JP2017122268A - 異種金属の複合材からなる電解槽上導電体及びその製造方法 - Google Patents
異種金属の複合材からなる電解槽上導電体及びその製造方法 Download PDFInfo
- Publication number
- JP2017122268A JP2017122268A JP2016002203A JP2016002203A JP2017122268A JP 2017122268 A JP2017122268 A JP 2017122268A JP 2016002203 A JP2016002203 A JP 2016002203A JP 2016002203 A JP2016002203 A JP 2016002203A JP 2017122268 A JP2017122268 A JP 2017122268A
- Authority
- JP
- Japan
- Prior art keywords
- electrolytic cell
- metal
- conductor
- electrolytic
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Electrolytic Production Of Metals (AREA)
Abstract
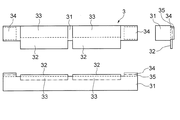
【解決手段】 各電解槽の対向する両壁部のうちの一方の上端面において端から端まで延在する第1の金属からなる長尺の基部31と、例えばアノード群やカソード群との接続端子として該基部31の上面に設けられた第2の金属からなる板状の電気的接続部32とから構成され、該電気的接続部32は該第1又は該第2の金属からなる板状介在部33を介して該基部31に結合されており、該介在部33が異種金属と結合する界面は全面に亘って接合されており、同種金属と結合する界面は少なくとも周縁部が溶接されている。
【選択図】 図2
Description
図2に示すような電解槽上導電体を作製して銅電解精錬設備に用い性能を調べた。具体的には、先ずアルミニウム製の四角柱状体を用意し、これを横転させた時の上面に全面に亘って銅製の板状部材を爆着により接合した。このようにして、図4(a)に示すような異種金属接合体10を2個作製した。また、図4(b)に示すような、上記異種金属接合体10の長手方向に垂直な矩形断面形状と同じ矩形断面形状を有する2個のアルミニウム製の第1直方体ブロック11と、同様に異種金属接合体10と同じ矩形断面形状を有し且つ第1直方体ブロック11よりも長さの短い1個のアルミニウム製の第2直方体ブロック12とを作製した。
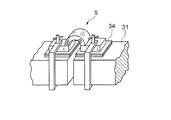
図5(a)に示す上部に銅製の板状介在部を備えた基部に代えて図6に示すアルミニウムからなる四角柱状体131を用意し、これを横にした時の上面に銅製の板状の通電用接続部32を銀ロウを用いて直接溶接した以外は上記実施例1と同様にして図7に示すように2つの通電用接続部32と第2介在部35を介して結合された2つの短絡用接続部34とを上面に備えた電解槽上導電体103を製造した。この電解槽上導電体103を、実施例1と同様に2つの末端電解槽の側壁上端面に載置して通電を開始した。
通電用接続部及び短絡用接続部用として爆着板のかわりに銅板を用い、この銅板とアルミニウム製の基部とを当接させ、この当接面の周囲を全周に亘って銀ロウを用いて溶接し、更にアルミニウム溶接によって全周に亘って肉盛りした以外は実施例1と同様にして電解槽上導電体を製造した。なお、溶接の際は銅とアルミニウムの熱膨張に注意を払いながら時間をかけて溶接した。このようにして得た電解槽上導電体に対して実施例1と同様にして通電を開始した。
A アノード群
C カソード群
E 電源
S 短絡器
1、2、3、103 電解槽上導電体
31、131 基部
32 通電用接続部
33 介在部
34 短絡用接続部
35 第2介在部
Claims (10)
- 縦横方向にマトリックス状に並べられた電解精錬用の複数の電解槽の各々において交互に且つ互いに平行に配置されたアノード群及びカソード群に通電を行う電解槽上導電体であって、
各電解槽の対向する両壁部のうちの一方の上端面において端から端まで延在する第1の金属からなる長尺の基部と、接続端子として該基部の上面に設けられた、該第1の金属とは異なる第2の金属からなる板状の電気的接続部とから構成され、
該電気的接続部は該第1又は該第2の金属からなる板状介在部を介して該基部に結合されており、該介在部が異種金属と結合する界面は全面に亘って接合されており、同種金属と結合する界面は少なくとも周縁部が溶接されていることを特徴とする電解槽上導電体。 - 前記電気的接続部が、前記アノード群又は前記カソード群の支持部に当接して電気的接続を行うべく前記基部の長手方向に延在する側部に沿って設けられた通電用接続部か、若しくは他の電解槽上導電体に短絡器を介して電気的に接続すべく前記基部の長手方向の両端部に設けられた短絡用接続部か、又はこれら両方であることを特徴とする、請求項1に記載の電解槽上導電体。
- 前記壁部のうち片側にのみ電解槽が存在する非隣接壁部の上端面に設けられている電解槽上導電体の前記基部は、その片側の側部にのみ前記アノード群又は前記カソード群の支持部に当接して電気的接続を行う電気的接続部が設けられており、前記マトリックス状に並べられた複数の電解槽のうち電源に接続される両隅部の電解槽を除いて縦方向に隣接する2つの電解槽の両電解槽上導電体同士は、前記基部が一体化していることを特徴とする、請求項1又は2に記載の電解槽上導電体。
- 前記壁部のうち幅方向の両側に電解槽が存在する壁部の上端面に設けられている電解槽上導電体の前記基部は、その両側部に前記アノード群及び前記カソード群の支持部にそれぞれ当接して電気的接続を行う電気的接続部が設けられていることを特徴とする、請求項1又は2に記載の電解槽上導電体。
- 前記第1の金属がアルミニウム又はその合金であり、前記第2の金属が銅又はその合金であることを特徴とする、請求項1〜4のいずれか1項に記載の電解槽上導電体。
- 前記通電用接続部は前記基部の側部から水平方向にはみ出しており、そのはみ出た部分の下面は前記壁部の上端面に当接していることを特徴とする、請求項1〜5のいずれか1項に記載の電解槽上導電体。
- 前記通電用接続部のアノード群の支持部との当接面積及びカソード群の支持部との当接面積のうちの短絡器に近い方よりも、前記短絡用接続部における前記短絡器との当接面積が大きいことを特徴とする、請求項2〜6記載のいずれか1項に記載の電解槽上導電体。
- 縦横方向にマトリックス状に並べられた電解精錬用の複数の電解槽の各々において交互に且つ互いに平行に配置されたアノード群及びカソード群に通電を行う電解槽上導電体の製造方法であって、
各電解槽の対向する両壁部のうちの一方の上端面においてその端から端まで延在する第1の金属からなる基部としての長尺部材と、該第1の金属とは異なる第2の金属からなる接続端子としての板状部材と、これら長尺部材及び板状部材の間に介在させる介在部材とを用意し、該介在部材が第2の金属の場合はその一方の面を該長尺部材の上面に圧接させてからその他方の面を該板状部材に当接させた状態でその当接面の少なくとも外周部を溶接で接合し、該介在部材が第1の金属の場合はその一方の面を該板状部材の下面に圧接させてからその他方の面を該長尺部材の上面に当接させた状態でその当接面の少なくとも外周部を溶接で接合することを特徴とする電解槽上導電体の製造方法。 - 前記第1の金属がアルミニウム又はその合金であり、前記第2の金属が銅又はその合金であることを特徴とする、請求項8に記載の電解槽上導電体の製造方法。
- 前記圧接が、クラッド接合材を得るための圧延接着法又は爆発圧着材を得るための爆着法であることを特徴とする、請求項9に記載の電解槽上導電体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016002203A JP6610269B2 (ja) | 2016-01-08 | 2016-01-08 | 異種金属の複合材からなる電解槽上導電体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016002203A JP6610269B2 (ja) | 2016-01-08 | 2016-01-08 | 異種金属の複合材からなる電解槽上導電体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017122268A true JP2017122268A (ja) | 2017-07-13 |
| JP6610269B2 JP6610269B2 (ja) | 2019-11-27 |
Family
ID=59306528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016002203A Active JP6610269B2 (ja) | 2016-01-08 | 2016-01-08 | 異種金属の複合材からなる電解槽上導電体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6610269B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102945542B1 (ko) * | 2024-06-11 | 2026-03-30 | 주식회사 테크로스 | 전기분해용 전극 구조체 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50112705U (ja) * | 1974-03-01 | 1975-09-13 | ||
| JPS6471582A (en) * | 1987-09-11 | 1989-03-16 | Hitachi Ltd | Pipe joint for joining high corrosion resisting stainless steel-zirconium and its manufacture |
| JP2006505693A (ja) * | 2002-11-07 | 2006-02-16 | オウトクンプ オサケイティオ ユルキネン | アルミニウム支持体バーに良好な接触面を形成する方法および支持体バー |
| JP2011138765A (ja) * | 2009-12-28 | 2011-07-14 | Sb Limotive Co Ltd | 電池モジュール |
| JP2013143257A (ja) * | 2012-01-11 | 2013-07-22 | Toyota Motor Corp | バスバー用板状導電体及びそれからなるバスバー |
| US20160141583A1 (en) * | 2013-07-05 | 2016-05-19 | Lg Chem, Ltd. | Battery module comprising connecting member composed of dissimilar metals |
| JP2016089202A (ja) * | 2014-10-31 | 2016-05-23 | 住友金属鉱山株式会社 | 電解槽用の短絡器 |
| US20160151853A1 (en) * | 2013-07-09 | 2016-06-02 | Lg Chem Ltd. | Method for welding dissimilar metals, dissimilar metallic busbar manufactured using same, and secondary battery comprising same |
-
2016
- 2016-01-08 JP JP2016002203A patent/JP6610269B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50112705U (ja) * | 1974-03-01 | 1975-09-13 | ||
| JPS6471582A (en) * | 1987-09-11 | 1989-03-16 | Hitachi Ltd | Pipe joint for joining high corrosion resisting stainless steel-zirconium and its manufacture |
| JP2006505693A (ja) * | 2002-11-07 | 2006-02-16 | オウトクンプ オサケイティオ ユルキネン | アルミニウム支持体バーに良好な接触面を形成する方法および支持体バー |
| JP2011138765A (ja) * | 2009-12-28 | 2011-07-14 | Sb Limotive Co Ltd | 電池モジュール |
| JP2013143257A (ja) * | 2012-01-11 | 2013-07-22 | Toyota Motor Corp | バスバー用板状導電体及びそれからなるバスバー |
| US20160141583A1 (en) * | 2013-07-05 | 2016-05-19 | Lg Chem, Ltd. | Battery module comprising connecting member composed of dissimilar metals |
| US20160151853A1 (en) * | 2013-07-09 | 2016-06-02 | Lg Chem Ltd. | Method for welding dissimilar metals, dissimilar metallic busbar manufactured using same, and secondary battery comprising same |
| JP2016089202A (ja) * | 2014-10-31 | 2016-05-23 | 住友金属鉱山株式会社 | 電解槽用の短絡器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6610269B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20110055255A (ko) | 버스 바와 이를 구비한 전지 모듈 | |
| WO2019245386A1 (en) | Anode hanger, and method of production thereof | |
| KR101040571B1 (ko) | 버스바 및 이의 제조방법 | |
| JP6610269B2 (ja) | 異種金属の複合材からなる電解槽上導電体及びその製造方法 | |
| WO2017163162A1 (en) | Flexible electrical connector for electrolytic cell | |
| CN109863258A (zh) | 用于霍尔-埃鲁电池的阴极集流器/连接器 | |
| CN102618903A (zh) | 深孔铝件硬质阳极氧化专用阳极及其氧化方法 | |
| CN201890938U (zh) | 新型熔铸型导电头阴极板 | |
| CN201416038Y (zh) | 一种新型的铝电解槽阳极导电装置 | |
| CN208362488U (zh) | 一种电解法制备高纯金属材料的通用型阴极板 | |
| CN103726068B (zh) | 一种新型的阴极导电横梁 | |
| JPH0236678B2 (ja) | ||
| CN102443820A (zh) | 立式爆炸焊片专用阳极钢爪 | |
| JP2011032564A (ja) | 銅種板電解用の母板、銅電解精製用の種板の製造方法 | |
| JP6337740B2 (ja) | 電解槽用の短絡器及びそれを用いた電解精錬の非定常操業方法 | |
| CN114574886A (zh) | 一种氯氨法电解用阳极板及制作方法 | |
| CN204265867U (zh) | 一种高强电解锌阴极板 | |
| JP2615863B2 (ja) | 電解用陰極板 | |
| AU775327B2 (en) | Cathode structure | |
| CN211814672U (zh) | 一种节能电解电积导电联接装置 | |
| KR100951436B1 (ko) | 동 전해정련용 음극판 | |
| JP2007100144A (ja) | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 | |
| JP2009102723A (ja) | 非鉄電解精製方法 | |
| US20210363652A1 (en) | Multilayer transition joint for aluminum smelter and method of making | |
| KR102817432B1 (ko) | 전기화학적 처리를 위한 전극 어셈블리 및 이를 복원시키는 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191014 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6610269 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |