JP2017128751A - 高清浄鋼の製造方法 - Google Patents
高清浄鋼の製造方法 Download PDFInfo
- Publication number
- JP2017128751A JP2017128751A JP2016007223A JP2016007223A JP2017128751A JP 2017128751 A JP2017128751 A JP 2017128751A JP 2016007223 A JP2016007223 A JP 2016007223A JP 2016007223 A JP2016007223 A JP 2016007223A JP 2017128751 A JP2017128751 A JP 2017128751A
- Authority
- JP
- Japan
- Prior art keywords
- molten steel
- steel
- hot water
- slag
- inclusions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Treatment Of Steel In Its Molten State (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Abstract
【解決手段】一次精錬を行った溶鋼を出鋼し取鍋処理して溶製した後、タンディッシュ10に注湯して連続鋳造する方法であり、出鋼の際に、生石灰を投入すると共に、金属Al及び/又はこれを含むフラックスを添加して、スラグを改質処理し、スラグのT.Fe濃度とMnO濃度の合計を5質量%以下、溶鋼の溶存酸素濃度を100〜300ppmとした後、金属Alを添加し3〜10分撹拌処理して脱酸処理し、10分以上静置した溶鋼を、受湯部14と排湯部15を連通する溶鋼流路17を形成した堰13が内部に設けられ、溶鋼流路17の受湯部14側の開口部19の受湯部14の底面22からの高さ位置を、受湯部14の溶鋼深さの0.2倍以下としたタンディッシュ10に注湯し、溶鋼流路17で誘導加熱する。
【選択図】図1
Description
脱酸には、酸素と結合して酸化物を生成する元素の添加が一般に行われており、Al(アルミニウム)の他、Si(珪素)、C(炭素)、Ti(チタン)、Ca(カルシウム)、Zr(ジルコニウム)、REM(希土類金属)等を、脱酸材として用いることが知られている。
このうち、脱酸材として用いるAlは、安価で、かつ、強い脱酸効果があり、これを用いて製造した鋼材は、飲料缶の用途を含めて使用実績があるため、汎用性が高い。
更に、溶鋼中にアルミナが多量に存在すると、鋳造時において、浸漬ノズル内面へのアルミナの付着や凝集が促進され、鋳型(モールド)内での偏流発生やノズル閉塞が生じることに起因して、湯面の変動量が大きくなり、モールドパウダーの混入(パウダー系介在物)による品質劣化の原因となる。
なお、脱酸材としてAl以外の金属を用いた場合でも、生成した金属酸化物(介在物)は製品品質を損なう可能性があり、この点ではAlと同様である。
例えば、特許文献1には、スラグ改質後にガス吹込み用ランスにより、不活性ガスと共にCaO(生石灰)とAl2O3からなる粒状フラックスを吹付け、溶鋼中に浮遊しているスラグ系介在物と合体させ、更に取鍋底部よりArガス(アルゴンガス)を吹込み、スラグとの接触を避けながら不活性ガス下で脱酸を行うことにより、溶鋼中の介在物の浮上を促進して低減させる方法が開示されている。
詳細には、転炉内にCaOを投入し、スラグを固化させて取鍋へ出鋼し、取鍋上スラグに均一にAlを散布して、スラグ中の酸化鉄濃度を3質量%以下に改質する。更に、脱酸材として金属Alを添加し、生成する介在物の改質剤としてCaOを活用し、溶鋼の撹拌により介在物を浮上させる。
詳細には、精錬炉からの出鋼時に、出鋼流に向けて所定量のCaOを投入し、次いで出鋼後の取鍋スラグにスラグ改質剤として、金属Alを単体又は金属Alを含むフラックスの形態で添加する。更に、RH脱ガス設備で脱ガス処理を実施し、脱ガス処理中及び/又は脱ガス処理後に、CaO又はAl2O3を取鍋内スラグに添加し、スラグの(wt%CaO)/(wt%Al2O3)の値を0.4〜0.7の範囲内、SiO2濃度を2〜15wt%の範囲内に調整し、かつ、T.Fe濃度を3.0wt%以下に維持することにより、スラグ中の酸素による再酸化を防止する。
詳細には、出鋼時にスラグ改質剤を添加してスラグ中の低級酸化物の濃度を調整し、溶鋼環流式の脱ガス装置を用いて脱炭処理した後、Al脱酸処理の前及び/又は後で、スラグ改質剤を添加する。
前記出鋼工程での溶鋼の出鋼の際に、溶鋼及びスラグのいずれか一方又は双方に生石灰を投入すると共に、金属アルミニウム及び金属アルミニウムを含むフラックスのいずれか一方又は双方を添加して、スラグを改質処理し、スラグのT.Fe濃度とMnO濃度の合計を5質量%以下、かつ、溶鋼の溶存酸素濃度を100ppm以上300ppm以下の範囲とした後、
前記取鍋処理工程で溶鋼に金属アルミニウムを更に添加し、該溶鋼を3分以上10分以下撹拌処理して脱酸処理し、該脱酸処理から前記連続鋳造工程で連続鋳造を開始するまでに10分以上静置して、
前記連続鋳造工程では、溶鋼を受け入れる受湯部と該溶鋼を連続鋳造する鋳型に注入する排湯部とに区切る堰が内部に設けられ、前記受湯部と前記排湯部を連通する1又は複数の溶鋼流路が前記堰に形成され、しかも、前記溶鋼流路の受湯部側に位置する開口部の前記受湯部の底面からの高さ位置を、前記受湯部の溶鋼深さの0.2倍以下とした前記タンディッシュに、前記脱酸処理後に静置した溶鋼を注湯し、前記溶鋼流路を流れる溶鋼を誘導加熱する。
また、生石灰等の添加は、出鋼の状況等に応じ、溶鋼及びスラグの一方又は双方に対して行われる。
そして、生石灰と金属アルミニウムやこれを含むフラックス(以下、金属Al等ともいう)の添加は、同時に行ってもよく、また、別々に行ってもよい。この生石灰と金属Al等の添加方法は、操業状況によって種々変更できるが、例えば、出鋼時と出鋼後のいずれか一方のみで、生石灰と金属Al等の双方を添加してもよく、また、出鋼時に、生石灰と金属Al等の双方を添加し、更に出鋼後に、生石灰と金属Al等のいずれか一方のみを添加することもできる。
このとき、溶鋼には小さなアルミナ介在物が生成するが、その生成量が抑制されているため、この溶鋼を所定時間撹拌処理することで、生成した小さなアルミナ介在物を凝集させ合体させる(凝集合体)効果を促進できるものと考えられる。また、撹拌処理(脱酸処理)後の溶鋼を所定時間静置することで、粒径が大きなアルミナ介在物の浮上除去を促進でき、粒径が小さなアルミナ介在物の凝集合体の促進に伴う個数減少を促進できるものと考えられる。
そして、この溶鋼を、受湯部と排湯部とに区切る堰が内部に設けられ、この堰の所定高さ位置に受湯部と排湯部を連通する溶鋼流路が形成されたタンディッシュに注湯し、溶鋼流路で誘導加熱しながら連続鋳造するので、このタンディッシュにおいて、凝集合体させたアルミナ介在物の浮上除去効果が得られる。これは、排湯部の表層(湯面近傍)の溶鋼温度がタンディッシュ内で低下し、受湯部の溶鋼温度に比べて排湯部の表層の溶鋼温度が低くなり、排湯部の深さ方向で温度差が生じるため、この温度差に起因した溶鋼の対流(上昇流)により、溶鋼流路から排湯部へ流れる溶鋼中の介在物が浮上除去されることによる。
従って、従来よりもアルミナ介在物の個数を低減でき、特に粒径が20μm以下クラスのアルミナ介在物の個数を低減できる。
まず、本発明の高清浄鋼の製造方法に想到した経緯について説明する。
アルミナ介在物(以下、単に介在物ともいう)は、スラグ中のFeO、MnOや、溶鋼の溶存酸素などと、脱酸材であるAlとが反応することで生成する。
このため、転炉からの出鋼時(及び/又は出鋼後)のスラグ(及び/又は溶鋼)に、金属アルミニウム等を含むフラックス(スラグ改質剤)を添加するスラグ改質処理(一次脱酸処理又は一次脱酸ともいう)を行い、その後に行う脱酸処理(以下、最終脱酸ともいう)前にスラグのFeOやMnOの濃度を低下させる、即ちスラグの酸化度を下げることは、Al2O3の生成量を抑制するために有効である。
しかしながら、上記したスラグ改質を実施しても、溶鋼中に溶存酸素(フリー酸素)が残存するため、Al2O3の生成を完全に抑制することは不可能である。なお、生成当初のアルミナ介在物は、その粒径が小さく(20μm以下)、時間の経過によらずそのまま溶鋼内に残留する場合と、生成した介在物が時間経過と共に緩やかに凝集する場合とがある。
一方、前記した最終脱酸時のアルミナ生成量は、脱酸対象となる溶鋼中溶存酸素濃度と金属アルミニウムの添加量に支配される。即ち、最終脱酸前の溶鋼中溶存酸素濃度を低下させた上で、金属アルミニウムの添加量を低減し、溶鋼中溶存酸素以外(スラグ中のFeOやMnO)の酸素によるアルミニウム酸化(スラグなど)を抑制することが、極めて重要である。
上記したように、スラグ改質実施後の溶鋼中溶存酸素濃度を300ppm以下とすることで、金属アルミニウムによる最終脱酸までの時間帯で、微小介在物が生成することを抑制でき、本発明の課題解決に有効である。
これを防止するために、上記した改質処理時にスラグ改質剤としての生石灰を投入し、スラグ中のAl2O3成分の活量を下げることで、スラグへのAl2O3の吸収能を確保することができるため、生石灰の添加は有効である。なお、介在物が微小になるほど(例えば、20μm以下)、溶鋼への再度の混入が発生する可能性が高くなることから、生石灰の添加は、本発明のように微小な介在物の低減を課題とする発明にとって有効である。
取鍋を用いた溶鋼の撹拌処理は、一般に取鍋底部よりArガスを溶鋼中に吹込み、ガス気泡の浮上効果を用いることで行われ、取鍋内の溶鋼の成分や温度の均一化、また、介在物の浮上除去に用いられている。
本発明者らは、溶鋼の撹拌処理を行うに際し、アルミナの生成量(最終脱酸直後の介在物の存在状況)によって撹拌の寄与形態が異なることを、数々の実験等から知見した。その状況は、以下の通りである。
この場合、取鍋でのガス撹拌によるエネルギーは、その大半が既生成の粗大介在物の浮上運動に費やされるため、微小介在物の顕著な個数減少効果が小さい。また、微細な(20μm以下の)アルミナ介在物の個数が多いため、撹拌を行わずとも粒子同士の衝突頻度が高くなり、生成したアルミナ介在物は時間の経過と共に凝集合体による浮上が進む。しかし、取鍋での金属アルミニウムの添加により生成するアルミナ介在物の個数が多過ぎるため、粒径が増加していない介在物は、依然として溶鋼中に残存する。
このように、アルミナ介在物が比較的多い場合、撹拌による介在物除去の効果が不明瞭であると共に、所定の撹拌処理を行っても凝集合体しきれない微細な介在物の除去が困難であるため、撹拌処理の有無による介在物の粒度分布の大幅な変化が認められない。
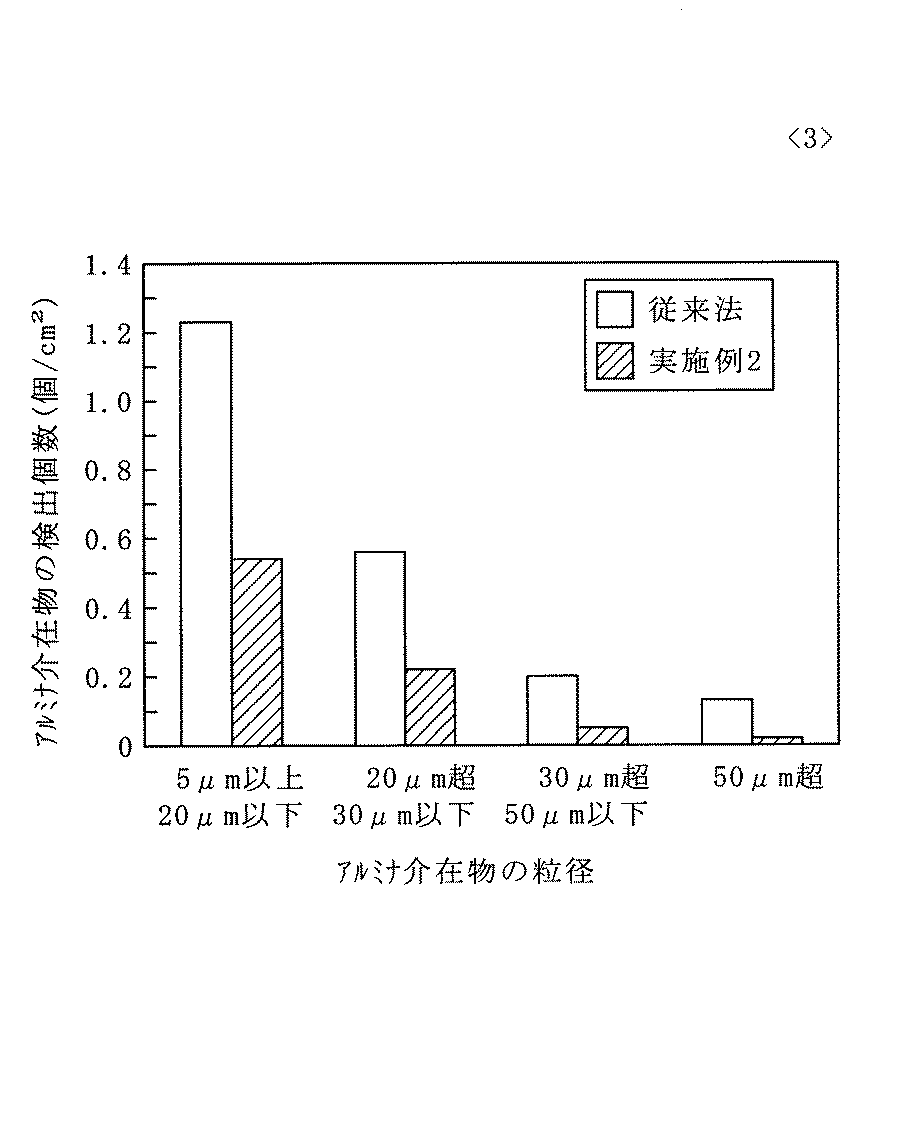
この場合、撹拌処理により、粒径が5〜20μmクラスの微小介在物の個数が減少し、30〜50μmクラスの介在物の個数が増加することを知見した。
これは、スラグ改質実施後の溶鋼に金属アルミニウムを添加し、この金属アルミニウムの添加直後にガス撹拌を施すことで、生成した、個数が少ない微細なアルミナ介在物のガス気泡による捕捉効果と、撹拌(流動)による介在物粒子の衝突に伴う凝集合体の効果が得られたことに起因するものと考えられる。
上記した撹拌処理によって凝集合体による浮上効果を更に高めるためには、撹拌処理(最終脱酸)後の静置が有効である。
凝集合体による粗大化により、介在物自体の浮力は大きくなるが、撹拌処理時はバブリングによる上昇流の形成と共に、それに相当する下降流も生じているため、撹拌処理のみでは介在物の浮上除去に不十分な場合がある。このため、撹拌処理後から連続鋳造開始までの間に10分以上、好ましくは30分以上の静置時間をとることで、介在物の浮上除去を著しく促進できる。
この浮上除去の促進は、特に粒径が70μm以上の介在物に有効である。なお、粒径が5〜50μm程度の介在物では、顕著な浮上除去効果は認められにくいが、凝集合体の促進効果は認められ、5〜20μmの介在物の個数減少には効果がある。
ここで、静置とは、例えば、溶鋼へガス吹込みや合金材投入を行うことなく、取鍋内の溶鋼に何らかの処理を施さない状態を指す。なお、取鍋へ保温材を投入することは、溶鋼の処理ではないため、静置中に保温材を投入しても差し支えない。
連続鋳造においては、連続鋳造速度に対応する量で溶鋼がタンディッシュに注湯されるため(例えば、8トン/分以下程度の量)、タンディッシュ内での溶鋼の流動速度が、取鍋のガス撹拌における溶鋼の撹拌流速よりも小さく、介在物の凝集合体の効果が望みにくい。
また、タンディッシュ内で溶鋼温度が低下すると、溶解度積の低下によって新たな微細アルミナの生成(2Al+3O→Al2O3)を招き、鋳造した鋳片中のアルミナ介在物の増加が顕著になる場合がある。
一方、タンディッシュ内で溶鋼を加熱することにより、新たなアルミナ介在物の生成を抑制する効果が期待できる。また、タンディッシュの内部に堰(仕切り壁)を立設し、タンディッシュ内の溶鋼に上昇流を発生(加熱後の溶鋼に発生)させると、タンディッシュ内の湯面に存在するスラグの撹拌効果を抑制した状態で、30〜50μm程度の粒子径を有する溶鋼中の介在物を浮上させ、これをスラグに捕捉させる効果が期待できる。
以下、図1を参照しながら、詳しく説明する。
本発明の一実施の形態に係る高清浄鋼の製造方法は、大気圧下で吹酸脱炭する一次精錬を行った(転炉で処理した)溶鋼を、少なくとも出鋼工程と合金添加を含む取鍋処理工程で順次処理して溶製した後、連続鋳造工程でタンディッシュ10に注湯して連続鋳造する方法である。
転炉吹錬等の一次精錬終了直後の転炉内のスラグ酸化度と溶鋼の溶存酸素濃度は、高い状態(スラグ酸化度:15質量%以上、溶鋼中溶存酸素濃度:600〜900ppm)である。
そこで、出鋼工程において、スラグ改質処理を行う。
具体的には、転炉内の溶鋼を取鍋に出鋼する際(出鋼時あるいは出鋼後)に、溶鋼及びスラグのいずれか一方又は双方に生石灰を投入すると共に、金属アルミニウム(単体)及び金属アルミニウムを含むフラックスのいずれか一方又は双方を添加する。
なお、スラグのT.Fe濃度とMnO濃度の合計は、前記した知見から5質量%以下(好ましくは3質量%以下、更に好ましくは2質量%以下)であればよく、その下限値については特に規定していないが、現実的には、例えば、0.5質量%程度である。
なお、溶鋼への金属アルミニウムの添加量は、アルミナ生成量の減少につなげるため少なくすることが好ましく、溶鋼中の溶存酸素量に応じて、例えば、溶鋼1トンあたり0.1〜2.4kg程度添加するのがよい。
この取鍋処理工程では、溶鋼の成分調整(最終成分)を考慮して、金属アルミニウムの添加と合金材の添加が行われる。
なお、溶鋼の撹拌処理には、取鍋の底部からAr(アルゴン)などの不活性ガスを吹込むガス撹拌(バブリング)を使用できる。
ここで、撹拌処理の時間(撹拌時間)が3分未満の場合、前記した撹拌の作用効果が顕著に得られない。一方、撹拌時間が10分超の場合、溶鋼の温度低下が大きくなり、新たなアルミナ介在物粒子が生成し易くなる。これは、前記した溶鋼の温度低下に伴う「2Al+3O→Al2O3」反応の溶解度積が低下することに起因する。
これにより、溶鋼中に生成した小さなアルミナ介在物の凝集合体の効果を促進できる。
なお、上記した最終脱酸、即ち金属アルミニウムの添加や撹拌処理は、例えば、簡易取鍋精錬設備(CAS)を用いて大気圧下で行われ、真空脱ガス設備(RH)を用いた真空下で行うものではない。このため、製造コストの低減が図れる。
なお、溶鋼の静置時間は、前記した知見から10分以上(好ましくは30分以上)であればよく、その上限値については特に規定していないが、静置時間が長くなるに伴い、溶鋼の温度低下が大きくなり、新たなアルミナ介在物粒子が生成し易くなることから、現実的には、例えば、60分程度である。
これにより、上記した撹拌処理の凝集合体による浮上効果を更に高めることができる。
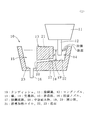
タンディッシュ10は、その内部が堰13により、溶鋼鍋11からロングノズル12を介して溶鋼を受け入れる受湯部14と、この溶鋼を連続鋳造する鋳型(図示しない)に注入する排湯部15とに分割されている。なお、排湯部15の底部には浸漬ノズル16が設けられ、排湯部15内の溶鋼を浸漬ノズル16を介して鋳型に注入する構成となっている。
受湯部14と排湯部15を分割する堰13には、この受湯部14と排湯部15を連通する溶鋼流路17を形成する中空耐火物18が設けられている。この中空耐火物18は、受湯部14側の開口部19から溶鋼を受け、この溶鋼を排湯部15側の開口部20から排湯部15へ排出するものである。この中空耐火物18内(溶鋼流路17)を流れる溶鋼は、誘導加熱装置(ここでは、誘導加熱コイル21)によって加熱する。
ここで、堰13に設ける中空耐火物18(溶鋼流路17)の数は、例えば、鋳造条件に応じて、1個でもよく、また、2個以上の複数個でもよい。なお、中空耐火物の数が複数個の場合は、全ての中空耐火物の受湯部側に位置する開口部の受湯部の底面からの高さ位置が、上記した条件を満足するように調整する。この中空耐火物18(溶鋼流路17)の長さ(堰13の厚み)は、例えば、500〜1500mm程度である。
そして、堰13と中空耐火物18は、いずれも耐火物で構成されているが、使用用途に応じて、同一材質で構成してもよく、また、異なる材質で構成してもよい。
更に、中空耐火物18(溶鋼流路17)は、受湯部14から排湯部15へかけて、下方に向けて傾斜させているが、水平でもよい。また、排湯部15の底面23の深さ位置は、受湯部14の底面22の深さ位置よりも深くしているが、同一の深さでもよい。
なお、溶鋼流路は、中空耐火物によって形成することに限定されるものではなく、例えば、堰に孔を貫通(貫通孔)させることで形成することもできる。
一般に、排湯部15の表層の溶鋼温度はタンディッシュ10内で低下するため、受湯部14の溶鋼温度に比べて排湯部15の表層の溶鋼温度は低くなり、排湯部15の深さ方向で溶鋼に温度差が生じる。このため、中空耐火物18から排湯部15へ排出される溶鋼は、中空耐火物18内で誘導加熱されない場合であっても、上記した温度差によって溶鋼の対流(上昇流)が生じ、この対流によって、中空耐火物18から排湯部15へ排出される溶鋼中の介在物が浮上除去される。
また、鋳造時間が長くなってタンディッシュ10内で溶鋼温度が低下すると、溶鋼粘性の上昇に起因して介在物の浮力が弱まり、介在物の浮上効率の悪化を招くと共に、アルミナ生成反応(2Al+3O→Al2O3)の溶解度積が低下し、20μm未満の微細なAl2O3が新たに生成(二次生成)することが懸念される。
更に、前記した介在物の浮上を促進し、新たな微細Al2O3の生成を抑制するため、タンディッシュ内に受湯部14と排湯部15に区切る堰13を設け、この受湯部14と排湯部15を、堰13に設けられた中空耐火物18で連通させ、この中空耐火物18内の溶鋼を誘導加熱する。
従って、得られた溶鋼を連続鋳造することで、従来よりもアルミナ介在物の個数を低減でき、特に粒径が20μm以下クラスのアルミナ介在物の個数を低減した鋼材(鋳片)を製造できる。特に、この鋼材は、介在物の含有量規制に対して最も要求の厳しい飲料缶用鋼板などの製造時においても、介在物に起因する製品不合(製品不良)を著しく低減できることが可能となる。
ここでは、以下の方法を基本として各条件を変更し、鋳片の清浄性の評価を行った。
350トンの転炉にて一次精錬を行った後、取鍋内に出鋼した(出鋼後の)溶鋼(炭素濃度:0.037質量%、溶鋼中溶存酸素濃度:700ppm)に、溶鋼1トンあたり0.9kgの生石灰を投入し、同時に、金属アルミニウムを含むフラックス(アルミドロス)を、溶鋼1トンあたり1.4kg添加した。その後、簡易取鍋精錬設備(CAS)にて、取鍋内の溶鋼に金属アルミニウムを、溶鋼1トンあたり0.1〜2.4kg添加し、更に2〜14分間の取鍋バブリング処理(撹拌処理)を施した後、鋳造開始まで7〜45分間静置した。
そして、この取鍋内の溶鋼をタンディッシュに注湯して、連続鋳造を実施した。このタンディッシュは、受湯部と排湯部が堰によって区切られ、この受湯部と排湯部が堰に設けられた中空耐火物によって連通(受湯部内の溶鋼は中空耐火物からのみ排湯部へ供給)され、この中空耐火物内の溶鋼を誘導加熱可能な構造となっている。なお、中空耐火物の受湯部側の開口部の下端の、受湯部の底面からの高さ位置は、受湯部の浴深Hの0.2倍(0.2×H)の位置とした。
試験条件とその結果及び評価を、表1に示す。
また、「最終脱酸前」の欄には、撹拌処理直前の金属アルミニウム添加前(スラグ改質を行った場合は改質後)のスラグ酸化度((%T.Fe)+(%MnO))と溶鋼の溶存酸素濃度([O](ppm))を記載している。
そして、「取鍋」の欄には、取鍋での撹拌処理の時間(撹拌時間)と静置時間を記載している。なお、「静置後T.[O]」の欄には、取鍋で撹拌処理して静置した後の溶鋼のトータル酸素濃度(T.[O](ppm))を記載している。
更に、「鋳片」の欄のうち、「T.[O](ppm)」の欄には、連続鋳造を行った後の鋳片のトータル酸素濃度を記載し、「介在物個数」の欄には、代表位置から切り出したサンプル(25mm角)を光学顕微鏡で調査した結果(アルミナ介在物の個数)を記載している。
なお、「評価」は、「介在物個数」の結果が1.00(個/cm2)以下の場合を清浄性が良好(○)と判断し、1.00(個/cm2)超の場合を清浄性が悪い(×)と判断した。
この場合、スラグ改質によるアルミナ系介在物(カルシウムアルミネート)の浮上除去効果、スラグ改質後の最終脱酸によるアルミナ介在物の生成抑制効果、溶鋼の撹拌処理による小さなアルミナ介在物の凝集合体効果、溶鋼の静置による大きなアルミナ介在物の浮上除去効果、及び、タンディッシュによる凝集合体したアルミナ介在物の浮上除去効果が得られた。
その結果、表1に示すように、鋳片のトータル酸素濃度を低減できると共に、鋳片中に存在するアルミナ介在物の個数を低減でき、鋳片の清浄性を良好にできた(評価:○)。
この場合、スラグ改質を施さなかったため、溶鋼に添加する金属アルミニウム量を多くしなければならず、アルミナ介在物が多く生成し、溶鋼の撹拌処理による小さなアルミナ介在物の凝集合体効果や、静置によるアルミナ介在物の浮上除去効果が十分に得られなかった。
その結果、表1に示すように、鋳片中に存在するアルミナ介在物の個数が多くなり、鋳片の清浄性が悪くなった(評価:×)。
この場合、比較例8においては、撹拌時間が不足して撹拌処理による小さなアルミナ介在物の凝集合体効果が十分に得られず、また、比較例9においては、撹拌時間の長期化に伴い溶鋼温度が低下して多くのアルミナ介在物が生成した。
その結果、表1に示すように、鋳片中に存在するアルミナ介在物の個数が多くなり、鋳片の清浄性が悪くなった(評価:×)。
この場合、静置時間が不足して、静置によるアルミナ介在物の浮上除去に要する時間を十分に確保できず、表1に示すように、鋳片中に存在するアルミナ介在物の個数が多くなって、鋳片の清浄性が悪くなった(評価:×)。
この場合、撹拌処理による小さなアルミナ介在物の凝集合体効果が得られず、表1に示すように、鋳片中に存在するアルミナ介在物の個数が多くなり、鋳片の清浄性が悪くなった(評価:×)。
この場合、スラグ改質を施さなかったため、溶鋼に添加する金属アルミニウム量が多くなり、アルミナ介在物が多く生成し、また、溶鋼の撹拌処理や静置による効果も得られなかった。
その結果、表1に示すように、鋳片中に存在するアルミナ介在物の個数が多くなり、鋳片の清浄性が悪くなった(評価:×)。
即ち、5μm以上20μm以下と20μm超30μm以下の個数割合の、実施例2の従来法に対する減少分が、30μm超50μm以下の個数割合の、実施例2の従来法に対する増加分に相当する。これは、実施例2が、最終脱酸前にスラグ改質を行っているため、溶鋼中のアルミナ介在物量を少なくでき、その結果、溶鋼の撹拌処理と静置による小さなアルミナ介在物の凝集合体効果が得られたことに起因するものと考えられる。
なお、ここでは、出鋼後の溶鋼に、生石灰とフラックスを同時に添加した場合について説明したが、出鋼の際(出鋼時及び/又は出鋼後)に生石灰及び/又はフラックス(金属アルミニウム単体でもよい)を添加すれば、添加の形態に影響されることなく、略同様の傾向が得られた。
従って、本発明の高清浄鋼の製造方法を用いることで、従来よりもアルミナ介在物の個数を低減でき、特に粒径が20μm以下クラスのアルミナ介在物の個数を低減できることを確認できた。
また、前記実施の形態においては、一次精錬を行った溶鋼を、出鋼工程と取鍋処理工程で順次処理して溶製した後、連続鋳造工程で連続鋳造した場合について説明したが、連続鋳造工程前に、必要に応じて、出鋼工程と取鍋処理工程以外の工程を行ってもよい。
更に、前記実施の形態においては、スラグ改質と最終脱酸の際に、金属アルミニウムの添加を行った場合について説明したが、スラグ改質と最終脱酸の間に、更に1回又は2回以上の複数回、金属アルミニウムの添加を行ってもよい。
Claims (1)
- 大気圧下で吹酸脱炭する一次精錬を行った溶鋼を、少なくとも出鋼工程と合金添加を含む取鍋処理工程で順次処理して溶製した後、連続鋳造工程でタンディッシュに注湯して連続鋳造する高清浄鋼の製造方法において、
前記出鋼工程での溶鋼の出鋼の際に、溶鋼及びスラグのいずれか一方又は双方に生石灰を投入すると共に、金属アルミニウム及び金属アルミニウムを含むフラックスのいずれか一方又は双方を添加して、スラグを改質処理し、スラグのT.Fe濃度とMnO濃度の合計を5質量%以下、かつ、溶鋼の溶存酸素濃度を100ppm以上300ppm以下の範囲とした後、
前記取鍋処理工程で溶鋼に金属アルミニウムを更に添加し、該溶鋼を3分以上10分以下撹拌処理して脱酸処理し、該脱酸処理から前記連続鋳造工程で連続鋳造を開始するまでに10分以上静置して、
前記連続鋳造工程では、溶鋼を受け入れる受湯部と該溶鋼を連続鋳造する鋳型に注入する排湯部とに区切る堰が内部に設けられ、前記受湯部と前記排湯部を連通する1又は複数の溶鋼流路が前記堰に形成され、しかも、前記溶鋼流路の受湯部側に位置する開口部の前記受湯部の底面からの高さ位置を、前記受湯部の溶鋼深さの0.2倍以下とした前記タンディッシュに、前記脱酸処理後に静置した溶鋼を注湯し、前記溶鋼流路を流れる溶鋼を誘導加熱することを特徴とする高清浄鋼の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016007223A JP6547638B2 (ja) | 2016-01-18 | 2016-01-18 | 高清浄鋼の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016007223A JP6547638B2 (ja) | 2016-01-18 | 2016-01-18 | 高清浄鋼の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017128751A true JP2017128751A (ja) | 2017-07-27 |
| JP6547638B2 JP6547638B2 (ja) | 2019-07-24 |
Family
ID=59396047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016007223A Active JP6547638B2 (ja) | 2016-01-18 | 2016-01-18 | 高清浄鋼の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6547638B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214057A (ja) * | 2018-06-11 | 2019-12-19 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP2021013942A (ja) * | 2019-07-11 | 2021-02-12 | 日本製鉄株式会社 | 連続鋳造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002153953A (ja) * | 2000-11-16 | 2002-05-28 | Sumitomo Metals (Kokura) Ltd | 連続鋳造方法 |
| JP2014025111A (ja) * | 2012-07-27 | 2014-02-06 | Jfe Steel Corp | 高清浄度鋼の製造方法 |
-
2016
- 2016-01-18 JP JP2016007223A patent/JP6547638B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002153953A (ja) * | 2000-11-16 | 2002-05-28 | Sumitomo Metals (Kokura) Ltd | 連続鋳造方法 |
| JP2014025111A (ja) * | 2012-07-27 | 2014-02-06 | Jfe Steel Corp | 高清浄度鋼の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214057A (ja) * | 2018-06-11 | 2019-12-19 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP7238275B2 (ja) | 2018-06-11 | 2023-03-14 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP2021013942A (ja) * | 2019-07-11 | 2021-02-12 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP7215361B2 (ja) | 2019-07-11 | 2023-01-31 | 日本製鉄株式会社 | 連続鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6547638B2 (ja) | 2019-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6686837B2 (ja) | 高清浄鋼の製造方法 | |
| JP6686838B2 (ja) | 高清浄鋼の製造方法 | |
| JP5904237B2 (ja) | 高窒素鋼の溶製方法 | |
| JP6593233B2 (ja) | 高清浄鋼の製造方法 | |
| JP5277556B2 (ja) | 含Ti極低炭素鋼の溶製方法及び含Ti極低炭素鋼鋳片の製造方法 | |
| JP6428307B2 (ja) | 高清浄鋼の製造方法 | |
| CN103088187B (zh) | 钢的制造方法 | |
| JP6443200B2 (ja) | 高清浄鋼の製造方法 | |
| JP6547638B2 (ja) | 高清浄鋼の製造方法 | |
| JP3893770B2 (ja) | 高清浄極低炭素鋼の溶製方法 | |
| JP5217478B2 (ja) | 極低炭素鋼の溶製方法 | |
| TW201331377A (zh) | 高清淨度鋼的熔製方法 | |
| JP3627755B2 (ja) | S含有量の極めて少ない高清浄度極低炭素鋼の製造方法 | |
| KR101258785B1 (ko) | 듀플렉스 스테인리스강 제조 방법 | |
| KR100368239B1 (ko) | 고청정강의 정련방법 | |
| KR100399220B1 (ko) | 전기강판제조용용강정련방법 | |
| JP7035871B2 (ja) | 高清浄鋼の溶製方法 | |
| JP6337681B2 (ja) | 溶鋼の減圧精錬方法 | |
| JPH07224317A (ja) | 高清浄度鋼の製造方法 | |
| JP7468567B2 (ja) | 溶鋼の脱窒処理方法 | |
| JP2001105101A (ja) | 薄板用鋼板の溶製方法 | |
| JP5515651B2 (ja) | 溶鋼の脱硫方法 | |
| JP7035870B2 (ja) | 高清浄鋼の溶製方法 | |
| JP2019000903A (ja) | 鋼の溶製方法及び連続鋳造方法 | |
| KR100979023B1 (ko) | 용강의 연연주방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180905 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190522 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190528 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190610 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6547638 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |