JP2017128064A - 化粧シート及び透明樹脂シート - Google Patents
化粧シート及び透明樹脂シート Download PDFInfo
- Publication number
- JP2017128064A JP2017128064A JP2016009960A JP2016009960A JP2017128064A JP 2017128064 A JP2017128064 A JP 2017128064A JP 2016009960 A JP2016009960 A JP 2016009960A JP 2016009960 A JP2016009960 A JP 2016009960A JP 2017128064 A JP2017128064 A JP 2017128064A
- Authority
- JP
- Japan
- Prior art keywords
- transparent resin
- peak area
- layer
- decorative sheet
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
Description
これらの化粧シートは塩化ビニル樹脂を使用しないことで、焼却時における有毒ガス等の発生を抑制できる。しかし、特許文献1〜5に記載の化粧シートは、一般的なポリプロピレンシートもしくは軟質ポリプロピレンシートを使用しているために表面の耐傷性が悪く、耐傷性が、ポリ塩化ビニル製の化粧シートの耐傷性に比べ、はるかに劣っているものであった。
しかし、このような性能の化粧シートを用いた化粧板の用途が益々拡大しているとともに、消費者の品質に対する意識も益々高度化していることから、化粧シートに対し、表面の耐傷性やV溝曲げ加工等に対する耐後加工性の更なる向上が求められている。
ここで、下記(1)式におけるS040、S130、及びSamは、上記透明樹脂層をX線回折で測定して得られるX線回折スペクトルから求めたピーク面積である。S040はポリプロピレンα晶のミラー指数(040)によるピーク面積、S130はポリプロピレンα晶のミラー指数(130)によるピーク面積、Samは非晶質のピーク面積をそれぞれあらわす。
ピーク面積比x=(S040+S130)/(Sam) ・・・(1)式
ここで、下記(2)式におけるS040、S130、及びSamは、透明樹脂シートをX線回折して得られるX線回折スペクトルから算出したピーク面積であって、S040はポリプロピレンα晶のミラー指数(040)によるピーク面積、S130はポリプロピレンα晶のミラー指数(130)によるピーク面積、Samは非晶質のピーク面積をそれぞれあらわす。
ピーク面積比x=(S040+S130)/(Sam) ・・・(2)式
透明樹脂層に高い透明性を担保することで、例えば、透明樹脂層よりも下層に絵柄層を有する場合であれば、その絵柄層の絵柄に対し、意匠性の観点から高い透明性を具備可能となる。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
本実施形態の化粧シートは、結晶性ポリプロピレン樹脂を主成分とする透明樹脂層を有する化粧シートである。本実施形態では、透明樹脂層を透明樹脂シートで構成する場合を例示している。塗布によって透明樹脂層を形成してもよい。
「結晶性ポリプロピレン樹脂を主成分とする」とは、例えば透明樹脂層を構成する樹脂のうち、80質量%以上100質量%以下、好ましくは90質量%以上100質量%以下が結晶性ポリプロピレン樹脂であることを指す。
(3)式において、S040はポリプロピレンα晶のミラー指数(040)によるピーク面積、S130はポリプロピレンα晶のミラー指数(130)によるピーク面積、Samは非晶質のピーク面積をそれぞれあらわす。ここで、ミラー指数(040)のピークは2θ=16.8±0.5度、ミラー指数(130)のピークは2θ=18.5±0.5度、非晶質のピークは2θ=15±1.0度付近に現れる。
ピーク面積比x=(S040+S130)/(Sam) ・・・(3)式
ピーク面積比xが0.4未満とする場合、透明樹脂層の結晶化が不足することで、所望の耐傷性を有する化粧シートとすることができない。一方、ピーク面積比xを1.0よりも大きな値とする場合、耐傷性の向上が見込める一方で、透明樹脂層の脆化が顕著となり、延伸や折り曲げによって生じる白化により、化粧シートの意匠性が損なわれる。
ピーク面積比xを上記の範囲内とすることによって、極めて耐傷性に優れると同時に延伸や折り曲げによって生じる白化が化粧シートの意匠性を損なわない透明樹脂層(透明樹脂シート)を具備する化粧シートを提供することができる。
ピーク面積比xを上記の範囲内とするための製膜条件としては、ポリプロピレン樹脂の結晶化度を調整することができるものであればよく、本実施形態においては、樹脂温度、冷却温度、冷却時間などを調整することによって結晶化度を調整している。これらの条件のうち1つまたは複数をコントロールすることによって、ピーク面積比xを上記の範囲内に調整することができる。
ここで、樹脂温度とは、製膜時において溶融された樹脂が吐出される際の温度である。この樹脂温度を上げる、つまり高温にするほど、ピーク面積比xは大きくなる。冷却温度とは、吐出直後の樹脂を、冷却のために、溶融状態から融点以下の一定値に保つ温度のことである。例えば、結晶性ポリプロピレンの場合、樹脂の結晶化を進めるためには、冷却温度は、ポリプロピレン樹脂の結晶化速度が良好である50℃以上、130℃以下であることが望ましい。冷却時間は、樹脂が冷却温度±15℃以内にある時間である。通過時間を長くすることによりピーク面積比xは大きくなる。上述の条件を組み合わせることにより、樹脂中の結晶化および結晶サイズをコントロールして、ピーク面積比xを適切に調整することができる。
X線回折測定に関して説明する。
まず、X線回折測定とは、試料にX線を照射することにより、X線が原子の周りの電子により散乱、干渉した結果起こる回折スペクトルを利用して、物質に占める結晶の割合、結晶粒の大きさ、結晶の歪みに関する情報を得る測定方法である。
X線回折の具体的な測定方法は、物質に対して、原子の間隔と同程度の波長(0.5A〜3A)を有するX線を入射させ、各原子に所属する電子によりX線を散乱させ、散乱したX線の干渉波を検出する。上記方法によって、回折角2θを横軸に、検出したX線強度を縦軸にしてプロットしたグラフをX線回折スペクトルといい、結晶形ごとに固有のパターンが認められる。このとき、縦軸のX線強度は、結晶性樹脂の場合には結晶質部または非晶質部の量に比例して所定の回折角におけるピーク強度、およびピーク面積の値が変化するため、当該ピークの高さや面積から定量分析を行うことも可能である。
透明樹脂層に、ナノサイズの造核剤が添加されていることが好ましい。特に、ナノサイズの造核剤が、単層膜の外膜を具備するベシクルに造核剤が内包された、造核剤ベシクルの形で添加されていることが好ましい。
ポリプロピレン樹脂に対して造核剤ベシクルを添加することにより、ポリプロピレン樹脂の結晶化度を向上させて、極めて高い透明性を有する透明樹脂シートを得ることができる。
造核剤ベシクルは、超臨界逆相蒸発法によって作製することができる。
超臨界逆相蒸発法とは、超臨界状態または臨界点以上の温度条件下もしくは臨界点以上の圧力条件下の二酸化炭素を用いて対象物質を内包したナノサイズのベシクル(カプセル)を作製する方法である。超臨界状態の二酸化炭素とは、臨界温度(30.98℃)および臨界圧力(7.3773±0.0030MPa)以上の超臨界状態にある二酸化炭素を意味し、臨界点以上の温度条件下もしくは臨界点以上の圧力条件下の二酸化炭素とは、臨界温度だけ、あるいは臨界圧力だけが臨界条件を超えた条件下の二酸化炭素を意味する。
ナノサイズの造核剤を内包した造核剤ベシクルの平均粒径は、可視光波長(400〜750nm)の1/2以下、より具体的には200nm〜375nm以下とされていることが好ましい。なお、造核剤ベシクルは、樹脂組成物中においてはベシクルの外膜が破れてナノサイズの造核剤が露出している状態で存在している。造核剤の粒径を上記の範囲内のように極小サイズとすることにより、光の散乱を小さくして高い透明性を有する透明樹脂層を実現することができる。
リン脂質としては、ホスファチジルコリン、ホスファチジエタノールアミン、ホスファチジルセリン、ホスファチジン酸、ホスファチジルグリセルロール、ホスファチジルイノシトール、カルジオピン、黄卵レシチン、水添黄卵レシチン、大豆レシチン、水添大豆レシチン等のグリセロリン脂質、スフィンゴミエリン、セラミドホスホリエタノールアミン、セラミドホスホリルグリセロール等のスフィンゴリン脂質などが挙げられる。
なお、上記ペンタッド分率(mmmm分率)とは、質量数13の炭素C(核種)を用いた13C−NMR測定法(核磁気共鳴測定法)により、透明樹脂層を構成する樹脂組成物を所定の共鳴周波数にて共鳴させて得られる数値(電磁波吸収率)から算出されるものである。そして、このペンタッド分率(mmmm分率)は、樹脂組成物中の原子配置、電子構造、分子の微細構造を規定する。ポリプロピレン樹脂のペンタッド分率とは、13C−NMRにより求めたプロピレン単位が5個並んだ割合のことであって、結晶化度あるいは立体規則性の尺度として用いられる。そして、このようなペンタッド分率は、主に表面の耐傷性を決定付ける重要な要因の一つであり、基本的にはペンタッド分率が高いほどシートの結晶化度が高くなるため、耐傷性が向上する。
以下に本実施形態の化粧シートの構成の具体例を図1および図2を用いて説明する。
「第1実施形態の化粧シート」
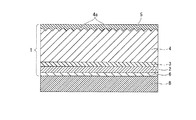
図1は、本実施形態の化粧シート1の第1実施形態を示し、化粧シート1の構成は、化粧シート1を貼り付ける基材B側からプライマー層6、基材層としての隠蔽層2、絵柄印刷層3、透明樹脂層4およびトップコート層5が順に積層されて形成されている。なお、基材Bとしては、木質ボード類(木質系基材)、無機系ボード類(複合版)、金属板などが挙げられる。
プライマー層6の材料としては、バインダーとしての硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変性物の中から適宜選定して用いることができる。これらは水性、溶剤系、エマルジョンタイプなど特にその形態を問わない。また、硬化方法についても、単独で硬化する一液タイプ、主剤と合わせて硬化剤を使用する二液タイプ、紫外線や電子線等の照射により硬化させるタイプなどから適宜選択して用いることができる。一般的な硬化方法としては、ウレタン系の主剤に対して、イソシアネート系の硬化剤を合わせることによって硬化させる二液タイプが用いられており、この方法は作業性、価格、樹脂自体の凝集力の観点から好適である。上記のバインダー以外には、顔料、染料などの着色剤、体質顔料、溶剤、各種添加剤などが添加されている。特に、プライマー層6においては、化粧シート1の最背面に位置するため、化粧シート1を連続的なプラスチックフィルム(ウエブ状)として巻き取りを行うことを考慮すると、フィルム同士が密着して滑りにくくなることや、剥がれなくなるなどのブロッキングが生じることを避けるとともに、接着剤との密着を高めるために、シリカ、アルミナ、マグネシア、酸化チタン、硫酸バリウムなどの無機充填剤を添加してもよい。層厚は、基材Bとの密着性を確保することが目的であるので、0.1μm〜3.0μmの範囲内とすることが好ましい。
基材層としての隠蔽層2の材料としては、基本的には、プライマー層6に使用される材料を用いることができるが、隠蔽性を重視すると、顔料としては不透明顔料である酸化チタン、酸化鉄などを用いることが好ましい。また、さらに隠蔽性を向上させるためには、金、銀、銅、アルミニウムなどの金属を添加することも好適である。一般的には、フレーク状のアルミニウムを添加させることが多い。隠蔽層2は、上記材料を用いて、コンマコーター、ナイフコーター、リップコーター、金属蒸着またはスパッタ法などにより形成することができる。層厚は、2μm未満では隠蔽性が不十分であり、10μmを超えると主成分としての樹脂材料の凝集力が弱くなるため、2μm〜10μmの厚さとすることが妥当である。
透明樹脂層4は、上述のように結晶性ポリプロピレン樹脂を主成分として構成される。透明樹脂層4には、必要に応じて既存の熱安定化剤、難燃剤、紫外線吸収剤、光安定化剤、ブロッキング防止剤、触媒捕捉剤、着色剤、光散乱剤および艶調整剤などの各種添加剤が添加される。
特に、本実施形態の化粧シート1においては、成形加工条件をコントロールして、フーリエ型赤外分光測定によって測定された赤外吸収スペクトルから上記の(3)式に基づき算出されるピーク面積比xが0.4以上とされた透明樹脂シート4を用いる。このとき、透明樹脂シート4の厚さは、例えば20〜200μmとする。成形加工条件の具体例としては、樹脂組成物の溶融温度、製膜に係る押出温度やロール温度などの温度条件、シートの巻き取り速度などの搬送条件などが挙げられ、これらの温度条件および搬送条件をコントロールすることによって、製膜時の冷却速度を調整して得られる透明樹脂シート4の結晶化度を調整し、上記ピーク面積比xを0.4以上としている。
熱安定化剤としては、フェノール系、硫黄系、リン系、ヒドラジン系などを用いることができる。難燃化剤としては、水酸化アルミニウム、水酸化マグネシウムなどを用いることができる。紫外線吸収剤としては、ベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系などを用いることができる。光安定化剤としては、ヒンダードアミン系などを用いることができる。
トップコート層5の材料としては、ポリウレタン系、アクリル系、アクリルシリコン系、フッ素系、エポキシ系、ビニル系、ポリエステル系、メラミン系、アミノアルキッド系、尿素系などから適宜選択して用いることができる。材料の形態も、水性、エマルジョン、溶剤系など特に限定するものではない。硬化方法についても、単独で硬化する一液タイプ、主剤と合わせて硬化剤を使用する二液タイプ、紫外線や電子線等の照射により硬化させるタイプなどから適宜選択して用いることができる。特に、ウレタン系の主剤に対して、イソシアネート系の硬化剤を混合して硬化させるものが作業性、価格、樹脂自体の凝集力などの観点から好適である。
ここで、透明樹脂シート4の詳しい製膜フローを説明する。まず、主成分としての結晶性ポリプロピレン樹脂に対して、上述のように既存の各種添加剤を添加した樹脂組成物のペレットを溶融押出機に投入し、加熱しながら混練してペレットを液状に溶融し、押出口に設けられたTダイから液状の樹脂組成物を下流側に設けられた冷却ロールに向けて所定の幅で押し出す。このとき、Tダイから押し出された液状の樹脂組成物は、当該冷却ロールに接触することで冷却温度にクエンチされた後、冷却温度近傍の温度で搬送される中で結晶化が進行する。当該冷却ロールは、ロールの中心軸周りに所定の回転速度で回転しており、冷却ロールに接触した樹脂組成物はシート状の透明樹脂シート4となり、所定の搬送速度で下流側へ搬送されて、最終的には巻き取りロールに巻き取られる。なお、本実施形態においては、得られる透明樹脂シート4のピーク面積比xを所定の範囲内とするために、製膜条件としての溶融押出機から押し出される樹脂組成物の温度、冷却ロールの温度およびシートの搬送速度を調整する。
第1実施形態の化粧シート1においては、プライマー層6は0.1〜3.0μm、隠蔽層2は2〜10μm、絵柄印刷層3は3〜20μm、透明樹脂層4としての透明樹脂シート4は20〜200μm、トップコート層5は3〜20μmとすることが望ましく、化粧シート1の総厚は30〜250μmの範囲内とすることが好適である。
図2は、本発明の化粧シート1の第2実施形態を示し、化粧シート1の構成は、化粧シート1を貼り付ける基材B側からプライマー層6、基材層としての原反層7、絵柄印刷層3、接着剤層8、透明樹脂層4およびトップコート層5が順に積層されて形成されている。なお、基材Bとしては、木質ボード類、無機系ボード類、金属板などが挙げられる。
プライマー層6、絵柄印刷層3、透明樹脂層4およびトップコート層5については、第1実施形態と同様の構成のものを用いることができる。
接着剤層8としては、アクリル系、ポリエステル系、ポリウレタン系などから選択して用いることができる。一般的には、作業性、価格、凝集力の高さから、主剤をウレタン系のポリオール、硬化剤をイソシアネートとした二液タイプの材料が用いられている。
第2実施形態の化粧シート1においては、原反層7は印刷作業性、コストなどを考慮して100μm〜250μm、接着剤層8は1μm〜20μm、透明樹脂層4は20μm〜200μm、トップコート層5は3μm〜20μmとすることが望ましく、化粧シート1の総厚は130μm〜500μmの範囲内とすることが好適である。
本実施形態の化粧シート1は、透明樹脂層4としての透明樹脂シート4について、結晶性ポリプロピレン樹脂を主成分とし、更に、X線回折測定において得られたX線回折スペクトルから(3)式を用いて算出されるピーク面積比xの値を、x≧0.4、より好ましくはx≧0.5の範囲内としている。
この構成によれば、従来の化粧シートと比較して耐傷性に優れた化粧シート1を提供することができる。
造核剤がナノサイズであることから、造核剤を添加しても透明性が担保される。
更に、ナノサイズの造核剤を、単層膜の外膜を具備するベシクルに内包させた造核剤ベシクルの形態で添加する。
この構成によれば、樹脂組成物中において造核剤の高い分散性を実現し、当該造核剤によって樹脂組成物の結晶化度を向上させて、高い透明性を備えた透明樹脂シート4を具備する化粧シート1を提供することができる。
<実施例1〜6、比較例1、2>
本発明に基づく実施例1〜6、および比較のための比較例1、2においては、高結晶性ホモポリプロピレン樹脂に対して、ヒンダードフェノール系酸化防止剤(イルガノックス1010、BASF社製)を500PPMと、ベンゾトリアゾール系紫外線吸収剤(チヌビン328、BASF社製)2000PPMと、ヒンダードアミン系光安定化剤(キマソーブ944、BASF社製)2000PPMと、リン酸エステル金属塩系造核剤(アデカスタブNA−21、ADEKA社製)1000PPMを添加した樹脂組成物を、溶融押出機を用いて上記の製膜フローを行うことにより、透明樹脂層4として、厚さ100μmの透明樹脂シート4をそれぞれ製膜した。
X線回折スペクトル測定は、X線回折装置RINT TTRIII(株式会社リガク製)を用い、平行法にて測定した。X線源にはCuを使用し、散乱X線はシンチレーションカウンタにて測定した。
本発明に基づく実施例7〜11においては、高結晶性ホモポリプロピレン樹脂に対して、ヒンダードフェノール系酸化防止剤(イルガノックス1010、BASF社製)500PPMと、ベンゾトリアゾール系紫外線吸収剤(チヌビン328、BASF社製)2000PPMと、ヒンダードアミン系光安定化剤(キマソーブ944、BASF社製)2000PPMと、造核剤ベシクル1000PPMを添加した樹脂を溶融押出機を用いて上記の製膜フローを行うことにより、透明樹脂層4として使用する厚さ100μmの透明樹脂シート4をそれぞれ製膜する。得られた各透明樹脂シート4のピーク面積比xを表1に示す。
上記の方法により得られた実施例1〜11および比較例1、2の化粧シート1について、耐傷性を評価するためのコインスクラッチ評価試験および透明性を評価するためのヘイズ値測定試験、後加工性を評価するための曲げ白化試験を行った。
<コインスクラッチ評価試験>
まず、コインスクラッチ評価試験は、上記方法によって得られた各化粧シート1の表面に硬貨を当接させた状態で治具を用いて固定し、当該治具に1、2、3、または4kgの荷重をかけたまま一定の速度で硬貨をスライドさせて、化粧シート1の表面にキズが付くか否かを検討し、耐傷性を評価した。
なお、本評価試験においては、床などの荷重が著しく加わる箇所へ利用する可能性もあることから、2kg以上の荷重においてキズが付かない化粧シート1を合格であると判定した。
ここで、ヘイズ値とは、物体の一方の面から入射した光が他方の面に出射する場合に、他方の面から出射した光線のすべての積分値(全光線透過率)から他方の面から出射した光線のうち直線成分のみの積分値(直線透過率)を指し引いた値(拡散透過率)を、全光線透過率で除した値を百分率で表した値であり、値が小さいほど透明性が高いことを表す。このヘイズ値は、結晶部における結晶化度や球晶サイズなどの物体の内部の状態によって決まる内部ヘイズと、入射面および出射面の凹凸の有無などの物体の表面の状態によって決まる外部ヘイズとによって決定付けされる。なお、本発明においては、単にヘイズ値と称する場合には、内部ヘイズおよび外部ヘイズとによって決定される値を意味する。本実施例においては、ヘイズ値測定試験は、ヘイズ値測定試験器(日本電色社製;NDH2000)を用いて、各透明樹脂シートについて行った。予め、サンプルホルダーに何も取り付けない状態でブランク測定を行っておく。各透明樹脂シートの測定においては、サンプルホルダーにサンプルを取り付けてブランク測定と同じ条件でサンプル透過測定を行い、サンプル透過測定とブランク測定との比を百分率で表したものをヘイズ値として算出した。そして、本発明においては、ヘイズ値が15%未満のものを合格であると判断した。
曲げ白化試験は、化粧シートをMDFといった木質建装材上に、適当な接着剤を用いて貼り付け、化粧シートの直下5μm付近まで達するように、化粧シート貼り付け面の裏面について木質建装材の端面から反対側の端面に向けて直線的な溝を切削し、溝に沿って化粧シートを木質建装材ごと90°に折り曲げ、化粧シートの意匠性が損なわれる程度の白化の有無を判定した。なお、曲げ白化評価は目視による官能評価によって行い、結果を表1に示す。
○:白化がない、もしくは僅かな白化
×:白化や亀裂あり
各実施例及び比較例について、上記のコインスクラッチ評価試験結果およびヘイズ値測定試験結果、曲げ白化評価結果を表1に示す。

またx>1.0である実施例11の透明樹脂層においては、コインスクラッチ評価やヘイズ値は合格であったものの、曲げ白化試験では白化が発生した。
以上の結果から、透明樹脂層4としての透明樹脂シート4のピーク面積比xは0.4以上、好ましくは、0.4≦x≦1.0とすることにより、耐傷性および透明性に優れると同時に延伸や折り曲げによって生じる白化が化粧シートの意匠性を損なわない化粧シート1を得ることができることが明らかとなった。
本発明の化粧シート1は、上記の実施形態および実施例に限定されるものではなく、発明の特徴を損なわない範囲において種々の変更が可能である。
2 隠蔽層
3 絵柄印刷層
4 透明樹脂層(透明樹脂シート)
4a エンボス模様
5 トップコート層
6 プライマー層
7 原反層
8 接着剤層
Claims (6)
- 結晶性ポリプロピレン樹脂を主成分とする透明樹脂層を有し、
上記透明樹脂層は、下記(1)式であらわされるピーク面積比xの値が0.4以上であることを特徴とする化粧シート。
ここで、下記(1)式におけるS040、S130、及びSamは、上記透明樹脂層をX線回折して得られるX線回折スペクトルから算出したピーク面積であって、S040はポリプロピレンα晶のミラー指数(040)によるピーク面積、S130はポリプロピレンα晶のミラー指数(130)によるピーク面積、Samは非晶質のピーク面積をそれぞれあらわす。
ピーク面積比x=(S040+S130)/(Sam) ・・・(1)式 - 上記透明樹脂層の上記ピーク面積比xが、0.4≦x≦1.0であることを特徴とする請求項1に記載の化粧シート。
- 上記透明樹脂層は、ナノサイズの造核剤を含有することを特徴とする請求項1または請求項2に記載の化粧シート。
- 上記ナノサイズの造核剤は、単層膜の外膜を具備するベシクルに造核剤が内包された状態で上記透明樹脂層に含有されることを特徴とする請求項3に記載の化粧シート。
- 結晶性ポリプロピレン樹脂を主成分とし、下記(2)式であらわされるピーク面積比xの値が0.4以上であることを特徴とする透明樹脂シート。
ここで、下記(2)式におけるS040、S130、及びSamは、上記透明樹脂シートをX線回折して得られるX線回折スペクトルから算出したピーク面積であって、S040はポリプロピレンα晶のミラー指数(040)によるピーク面積、S130はポリプロピレンα晶のミラー指数(130)によるピーク面積、Samは非晶質のピーク面積をそれぞれあらわす。
ピーク面積比x=(S040+S130)/(Sam) ・・・(2)式 - ナノサイズの造核剤を含有し、上記ナノサイズの造核剤は、単層膜の外膜を具備するベシクルに造核剤が内包された状態であることを特徴とする請求項5に記載した透明樹脂シート。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009960A JP6629602B2 (ja) | 2016-01-21 | 2016-01-21 | 化粧シート及び透明樹脂シート、並びに化粧シートの製造方法及び透明樹脂シートの製造方法 |
| AU2016311949A AU2016311949B2 (en) | 2015-08-24 | 2016-08-24 | Decorative sheet, and transparent resin sheet |
| ES16839318T ES2817405T3 (es) | 2015-08-24 | 2016-08-24 | Lámina decorativa y lámina de resina transparente |
| EP16839318.9A EP3342588B1 (en) | 2015-08-24 | 2016-08-24 | Decorative sheet, and transparent resin sheet |
| CN201680048570.5A CN107921766B (zh) | 2015-08-24 | 2016-08-24 | 装饰片及透明树脂片 |
| TW105127058A TWI735462B (zh) | 2015-08-24 | 2016-08-24 | 裝飾片及透明樹脂片 |
| KR1020187005439A KR102662189B1 (ko) | 2015-08-24 | 2016-08-24 | 화장 시트 및 투명 수지 시트 |
| TW108139642A TWI777101B (zh) | 2015-08-24 | 2016-08-24 | 裝飾片 |
| US15/754,250 US11230631B2 (en) | 2015-08-24 | 2016-08-24 | Decorative sheet, and transparent resin sheet |
| PL16839318T PL3342588T3 (pl) | 2015-08-24 | 2016-08-24 | Arkusz dekoracyjny i przezroczysty arkusz żywicy |
| PCT/JP2016/074667 WO2017033971A1 (ja) | 2015-08-24 | 2016-08-24 | 化粧シート及び透明樹脂シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009960A JP6629602B2 (ja) | 2016-01-21 | 2016-01-21 | 化粧シート及び透明樹脂シート、並びに化粧シートの製造方法及び透明樹脂シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017128064A true JP2017128064A (ja) | 2017-07-27 |
| JP6629602B2 JP6629602B2 (ja) | 2020-01-15 |
Family
ID=59395319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016009960A Active JP6629602B2 (ja) | 2015-08-24 | 2016-01-21 | 化粧シート及び透明樹脂シート、並びに化粧シートの製造方法及び透明樹脂シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6629602B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018144267A (ja) * | 2017-03-01 | 2018-09-20 | 凸版印刷株式会社 | 化粧シート及び透明樹脂シート、並びにそれらの製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1058596A (ja) * | 1996-08-21 | 1998-03-03 | Tokuyama Corp | 積層体 |
| JP2001114946A (ja) * | 1999-10-19 | 2001-04-24 | Mitsubishi Chem Mkv Co | 化粧シート用フィルム |
| JP2007077345A (ja) * | 2005-09-16 | 2007-03-29 | Masamitsu Nagahama | 樹脂材料、樹脂材料の製造方法、リポソームの使用 |
| JP2007100045A (ja) * | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | ポリオレフィン樹脂製品、ポリオレフィン樹脂製品の製造方法、粒状物の使用 |
| WO2008041649A1 (en) * | 2006-09-28 | 2008-04-10 | Toppan Printing Co., Ltd. | Decorative sheet and method for producing the same |
| JP2008296962A (ja) * | 2007-05-31 | 2008-12-11 | Toyo Seikan Kaisha Ltd | 電子レンジ適性及び香味保持性に優れたポリオレフィン系包装材 |
| JP2009013357A (ja) * | 2007-07-06 | 2009-01-22 | Idemitsu Unitech Co Ltd | ポリプロピレン成形品、シート状ポリプロピレン成形品およびポリプロピレン熱成形品の製造方法 |
| JP2011127013A (ja) * | 2009-12-18 | 2011-06-30 | Sumitomo Chemical Co Ltd | ポリプロピレンフィルム、ならびにそれを用いた偏光板、液晶パネルおよび液晶表示装置 |
| JP2016168830A (ja) * | 2014-11-11 | 2016-09-23 | 凸版印刷株式会社 | 化粧シート |
-
2016
- 2016-01-21 JP JP2016009960A patent/JP6629602B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1058596A (ja) * | 1996-08-21 | 1998-03-03 | Tokuyama Corp | 積層体 |
| JP2001114946A (ja) * | 1999-10-19 | 2001-04-24 | Mitsubishi Chem Mkv Co | 化粧シート用フィルム |
| JP2007077345A (ja) * | 2005-09-16 | 2007-03-29 | Masamitsu Nagahama | 樹脂材料、樹脂材料の製造方法、リポソームの使用 |
| JP2007100045A (ja) * | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | ポリオレフィン樹脂製品、ポリオレフィン樹脂製品の製造方法、粒状物の使用 |
| WO2008041649A1 (en) * | 2006-09-28 | 2008-04-10 | Toppan Printing Co., Ltd. | Decorative sheet and method for producing the same |
| JP2008296962A (ja) * | 2007-05-31 | 2008-12-11 | Toyo Seikan Kaisha Ltd | 電子レンジ適性及び香味保持性に優れたポリオレフィン系包装材 |
| JP2009013357A (ja) * | 2007-07-06 | 2009-01-22 | Idemitsu Unitech Co Ltd | ポリプロピレン成形品、シート状ポリプロピレン成形品およびポリプロピレン熱成形品の製造方法 |
| JP2011127013A (ja) * | 2009-12-18 | 2011-06-30 | Sumitomo Chemical Co Ltd | ポリプロピレンフィルム、ならびにそれを用いた偏光板、液晶パネルおよび液晶表示装置 |
| JP2016168830A (ja) * | 2014-11-11 | 2016-09-23 | 凸版印刷株式会社 | 化粧シート |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018144267A (ja) * | 2017-03-01 | 2018-09-20 | 凸版印刷株式会社 | 化粧シート及び透明樹脂シート、並びにそれらの製造方法 |
| JP7007546B2 (ja) | 2017-03-01 | 2022-01-24 | 凸版印刷株式会社 | 化粧シート及び透明樹脂シート、並びにそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6629602B2 (ja) | 2020-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6787642B2 (ja) | 化粧シート | |
| TWI735462B (zh) | 裝飾片及透明樹脂片 | |
| JP6787641B2 (ja) | 化粧シート | |
| JP2018144267A (ja) | 化粧シート及び透明樹脂シート、並びにそれらの製造方法 | |
| JP7276564B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP7276565B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2017128064A (ja) | 化粧シート及び透明樹脂シート | |
| JP6994633B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP7593436B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP7593437B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP7088247B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6994632B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2021000833A (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2018083421A (ja) | 化粧シート及び化粧シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6629602 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |