JP2017134093A - ペリクル枠およびペリクル枠の製造方法 - Google Patents
ペリクル枠およびペリクル枠の製造方法 Download PDFInfo
- Publication number
- JP2017134093A JP2017134093A JP2016011205A JP2016011205A JP2017134093A JP 2017134093 A JP2017134093 A JP 2017134093A JP 2016011205 A JP2016011205 A JP 2016011205A JP 2016011205 A JP2016011205 A JP 2016011205A JP 2017134093 A JP2017134093 A JP 2017134093A
- Authority
- JP
- Japan
- Prior art keywords
- shape
- pellicle frame
- bottomed hole
- conical
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
Abstract
Description
r≦R(1−sinθ)/cosθ
としても良い。こうすれば、緩衝部を平面形状とした場合に、先端が半径Rの球形形状の一部をなす位置決め用ピンによる位置決めの機能を損なうことがない緩衝部の最大半径を容易に設定することができる。
図1は、本発明の各実施形態に共通のペリクル枠10の形状を示す斜視図である。また、図2は、図1の2−2矢視断面図である。図2では、理解の便を図って、ペリクル枠10の片面に張設されたペリクル膜30を併せて記載した。ペリクル枠10にペリクル膜30を張設したものをペリクル40と呼ぶ。本明細書では、ペリクル枠の全ての面のうち、ペリクル膜が張設される面を区別する場合には、図2においてペリクル膜が張設された側を「上面」といい、反対の面を「下面」という。また、この両面と外側の面の3つの面を含めて「外周面」と呼び、ペリクル枠の内側の面を「内周面」と呼ぶことがある。また、これらの面をそれぞれ区別する必要がない場合は、単に「表面」と呼ぶことがある。
図1、図2に示したペリクル枠10は、以下の製造工程を経て製造される。この製造工程を図3に示した。以下に説明する製造に用いた材料や、製造工程、形状などは、いずれも例示である。原材料の主成分としてアルミナ、炭化チタンおよび窒化チタンの複合セラミックからなるペリクル枠10を、以下の工程により製造した。ペリクル枠10を製造する場合には、まず粉体を製作する(工程P10)。ここで粉体とは、焼結体の元になる物質であり、例えば窒化ケイ素やジルコニア、あるいはアルミナなどの原料粉末に焼結助剤などを適宜加え湿式混合した後、噴霧乾燥法によって50ないし100μmの顆粒に作製したものである。一例として、平均粒径0.5μmのαーアルミナ粉末63%、平均粒径1.0μmの炭化チタン10%、平均粒径1.0μmの窒化チタン25%、残部をMgO:Y2O3=1:1の焼結助剤からなる複合材料を湿式混合し、成型用有機バインダを加えたのち通常の噴霧乾燥法によりアルミナ・炭化チタン・窒化チタン複合セラミック素地粉末を作製した。なお、原料粉末の粒径の測定は、レーザー回折・散乱法により行なったが、動的光散乱法や沈降法により行なってもよい。
以上説明した実施形態では、アルミナ−炭化チタン−窒化チタンの複合セラミックのサンプル(サンプル番号1)の他、ジルコニア−窒化チタンのサンプル(サンプル番号2)、超硬によるサンプル(サンプル番号3)、比較例としてのアルミナ−炭化チタンのサンプル(サンプル番号4)を作製した。いずれのサンプルも、その製造工程は、図3に示した製造工程と基本的に同一であるが、素材の性質により、適切な焼成温度、焼成時間、ブラスト処理などを選択している。
(1)加工速度が速い。実施例では、放電加工(くりぬき)の1回目(粗加工)で4mm/分、2回目(仕上げ加工)で6mm/分であった。
(2)加工工具の消耗が少なく、コストが低い。放電加工は、対象の硬度が高くても放電による溶融と飛散により加工がなされるため、加工用チップなどが摩耗や損傷することがない。また放電ワイヤーは真鍮線を連続供給するが、切削チップなどと比べて安価である。
(3)加工面の加工精度が十分に高い。サンドブラストを行なわなくても、表面の算術平均粗さRaは1μm以下、最大高さ粗さは10μm以下であった。
(4)細孔の孔開けや有底の孔加工において、残留応力による歪みや貫通孔における出口側カケ不良などが生じない。
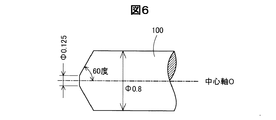
次に、ペリクル枠10の第1実施形態として、Φ1.6mmの有底孔11〜14の加工とその形状について説明する。有底孔11〜14は、サンプル1〜3については、いずれも、放電加工(Φ1.5mmの銅線による細孔放電加工)により形成した。図6に、放電加工に用いた銅線100の先端形状を示した。Φ1.5mmの銅線の先端は、円錐形状の先端部を除いた形状、即ち円錐台形状とされている。円錐部分の中心軸Oからの角度は60度である。円錐台の小径側寸法は、Φ0.125mmである。円錐台の大径側寸法は、銅線の直径に等しく、Φ1.5mmである。サンプル1〜3については、図6に示した形状の銅線を用いて、4箇所の有底孔11〜14の加工を行なった。また、サンプル4については、図6に示した先端形状とほぼ等価の形状を備えたダイヤモンドコートドリルを用いて、有底孔11ないし14を加工した。
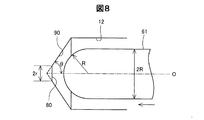
2Z=2Rsin(90−θ)=2Rcosθ
の関係が成り立つ。従って、図9に示したように、半径Rの球面が円錐周面90と緩衝部80とに接する場合の緩衝部80の直径2r(半径r)は、比例計算により、
2r=2R(1−sinθ)/cosθ
r=R(1−sinθ)/cosθ ・・・(1)
の関係が成り立つ。本実施形態では、R=0.8mm、θ=60度であることから、r=0.107となる。従って、緩衝部80の直径2rが、0.21までであれば、位置決めピン61は、有底孔12の底部の円錐周面90に接し、緩衝部に接することはない。本実施形態では、このようにして、緩衝部80の直径2rを決定した。上記半径r、半径R、および角度θの関係を整理すると、
r≦R(1−sinθ)/cosθ
が成り立つように、緩衝部80の半径rを設定すれば良い。
次に、有底孔12の緩衝部を曲面とした第2実施形態について説明する。図10は、緩衝部82を曲面形状とした実施形態を示す説明図である。図10に示した緩衝部82は、第1実施形態として図8に示した緩衝部80と比べると、その直径2rは等しいが、表面が平面ではなく、曲面とされている。その曲率半径Rzは、この例では、位置決めピン61の先端の半球の半径Rより大きい。また曲面の中心は、有底孔12内の中心軸O上に存在する。従って、緩衝部82の表面は、位置決めピン61側から見た場合、凹んだ形状となっている。従って、この例でも、位置決めピン61の先端の半球は、緩衝部82には当たらず円錐周面90に接するから、位置決めピン61による位置決めは精度良く行なうことができる。しかも、ディープゲージによる深さの計測も容易である。第1実施形態と比べると、緩衝部82が曲面であることから、ニードルタイプの測定子の先端が達する位置は、深さ方向に対して、緩衝部82の中心と外側とでは異なるものの、曲率半径Rzが大きいので、その差は、有底孔12の深さの測定に対してほとんど問題とならない。ニードルタイプ測定子の先端が十分に細く、円錐周面90ではなく緩衝部82に当たるのであれば、測定される深さの最大値が中心軸上の深さの値となる。
緩衝部の形状は、第1実施形態の平面(図8)や第2実施形態の曲率半径Rzの曲面(図10)以外の形状であっても良い。図11は、緩衝部の存在可能位置を示す説明図である。図11は、有底孔12の底部を、円錐周面から仮想的に中心軸まで延長した円錐形とした場合に、位置決めピン61が有底孔12底部の円錐周面に接した状態を示す。図11において、ハッチングを施した部分Sは、このとき、有底孔12の底部に生じる隙間を示している。緩衝部は、従って、このハッチングの部分Sにその面を備えれば良い。従って、緩衝部を平面により構成する場合、このハッチングの部分Sに配置できれば、平面は、中心軸Oに対して傾いていても差し支えない。平面は単一である必要はなく、複数の平面を組み合わせたものであっても良い。この場合、各平面は、円錐周面の傾斜より緩やかな傾斜を持っていればよい。円錐周面の傾斜より緩やか傾斜とは、平面が、仮想的な円錐形状より有底孔内部側に位置する形状となることを言う。また、曲面にする場合、このハッチングの部分Sに配置できれば、その曲率半径は、位置決めピンの曲率半径Rと同じでも、小さくても差し支えない。また、曲面の中心は、中心軸O上にあっても、なくてもよい。また、曲面にする場合、一定の曲率半径の球面の一部とすることが、製作上容易ではあるが、必ずしも球面の一部に限る必要はなく、自由曲面であっても差し支えない。例えば、緩衝部の中心部は平面形状とし、緩衝部と円錐周面とが連続する部位(肩部)をアール付きとすることも差し支えない。
11〜14…有底孔
20…貫通孔
30…ペリクル膜
31〜34…
40…ペリクル
61,62…位置決めピン
80,82…緩衝部
90…円錐周面
100…銅線
Claims (9)
- 枠形状に形成されたペリクル枠であって、
外周に少なくとも1つの位置決め用の有底孔を有し、
前記有底孔の底部の中心部を除く部分は、当該底部略中心を中心軸が通る円錐形状をなし、
前記中心部は、平面形状もしくは前記円錐形状より傾斜の緩やかな平面または曲面形状の緩衝部とされた
ペリクル枠。 - 請求項1記載のペリクル枠であって、
前記有底孔の前記円錐形状の部位は、先端が半径Rの球形形状の一部をなす位置決め用ピンが接触し得る形状であり、
前記緩衝部は、前記円錐形状を前記中心軸まで延長した仮想的な形状と、前記円錐形状の部位に接触した状態の前記位置決め用ピンの先端形状との間に位置する形状である
ペリクル枠。 - 前記円錐形状は、前記中心軸に対する円錐周面の角度がθであり、
前記緩衝部は、平面形状であり、その半径rは、
r≦R(1−sinθ)/cosθ
である請求項2記載のペリクル枠。 - 前記緩衝部は、曲面形状であり、その曲率半径は、前記位置決め用ピン先端の前記半径Rより大きい請求項2記載のペリクル枠。
- 請求項1から請求項4のいずれか一項に記載のペリクル枠であって、
前記円錐形状は、前記中心軸に対する円錐周面の角度が50度以上70度以下であり、
前記有底孔の前記円錐形状の部位に接触する位置決めピンの先端は、球形形状の一部をなす形状であり、その半径は、0.3〜0.8mmであり、
前記緩衝部の前記中心軸を通る差し渡しは、0.05mm以上である
ペリクル枠。 - 請求項1から請求項5のいずれか一項に記載のペリクル枠であって、
ヤング率が150GPa以上で、かつビッカース硬度が800以上の焼結体からなり、
前記焼結体の20℃における体積抵抗率が、1.0×10-3Ω・cm以下である
ペリクル枠。 - 枠形状を備えるペリクル枠を製造する方法であって、
焼結体材料を前記枠形状より大きな形状として用意する第1工程と、
前記用意された焼結体材料をワイヤー放電加工により、前記枠形状のペリクル枠の内周面、外周面および開口面の少なくとも一つを得る第2工程と、
前記外周面に、位置決め用ピンの挿入用の有底孔を放電加工により形成する第3工程と
を備え、
前記第3工程では、
先端部を除く部分は、円錐形状であり、
前記先端部は、平面形状もしくは前記円錐形状より傾斜の緩やかな平面または曲面形状である、放電加工用の電極を用いて、前記有底孔を形成する
ペリクル枠の製造方法。 - 更に、前記放電加工により形成された前記有底孔の内壁の変質層を除去する第4工程を備えた
請求項7記載のペリクル枠の製造方法。 - 前記第4工程における変質層の除去は、ブラスト処理、研磨および化学処理のうち少なくとも一つによって行なう請求項8に記載のペリクル枠の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016011205A JP6559585B2 (ja) | 2016-01-25 | 2016-01-25 | ペリクル枠およびペリクル枠の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016011205A JP6559585B2 (ja) | 2016-01-25 | 2016-01-25 | ペリクル枠およびペリクル枠の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017134093A true JP2017134093A (ja) | 2017-08-03 |
| JP6559585B2 JP6559585B2 (ja) | 2019-08-14 |
Family
ID=59504924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016011205A Active JP6559585B2 (ja) | 2016-01-25 | 2016-01-25 | ペリクル枠およびペリクル枠の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6559585B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020042105A (ja) * | 2018-09-07 | 2020-03-19 | 日本特殊陶業株式会社 | ペリクル枠及びペリクル |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6249153U (ja) * | 1985-09-12 | 1987-03-26 | ||
| JPH0569324A (ja) * | 1991-09-12 | 1993-03-23 | Mitsubishi Heavy Ind Ltd | 放電加工変質層の除去方法 |
| JPH0739047U (ja) * | 1993-12-24 | 1995-07-14 | 三井石油化学工業株式会社 | 防塵用マスク |
| JPH09204039A (ja) * | 1996-01-25 | 1997-08-05 | Shin Etsu Chem Co Ltd | ペリクル枠保持具 |
| JP2003107678A (ja) * | 2001-09-27 | 2003-04-09 | Mitsui Chemicals Inc | ペリクル |
| JP2005313258A (ja) * | 2004-04-27 | 2005-11-10 | Astec Irie Co Ltd | セラミックス材への小穴加工方法 |
| JP2007283412A (ja) * | 2006-04-13 | 2007-11-01 | Nippon Steel Corp | 導電性ウェハの外形加工方法 |
| JP2010102357A (ja) * | 2007-07-06 | 2010-05-06 | Asahi Kasei E-Materials Corp | 大型ペリクルの枠体及び該枠体の把持方法 |
| JP2010221391A (ja) * | 2009-02-26 | 2010-10-07 | Kyocera Corp | 放電加工装置の電極ガイドおよびこれを用いた放電加工装置 |
| JP2012103638A (ja) * | 2010-11-15 | 2012-05-31 | Shin Etsu Chem Co Ltd | ペリクルハンドリング治具 |
| JP2012181499A (ja) * | 2011-02-08 | 2012-09-20 | Shin Etsu Chem Co Ltd | ペリクル製造用キット |
| JP2016122091A (ja) * | 2014-12-25 | 2016-07-07 | 日本特殊陶業株式会社 | ペリクル枠およびペリクル枠の製造方法 |
| JP2017076024A (ja) * | 2015-10-14 | 2017-04-20 | 日本特殊陶業株式会社 | ペリクル枠およびペリクル枠の製造方法 |
-
2016
- 2016-01-25 JP JP2016011205A patent/JP6559585B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6249153U (ja) * | 1985-09-12 | 1987-03-26 | ||
| JPH0569324A (ja) * | 1991-09-12 | 1993-03-23 | Mitsubishi Heavy Ind Ltd | 放電加工変質層の除去方法 |
| JPH0739047U (ja) * | 1993-12-24 | 1995-07-14 | 三井石油化学工業株式会社 | 防塵用マスク |
| JPH09204039A (ja) * | 1996-01-25 | 1997-08-05 | Shin Etsu Chem Co Ltd | ペリクル枠保持具 |
| JP2003107678A (ja) * | 2001-09-27 | 2003-04-09 | Mitsui Chemicals Inc | ペリクル |
| JP2005313258A (ja) * | 2004-04-27 | 2005-11-10 | Astec Irie Co Ltd | セラミックス材への小穴加工方法 |
| JP2007283412A (ja) * | 2006-04-13 | 2007-11-01 | Nippon Steel Corp | 導電性ウェハの外形加工方法 |
| JP2010102357A (ja) * | 2007-07-06 | 2010-05-06 | Asahi Kasei E-Materials Corp | 大型ペリクルの枠体及び該枠体の把持方法 |
| JP2010221391A (ja) * | 2009-02-26 | 2010-10-07 | Kyocera Corp | 放電加工装置の電極ガイドおよびこれを用いた放電加工装置 |
| JP2012103638A (ja) * | 2010-11-15 | 2012-05-31 | Shin Etsu Chem Co Ltd | ペリクルハンドリング治具 |
| JP2012181499A (ja) * | 2011-02-08 | 2012-09-20 | Shin Etsu Chem Co Ltd | ペリクル製造用キット |
| JP2016122091A (ja) * | 2014-12-25 | 2016-07-07 | 日本特殊陶業株式会社 | ペリクル枠およびペリクル枠の製造方法 |
| JP2017076024A (ja) * | 2015-10-14 | 2017-04-20 | 日本特殊陶業株式会社 | ペリクル枠およびペリクル枠の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020042105A (ja) * | 2018-09-07 | 2020-03-19 | 日本特殊陶業株式会社 | ペリクル枠及びペリクル |
| JP7111566B2 (ja) | 2018-09-07 | 2022-08-02 | 日本特殊陶業株式会社 | ペリクル枠及びペリクル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6559585B2 (ja) | 2019-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6509704B2 (ja) | ペリクル枠およびペリクル枠の製造方法 | |
| JP6828824B2 (ja) | 小径ドリルおよび小径ドリルの製造方法 | |
| WO2009099183A1 (ja) | プローブ針およびその製造方法 | |
| JPWO2017188154A1 (ja) | 切削工具 | |
| JP6559585B2 (ja) | ペリクル枠およびペリクル枠の製造方法 | |
| JP2016177120A (ja) | ペリクル枠およびペリクル枠の製造方法 | |
| TWI705357B (zh) | 觸針 | |
| CN104249310B (zh) | 平头刀具和能用该平头刀具制造的玻璃或玻璃陶瓷制品 | |
| JP6526588B2 (ja) | ペリクル枠およびペリクル枠の製造方法 | |
| JP2018122365A (ja) | ボールエンドミル | |
| CN104723184B (zh) | 一种金刚石微钻磨具 | |
| JP2010274409A (ja) | マシナブルセラミックス加工用小径ドリル | |
| JP5075185B2 (ja) | スクライビングホイール | |
| JP2019126849A (ja) | スタイラス製造方法 | |
| JP5123919B2 (ja) | スクライビングホイールの製造方法 | |
| JP7666573B2 (ja) | プラズマ処理装置用電極板 | |
| JP2010076021A (ja) | 穴加工用工具 | |
| EP4553330A1 (en) | Material for ceramic ball, device for processing ceramic formed body, and method for processing ceramic formed body | |
| JP5890699B2 (ja) | 穴開け用超砥粒工具およびこれを用いた穴加工方法 | |
| JP4281919B2 (ja) | 刃先交換式球面カッタ及びそれに用いるインサート | |
| JP2018180252A (ja) | ペリクル枠及びその製造方法 | |
| JP5964794B2 (ja) | 切削工具 | |
| CN119407964A (zh) | 一种金刚石钻头及加工平台 | |
| WO2020067450A1 (ja) | 掘削チップおよび掘削ビット | |
| WO2014129517A1 (ja) | 回転工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190522 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6559585 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |