JP2017134939A - 止水電線及びその製造方法 - Google Patents
止水電線及びその製造方法 Download PDFInfo
- Publication number
- JP2017134939A JP2017134939A JP2016012462A JP2016012462A JP2017134939A JP 2017134939 A JP2017134939 A JP 2017134939A JP 2016012462 A JP2016012462 A JP 2016012462A JP 2016012462 A JP2016012462 A JP 2016012462A JP 2017134939 A JP2017134939 A JP 2017134939A
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- insulator
- gap
- water stop
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/14—Extreme weather resilient electric power supply systems, e.g. strengthening power lines or underground power cables
Landscapes
- Insulated Conductors (AREA)
- Manufacturing Of Electric Cables (AREA)
Abstract
Description
該導体を被覆する絶縁体と、
該絶縁体を貫通する貫通孔と、
該貫通孔の孔内、上記導体の外表面と上記絶縁体との隙間及び上記導体素線間の隙間に充填された止水材とを有している、止水電線にある。
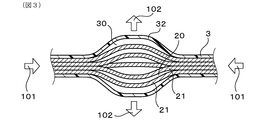
上記絶縁体の一部を外方に膨出させて膨出部を形成する膨出工程と、
上記膨出部における上記導体素線間の隙間を拡げる隙間拡大工程と、
上記膨出部に形成した貫通孔を介して、上記貫通孔の孔内、上記導体の外表面と上記絶縁体との隙間及び上記導体素線間の隙間に止水材を充填する止水工程とを有している、止水電線の製造方法にある。
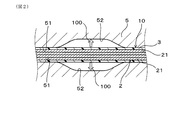
上記止水電線及びその製造方法の実施例について、図を用いて説明する。図1に示すように、止水電線1は、複数の導体素線21からなる導体2と、導体2を被覆する絶縁体3と、絶縁体3を貫通する貫通孔31と、貫通孔31の孔内、導体2の外表面と絶縁体3との隙間30及び導体素線21間の隙間20に充填された止水材4とを有している。
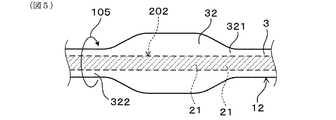
本例は、導体202として撚線を用いた場合の隙間拡大工程の例である。本例の止水電線(図示略)は、図5に示すように、複数の導体素線21が同一方向に撚り合わされた撚線からなる導体202を有している。
10、12 絶縁電線
2、202 導体
20 隙間
21 導体素線
3 絶縁体
30 隙間
31 貫通孔
32 膨出部
4 止水材
Claims (4)
- 複数の導体素線からなる導体と、
該導体を被覆する絶縁体と、
該絶縁体を貫通する貫通孔と、
該貫通孔の孔内、上記導体の外表面と上記絶縁体との隙間及び上記導体素線間の隙間に充填された止水材とを有している、止水電線。 - 端子が接続される端子接続部を両端に有しており、上記止水材は、上記端子接続部の間における少なくとも一部に充填されている、請求項1に記載の止水電線。
- 複数の導体素線からなる導体と、該導体を被覆する絶縁体とを有する絶縁電線を準備する準備工程と、
上記絶縁体の一部を外方に膨出させて膨出部を形成する膨出工程と、
上記膨出部における上記導体素線間の隙間を拡げる隙間拡大工程と、
上記膨出部に形成した貫通孔を介して、上記貫通孔の孔内、上記導体の外表面と上記絶縁体との隙間及び上記導体素線間の隙間に止水材を充填する止水工程とを有している、止水電線の製造方法。 - 上記止水工程において、上記膨出部内における上記導体素線間の隙間を狭めるとともに上記膨出部を圧縮する、請求項3に記載の止水電線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016012462A JP6648537B2 (ja) | 2016-01-26 | 2016-01-26 | 止水電線及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016012462A JP6648537B2 (ja) | 2016-01-26 | 2016-01-26 | 止水電線及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019208063A Division JP6881553B2 (ja) | 2019-11-18 | 2019-11-18 | 止水電線 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017134939A true JP2017134939A (ja) | 2017-08-03 |
| JP6648537B2 JP6648537B2 (ja) | 2020-02-14 |
Family
ID=59504409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016012462A Active JP6648537B2 (ja) | 2016-01-26 | 2016-01-26 | 止水電線及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6648537B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019075883A (ja) * | 2017-10-16 | 2019-05-16 | 矢崎総業株式会社 | シールド電線の止水構造及び止水方法 |
| JP2024065361A (ja) * | 2022-10-31 | 2024-05-15 | 矢崎総業株式会社 | 電線の止水構造及びその製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000357415A (ja) * | 1999-06-11 | 2000-12-26 | Yazaki Corp | 被覆電線及び防水処理方法 |
