JP2017132023A - 排気機構 - Google Patents
排気機構 Download PDFInfo
- Publication number
- JP2017132023A JP2017132023A JP2016016398A JP2016016398A JP2017132023A JP 2017132023 A JP2017132023 A JP 2017132023A JP 2016016398 A JP2016016398 A JP 2016016398A JP 2016016398 A JP2016016398 A JP 2016016398A JP 2017132023 A JP2017132023 A JP 2017132023A
- Authority
- JP
- Japan
- Prior art keywords
- exhaust
- processing chamber
- atmosphere
- processing
- chuck table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
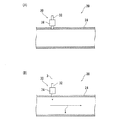
【解決手段】被加工物を保持するチャックテーブル(8)と、砥石工具(14)が装着される加工ユニット(10)と、を備え、チャックテーブルに保持された被加工物に加工液を供給しながら、加工ユニットで被加工物を加工する加工装置(2)の排気機構(20)であって、チャックテーブルと加工ユニットとを収容する加工室(6a)と、所定の吸引力を発生する吸引源と加工室とに接続され、加工室で発生する加工液のミストと加工屑とを含む雰囲気(1)を加工室から排出する排気路(22,24,26,28)と、加工室からの雰囲気の排出を検出する排気検出ユニット(30)と、を備え、排気検出ユニットは、一端が加工室又は排気路に接続され、他端が大気に開放される気体流量計であり、雰囲気の排出に伴い加工室又は排気路に流入する大気(3)の流量を検出する。
【選択図】図2
Description
4 基台
6 筐体
6a 加工室
6b,6d 排気口
6c 外壁
8 チャックテーブル
10 切削ユニット(加工ユニット、加工手段)
12a,12b 扉
14 切削ブレード(砥石工具)
16 ノズル
18 モニタ
20 排気機構
22 第1の排気管(排気路)
24 第2の排気管(排気路)
26 内部吸引源(排気路)
28 第3の排気管(排気路)
30 排気検出ユニット(排気検出手段、気体流量計)
32 検出管
34 流量センサ
1 雰囲気
3 大気(外気)
Claims (2)
- 被加工物を保持するチャックテーブルと、砥石工具が装着される加工ユニットと、を備え、該チャックテーブルに保持された被加工物に加工液を供給しながら、該加工ユニットで被加工物を加工する加工装置の排気機構であって、
該チャックテーブルと該加工ユニットとを収容する加工室と、
所定の吸引力を発生する吸引源と該加工室とに接続され、該加工室で発生する該加工液のミストと加工屑とを含む雰囲気を該加工室から排出する排気路と、
該加工室からの該雰囲気の排出を検出する排気検出ユニットと、を備え、
該排気検出ユニットは、一端が該加工室又は該排気路に接続され、他端が大気に開放された気体流量計であり、該雰囲気の排出に伴い該加工室又は該排気路に流入する大気の流量を検出することを特徴とする排気機構。 - 該気体流量計は、大気が流入する際の経路となる検出管を有し、
該検出管の内径は、該排気路の内径より小さいことを特徴とする請求項1に記載の排気機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016016398A JP2017132023A (ja) | 2016-01-29 | 2016-01-29 | 排気機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016016398A JP2017132023A (ja) | 2016-01-29 | 2016-01-29 | 排気機構 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017132023A true JP2017132023A (ja) | 2017-08-03 |
Family
ID=59501974
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016016398A Pending JP2017132023A (ja) | 2016-01-29 | 2016-01-29 | 排気機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017132023A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114290218A (zh) * | 2021-12-29 | 2022-04-08 | 杭州峻锋模具有限公司 | 基于注塑件的高精度表面抛光系统及其工艺 |
| JP2023016377A (ja) * | 2021-07-21 | 2023-02-02 | 株式会社ディスコ | 監視システム |
| JP2023179005A (ja) * | 2022-06-07 | 2023-12-19 | 株式会社ディスコ | 加工装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002316292A (ja) * | 2001-04-16 | 2002-10-29 | Takeuchi Seisakusho:Kk | 工作機械の加工空間領域内の集塵能力低下検出装置 |
| JP2007130730A (ja) * | 2005-11-11 | 2007-05-31 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2010216768A (ja) * | 2009-03-18 | 2010-09-30 | Rinnai Corp | 加熱調理器 |
-
2016
- 2016-01-29 JP JP2016016398A patent/JP2017132023A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002316292A (ja) * | 2001-04-16 | 2002-10-29 | Takeuchi Seisakusho:Kk | 工作機械の加工空間領域内の集塵能力低下検出装置 |
| JP2007130730A (ja) * | 2005-11-11 | 2007-05-31 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2010216768A (ja) * | 2009-03-18 | 2010-09-30 | Rinnai Corp | 加熱調理器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023016377A (ja) * | 2021-07-21 | 2023-02-02 | 株式会社ディスコ | 監視システム |
| CN114290218A (zh) * | 2021-12-29 | 2022-04-08 | 杭州峻锋模具有限公司 | 基于注塑件的高精度表面抛光系统及其工艺 |
| CN114290218B (zh) * | 2021-12-29 | 2022-10-04 | 杭州峻锋模具有限公司 | 基于注塑件的高精度表面抛光系统及其工艺 |
| JP2023179005A (ja) * | 2022-06-07 | 2023-12-19 | 株式会社ディスコ | 加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107088971B (zh) | 加工装置 | |
| CN104108140B (zh) | 切削装置 | |
| TWI672193B (zh) | 切削裝置 | |
| JP2017132023A (ja) | 排気機構 | |
| TW201417952A (zh) | 基板的研磨異常檢測方法及研磨裝置 | |
| US20180056478A1 (en) | Method for measuring the thickness of flat workpieces | |
| KR20140111965A (ko) | 연마 장치 및 연마 방법 | |
| JP2010519045A (ja) | 保護ガスを測定する装置および方法 | |
| CN107379290A (zh) | 切削装置 | |
| JP4708966B2 (ja) | 切削装置 | |
| JP5731806B2 (ja) | 研削装置 | |
| CN107186900A (zh) | 不良检测方法 | |
| CN108511367B (zh) | 加工液提供装置 | |
| JP6486752B2 (ja) | 乾式研磨装置 | |
| JP7165064B2 (ja) | リニアゲージ | |
| TWI770309B (zh) | 檢查器、液體供給裝置及保護膜被覆裝置 | |
| JP2017094417A (ja) | 加工装置 | |
| US20240033828A1 (en) | Additive manufacturing apparatus, multi-tasking apparatus, method for controlling additive manufacturing apparatus, and computer-readable storage medium storing control program for additive manufacturing apparatus | |
| JP2009240898A (ja) | 霧状液体流量測定装置及び霧状液体流量測定方法 | |
| JP2020122712A (ja) | 水位センサおよび純水精製装置 | |
| TW202420428A (zh) | 保持面的維持方法 | |
| JP2003068690A (ja) | 研削装置 | |
| TW202305916A (zh) | 加工裝置 | |
| CN104979243A (zh) | 加工装置 | |
| JP7333784B2 (ja) | 工作機械のスピンドルへの接触監視 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200709 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201006 |