間28が設けられている。芯部22は、融点が摂氏200度以上、摂氏660度以下の材料で形成されている。そのような材料としては、例えば、鉛(摂氏200度)、カドミウム(摂氏320度)、亜鉛(摂氏420度)、アルミニウム(摂氏660度)から選択された材料を採用可能である(括弧内の温度は、融点)。外層21は、芯部22よりも耐酸化性に優れる導電材料(例えば、ニッケルを含む合金)で形成されている。
図2は、中心電極20の製造方法の例を示す概略図である。まず、図2(A)に示すように、棒状の芯部22と、一端部(図中では、後方向Dfr側の端部21e)が開口した細長い有底筒状の外層部材21xと、が準備される。外層部材21xの形状は、端部21eが開口26oを形成している点を除いて、完成した中心電極20の外層21の形状とほぼ同じである。開口26oは、閉空間26(図1)に対応する空間26xの後方向Dfr側の開口である。空間26xの前方向Df側は、閉じられている、すなわち、外層部材21xは、前方向Dfに向かって凹む凹部を形成している。このような外層部材21xは、例えば、成形型を用いる成形によって、形成される。芯部22は、開口26oから外層部材21xの内周側の空間26x内に挿入される(図2(B))。次に、外層部材21xの開口26oが閉じられる。例えば、図2(C)のように、外層部材21xの端部21eの溶接によって、開口26oが閉じられる(例えば、アーク溶接、レーザ溶接など)。また、図2(D)のように、外層部材21xの端部21eに、蓋部材21yを溶接することによって、開口26oが閉じられる(例えば、抵抗溶接、レーザ溶接など)。蓋部材21yの材料は、外層部材21xの材料と同じである。以上のように、開口26oが閉じられることによって、中心電極20の軸部27が完成する(図2(E))。なお、第1チップ29(図1)は、予め外層部材21xに接合されてもよく、軸部27の完成の後に軸部27に接合されてもよい。スパークプラグ100(図1)の他の部分の製造方法としては、公知の方法を採用可能である。
B−1.スパークプラグの構成:
図3は、スパークプラグの別の実施形態の断面図である。図中には、スパークプラグ100aの中心軸CLを含む平らな断面が示されている。図1の第1実施形態との差異は、接続部300(すなわち、第1シール部60と抵抗体70と第2シール部80)が省略され、代わりに、中心電極20aが、端子金具40aまで延びて、直接的に、端子金具40aに接続されている点である。絶縁体10の貫通孔12の縮内径部16よりも後方向Dfr側の部分と中心電極20aとの間の隙間には、耐熱性の接着剤62(例えば、セメント、セラミック接着剤など)が、配置されている。端子金具40aの前方向Df側の端部には、後方向Dfrに向かって凹む凹部42が形成されており、この凹部42に中心電極20aの後方向Dfr側の端部が挿入されている。スパークプラグ100aの他の部分の構成は、第1実施形態のスパークプラグ100の対応する部分の構成と同じである(対応する要素と同じ要素には、同じ符号を付して、説明を省略する)。
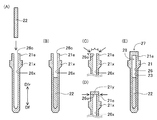
図4は、中心電極20aの製造方法の例を示す概略図である。まず、図4(A)に示すように、棒状の芯部22aと、一端部(図中では、後方向Dfr側の端部71e)が開口した細長い有底筒状の外層部材71xと、が準備される。外層部材71xの形状は、端部71eが開口76oを形成している点を除いて、完成した第2部分72の外層71の形状とほぼ同じである。開口76oは、閉空間76(図3)に対応する空間76xの後方向Dfr側の開口である。空間76xの前方向Df側は、閉じられている、すなわち、外層部材71xは、前方向Dfに向かって凹む凹部を形成している。このような外層部材71xは、例えば、成形型を用いる成形によって、形成される。芯部22は、開口76oから外層部材71xの内周側の空間76x内に挿入される(図4(B))。次に、外層部材71xの開口76oが閉じられる。例えば、図4(C)のように、外層部材71xの端部71eの溶接によって、開口76oが閉じられる(例えば、アーク溶接、レーザ溶接など)。また、図4(D)のように、外層部材71xの端部71eに、蓋部材71yを溶接することによって、開口76oが閉じられる(例えば、抵抗溶接、レーザ溶接など)。蓋部材71yの材料は、外層部材71xの材料と同じである。以上のように、開口76oが閉じられることによって、第2部分72が完成する(図4(E))。この第2部分72とは別に、第1部分21aが形成される。第1部分21aは、例えば、成形型を用いる成形によって、形成される。第2部分72のうちフランジ部74よりも前方向Df側の部分が、第1部分21aの内周側の空間(すなわち、凹部26a)内に挿入される(例えば、圧入)。これにより、第2部分72と第1部分21aとが電気的に接続される(図4(F))。以上により、第1部分21aと第2部分72との接合体が完成する。第1チップ29(図3)は、予め第1部分21aに接合されてもよく、第1部分21aに第2部分72が接続された後に第1部分21aに接合されてもよい。
スパークプラグのサンプルを用いた第1評価試験について説明する。以下の表1は、サンプルの構成と評価試験の結果とを示している。表1に示すように、第1評価試験では、A1〜A7の7種類のサンプルと、参考例のサンプルとが、試験された。A1〜A7の各サンプルは、図3の第2実施形態のスパークプラグ100aのサンプルである。
スパークプラグのサンプルを用いた第2評価試験について説明する。以下の表2は、サンプルの構成と評価試験の結果とを示している。表2に示すように、第2評価試験では、B1〜B6の6種類のサンプルと、6種類のサンプルにそれぞれ対応する6種類の参考例のサンプルとが、試験された。B1〜B6の各サンプルは、図3の第2実施形態のスパークプラグ100aのサンプルである。参考例のサンプルは、第1評価試験で説明した参考例のサンプルと同じである。
(1)芯部22、22a(図1、図3)を収容する閉空間26、76内において、芯部22、22aの無い隙間28、78の大きさは、芯部22、22aが熱膨張した場合であっても、閉空間26、76を形成する部材、ひいては、中心電極20、20aが破損しないように、決定されていることが好ましい。例えば、隙間28、78の大きさは、閉空間26、76の全容積の0%よりも大きく50%以下であってもよい。上記の第1評価試験と第2評価試験で評価されたサンプルでは、隙間78の大きさは、閉空間76の全容積の0%よりも大きく50%以下である。なお、隙間28、78の大きさは、閉空間26、76の全容積の5%よりも大きくてもよく、10%よりも大きくてもよい。また、隙間28、78の大きさは、閉空間26、76の全容積の45%以下でもよく、40%以下でもよい。いずれの場合も、閉空間26、76の全容積に対する隙間28、78の大きさの割合は、常温(摂氏20度)で算出すればよい。なお、芯部22、22aの熱膨張係数が小さい場合には、芯部22、22aは、閉空間26、76内に隙間無く充填されてもよい。
Claims (3)
- 軸線の方向に延びる貫通孔を有する絶縁体と、
前記貫通孔の先端側に少なくとも一部が挿入された中心電極と、
前記貫通孔の後端側に少なくとも一部が挿入された端子金具と、
を備えるスパークプラグであって、
前記中心電極は、自身の内周側に自身の内壁面で囲まれて形成された閉空間を有し、
前記閉空間内には、融点が摂氏200度以上、摂氏660度以下の材料で形成された部材である熱伝部材が配置されている、
スパークプラグ。 - 請求項1に記載のスパークプラグであって、
前記熱伝部材は、前記閉空間の一部分のみを占めており、
前記閉空間内には、前記熱伝部材の無い隙間であって前記閉空間の全容積の0%よりも大きく50%以下の隙間が設けられている、
スパークプラグ。 - 請求項1または2に記載のスパークプラグであって、
前記中心電極のうち燃焼ガスに曝される外面の少なくとも一部を形成する部分は、タングステンと、モリブデンと、白金と、イリジウムと、ロジウムと、ルテニウムと、のいずれかを主成分とする金属で形成されている、
スパークプラグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015249988A JP6456278B2 (ja) | 2015-12-22 | 2015-12-22 | スパークプラグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015249988A JP6456278B2 (ja) | 2015-12-22 | 2015-12-22 | スパークプラグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017117580A true JP2017117580A (ja) | 2017-06-29 |
| JP6456278B2 JP6456278B2 (ja) | 2019-01-23 |
Family
ID=59234959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015249988A Active JP6456278B2 (ja) | 2015-12-22 | 2015-12-22 | スパークプラグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6456278B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018190573A (ja) * | 2017-05-01 | 2018-11-29 | 株式会社デンソー | スパークプラグ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4956328U (ja) * | 1972-08-28 | 1974-05-18 | ||
| JPS5686475A (en) * | 1979-12-18 | 1981-07-14 | Ngk Spark Plug Co | Ignition plug with ceramic electrode |
| JP2002260816A (ja) * | 2001-02-27 | 2002-09-13 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP2012533851A (ja) * | 2009-07-15 | 2012-12-27 | フェデラル−モーグル・イグニション・カンパニー | 高温性能電極を含むスパークプラグ |
-
2015
- 2015-12-22 JP JP2015249988A patent/JP6456278B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4956328U (ja) * | 1972-08-28 | 1974-05-18 | ||
| JPS5686475A (en) * | 1979-12-18 | 1981-07-14 | Ngk Spark Plug Co | Ignition plug with ceramic electrode |
| JP2002260816A (ja) * | 2001-02-27 | 2002-09-13 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP2012533851A (ja) * | 2009-07-15 | 2012-12-27 | フェデラル−モーグル・イグニション・カンパニー | 高温性能電極を含むスパークプラグ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018190573A (ja) * | 2017-05-01 | 2018-11-29 | 株式会社デンソー | スパークプラグ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6456278B2 (ja) | 2019-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5414896B2 (ja) | スパークプラグ | |
| CN105830293B (zh) | 火花塞 | |
| JP5167257B2 (ja) | スパークプラグ | |
| WO2021111719A1 (ja) | スパークプラグ | |
| JP6016721B2 (ja) | スパークプラグ | |
| CN101743672A (zh) | 内燃机用火花塞 | |
| CN101861685A (zh) | 内燃机用火花塞 | |
| KR20110079632A (ko) | 향상된 시일, 히터 프로브 어셈블리를 가진 예열 플러그 및 그 제조 방법 | |
| KR101998536B1 (ko) | 스파크 플러그 | |
| JP6456278B2 (ja) | スパークプラグ | |
| JP6328093B2 (ja) | スパークプラグ | |
| JP2016062648A (ja) | 絶縁体、および、スパークプラグ | |
| JP6942159B2 (ja) | 点火プラグ | |
| WO2016080105A1 (ja) | セラミックスヒータ型グロープラグの製造方法及びセラミックスヒータ型グロープラグ | |
| US10431961B2 (en) | Spark plug | |
| JP6177968B1 (ja) | スパークプラグ | |
| JP6903717B2 (ja) | 点火プラグ | |
| JP2015022791A (ja) | スパークプラグ及びその製造方法 | |
| JP6023649B2 (ja) | スパークプラグ | |
| JP6898274B2 (ja) | 点火プラグ | |
| JP6436942B2 (ja) | 点火プラグ | |
| JP6293107B2 (ja) | 点火プラグ | |
| JP2010165698A5 (ja) | ||
| JP6632576B2 (ja) | 点火プラグ | |
| JP2019021489A (ja) | 点火プラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6456278 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |