JP2017117786A - 接合体の製造方法および製造装置 - Google Patents
接合体の製造方法および製造装置 Download PDFInfo
- Publication number
- JP2017117786A JP2017117786A JP2016239046A JP2016239046A JP2017117786A JP 2017117786 A JP2017117786 A JP 2017117786A JP 2016239046 A JP2016239046 A JP 2016239046A JP 2016239046 A JP2016239046 A JP 2016239046A JP 2017117786 A JP2017117786 A JP 2017117786A
- Authority
- JP
- Japan
- Prior art keywords
- electrolyte membrane
- polymer electrolyte
- frame material
- joined body
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Inert Electrodes (AREA)
- Fuel Cell (AREA)
Abstract
【課題】フレーム材を含む接合体を連続的に製造することができ、かつフレーム材の接合による電解質膜のしわ等の損傷を抑制することができる接合体の製造方法および製造装置を提供する。【解決手段】高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造方法であって、少なくとも(A)高分子電解質膜と、フレーム材、(B)フレーム材が接合された高分子電解質膜と、ガス拡散層、または(C)フレーム材が接合されたガス拡散層と、高分子電解質膜(上記(A)〜(C)において、高分子電解質膜には触媒層が形成されていてもよい)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送工程を有する接合体の製造方法。【選択図】図1
Description
本発明は、固体高分子形燃料電池の部材として用いられる高分子電解質膜を含む接合体、特に、フレーム材が接合された接合体の製造方法および製造装置に関する。
燃料電池は、水素、メタノールなどの燃料を電気化学的に酸化することによって、電気エネルギーを取り出す一種の発電装置であり、近年、クリーンなエネルギー供給源として注目されている。なかでも固体高分子形燃料電池は、標準的な作動温度が100℃前後と低く、かつ、エネルギー密度が高いことから、比較的小規模の分散型発電施設、自動車や船舶など移動体の発電装置として幅広い応用が期待されている。また、小型移動機器、携帯機器の電源としても注目されており、ニッケル水素電池やリチウムイオン電池などの二次電池に替わり、携帯電話やパソコンなどへの搭載が期待されている。
燃料電池は通常、発電を担う反応の起こるアノードとカソードの電極と、アノードとカソード間のプロトン伝導体となる高分子電解質膜とが、膜電極接合体(Membrane−Electrode Assembly;MEA)を構成し、このMEAがセパレータによって挟まれたセルをユニットとして構成されている。MEAは、大きく分けて2通りの製法により製造される。第1の方法は、まず高分子電解質膜の表面に触媒層を形成した触媒層付電解質膜(Catalyst Coated Membrane;CCM)を作成し、この両側にガス拡散層(Gas Diffusion Layer;GDL)を接合する方法である。また、第2の方法は、まずガス拡散層の表面に触媒層を形成したガス拡散電極(Gas Diffusion Electrode;GDE)を作成し、これを高分子電解質膜の両面に接合する方法である。
また近年は水素インフラ関連機器の素材として高分子電解質膜の用途展開が行われており、固体高分子電解質膜型水電解装置や電気化学式水素ポンプなどに使用するCCMやMEAの品位も耐久性や性能信頼性の観点から重要となってきている。CCMの製造装置または製造方法としては、例えば、触媒担持フィルムの触媒層を電解質膜上に熱間ローラーにより転写する方法が、特許文献1に提案されている。
ところで、CCMやMEAには、前述の部材の他に、電解質膜の取扱性を高めることや、電解質膜とガス拡散層が直接接触することによる電解質膜の損傷の発生を防止することを目的に、電解質膜の周縁部を被覆する部材が設けられる場合がある。以下、本明細書においてこのような部材を「フレーム材」と称する。例えば、特許文献2では、フレーム材として「カプセル封入フィルム」を備えた接合体が記載されており、カプセル封入フィルムと電解質膜が重なって接触している部分のみを熱プレスすることによって接合する方法で当該接合体を製造している。
しかしながら、特許文献2のような熱間プレスによる方法では、連続的に接合体を製造することができない。また、特許文献1のような熱間ローラー(加熱加圧ローラー)を用いてフレーム材を含む接合体を製造しようとすると、触媒層担持フィルム及び電解質膜と熱間ローラーとの接触が線接触であるため、圧力制御が困難となり、電解質膜にしわ等の損傷が発生する場合があった。
本発明の課題は、フレーム材を含む接合体を連続的に製造することができ、かつフレーム材の接合による電解質膜のしわ等の損傷を抑制することができる接合体の製造方法および製造装置を提供することである。
上記課題を解決するための本発明は、高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造方法であって、少なくとも
(A)高分子電解質膜と、フレーム材、
(B)フレーム材が接合された高分子電解質膜と、ガス拡散層、または
(C)フレーム材が接合されたガス拡散層と、高分子電解質膜
(上記(A)〜(C)において、高分子電解質膜には触媒層が形成されていてもよい)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送工程を有する接合体の製造方法である。
(A)高分子電解質膜と、フレーム材、
(B)フレーム材が接合された高分子電解質膜と、ガス拡散層、または
(C)フレーム材が接合されたガス拡散層と、高分子電解質膜
(上記(A)〜(C)において、高分子電解質膜には触媒層が形成されていてもよい)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送工程を有する接合体の製造方法である。
本発明によれば、電解質膜の変形やしわ等の損傷の発生を抑えつつ、フレーム材付きCCM及びMEAを連続的に製造することができる。
以下、本発明について詳細に説明する。
本発明の接合体の製造方法に供される高分子電解質膜(以下、単に「電解質膜」という場合がある。)は、プロトン伝導性を有し、固体高分子形燃料電池用の電解質膜として作動する限り特に限定されるものではなく、公知または市販のものを使用できる。このような高分子電解質膜としては、パーフルオロスルホン酸からなる電解質膜、具体的にはDuPont社製の「Nafion」(登録商標)、旭硝子社製の「Flemion」(登録商標)、旭化成社製の「Aciplex」(登録商標)、ゴア社製の「GORE−SELECT」(登録商標)等が挙げられる。また、炭化水素系骨格にプロトン伝導性を付与した炭化水素系ポリマーからなる高分子電解質膜も用いることができる。このような炭化水素系ポリマーとしては、ポリスルホン、ポリエーテルスルホン、ポリフェニレンオキシド、ポリアリーレンエーテル系ポリマー、ポリフェニレンスルフィド、ポリフェニレンスルフィドスルホン、ポリパラフェニレン、ポリアリーレン系ポリマー、ポリアリーレンケトン、ポリエーテルケトン、ポリアリーレンホスフィンホキシド、ポリエーテルホスフィンホキシド、ポリベンズオキサゾール、ポリベンズチアゾール、ポリベンズイミダゾール、芳香族ポリアミド、ポリイミド、ポリエーテルイミド、ポリイミドスルホン等の、主鎖に芳香環を有する芳香族炭化水素系ポリマーが好ましい例として挙げられる。
なお、ポリエーテルスルホンとはその分子鎖にスルホン結合を有しているポリマーの総称である。また、ポリエーテルケトンとはその分子鎖にエーテル結合およびケトン結合を有しているポリマーの総称である。
これらのポリマーのなかでも、ポリスルホン、ポリエーテルスルホン、ポリフェニレンオキシド、ポリアリーレンエーテル系ポリマー、ポリフェニレンスルフィド、ポリフェニレンスルフィドスルホン、ポリアリーレンケトン、ポリエーテルケトン、ポリアリーレンホスフィンホキシド、ポリエーテルホスフィンホキシド等のポリマーが、機械強度、物理的耐久性、加工性および耐加水分解性の面から好適に用いられる。
特に芳香族炭化水素系ポリマーからなる電解質膜の場合、膜の弾性率が高く、面内に加圧むらがあると電解質膜にしわが発生しやすいため、本発明の製造方法、製造装置を好適に適用できる。
本発明における「接合体」とは、膜電極接合体(MEA)そのもの、およびMEAを製造するために中間生産物として製造される高分子電解質膜を含む接合体を指す。また、「フレーム材」とは、高分子電解質膜の周縁部の少なくとも一部を被覆する部材である。このようなフレーム材は、通常、電解質膜の取扱性を高めることや、電解質膜とガス拡散層が直接接触することによる電解質膜の損傷の発生を防止することを目的に、接合体に組み込まれる。フレーム材は、典型的には高分子電解質膜の四辺を被覆する額縁形の部材であるが、長尺状の部材を用いて高分子電解質膜の二辺のみを被覆するものとすることもできる。連続的な製造プロセスで用いられる長尺の高分子電解質膜にフレーム材を接合するには、高分子電解質膜のサイズに合わせてあらかじめ周縁部分のみを被覆するように不要な内側部分を切り出した長尺シート状のフレーム材を用いることが好ましい。高分子電解質膜に、上記のフレーム材を接合した後切断することで、フレーム材つきの接合体を製造することができる。
フレーム材の厚みは2μm以上200μm以下が好ましい。2μm以上であれば、フレーム材による電解質膜の取扱性が向上し、セル組やスタッキング等の後工程での収率向上効果が大きい。また、200μm以下であれば、フレーム材と電解質膜、またはフレーム材とガス拡散層が接触するような場合に、フレーム材の端部に応力が集中しにくく、電解質膜やガス拡散層に損傷が生じるにくい。フレーム材の厚みは5μm以上150μm以下がより好ましく、10μm以上100μm以下がさらに好ましい。また、フレーム材は、高分子電解質膜の周縁部の少なくとも一部を被覆すればよく、高分子電解質膜を被覆する面積は特に限定されるものではないが、被覆面積が1%以上30%以下であることが好ましい。1%未満の場合、被覆率が小さすぎて、フレーム材による電解質膜の取扱性の向上効果が小さく、30%より大きい場合、電解質膜において発電性能に寄与できない部分が多くなる。
フレーム材の材質としては特に限定されないが、シリコーン系材料や、汎用プラスチック、エンジニアリングプラスチックなどが挙げられる。汎用プラスチックやエンジニアリングプラスチックの例としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート、ポリカーボネート(PC)、ポリフェニレンエーテル、ポリエーテルサルフォン、ポリアリレート、ポリエーテルイミド、ポリアミドイミド、ポリエーテルエーテルケトン、ポリフェニレンサルフィド(PPS)、芳香族ポリイミド芳香族炭化水素系高分子などが挙げられる。また、フレーム材は、単一の材料のみからなるものに限られず、複数の材料の組み合わせからなるものであってもよい。
本発明におけるフレーム材にはセルやスタック設計により、ガスや液体が通過する穴または締結用ボルト類を通す穴が空いていても構わない。特に、ガスケットなどのガスシール材が接触する場合は表面にシワが少ない、高品位であることが特に好ましい。
また、フレーム材は高分子電解質膜やガス拡散層との接着性を改善するために、接着材層を有してもよい。接着剤層は、フレーム材の片面のみに形成されていても、両面に形成されていても構わない。接着剤層を有することにより、燃料電池の運転中に電解質膜が膨潤・収縮してもフレーム材の位置ずれを防止することもできる。接着剤層の材質や物性は、発電性能や高分子電解質膜の耐久性に影響がないものであれば、特に限定されるものではないが、製造工程での簡便性から、熱により接着可能な接着剤を用いることが好ましい。
典型的には、本発明は、高分子電解質膜または触媒層付電解質膜(CCM)とフレーム材とを接合して、高分子電解質膜またはCCMとフレーム材とが接合された接合体を製造する際に用いられる(A)。しかし、フレーム材が既に接合された高分子電解質膜またはCCMと、ガス拡散層とを接合してMEAを製造する際(B)や、フレーム材が既に接合されたガス拡散層と、高分子電解質膜またはCCMとを接合してMEAを製造する際(C)にも好適に用いられる。なお、CCMとフレーム材とが接合される態様においては、高分子電解質膜とフレーム材との間に触媒層が介在する場合があるが、本明細書においてはその場合も含めてフレーム材が高分子電解質膜を「被覆する」と表現する。また同様に、高分子電解質膜とフレーム材が「積層」されているという表現は、高分子電解質膜とフレーム材とが触媒層を介して重ねられている状態を含むものとする。すなわち、本明細書において「積層」とは、(A)、(B)または(C)が隣り合わせで直接接触する状態のみを意味するものではなく、間に触媒層等の他の層が介在した状態で重ねられている状態を含むものとする。
ガス拡散層(GDL)としては、例えばカーボンペーパー、カーボンクロス、カーボンフェルト、また使用する用途の電位によってはカーボン類が使用できない場合は、ステンレスやチタンなどの金属多孔質体等が用いられる。また、これらに撥水処理を行ったものを用いても良い。また、GDLの表面に触媒層を形成したガス拡散電極(GDE)を用いてもよい。
接合される部材は少なくとも上記(A)、(B)または(C)として挙げたものが含まれていればよく、その他の追加的な部材を含む場合を排除しない。例えば、(A)の態様においては、高分子電解質膜とフレーム材のみを接合する場合だけでなく、高分子電解質膜とフレーム材の接合と同時に触媒層の高分子電解質膜への転写を行う場合、高分子電解質膜とフレーム材の接合と同時にGDLやGDEを接合する場合にも、本発明の製造方法を用いることができる。同様に、(B)や(C)の態様においても、接合と同時に触媒層の高分子電解質膜への転写を行ってもよい。
本発明の製造方法は、少なくとも上記(A)、(B)または(C)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送工程を有することを特徴とする。ここで、「面的に加圧」するとは、一組のローラーで加圧する場合のように加圧部材とフレーム材等の被加圧物とが単一の線状に接触するのではなく、搬送方向に幅をもって接触することを意味する。被加圧物と加圧部材の接触幅は、特に制限されるものではなく、製造する電解質膜のサイズ等に応じて適宜設定することができるが、一般的には搬送方向に30cm以上の幅で接触することが好ましい。また、「一定圧力」とは、当該接触面に搬送方向と直交する方向に圧力のばらつきがなく実質的に均一な圧力が負荷されることを意味する。加圧面における圧力のばらつきは、実質的に均一な圧力であれば特に限定されるものではないが、0.15MPa以下であることが好ましい。
加圧搬送工程は、加圧搬送工程を、積層された状態の(A)、(B)または(C)を両面から搬送ベルトで挟み込むダブルベルトプレス機構により行うことが好ましい。さらに、ダブルベルトプレス機構は、搬送ベルトに面的に均一な圧力を付与する加圧手段を内蔵するものであることが好ましい。このような加圧手段は、面的に均一な圧力を付与することができるものであれば特に限定されないが、油圧方式、すなわち、ダブルベルトプレス機構を構成する搬送ベルトの被加圧物と接触する面に、搬送ベルトの内側から油圧装置を用いて均一な力を付加するよう構成されたものであることが特に好ましい。あるいは、搬送ベルトに十分に強い張力をかけ、ダブルベルトプレス機構を駆動させることで、フレーム材等を一定圧力で面的に加圧するよう構成してもよい。
加圧搬送工程において高分子電解質膜およびフレーム材に付与される圧力は、任意の圧力を適用できるが、0.15〜10MPaであることが好ましい。0.15MPa未満の場合、高分子電解質膜にフレーム材を十分に付与できない場合がある。10MPaよりも大きい場合、高分子電解質膜に余分な圧力がかかりすぎるため、高分子電解質膜のダメージが大きくなり、耐久性が低下する場合がある。加圧搬送工程の圧力は、より好ましくは、0.3MPa以上5MPa以下、さらに好ましくは0.5MPa以上3MPa以下である。
なお、加圧搬送工程中に、積層された状態の(A)、(B)または(C)を100℃以上に加熱しながら搬送する加熱ステップを有することが好ましい。加熱により、(A)、(B)または(C)の接合をより強固にすることができ、高分子電解質膜の耐久性を高めることができる。
加熱ステップにおける高分子電解質膜の加熱温度は、高分子電解質膜へのフレーム材への接合が確実に行われるよう、高分子電解質膜やフレーム材の材質等に応じて適宜設定することができるが、一般的には100℃以上200℃以下であることが好ましい。100℃未満の場合、高分子電解質膜にフレーム材の接合が十分にできない場合がある。一方、200℃を超える場合、高分子電解質膜が熱によるダメージを受ける場合がある。高分子電解質膜の加熱温度は100℃以上180℃以下であることがより好ましい。なお、高分子電解質膜の加熱温度とは、加熱ステップにおける通過する高分子電解質膜および触媒転写シートに温度素子を設置して測定した実測値を意味する。
また、加熱ステップの通過時間は、特に制限されるものではないが、1秒以上10分以下が好ましい。1秒未満の場合、高分子電解質膜にフレーム材を十分に接合できない場合がある。10分より長い場合、高分子電解質膜が熱によるダメージを受ける場合がある。加熱ステップの通過時間は、より好ましくは1秒以上5分以下、さらに好ましくは1秒以上1分以下、一層好ましくは1秒以上20秒以下である。
また、加圧搬送工程中に、積層された状態の(A)、(B)または(C)を100℃未満の温度で1秒以上搬送する加熱前ステップと、加熱前ステップよりも高い温度に加熱しながら搬送する加熱ステップとをこの順に有することがより好ましい。加熱前ステップで電解質膜を予め加圧状態として加熱ステップに進むことにより、電解質膜のしわを防止し、加熱ステップでの電解質膜へのダメージを軽減することができる。
加熱前ステップ通過中の高分子電解質膜およびフレーム材の温度は100℃未満である。100℃以上の場合は、加圧すると同時に高分子電解質膜やCCMの表面が乾燥し、しわが発生しやすくなる。また、5℃未満の場合は、高分子電解質膜やCCMの表面の柔軟性が失われ、フレームが上手く形成できない場合があるため、5℃以上であることが好ましい。加熱前ステップにおける高分子電解質膜およびフレーム材の温度は、20℃以上100℃未満であることがより好ましい。また、加熱前ステップにおいては、加熱前ステップ開始前の高分子電解質膜の温度からの温度変化が30℃以内であることが好ましい。
加熱前ステップの通過時間は、1秒以上であれば特に制限されるものではないが、1秒以上30分以下が好ましい。1秒未満の場合、高分子電解質膜とフレーム材とを十分に接触させることができず、高分子電解質膜にさらにしわが発生しやすくなる場合がある。30分以上の場合、工程時間が非常に長く、生産性が低下する可能性がある。加熱前ステップの通過時間は、より好ましくは1秒以上10分以下、さらに好ましくは1秒以上1分以下、一層好ましくは1秒以上20秒以下である。
また、加熱前ステップの初期温度上昇速度は20℃/秒以下となるよう設定することが好ましい。初期温度上昇速度とは、加熱前ステップ開始直後、すなわち本実施形態においては加圧搬送工程進入直後の高分子電解質膜およびフレーム材の温度上昇カーブの傾きを意味する。加熱前ステップにおける初期温度上昇速度は、15℃/秒以下がより好ましく10℃/秒以下がさらに好ましい。また、加熱前ステップを5秒以上行う場合には、加熱前ステップ開始から5秒後の温度上昇速度が20℃/秒以下となるよう設定することが好ましく、15℃/秒以下がより好ましく10℃/秒以下がさらに好ましい。このように設定することで、高分子電解質膜中の水分等の残存揮発分量とフレーム材の残存揮発分量に差がある場合、高分子電解質膜中の揮発成分が急激に蒸発して、高分子電解質膜露出領域がフレーム材より大きく変形し、フレーム材と高分子電解質膜の境界で剥離や破れが発生したり、高分子電解質膜にシワが発生したりするのを低減できる。なお、初期温度上昇速度は、転写前ステップを通過する高分子電解質膜、フレーム材、あるいはそれを模した試験用シートに温度素子を設置して測定するものとする。
そして、加圧搬送工程中、加熱前ステップの後に、加熱状態の(A)、(B)または(C)を冷却しながら搬送する冷却ステップをこの順に有することがさらに好ましい。ここで、「冷却」とは、加熱ステップ終了後の高分子電解質膜の温度を低下させる操作を意味する。冷却ステップを有することで、熱による接合後の接合体の接合状態を早期に安定化することができ、接合体の生産性も向上する。
冷却ステップにおける冷却手段は、加熱ステップを経た高分子電解質膜の温度を低下させるものである限り特に限定されない。このような冷却手段としては、例えば、水やアルコールなどの冷媒を用いた冷却装置、冷風や圧空などの気体、ペルチェ素子などの電子デバイスあるいはこれらの組み合わせた設備を使用することができる。しかし、このような積極的に温度を低下させる操作を伴わないものであっても、加熱手段を有しないことにより結果的に加熱ステップ終了後の高分子電解質膜の温度を低下させる場合は、冷却手段とみなすことができる。
冷却ステップ通過直後の高分子電解質膜の温度は、5℃以上100℃未満であることが好ましい。100℃未満であれば、高分子電解質膜のそりを効果的に抑制することができる。5℃未満の場合、フレーム材と高分子電解質膜の界面剥離が生じる場合がある。さらに、触媒層付き高分子電解質膜の場合、高分子電解質膜との界面剥離が生じる可能性もある。冷却ステップ通過直後の高分子電解質膜の温度は、20℃以上80℃以下であることがより好ましい。また、冷却ステップにおいては、加熱ステップ終了後の高分子電解質膜の温度を40℃〜120℃低下させることが好ましく、60℃〜100℃低下させることがさらに好ましい。
また、冷却ステップの通過時間は、特に制限されるものではないが、1秒以上50分以下が好ましい。1秒未満の場合、急激に高分子電解質膜が冷却されるため、高分子電解質膜とフレーム材との接合界面が乱れる場合がある。さらに、触媒層付き高分子電解質膜の場合、高分子電解質膜と触媒層との接合界面が乱れる場合がある。50分より長い場合、冷却するのに時間がかかり過ぎて熱によるダメージを受ける場合がある。冷却ステップの通過時間は、より好ましくは1秒以上10分以下、さらに好ましくは1秒以上1分以下である。
なお、上記は本発明の製造方法についての説明であるが、当業者には容易に理解されるように、本明細書は当該製造方法を実施するための下記のような製造装置も開示するものである。
(1)高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造装置であって、
(A)高分子電解質膜と、フレーム材、
(B)フレーム材が接合された高分子電解質膜と、ガス拡散層、または
(C)フレーム材が接合されたガス拡散層と、高分子電解質膜
が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送部を有する接合体製造装置
(2)加圧搬送部が、積層された状態の(A)、(B)または(C)を両面から搬送ベルトで挟み込むダブルベルトプレス機構で構成される、(1)に記載の接合体製造装置
(3)加圧搬送部が、積層された状態の(A)、(B)または(C)を加熱するための加熱手段を備える、(1)または(2)に記載の接合体製造装置
(4)加圧搬送部が、さらに加熱手段により加熱された(A)、(B)または(C)を冷却するための冷却手段を備える、(3)に記載の接合体製造装置
(1)高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造装置であって、
(A)高分子電解質膜と、フレーム材、
(B)フレーム材が接合された高分子電解質膜と、ガス拡散層、または
(C)フレーム材が接合されたガス拡散層と、高分子電解質膜
が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送部を有する接合体製造装置
(2)加圧搬送部が、積層された状態の(A)、(B)または(C)を両面から搬送ベルトで挟み込むダブルベルトプレス機構で構成される、(1)に記載の接合体製造装置
(3)加圧搬送部が、積層された状態の(A)、(B)または(C)を加熱するための加熱手段を備える、(1)または(2)に記載の接合体製造装置
(4)加圧搬送部が、さらに加熱手段により加熱された(A)、(B)または(C)を冷却するための冷却手段を備える、(3)に記載の接合体製造装置
以下、本発明の実施形態について、図面を用いて詳細に説明するが、本発明はこれらの実施形態に限定されるものではない。
〔第1の実施形態〕
まず、図1に示す製造装置100を用いた第1の実施形態に係る接合体の製造方法について説明する。なお、以下の実施形態の説明においては、便宜上各図面の上方を「上」、下方を「下」として説明するが、各図面の上下方向は必ずしも地面に対する垂直方向を意味するものではない。また、特に断った場合を除き、CCMとフレーム材とを接合する場合について説明するが、当業者には容易に理解できるように、上記(A)、(B)また(C)のいずれの態様も同様の方法で接合することができる。以下の説明において、(B)の態様の場合には、「CCM」を「フレーム材が接合された高分子電解質膜」に、「フレーム材」を「ガス拡散層」に読み替えることが可能である。また、(C)の態様の場合には、「CCM」を「高分子電解質膜」に、「フレーム材」を「フレーム材が接合されたガス拡散層」に読み替えることが可能である。
まず、図1に示す製造装置100を用いた第1の実施形態に係る接合体の製造方法について説明する。なお、以下の実施形態の説明においては、便宜上各図面の上方を「上」、下方を「下」として説明するが、各図面の上下方向は必ずしも地面に対する垂直方向を意味するものではない。また、特に断った場合を除き、CCMとフレーム材とを接合する場合について説明するが、当業者には容易に理解できるように、上記(A)、(B)また(C)のいずれの態様も同様の方法で接合することができる。以下の説明において、(B)の態様の場合には、「CCM」を「フレーム材が接合された高分子電解質膜」に、「フレーム材」を「ガス拡散層」に読み替えることが可能である。また、(C)の態様の場合には、「CCM」を「高分子電解質膜」に、「フレーム材」を「フレーム材が接合されたガス拡散層」に読み替えることが可能である。
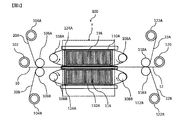
まず、CCM供給ローラー102は、CCM10を巻き出して供給する。巻き出されたCCM10の上方および下方には、それぞれフレーム材供給ローラー104A、104Bが設置されている。CCM10の上面に形成されるフレーム材を形成するためのフレーム材20Aはフレーム材供給ローラー104Aから、CCM10の下面に形成されるフレーム材シート20Bはフレーム材供給ローラー104Bから巻き出されて供給される。このように、本実施形態の製造装置100においては、CCM10の両面にフレーム材を接合するが、CCM10の片面のみにフレーム材を接合するように構成してもよい。
このように供給されたCCM10、フレーム材20A、20Bは、ガイドローラー106Aと106Bの間を通過する。ガイドローラー106Aと106Bは、供給されたCCM10とフレーム材20A、20Bとを挟みこんで回転することで、これらを搬送する。CCM10とフレーム材20A、20Bとは、この過程で、CCM10の上面にフレーム材20Aのフレーム材が、CCM10の下面にフレーム材20Bが接触した状態、すなわち図2(A)に示す状態で位置決めされる。
位置決めされたCCM10、フレーム材20A、20Bは、接触した状態のまま、加圧搬送部Pに進入する。本実施形態では、加圧搬送部Pは、2つのドラム108Aに巻き掛けられて周回走行する搬送ベルト110Aを備えた上方ベルト機構と、上方ベルト機構の下側に上方ベルト機構と対向するように配置され、同じく2つのドラム108Bに巻き掛けられて周回走行する搬送ベルト110Bを備えた下方ベルト機構と、上方ベルト機構および下方ベルト機構にそれぞれ内蔵され、搬送ベルト110A、110Bをそれぞれフレーム材20A、20Bに押し付けるように圧力を付与する加圧手段124A、124Bとから構成されるダブルベルトプレス機構である。加圧手段は、油圧方式で搬送ベルトに面的に均一な圧力を付与するよう構成されている。加圧搬送部Pにおいて、CCM10、フレーム材20A、20Bは、上方ベルト機構と下方ベルト機構に挟み込まれ、上下から一定の圧力を面的に受けた状態で搬送される。
本実施形態においては、上方ベルト機構および下方ベルト機構の、CCM10とフレーム材20A、20Bと接触する部分のほぼ全長に渡り、加熱手段116が延在している。従って、CCM10とフレーム材20A、20Bは、上方ベルト機構と下方ベルト機構により挟みこまれ、一定圧力で面的に加圧されながら搬送されると同時に、加熱手段116からの熱により加熱される。すなわち、本実施形態においては、加圧搬送工程中に、CCMおよびフレーム材を加熱しながら搬送するステップ(加熱ステップ)のみを有する。加熱ステップで、フレーム材20Aおよび20Bのフレーム材は、CCM10の上面および下面にそれぞれ接合される。すなわち、加熱ステップを通過した後、CCMにフレーム材が接合された、図2(B)に示すような接合体12となる。
加熱手段としては、各種ヒーター、蒸気、オイル等の熱媒を使用することができるが、特に限定されるものではない。また、ダブルベルトプレス機構を構成する搬送ベルトは、鋼、ステンレス等の熱容量及び熱伝導性の高い材料で形成することが好ましい。
加圧搬送部Pを通過した接合体12は、ガイドローラー118A、118Bの間を通過し、接合体巻取ローラー120によってロール状に巻き取られ、製造が終了する。また、フレーム材を担持していた基材22A、22Bは、基材巻取ローラー122A、122Bによってロール状に巻き取られる。なお、このような基材を用いずにフレーム材のみを供給する場合には、基材巻取ローラー122A、122Bは不要である。
〔第2の実施形態〕
次に、図3に示す製造装置100を用いた第2の実施形態に係る接合体の製造方法について、図1に示す製造装置を使用した場合との違いを中心に説明する。
次に、図3に示す製造装置100を用いた第2の実施形態に係る接合体の製造方法について、図1に示す製造装置を使用した場合との違いを中心に説明する。
図3に示す製造装置100は、加熱手段116が上方ベルト機構と下方ベルト機構の下流側(右側)にのみ備えられている。そのため、加圧搬送部Pに進入したCCM10とフレーム材20A、20Bとは、まず加熱手段116から離れた位置でダブルベルトプレス機構により加圧されながら搬送される。そして、CCM10とフレーム材20A、20Bは、加熱手段116の位置近くまで搬送されるにつれて、加熱手段116からの熱により徐々に加熱され、最終的に100℃以上に達する。すなわち、本実施形態に係る接合体の製造方法においては、加圧搬送工程中に、CCMとフレーム材を100℃未満で1秒以上搬送するステップ(加熱前ステップ)と、100℃以上に加熱しながら搬送するステップ(加熱ステップ)とをこの順に有する。加熱ステップにおいて、フレーム材20A、20Bは、CCM10の上面および下面にそれぞれ転写される。すなわち、加熱ステップを通過したCCM10は、CCMにフレーム材が接合された接合体12となり、フレーム材20A、20Bはフレームを失って基材22A、22Bのみが残る。
〔第3の実施形態〕
次に、図4に示す製造装置100を用いた第3の実施形態に係る接合体の製造方法について、図1に示す製造装置を使用した場合との違いを中心に説明する。
次に、図4に示す製造装置100を用いた第3の実施形態に係る接合体の製造方法について、図1に示す製造装置を使用した場合との違いを中心に説明する。
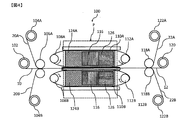
図4に示す製造装置100においては、上方ベルト機構および下方ベルト機構の上流部分には加熱手段等が設けられておらず、単純に圧力を付与するのみに構成されている。そして、上方ベルト機構および下方ベルト機構の各中流部分に加熱手段116が備えられている。さらに、上方ベルト機構および下方ベルト機構の各下流部分には、冷却手段126が備えられている。そのため、加圧搬送部Pに進入したCCM10とフレーム材20A、20Bとは、まず加熱手段116から離れた位置でダブルベルトプレス機構により一定圧力で面的に加圧されならが搬送される。そして、CCM10とフレーム材20A、20Bは、加熱手段116の位置近くまで搬送されるにつれて、加熱手段116からの熱により徐々に加熱され、最終的に100℃以上に達する。この加熱により、フレーム20Aおよび20Bは、CCM10の上面および下面にそれぞれ接合される。加熱ステップを通過したCCM10は、CCMにフレーム材が接合された接合体12となり、フレーム材20A、20Bはフレームを失って基材22A、22Bのみが残る。そして、接合体12および基材22A、22Bがさらに冷却手段126の位置まで搬送されると、接合体12および基材22A、22Bは冷却手段126により冷却される。すなわち、本実施形態に係る高分子電解質膜の製造方法においては、加圧搬送工程中に、高分子電解質膜と補強層シートを加熱せずに100℃未満で1秒以上搬送するステップ(加熱前ステップ)と、100℃以上に加熱しながら搬送するステップ(加熱ステップ)と、冷却しながら搬送するステップ(冷却ステップ)とをこの順に有する。
本実施形態においては、CCM10だけでなく、搬送ベルト110A、110Bもそれぞれ冷却手段126の周辺を走行する際に冷却される。これにより、搬送ベルト110A、110Bは、次に上方ベルト機構および下方ベルト機構の上流部分を走行する際には十分に熱が取れた状態となり、加熱前ステップにおいて高分子電解質膜等に余分な熱が加わることを防ぐことができる。その結果、高分子電解質膜の熱によるダメージが軽減され、耐久性が向上する場合がある。
本実施形態の接合体の製造装置100は、ダブルベルトプレス機構の上流部分には加熱手段等を有しないとともに、中流部分に加熱手段を、下流部分に冷却手段を有する例であるが、上流部分、中流部分、下流部分に温度設定可能な調温手段を設け、各調温手段の設定温度を操作することや、各調温手段のスイッチをオン/オフすることにより、加熱前ステップ、加熱ステップおよび/または冷却ステップを実施するよう構成してもよい。このような装置であれば、上記第1、第2および第3の実施形態のいずれの製法方法にも適用することができる。
本発明の製造方法で製造される接合体は、燃料電池のほか、種々の用途に適用可能である。例えば、体外循環カラム、人工皮膚などの医療用途、ろ過用用途、耐塩素性逆浸透膜などのイオン交換樹脂用途、各種構造材用途、電気化学用途、加湿膜、防曇膜、帯電防止膜、太陽電池用膜、ガスバリアー材料に適用可能である。また、人工筋肉、アクチュエーター材料としても好適である。中でも種々の電気化学用途により好ましく利用できる。電気化学用途としては、例えば、燃料電池、レドックスフロー電池、水電解装置、クロロアルカリ電解装置、水素圧縮装置、水素精製装置、酸素除去装置、ガスセンサー等が挙げられるが、中でも燃料電池、水電解装置、水素圧縮装置、水素精製装置が最も好ましい。
10:CCM
12:接合体
20A、20B:フレーム材
22A、22B、:基材
100:接合体製造装置
102:CCM供給ローラー
104A、104B:フレーム材供給ローラー
106A、106B、118A、118B:ガイドローラー
108A、108B、112A、112B:ドラム
110A、110B:搬送ベルト
116:加熱手段
120:接合体巻取ローラー
122A,122B:基材巻取ローラー
124A、124B:加圧手段
126:冷却手段
12:接合体
20A、20B:フレーム材
22A、22B、:基材
100:接合体製造装置
102:CCM供給ローラー
104A、104B:フレーム材供給ローラー
106A、106B、118A、118B:ガイドローラー
108A、108B、112A、112B:ドラム
110A、110B:搬送ベルト
116:加熱手段
120:接合体巻取ローラー
122A,122B:基材巻取ローラー
124A、124B:加圧手段
126:冷却手段
Claims (14)
- 高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造方法であって、少なくとも
(A)前記高分子電解質膜と、前記フレーム材、
(B)前記フレーム材が接合された前記高分子電解質膜と、ガス拡散層、または
(C)前記フレーム材が接合されたガス拡散層と、前記高分子電解質膜
(上記(A)〜(C)において、高分子電解質膜には触媒層が形成されていてもよい)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送工程を有する接合体の製造方法。 - 前記加圧搬送工程における加圧面の圧力のばらつきが0.1MPa以下である、請求項1に記載の接合体の製造方法。
- 前記加圧搬送工程を、積層された状態の(A)、(B)または(C)を両面から搬送ベルトで挟み込むダブルベルトプレス機構により行う、請求項1または2に記載の接合体の製造方法。
- 前記ダブルベルトプレス機構が前記搬送ベルトに面的に均一な圧力を付与する加圧手段を内蔵するものである、請求項3に記載の接合体の製造方法。
- 前記加圧手段が油圧方式である、請求項4に記載の接合体の製造方法。
- 前記加圧搬送工程中に、積層された状態の(A)、(B)または(C)を加熱しながら搬送するステップを有する、請求項1〜5のいずれかに記載の接合体の製造方法。
- 前記加圧搬送工程中に、積層された状態の(A)、(B)または(C)を100℃未満の温度で1秒以上搬送する加熱前ステップ、該加熱前ステップよりも高い温度に加熱しながら搬送する加熱ステップをこの順に有する、請求項6に記載の接合体の製造方法。
- 前記加熱前ステップの初期温度上昇速度が20℃/秒以下である請求項7記載の接合体の製造方法。
- 前記加圧搬送工程中に、積層された状態の(A)、(B)または(C)を100℃未満の温度で搬送する加熱前ステップ、該加熱前ステップより高い温度に加熱しながら搬送する加熱ステップ、冷却しながら搬送する冷却ステップをこの順に有する、請求項8に記載の接合体の製造方法。
- 前記フレーム材が、前記接合体において前記高分子電解質膜の周縁部を被覆する額縁形部材である、請求項1〜9のいずれかに記載の接合体の製造方法。
- 高分子電解質膜と、該高分子電解質膜の周縁部の少なくとも一部を被覆するフレーム材とを含む接合体を連続的に製造する製造装置であって、
(A)前記高分子電解質膜と、前記フレーム材、
(B)前記フレーム材が接合された前記高分子電解質膜と、ガス拡散層、または
(C)前記フレーム材が接合されたガス拡散層と、前記高分子電解質膜
(上記(A)〜(C)において、高分子電解質膜には触媒層が形成されていてもよい)が積層された状態で、一定圧力で面的に加圧しながら搬送する加圧搬送部を有する接合体の製造装置。 - 前記加圧搬送部が、積層された状態の(A)、(B)または(C)を両面から搬送ベルトで挟み込むダブルベルトプレス機構で構成される、請求項11に記載の接合体の製造装置。
- 前記加圧搬送部が、積層された状態の(A)、(B)または(C)を加熱するための加熱手段を備える、請求項11または12に記載の接合体の製造装置。
- 前記加圧搬送部が、さらに前記加熱手段により加熱された(A)、(B)または(C)を冷却するための冷却手段を備える、請求項13に記載の接合体の製造装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015248302 | 2015-12-21 | ||
| JP2015248302 | 2015-12-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017117786A true JP2017117786A (ja) | 2017-06-29 |
Family
ID=59234923
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016239046A Pending JP2017117786A (ja) | 2015-12-21 | 2016-12-09 | 接合体の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017117786A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188960A1 (ja) * | 2018-03-29 | 2019-10-03 | 東レ株式会社 | 複合電解質膜 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004528696A (ja) * | 2001-05-03 | 2004-09-16 | バラード パワー システムズ インコーポレイティド | 膜電極アセンブリの製造のためのダブルベルト接着プロセスおよび装置 |
| JP2006134611A (ja) * | 2004-11-02 | 2006-05-25 | Toyota Motor Corp | 接合体製造装置及び接合体製造方法 |
| JP2006339022A (ja) * | 2005-06-02 | 2006-12-14 | Dainippon Printing Co Ltd | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 |
| US20110217621A1 (en) * | 2008-12-23 | 2011-09-08 | E. I. Du Pont De Nemours And Company | Process to produce catalyst coated membranes for fuel cell applications |
-
2016
- 2016-12-09 JP JP2016239046A patent/JP2017117786A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004528696A (ja) * | 2001-05-03 | 2004-09-16 | バラード パワー システムズ インコーポレイティド | 膜電極アセンブリの製造のためのダブルベルト接着プロセスおよび装置 |
| JP2006134611A (ja) * | 2004-11-02 | 2006-05-25 | Toyota Motor Corp | 接合体製造装置及び接合体製造方法 |
| JP2006339022A (ja) * | 2005-06-02 | 2006-12-14 | Dainippon Printing Co Ltd | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 |
| US20110217621A1 (en) * | 2008-12-23 | 2011-09-08 | E. I. Du Pont De Nemours And Company | Process to produce catalyst coated membranes for fuel cell applications |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188960A1 (ja) * | 2018-03-29 | 2019-10-03 | 東レ株式会社 | 複合電解質膜 |
| CN112204071A (zh) * | 2018-03-29 | 2021-01-08 | 东丽株式会社 | 复合电解质膜 |
| JPWO2019188960A1 (ja) * | 2018-03-29 | 2021-03-11 | 東レ株式会社 | 複合電解質膜 |
| JP7078041B2 (ja) | 2018-03-29 | 2022-05-31 | 東レ株式会社 | 複合電解質膜 |
| CN112204071B (zh) * | 2018-03-29 | 2023-02-17 | 东丽株式会社 | 复合电解质膜 |
| US12234565B2 (en) | 2018-03-29 | 2025-02-25 | Toray Industries, Inc. | Composite electrolyte membrane |
| EP3778697B1 (en) * | 2018-03-29 | 2026-04-29 | Toray Industries, Inc. | Composite electrolyte membrane |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1977415B (zh) | 制造整体膜电极组件的层合方法 | |
| KR101479627B1 (ko) | 연료 전지 막 전극 접합체의 제조 방법, 및 연료 전지 막 전극 접합체의 제조 장치 | |
| JP5214591B2 (ja) | 膜−膜補強部材接合体、膜−触媒層接合体、膜−電極接合体、高分子電解質形燃料電池、及び膜−電極接合体の製造方法 | |
| CN108292760B (zh) | 包含高分子电解质膜的接合体的制造方法及制造装置 | |
| WO2008056661A1 (en) | Film-film reinforcing film assembly, film-catalyst layer assembly, film-electrode assembly, and polymer electrolyte fuel cell | |
| JP4600500B2 (ja) | 燃料電池の製造方法 | |
| JP2006134611A (ja) | 接合体製造装置及び接合体製造方法 | |
| JP2010198948A (ja) | 膜電極接合体及びその製造方法並びに固体高分子形燃料電池 | |
| JP4940575B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| JP5954233B2 (ja) | 転写ローラーと膜電極接合体の製造方法および製造装置 | |
| JP4810841B2 (ja) | 固体高分子形燃料電池用電解質膜−触媒層接合体の製造方法および製造装置 | |
| JP2017117786A (ja) | 接合体の製造方法および製造装置 | |
| JP5273207B2 (ja) | 固体高分子形燃料電池用マスクフィルム付き電解質膜−電極接合体及びその製造方法 | |
| JP2017103220A (ja) | 触媒層付電解質膜の製造方法および製造装置 | |
| JP2012074315A (ja) | 固体高分子形燃料電池の膜電極接合体およびその製造方法 | |
| JPWO2020026796A1 (ja) | 膜・触媒接合体の製造方法、及び製造装置 | |
| WO2007032442A1 (ja) | 膜-膜補強部材接合体、膜-触媒層接合体、膜-電極接合体、及び高分子電解質形燃料電池 | |
| JP5262893B2 (ja) | 膜電極接合体の製造方法および膜電極接合体製造装置 | |
| JP6550917B2 (ja) | 膜−電極接合体の製造方法および膜−電極接合体 | |
| JP2018077980A (ja) | 膜電極接合体の製造方法 | |
| JP5799708B2 (ja) | 電解質膜の製造方法 | |
| JP2015144123A (ja) | 補強型電解質膜の製造方法、シート | |
| JP2011198681A (ja) | 固体高分子型燃料電池用膜電極接合体、膜電極接合体の製造方法、燃料電池 | |
| JP2006066160A (ja) | 燃料電池用膜・電極接合体及びその製造方法 | |
| JP2011198682A (ja) | 固体高分子型燃料電池用膜電極接合体、膜電極接合体の製造方法、燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210511 |