JP2017126643A - 異方性磁気シールド材の製造方法 - Google Patents
異方性磁気シールド材の製造方法 Download PDFInfo
- Publication number
- JP2017126643A JP2017126643A JP2016004636A JP2016004636A JP2017126643A JP 2017126643 A JP2017126643 A JP 2017126643A JP 2016004636 A JP2016004636 A JP 2016004636A JP 2016004636 A JP2016004636 A JP 2016004636A JP 2017126643 A JP2017126643 A JP 2017126643A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- magnetic shield
- paint
- resin
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Laminated Bodies (AREA)
- Soft Magnetic Materials (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
電子機器等や、病院やオフィスビル等の建物の開口部を覆うことなく、開口部における磁気ノイズ等の流出・侵入を防止することのできる磁気シールド材の製造方法を提供することを課題とする。
【解決手段】
ウレタン樹脂、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂及びシリコーン樹脂から選択される1以上のバインダーと、厚さ2.0μm以下で、偏平状又は針状であり、アスペクト比が20以上である磁性フィラーとを含む磁気シールド塗料を、支持体上に塗布する工程Aと、工程Aで塗布した磁気シールド塗料に、同磁極の対向する磁場内を通過させることによって、磁束密度10000ガウス以上の磁場を印加する工程Bと、磁気シールド塗料を乾燥する工程Cとを有する、異方性磁気シールド材の製造方法。
【選択図】 図1
Description
まず、本発明に用いる磁気シールド塗料について説明をする。本発明に用いる磁気シールド塗料は、少なくとも、以下に挙げるバインダー及び磁性フィラーを含むものである。
本発明の工程Aは、上記の磁気シールド塗料を、支持体上に塗布する工程である。工程Aで用いる支持体としては、後述の工程Cにて磁気シールド塗料を乾燥させた際に、磁気シールド塗膜を剥離できるものであれば、特に制限はされない。例えば、ポリエステルフィルム、ポリカーボネートフィルム、ポリエチレンフィルム、テフロン(登録商標)フィルムなどのプラスチックフィルム、シリコン処理された剥離フィルム、離型処理が施された離型フィルム等が挙げられる。
本発明の工程Bは、工程Aで塗布した磁気シールド塗料を、例えば、ロール・トゥ・ロール方式等の公知の方法により搬送し、磁気シールド塗料が完全に乾燥する前に、同磁極の対向する磁場内を通過させることによって、磁束密度10000ガウス以上の磁場を印加する工程である。
工程Cは、工程Bにて磁場を印加された磁気シールド塗料を乾燥させる工程である。磁気シールド塗料を乾燥させる方法としては、特に限定されず、例えば、熱風乾燥炉により乾燥させるなどの公知の方法を用いることができる。なお、工程Cは、工程Bと同時に行なってもよい。
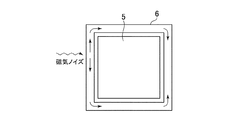
図2は、本発明の製造方法により得られた異方性磁気シールド材の使用態様の一例を表した模式図である。図2に示すように、開口部5の略全周囲に渡って、本発明の製造方法により得られた異方性磁気シールド材6を配置した場合、開口部5から流出しようとする磁気ノイズは、異方性磁気シールド材6の強い異方性により、図中の矢印に示すように、磁気シールド材6の中を循環し続け、減衰していく。従って、本発明の製造方法により製造された異方性磁気シールド材は、例えば、病院やオフィスビル、データセンターなどの窓や換気口などの開口部や、電子機器等の通気口などの開口部における磁気シールド材として、非常に有用である。
ロール・トゥ・ロール方式により、離型処理を施したポリエステルフィルム(東レ株式会社製、「ルミラー100S10」)を搬送しながら、該フィルム上に、ナイフコータを用いて、上記の磁気シールド塗料を塗布した。次に、該磁気シールド塗料が乾燥する前に、搬送される方向と垂直な方向に対向させたN極とN極の二つの磁石によって、磁束密度10000ガウスの磁場を印加した。フィルムを磁場内に通過させる速度は0.5m/分であった。次に、前記の通過させる速度のまま40℃で10分、次に40℃で10分、最後に80℃で10分の順番で3つの熱風乾燥炉内を通過させ、磁気シールド塗料を乾燥させた。乾燥後の磁気シールド塗膜の厚さは、200μmであった。磁気シールド塗膜を支持体から剥離し、実施例1の磁気シールド材を得た。
塗料に印加する磁束密度を表1に示すように変更したこと以外は、実施例1と同様の方法により、実施例2、及び比較例1の磁気シールド材を作製した。
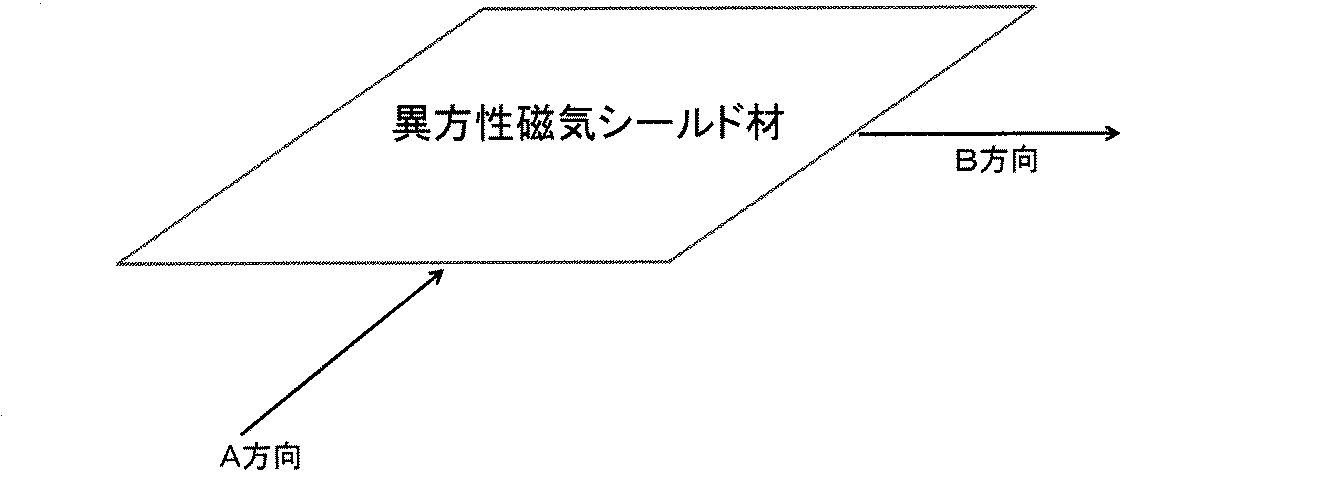
実施例1〜2及び比較例1にて得られた磁気シールド材について、振動試料型磁力計(株式会社東栄科学産業製、「PV−M10−5」)を用いて、最大印加磁場15kOeにおける飽和磁束密度Bs(ガウス)を測定し、異方性を評価した。具体的には、図3に示すように、磁気シールド材のA方向(磁性フィラーの配向方向)での飽和磁束密度Bs(A)と、B方向(磁性フィラーの配向方向と垂直な方向)での飽和磁束密度Bs(B)を測定して、Bs(A)−Bs(B)を計算し、以下のような基準で異方性を評価した。Bs(A)−Bs(B)の値、及び評価結果を、表2に示す。
異方性あり:Bs(A)−Bs(B)≧1500
異方性なし:Bs(A)−Bs(B)<1500
2 磁性フィラー
3 支持体
4 磁石
5 開口部
6 異方性磁気シールド材
Claims (4)
- ウレタン樹脂、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂及びシリコーン樹脂から選択される1以上のバインダーと、厚さ2.0μm以下で偏平状又は針状であり、アスペクト比が20以上である磁性フィラーとを含む磁気シールド塗料を、支持体上に塗布する工程Aと、
工程Aで塗布した磁気シールド塗料を、同磁極の対向する磁場内に通過させることによって、磁束密度10000ガウス以上の磁場を印加する工程Bと、
磁気シールド塗料を乾燥する工程Cと
を有する、異方性磁気シールド材の製造方法。 - 磁性フィラーが、Fe−Si−Al合金、Fe−Si合金、Fe−Si−Cr合金、Fe−Cr合金、Fe−Ni合金、Fe−Co合金、Feベースアモルファス、Coベースアモルファス、Mn−Zn系フェライト及びNi−Zn系フェライトから選択される1以上である、請求項1に記載の異方性磁気シールド材の製造方法。
- バインダーの固形分と磁性フィラーの質量比が30/70〜5/95である、請求項1又は2に記載の異方性磁気シールド材の製造方法。
- 工程Aが、乾燥後の膜厚が50〜500μmとなるように磁気シールド塗料を支持体上に塗布する工程である、請求項1〜3のいずれかに記載の異方性磁気シールド材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016004636A JP2017126643A (ja) | 2016-01-13 | 2016-01-13 | 異方性磁気シールド材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016004636A JP2017126643A (ja) | 2016-01-13 | 2016-01-13 | 異方性磁気シールド材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017126643A true JP2017126643A (ja) | 2017-07-20 |
Family
ID=59364586
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016004636A Pending JP2017126643A (ja) | 2016-01-13 | 2016-01-13 | 異方性磁気シールド材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017126643A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112469257A (zh) * | 2020-10-14 | 2021-03-09 | 北京航空航天大学 | 一种低噪声和高屏蔽系数的铁基非晶材料电磁屏蔽桶 |
| JP2021082665A (ja) * | 2019-11-15 | 2021-05-27 | 昭和電工マテリアルズ株式会社 | 電磁波シールド膜の製造方法 |
| CN113906528A (zh) * | 2019-05-15 | 2022-01-07 | 3M创新有限公司 | 用于优化膜特性的磁性填料的取向 |
| US20230039179A1 (en) * | 2020-01-15 | 2023-02-09 | Fujikura Kasei Co., Ltd. | Magnetic coating material, magnetic sheet, and metal compatible tag |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0722771A (ja) * | 1993-06-30 | 1995-01-24 | New Oji Paper Co Ltd | シート状磁気シールド材料及びその製造方法 |
| JP2003229694A (ja) * | 2002-02-05 | 2003-08-15 | Sony Corp | 電磁波吸収体およびその製造方法 |
-
2016
- 2016-01-13 JP JP2016004636A patent/JP2017126643A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0722771A (ja) * | 1993-06-30 | 1995-01-24 | New Oji Paper Co Ltd | シート状磁気シールド材料及びその製造方法 |
| JP2003229694A (ja) * | 2002-02-05 | 2003-08-15 | Sony Corp | 電磁波吸収体およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113906528A (zh) * | 2019-05-15 | 2022-01-07 | 3M创新有限公司 | 用于优化膜特性的磁性填料的取向 |
| US12075606B2 (en) | 2019-05-15 | 2024-08-27 | 3M Innovative Properties Company | Orientation of magnetic fillers to optimize film properties |
| JP2021082665A (ja) * | 2019-11-15 | 2021-05-27 | 昭和電工マテリアルズ株式会社 | 電磁波シールド膜の製造方法 |
| US20230039179A1 (en) * | 2020-01-15 | 2023-02-09 | Fujikura Kasei Co., Ltd. | Magnetic coating material, magnetic sheet, and metal compatible tag |
| US11948713B2 (en) * | 2020-01-15 | 2024-04-02 | Fujikura Kasei Co., Ltd. | Magnetic coating material, magnetic sheet, and metal compatible tag |
| CN112469257A (zh) * | 2020-10-14 | 2021-03-09 | 北京航空航天大学 | 一种低噪声和高屏蔽系数的铁基非晶材料电磁屏蔽桶 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101689418B (zh) | 磁片、磁片制造方法、天线及便携式通信仪器 | |
| JP4854690B2 (ja) | 磁性シート及びその製造方法 | |
| JP2017126643A (ja) | 異方性磁気シールド材の製造方法 | |
| KR100564784B1 (ko) | 전자 및 자기 실드용 연질자성 합금분말 및 이를 포함하는 실드부재 | |
| EP1819211A1 (en) | Electromagnetic interference inhibitor, antenna device and electronic communication apparatus | |
| KR101113624B1 (ko) | 자성 시트의 제조 방법 및 자성 시트 | |
| TWI512768B (zh) | A soft magnetic material, an electronic device, an antenna module, a mobile communication terminal, a method for manufacturing a soft magnetic material, and a method for manufacturing a laminated soft magnetic sheet | |
| KR100957478B1 (ko) | 비접촉형 데이터 송수신체 | |
| WO2007007428A1 (ja) | 難燃性軟磁性シート | |
| JPH10261516A (ja) | 電磁波及び磁気遮蔽用軟磁性粉末並びに遮蔽用シート | |
| JP6394137B2 (ja) | 塗膜 | |
| JP2020150036A (ja) | 磁性塗料組成物 | |
| JP2008183779A (ja) | 磁性シートの製造方法及び磁性シート | |
| JP2006146521A (ja) | 非接触型データ受送信体 | |
| JP2000244171A (ja) | 磁性シートの製造方法 | |
| JP5102704B2 (ja) | 磁性シート及び磁性シートの製造方法 | |
| JP5427301B2 (ja) | 磁性シートの製造方法及び磁性シート | |
| JP5285840B2 (ja) | 軟磁性シート | |
| JP7476456B2 (ja) | 磁性塗料、磁性シート、及び金属対応タグ | |
| JP4611767B2 (ja) | 非接触型データ受送信体 | |
| JP2012104765A (ja) | 磁性シート及びその製造方法 | |
| JP2006146520A (ja) | 非接触型データ受送信体 | |
| JP2002042321A (ja) | 磁気記録媒体 | |
| HK1139783B (en) | Magnetic sheet, method for producing the magnetic sheet, antenna, and portable communication device | |
| JP2002042320A (ja) | 磁気記録媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190820 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200331 |