| JP2007305525A (ja) * | 2006-05-15 | 2007-11-22 | Auto Network Gijutsu Kenkyusho:Kk | 車載用電線の止水構造、止水処理方法および有効止水領域の判定方法 |
| JP2010231978A (ja) * | 2009-03-26 | 2010-10-14 | Autonetworks Technologies Ltd | ワイヤハーネスへの線間止水方法 |
| JP2011065911A (ja) * | 2009-09-18 | 2011-03-31 | Sumitomo Wiring Syst Ltd | 止水部を備えたシールド電線および該シールド電線の止水部の形成方法 |
-
2016
- 2016-01-26 JP JP2016012462A patent/JP6648537B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000357415A (ja) * | 1999-06-11 | 2000-12-26 | Yazaki Corp | 被覆電線及び防水処理方法 |
| JP2007305525A (ja) * | 2006-05-15 | 2007-11-22 | Auto Network Gijutsu Kenkyusho:Kk | 車載用電線の止水構造、止水処理方法および有効止水領域の判定方法 |
| JP2010231978A (ja) * | 2009-03-26 | 2010-10-14 | Autonetworks Technologies Ltd | ワイヤハーネスへの線間止水方法 |
| JP2011065911A (ja) * | 2009-09-18 | 2011-03-31 | Sumitomo Wiring Syst Ltd | 止水部を備えたシールド電線および該シールド電線の止水部の形成方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019075883A (ja) * | 2017-10-16 | 2019-05-16 | 矢崎総業株式会社 | シールド電線の止水構造及び止水方法 |
| JP2024065361A (ja) * | 2022-10-31 | 2024-05-15 | 矢崎総業株式会社 | 電線の止水構造及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6648537B2 (ja) | 2020-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102189414B1 (ko) | 크림프되고 용접된 연결조인트 | |
| JP2009230998A (ja) | 端子金具付き電線の製造方法及び端子金具付き電線 | |
| JP5287322B2 (ja) | シールド線の端末止水方法および端末止水部を備えたシールド線 | |
| JP2016163509A (ja) | ワイヤハーネスの防水構造 | |
| JP2005339850A (ja) | アルミ線ケーブル用端子の防水構造 | |
| JP2008204644A (ja) | 防水ハーネスの製造方法、ハーネス用防水剤、および防水ハーネス | |
| JP2019029094A5 (ja) | ||
| JP6117426B2 (ja) | ワイヤハーネス、被覆導線と端子との接続方法、およびワイヤハーネス構造体 | |
| JP2017134939A (ja) | 止水電線及びその製造方法 | |
| JP2011065964A (ja) | 止水部を備えたシールド電線および該シールド電線の止水部の形成方法 | |
| JP6097728B2 (ja) | 電力ケーブル接続装置及び電力ケーブル接続方法 | |
| JP6881553B2 (ja) | 止水電線 | |
| US20150270696A1 (en) | Waterproofing structure for insulation-coated electrical wire, and wire harness | |
| JP6168923B2 (ja) | ワイヤーハーネスの接続構造および接続方法 | |
| JP2014203808A (ja) | 止水用電線及び電線止水構造 | |
| JP2012130225A (ja) | 電線の接続方法及びワイヤハーネス | |
| JP2018078060A (ja) | 電線の接合構造及びワイヤハーネス | |
| JP3293758B2 (ja) | 電線接続部の密封方法および密封構造 | |
| JP5104245B2 (ja) | スプライス部の防水方法 | |
| JP2008234974A (ja) | シールド線のドレン線止水方法およびドレン線止水構造 | |
| JP2005150009A (ja) | ジョイント電線の接続構造及びジョイント電線の接続方法 | |
| JP2007141517A (ja) | ワイヤーハーネスの防水加工方法 | |
| JP2014102932A (ja) | 電線端末の止水構造 | |
| USRE25847E (en) | Method op making an electrical connection | |
| JP6089010B2 (ja) | 電力ケーブル接続装置及び電力ケーブル接続方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190328 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191118 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20191127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191230 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6648537 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |