JP2017124484A - 研削・研磨複合加工装置及び研磨装置 - Google Patents
研削・研磨複合加工装置及び研磨装置 Download PDFInfo
- Publication number
- JP2017124484A JP2017124484A JP2016232807A JP2016232807A JP2017124484A JP 2017124484 A JP2017124484 A JP 2017124484A JP 2016232807 A JP2016232807 A JP 2016232807A JP 2016232807 A JP2016232807 A JP 2016232807A JP 2017124484 A JP2017124484 A JP 2017124484A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- grinding
- workpiece
- tape
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 145
- 239000002131 composite material Substances 0.000 title claims abstract description 5
- 150000001875 compounds Chemical class 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 12
- 238000000034 method Methods 0.000 description 8
- 239000006061 abrasive grain Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 230000032258 transport Effects 0.000 description 3
- 239000002826 coolant Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000005068 cooling lubricant Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
- B24B21/12—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces involving a contact wheel or roller pressing the belt against the work
- B24B21/14—Contact wheels; Contact rollers; Belt supporting rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/22—Accessories for producing a reciprocation of the grinding belt normal to its direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
また、テープ研磨による研磨装置に関する。
ここで研削加工は、高速回転する砥石にてワークの表面,外形等を削り成形する工法であり、表面の平滑度に応じて粗研削,中研削,仕上げ研削等が行われている。
研磨加工は、微細な砥粒を用いて表面を鏡面状に磨くことをいう。
研磨方法としては、従来から研磨液中に遊離砥粒を分散させたものや、エッチングと称される化学反応による表面加工が採用されていたが、近年環境保全,クリーン作業性の観点から、また素材によってはエッチング加工ができない等の理由から、微細な砥粒をテープ状のフイルムに塗布及び固定化した研磨テープ(ラッピングテープ,ラッピングフイルム等とも称されている。)を用いることが行われている。
そこで、本発明者らは研削手段とテープによる研磨手段との位置決めが容易であり、クーラント循環系統等の付帯設備の共通化を検討した結果、本発明に至った。
このような圧接機構は、弾性体の弾力性の調整、選定が非常に難しい。
例えば、図13に示すように基板の研削した研削面の成形形状は、用途によりさまざまな角度に成形する必要があり複雑であることから、この形状に合せて圧接機構を移動制御するには複雑な旋回ユニットや多数軸からなる制御機構が必要とするだけでなく、被研磨面との間に隙間が発生しやすく研磨が難しかった。
また、研磨効率及び品質に優れた研磨装置の提供を目的とする。
このように、研削加工機と研磨加工機とを一台に複合化したので、ワークの位置決めが容易で付帯設備の共通化が可能になったため、低コストな装置となる。
ここで、研削ステージと研磨ステージは、ワークの回転保持手段を有している。
また、テープ研磨手段となっているので、従来の遊離砥粒を用いたものに比較して環境保全性に優れる。
このように一対の支持ロールの間に研磨テープを掛け渡し張設したので、ワークと、一対の支持ロールの旋回手段との間を近接及び離間制御することで、複雑な形状の被研磨面に沿って研磨テープを倣わすように旋回できる。
この際に一対の支持ロールに張設,掛架した研磨テープとワークとの接触位置を、例えば一対の支持ロール間の中央部等、所定の位置になるように制御しながら旋回させることで、均一な接触圧を確保するのが容易である。
また、研磨テープとワークとの接触位置を旋回する一対の支持ロール間の中央部からずらすと、ワークに圧接するテープ面の砥粒がこの研磨テープの旋回によってもワークの接触面に沿って移動するので、研磨量の調整機能を有する。
研磨テープの送り速度の速さや一時停止等の制御が容易で、水等の冷却潤滑液を研磨部に供給するためにワークとの接触部を一時的に離間制御することも容易である。
本発明にて研磨テープの送りは、ワークの回転と同期,非同期に関わらずに作用できる。
これにより、一対の支持ロール間に掛架した研磨テープを旋回させるのと同様の移動制御が可能である。
ここで、一対の支持ロールをワークに向けて相対移動させる場合に、サーボモータによる旋回機構にリンク機構を組み合せ、一対のリンクにそれぞれ支持ロールを設けてもよい。
また、第1及び第2ロールは、研磨テープの送り速度を変化させたり、停止することもでき、また第1,第2ロールを同期化又は非同期により制御することができる。
ここで左右方向に傾斜させるとは、例えば回転保持したワークを水平に配置した場合に、研磨テープの上下垂直方向の張設に対して右廻り、あるいは左廻りに斜めにしたことをいう。
これにより、ワークに形成されたノッチ部に研磨テープが入りやすくなったり、ワークの被研磨面に接触する面積を増大させ、研磨効率を向上させたりすることができ、研磨時の冷却潤滑液の供給もしやすくなる。
本発明において、一対の支持ロールに掛架した研磨テープを当該研磨テープの裏面側からワークに向けて押圧するバックアップ手段を有するようにしてもよい。
このようにすると、ワークの被研磨部の形状に合せて研磨テープが裏面側からバックアップされる。
このように本発明は、テープ研磨手段そのものにも特徴があることから、このような研磨機構を用いた単独の研磨装置としてもよい。
研磨手段として、研磨テープを掛架した一対の支持ロールを旋回あるいは、この一対の支持ロールの第1及び第2ロールをワークに対して、それぞれ前進,後退移動制御したので、ワークの被研磨面の形状に倣うように研磨できるので、従来のコンタクト部品等が不要で、シンプルな構造で有りながら研磨の均一性に優れる。
本装置100は、ワークを研削加工するための研削ステージ10と、研磨加工するための研磨ステージ20と、研削ステージ10から研磨ステージ20にワークを搬送するための搬送システム30とを備える。
本実施例に係る搬送システム30は、ワークをハンドリングする例えば、吸着パッド等を備えた第1ハンド33a,第2ハンド33bを有し、第1ハンド33aは図1にて上下方向に移動制御する第1Xレール31aと、左右方向に移動制御する第1Yレール32aを有する。
第2ハンド33bも同様に第2Xレール31bと、第2Yレール32bにより、X−Y方向が移動制御されている。
基板等のワークは、原材料ストックヤード(第1ストックヤード)34に外部から供給され、第1ハンド33aによりワークを研削ステージ10に搬送し、研削加工後に第2ストックヤード35に搬送される。
第2ストックヤード35のワークは、第1ハンド33a又は第2ハンド33bにてハンドリングされ、第3ストックヤード36に移送される。
第2ハンド33bは、第3ストックヤード36から研削済みのワークを引き取り、研磨ステージ20にて研磨し、研磨加工後の完成品ストックヤード(第4ストックヤード)37に搬送され、次工程に搬出される。
本実施例は、X−Yレールによりワーク搬送を行う例になっているが、本発明において搬送システムに制限がなく、例えばロボットハンドを用いてもよい。
このように、研削ステージと研磨ステージとを複合化したことによりワークの搬送及び位置決めが容易になるだけでなく、研削、研磨時に使用するクーラント系統の共通化が可能である。
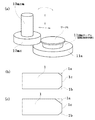
ワーク1を回転保持する回転テーブル11と、ワークを研削する砥石12とを有する。
回転テーブル11は、吸引孔等のワーク1の保持手段を有し、駆動部11aにて回転制御されている。
砥石12は、砥石軸13により駆動系に連結され、高速回転制御されている。
また、砥石12はワークに対する前進・後退、上下方向及び傾きが制御されている。
また、砥石は取り替え又は複数備えることで粗研削,中研削,仕上げ研削等の切り替えができる。
図2(b),(c)にワーク(基板)1の端面の面取り研削の例を示す。
基板の用途,要求品質等により、(b)のように端面1cに対するC面取り部1a,1bが同程度のものの他に、(c)に示すようにC面取り部の大きさが1aと1bとで相異するものもある。
また、ワーク1の端部にVノッチ等のノッチ部を形成することもある。
本発明に係る研磨手段を用いると、このような複雑な形状に研削成形した部分の研磨も可能である。
ターンテーブル21が駆動部21aにて回転制御され、ターンテーブル上にワーク1を吸着保持する。
このワーク1に対して、近接及び離間制御された基部29と、これに連結した旋回アーム22を有する。
旋回アーム22は、要部のみを模式的に表してあり、基部29から図示を省略した支持部材等にてサーボモータ等の駆動部を取り付け、旋回中心O廻りに旋回制御されている。
旋回アーム22の両端部には、第1支持ロール23と第2支持ロール24とからなる一対の支持ロールを有する。
研磨テープ2は、リール26から送りロール25で送り出し、この一対の支持ロール23,24に掛け渡し、引きロール27を介してリール28側に戻される。
この際に、送りロール25と引きロール27の調整により、研磨テープ2に所定の張力がかかるように張設されている。
図3(a)〜(c)に対応させて、拡大図を図5(a)〜(c)に示した。
これにより、旋回アーム22を研磨テープ2が研削面に倣うように旋回させることで基板の端面の研削形状に合せて研磨できる。
旋回速度は、サーボモータにより制御されており、端面の形状や部位により研磨時間を調整できる。
研磨テープは、10μm以下の微粒子をポリエステル・ウレタン樹脂等と混合し、テープ基材上に塗布した固定砥粒研磨材である。
砥粒には、ホワイトアルミナ,グリーンカーボンランダム,ダイヤモンド等、各種材料が提案され、基板(ワーク)の材質により選定される。
研磨テープ2は、一対の支持ロール間に張設されているが、図3(a)〜(c)にて旋回アーム22が旋回される際に均一の接触圧がワーク1に加わるのが好ましい。
そこで、ワーク1の端面の上下中央部を旋回中心Oの位置に対応させてもよい。
また、図7に示すように研磨テープ2のワーク1に接触する位置を旋回中心よりも上部側、あるいは下部側にずらしてもよい。
このようにすると、研磨テープ2の旋回中にテープ面の砥粒がワーク1の接触面に沿って移動しながら研磨することになり、研磨量が増す。
また、図4に示すように、一旦ワーク1から後退させることも容易である。
この場合も図6(a)に示すように、第1支持ロール123と第2支持ロール124間の研磨テープ2にかかる張力を調整しながら、(a)では第1支持ロール123を第2支持ロール124より相対的に前進させ、上側の研削面1aを研磨し、その後に連続的に(b),(c)に示すように第1支持ロール123を後退させながら第2支持ロール124を前進させることで、順次基板の端面を倣うようにして研磨できる。
図7(b)には、第1支持ロール223と第2支持ロール224とを固定し、テンションロール223aを前進,後退移動することで、第1,第2支持ロールの相対移動と同様にすることもできる。
また、図10に示すように駆動盤41と従動盤42にて、一対の第1リンク43と第2リンク44とを保持した例を示す。
第1リンク43の後部側と第2リンク44の後部側とをそれぞれ旋回制御された駆動盤41に対向して軸部41b,41cにて軸着し、第1リンク43及び第2リンク44の途中を従動盤42に対向した軸部42b,42cにて軸着してある。
一対のリンクの先端側には、一対の支持ローラ43a,44aが取り付けられている。
駆動盤41は、サーボモータと軸連結41aしてあり、サーボモータの旋回制御により一対の支持ローラ43a,44aが相互に前進,後退移動する。
研磨テープ2は、一対のリンクの先の一対の支持ローラ43a,44a及び補助ローラ43b,44b及びテンションローラ25aにて張設されている。
本実施例は、旋回機構とリンク機構を組み合せることで、駆動部品とワークとの距離を長くすることができ、ワークの旋回時に駆動部品との干渉を避けることができる。
(b)に示したように、研磨テープを傾斜させると接触面積が増し、研磨効率が向上する。
また、図9に示すように研磨テープ2を斜めに旋回すると、ワーク1に形成されたVノッチ等のノッチ部1dの内部に研磨テープ2が折れ曲がるように入り込みやすくなる。
また、図9(b)に示すように自在に回転するバックアップローラ50の外周部に弾性体51を装着し、研磨テープ2の裏面からワークに向けて押圧(バックアップ)すると、ワーク1のノッチ部1dの研磨もしやすくなる。
図11には、バックアップローラー50のバックアップ力をスプリング等のバックアップ弾性手段52にて調整可能にした例を示す。
11 回転テーブル(回転保持手段)
12 砥石
13 砥石軸
20 研磨ステージ
22 旋回アーム
23 第1支持ロール
24 第2支持ロール
29 基部
30 搬送システム
41 駆動盤
42 従動盤
43 第1リンク
44 第2リンク
100 研削・研磨複合加工装置
Claims (7)
- ワークを研削加工するための研削ステージと、研磨加工するための研磨ステージと、前記研削ステージから研磨ステージへのワーク搬送手段とを備え、
前記研磨ステージは研磨テープを用いたテープ研磨手段を有することを特徴とする研削・研磨複合加工装置。 - 前記テープ研磨手段は、研磨テープを掛架した一対の支持ロールと、前記一対の支持ロールに掛架した研磨テープをワークの被研磨面に沿って倣うように前記一対の支持ロールを旋回させるための旋回手段又は前記一対の支持ロールをワークに向けて相対移動させるための移動制御手段を有することを特徴とする請求項1記載の研削・研磨複合加工装置。
- 前記一対の支持ロールは研磨テープの研磨面がワークの被研磨面に対して左右方向斜めに当接するように傾斜させるための傾斜制限手段を有することを特徴とする請求項2記載の研削・研磨複合加工装置。
- 前記一対の支持ロールに掛架した研磨テープを当該研磨テープの裏面側からワークに向けて押圧するバックアップ手段を有することを特徴とする請求項2記載の研削・研磨複合加工装置。
- 研磨テープを掛架した一対の支持ロールと、前記一対の支持ロールに掛架した研磨テープをワークの被研磨面に沿って倣うように前記一対の支持ロールを旋回させるための旋回手段又は前記一対の支持ロールをワークに向けて相対移動させるための移動制御手段を有することを特徴とする研磨装置。
- 前記一対の支持ロールは研磨テープの研磨面がワークの被研磨面に対して左右方向斜めに当接するように傾斜させるための傾斜制限手段を有することを特徴とする請求項5記載の研磨装置。
- 前記一対の支持ロールに掛架した研磨テープを当該研磨テープの裏面側からワークに向けて押圧するバックアップ手段を有することを特徴とする請求項5記載の研磨装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201720030271.0U CN206455519U (zh) | 2016-01-12 | 2017-01-11 | 研削/研磨复合加工装置以及研磨装置 |
| KR1020170005369A KR102637724B1 (ko) | 2016-01-12 | 2017-01-12 | 연삭·연마 복합가공장치 및 연마장치 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016003893 | 2016-01-12 | ||
| JP2016003893 | 2016-01-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017124484A true JP2017124484A (ja) | 2017-07-20 |
| JP6851068B2 JP6851068B2 (ja) | 2021-03-31 |
Family
ID=59365240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016232807A Active JP6851068B2 (ja) | 2016-01-12 | 2016-11-30 | 研削・研磨複合加工装置及び研磨装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6851068B2 (ja) |
| KR (1) | KR102637724B1 (ja) |
| CN (1) | CN206455519U (ja) |
| TW (1) | TWM546882U (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022036498A (ja) * | 2020-08-24 | 2022-03-08 | 株式会社サンシン | 研磨ロボット装置 |
| CN114523362A (zh) * | 2022-03-02 | 2022-05-24 | 安徽省久久门窗有限公司 | 一种智能铝合金窗框加工用切割端口打磨装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114589570B (zh) * | 2022-03-29 | 2023-08-25 | 南通海峰家居用品有限公司 | 一种用于金属门窗生产的边角打磨装置 |
| CN115771183B (zh) * | 2022-11-24 | 2023-05-26 | 江西麦丹永明木业有限公司 | 一种生态家具板生产用裁切装置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6243832B2 (ja) * | 1981-02-03 | 1987-09-17 | Shibayama Kikai Kk | |
| JP2009039853A (ja) * | 2007-07-18 | 2009-02-26 | Ebara Corp | 研磨装置 |
| JP2010023119A (ja) * | 2008-07-15 | 2010-02-04 | Okamoto Machine Tool Works Ltd | 半導体基板の平坦化装置および平坦化方法 |
| JP2012045629A (ja) * | 2010-08-24 | 2012-03-08 | Kakihara Kogyo Kk | 樹脂成形品のパートライン研磨装置及びその研磨方法 |
| JP2012111012A (ja) * | 2010-11-26 | 2012-06-14 | Ebara Corp | 固定砥粒を有する研磨テープを用いた基板の研磨方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59129654A (ja) * | 1983-01-06 | 1984-07-26 | Takegawa Tekko Kk | 両側面式研削研磨ベルトサンダ−機 |
| JP5379607B2 (ja) | 2009-08-27 | 2013-12-25 | 株式会社サンシン | 研磨方法及びその装置 |
-
2016
- 2016-11-30 JP JP2016232807A patent/JP6851068B2/ja active Active
-
2017
- 2017-01-09 TW TW106200340U patent/TWM546882U/zh unknown
- 2017-01-11 CN CN201720030271.0U patent/CN206455519U/zh active Active
- 2017-01-12 KR KR1020170005369A patent/KR102637724B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6243832B2 (ja) * | 1981-02-03 | 1987-09-17 | Shibayama Kikai Kk | |
| JP2009039853A (ja) * | 2007-07-18 | 2009-02-26 | Ebara Corp | 研磨装置 |
| JP2010023119A (ja) * | 2008-07-15 | 2010-02-04 | Okamoto Machine Tool Works Ltd | 半導体基板の平坦化装置および平坦化方法 |
| JP2012045629A (ja) * | 2010-08-24 | 2012-03-08 | Kakihara Kogyo Kk | 樹脂成形品のパートライン研磨装置及びその研磨方法 |
| JP2012111012A (ja) * | 2010-11-26 | 2012-06-14 | Ebara Corp | 固定砥粒を有する研磨テープを用いた基板の研磨方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022036498A (ja) * | 2020-08-24 | 2022-03-08 | 株式会社サンシン | 研磨ロボット装置 |
| CN114178949A (zh) * | 2020-08-24 | 2022-03-15 | 株式会社三信 | 研磨机器人装置 |
| JP7111778B2 (ja) | 2020-08-24 | 2022-08-02 | 株式会社サンシン | 研磨ロボット装置 |
| CN114178949B (zh) * | 2020-08-24 | 2024-02-06 | 株式会社三信 | 研磨机器人装置 |
| CN114523362A (zh) * | 2022-03-02 | 2022-05-24 | 安徽省久久门窗有限公司 | 一种智能铝合金窗框加工用切割端口打磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6851068B2 (ja) | 2021-03-31 |
| KR20170084704A (ko) | 2017-07-20 |
| TWM546882U (zh) | 2017-08-11 |
| KR102637724B1 (ko) | 2024-02-15 |
| CN206455519U (zh) | 2017-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6459524B2 (ja) | 複合研削盤および研削方法 | |
| US6685539B1 (en) | Processing tool, method of producing tool, processing method and processing apparatus | |
| US7238087B1 (en) | Planarizing device and a planarization method for semiconductor substrates | |
| TWI585838B (zh) | 基板背面之研磨方法及基板處理裝置 | |
| KR20230016590A (ko) | 경질 웨이퍼의 연삭 방법 | |
| JP6336772B2 (ja) | 研削研磨装置 | |
| JP6851068B2 (ja) | 研削・研磨複合加工装置及び研磨装置 | |
| TW200908124A (en) | Methods and apparatus for using a bevel polishing head with an efficient tape routing arrangement | |
| KR20000076987A (ko) | 피가공물 연삭방법 및 장치 | |
| JP4487353B2 (ja) | 研磨装置および研磨方法 | |
| CN114178949B (zh) | 研磨机器人装置 | |
| JP5898982B2 (ja) | 研削装置 | |
| JP7154690B2 (ja) | 研削砥石の目立て方法 | |
| JP7588494B2 (ja) | 被加工物の研削方法 | |
| WO2021117324A1 (ja) | 処理ユニットおよび基板処理装置 | |
| JP3323435B2 (ja) | 薄板状工作物の両面研削方法 | |
| JPH1148107A (ja) | 両面研削方法およびその装置 | |
| JP2010042453A (ja) | ダイシング装置及びブレード先端形状形成方法 | |
| JP2001138230A (ja) | 基板の表裏面の研削方法およびそれに用いる研削装置 | |
| CN210115769U (zh) | 倒角研削装置 | |
| JP2022095979A (ja) | 研磨ユニット | |
| JP5231107B2 (ja) | ウエーハの研削方法 | |
| JP4477974B2 (ja) | 研磨装置 | |
| JP5484172B2 (ja) | 研磨パッドのテーパ面形成方法 | |
| JP7817091B2 (ja) | ドレッシング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6851068 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |