JP2017144439A - 溶接用治具ユニット及びこれを用いた円周溶接装置 - Google Patents
溶接用治具ユニット及びこれを用いた円周溶接装置 Download PDFInfo
- Publication number
- JP2017144439A JP2017144439A JP2016025457A JP2016025457A JP2017144439A JP 2017144439 A JP2017144439 A JP 2017144439A JP 2016025457 A JP2016025457 A JP 2016025457A JP 2016025457 A JP2016025457 A JP 2016025457A JP 2017144439 A JP2017144439 A JP 2017144439A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- welding
- base
- pipe material
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 163
- 239000000463 material Substances 0.000 claims abstract description 140
- 230000001681 protective effect Effects 0.000 claims abstract description 50
- 229910052751 metal Inorganic materials 0.000 claims description 56
- 239000002184 metal Substances 0.000 claims description 56
- 239000012530 fluid Substances 0.000 claims description 22
- 238000007599 discharging Methods 0.000 claims description 5
- 230000007423 decrease Effects 0.000 claims description 3
- 239000007789 gas Substances 0.000 description 30
- 230000002093 peripheral effect Effects 0.000 description 9
- 125000006850 spacer group Chemical group 0.000 description 9
- 238000005192 partition Methods 0.000 description 8
- 239000007769 metal material Substances 0.000 description 7
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 5
- 229910052721 tungsten Inorganic materials 0.000 description 5
- 239000010937 tungsten Substances 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000009529 body temperature measurement Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- HSFWRNGVRCDJHI-UHFFFAOYSA-N Acetylene Chemical compound C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- -1 stainless steel Chemical compound 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images













Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】円筒状のパイプ材Waの先端に、外面が半球面に形成された蓋材Wbを突合せ嵌合し、水平姿勢でパイプ材Wa及び蓋材Wbから成るワークWを芯出しして軸線廻りに回転自在に支持する溶接用治具ユニット1であって、パイプ材Waの基端部10aを支持する可動側治具ユニット1′と、蓋材Wbを支持する固定側治具ユニット1″とから成る。
【選択図】図5
Description
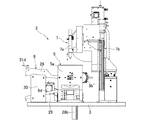
図1〜図3は本発明の実施形態に係る溶接用治具ユニット1を用いた円周溶接装置2を示し、当該円周溶接装置2は、金属製の円筒状のパイプ材Waの先端に、外面が半球面に形成された金属製の蓋材Wbを突合せ嵌合し、パイプ材Waと蓋材Wbの突合せ部を外方から円周方向に溶接して先端が閉塞された保護管を作製する際に用いるものである。
尚、保護管は、例えば、ごみ焼却炉や溶融炉、ボイラ炉等の温度測定用に使用する熱電対の保護管として使用されるものである。この保護管は、熱電対以外にも使用しても良いことは勿論である。
Claims (9)
- 円筒状のパイプ材(Wa)の先端に、外面が半球面に形成された蓋材(Wb)を突合せ嵌合し、パイプ材(Wa)と蓋材(Wb)の突合せ部を外方から円周方向に溶接して先端が閉塞された保護管を作製する際に用いられ、水平姿勢で支持載置されているパイプ材(Wa)及び蓋材(Wb)から成るワーク(W)を芯出しして軸線廻りに回転自在に支持する溶接用治具ユニット(1)であって、前記溶接用治具ユニット(1)は、パイプ材(Wa)の基端部を支持する可動側治具ユニット(1′)と、蓋材(Wb)を支持する固定側治具ユニット(1″)とから成り、前記可動側治具ユニット(1′)は、鉛直回転自在で且つパイプ材(Wa)の軸線方向へ往復移動自在な可動側ベース(9)と、基端部(10a)が可動側ベース(9)に揺動自在に支持されていると共に、先端部(10d)がパイプ材(Wa)の内径よりも大径の円錐状に形成されて水平姿勢で支持載置されているパイプ材(Wa)の基端部に抜き差し自在に挿入される芯金(10)とを備え、また、前記固定側治具ユニット(1″)は、可動側ベース(9)と対向に配置された鉛直回転自在な固定側ベース(13)と、固定側ベース(13)に設けられ、先端面に蓋材(Wb)の半球面が嵌合される円錐状の凹部(15a)を形成した先端金具(15)とを備えていることを特徴とする溶接用治具ユニット。
- 前記可動側ベース(9)に芯金(10)の基端部(10a)が水平姿勢で挿入支持される支持凹部(9a)を形成し、また、前記芯金(10)の基端部(10a)を基端側へ行くに従って外径が漸次小さくなるテーパ状に形成すると共に、前記芯金(10)の基端部(10a)を可動側ベース(9)の支持凹部(9a)に挿入して支持凹部(9a)の開口内周縁で揺動自在に支持し、更に、前記可動側ベース(9)は、芯金(10)の基端部(10a)を軸線方向へ押圧する押圧面を備えていることを特徴とする請求項1に記載の溶接用治具ユニット。
- 前記芯金(10)の先端部(10d)の円錐面に、パイプ材(Wa)の内方と外方とを連通状態にする切欠き部(10e)を形成したことを特徴とする請求項1又は請求項2に記載の溶接用治具ユニット。
- 前記先端金具(15)は、円周溶接の終了後に円錐状の凹部(15a)に嵌合された蓋材Wbを凹部(15a)から押し出す押出手段(18)を備えていることを特徴とする請求項1に記載の溶接用治具ユニット。
- 円筒状のパイプ材(Wa)の先端に、外面が半球面に形成された蓋材(Wb)を突合せ嵌合し、パイプ材(Wa)と蓋材(Wb)の突合せ部を外方から円周方向に溶接して先端が閉塞された保護管を作製する円周溶接装置(2)であって、前記円周溶接装置(2)は、基台(3)上に設けられ、鉛直回転自在な可動側回転テーブル(4b″)を有する可動側回転ユニット(4)と、基台(3)上に可動側回転ユニット(4)と対向状に設けられ、鉛直回転自在な固定側回転テーブル(5b″)を有する固定側回転ユニット(5)と、基台(3)に設けられ、可動側回転ユニット(4)を固定側回転ユニット(5)の方へ進退移動させる走行ユニット(6)と、可動側回転ユニット(4)の可動側回転テーブル(4b″)及び固定側回転ユニット(5)の固定側回転テーブル(5b″)に取り付けられ、突合せ嵌合したパイプ材(Wa)及び蓋材(Wb)から成るワーク(W)を芯出しして水平姿勢で軸線廻りに回転自在に支持する請求項1〜請求項4の何れかに記載の溶接用治具ユニット(1)と、基台(3)上に設けられ、パイプ材(Wa)と蓋材(Wb)の突合せ部を外方から円周溶接する移動調整自在なTIG溶接用トーチ(7a)を備えた溶接装置(7)と、基台(3)上に設けられ、ワーク(W)を溶接用治具ユニット(1)へ自動的に搬入すると共に、作製された保護管を自動的に搬出する搬入搬出ユニット(8)とを備えていることを特徴とする円周溶接装置。
- 前記TIG溶接用トーチ(7a)は、シールドガス(G)を外側と内側に分流し且つ内側のシールドガス(G)を外側のシールドガス(G)より高速で噴出させるようにシールドノズル(20)の内側に狭窄ノズル(19)を備えていることを特徴とする請求項5に記載の円周溶接装置。
- 前記搬入搬出ユニット(8)は、突合せ嵌合したパイプ材(Wa)及び蓋材(Wb)から成るワークWを水平姿勢で複数本ストックする下り傾斜状のワーク搬入台(26)と、ワーク搬入台(26)の低所部分に設けられ、ワーク搬入台(26)にストックされたワーク(W)を一つずつ送り出すワーク送り出し機構(27)と、ワーク送り出し機構(27)により送り出されたワーク(W)を受け取って水平姿勢で支持載置すると共に、円周溶接により作製された保護管を溶接用治具ユニット(1)から受け取って排出するワーク支持機構(28)と、ワーク搬入台(26)の下方位置に配置され、ワーク支持機構(28)から排出された保護管を受け取って搬出する下り傾斜状のワーク搬出台(29)とを備えていることを特徴とする請求項5に記載の円周溶接装置。
- 前記ワーク搬入台(26)は、パイプ材(Wa)及び蓋材(Wb)から成るワーク(W)の長さに応じてワーク(W)の両端の位置を長手方向に揃えるワーク位置決め機構(31)を備えていることを特徴とする請求項7に記載の円周溶接装置。
- 前記ワーク支持機構(28)は、鉛直姿勢の流体圧シリンダ(28b)と、流体圧シリンダ(28b)により上下動する上下プレート(28d)と、上下プレート(28d)に上下方向へ揺動可能に設けられ、ワーク(W)を水平姿勢で支持載置する逆への字状のワーク支持プレート(28f)と、上下プレート(28d)及びワーク支持プレート(28f)の下降時にワーク支持プレート(28f)に衝突して当該ワーク支持プレート(28f)を揺動させ、ワーク支持プレート(28f)上の保護管を排出させるワーク搬出反転バー(28g)とを備えており、前記ワーク支持プレート(28f)は、流体圧シリンダ(28b)によって、ワーク送り出し機構(27)により送り出されたワーク(W)を受け取る受け取り位置と、ワーク搬出反転バー(28g)に衝突させてワーク支持プレート(28f)を揺動させる排出位置とに亘って上下動自在に構成されていることを特徴とする請求項7に記載の円周溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025457A JP6275171B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接用治具ユニット及びこれを用いた円周溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025457A JP6275171B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接用治具ユニット及びこれを用いた円周溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144439A true JP2017144439A (ja) | 2017-08-24 |
| JP6275171B2 JP6275171B2 (ja) | 2018-02-07 |
Family
ID=59681852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025457A Expired - Fee Related JP6275171B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接用治具ユニット及びこれを用いた円周溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6275171B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108356528A (zh) * | 2018-04-02 | 2018-08-03 | 苏州迅镭激光科技有限公司 | 一种方形壳体自动弯折焊接装置 |
| CN112248474A (zh) * | 2020-09-28 | 2021-01-22 | 刘迪 | 一种pvc管材焊接快速对位的工装系统 |
| CN114289935A (zh) * | 2021-12-03 | 2022-04-08 | 广东大雅智能厨电股份有限公司 | 一种圆管与封口片自动上料焊接机构 |
| CN114406561A (zh) * | 2022-02-15 | 2022-04-29 | 安徽文达信息工程学院 | 一种用于工业焊接的设备以及使用方法 |
| CN114734174A (zh) * | 2022-06-09 | 2022-07-12 | 南通豪天运动器材有限公司 | 一种运动用金属器械焊接设备及焊接方法 |
| CN117001202A (zh) * | 2023-09-28 | 2023-11-07 | 创禧建设发展(北京)有限公司 | 一种污水处理用的污水管道焊接装置 |
| CN117340486A (zh) * | 2023-11-01 | 2024-01-05 | 无锡华阳科技有限公司 | 一种用于压力传感器的自动焊接系统 |
| CN117697424A (zh) * | 2023-12-20 | 2024-03-15 | 重庆市大正仪表股份有限公司 | 一种热电偶的封端装置及封端方法 |
| CN118321798A (zh) * | 2024-05-19 | 2024-07-12 | 南通长青沙船舶工程有限公司 | 一种船舶制造用曲面板焊接机构 |
| CN118913590A (zh) * | 2024-07-22 | 2024-11-08 | 山东鲁得贝车灯股份有限公司 | 一种新能源汽车车灯检测装备的定位结构 |
| CN118989780A (zh) * | 2024-10-21 | 2024-11-22 | 江苏皓宇特种设备制造有限公司 | 一种高压容器焊接装置 |
| CN119457401A (zh) * | 2025-01-16 | 2025-02-18 | 艾美特焊接自动化技术(北京)有限公司 | 一种用于副油箱的焊接装置及焊接方法 |
| CN120055582A (zh) * | 2025-04-25 | 2025-05-30 | 大连东兴工业机械有限公司 | 一种通用坡口切割智能装置 |
| CN120170398A (zh) * | 2025-04-29 | 2025-06-20 | 展阳商用道具(淮安)有限公司 | 一种展示架金属板焊接装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111331274B (zh) * | 2020-04-09 | 2021-09-17 | 陕西凯泽机电科技有限公司 | 一种管件焊接加工智能机器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4999821U (ja) * | 1972-12-21 | 1974-08-28 | ||
| JPH0297964U (ja) * | 1989-01-13 | 1990-08-03 | ||
| JPH09178889A (ja) * | 1995-12-28 | 1997-07-11 | Japan Nuclear Fuel Co Ltd<Jnf> | 燃料棒溶接用端栓保持装置 |
| JPH09262701A (ja) * | 1996-03-28 | 1997-10-07 | Musashi Seimitsu Ind Co Ltd | 旋盤の心押台 |
| US20120298725A1 (en) * | 2011-04-27 | 2012-11-29 | Blue Origin, Llc | Inflatable ring for supporting friction welding workpieces, and associated systems and methods |
| JP2014178127A (ja) * | 2013-03-13 | 2014-09-25 | Okazaki Mfg Co Ltd | シース電熱対先端の溶接封止方法 |
-
2016
- 2016-02-15 JP JP2016025457A patent/JP6275171B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4999821U (ja) * | 1972-12-21 | 1974-08-28 | ||
| JPH0297964U (ja) * | 1989-01-13 | 1990-08-03 | ||
| JPH09178889A (ja) * | 1995-12-28 | 1997-07-11 | Japan Nuclear Fuel Co Ltd<Jnf> | 燃料棒溶接用端栓保持装置 |
| JPH09262701A (ja) * | 1996-03-28 | 1997-10-07 | Musashi Seimitsu Ind Co Ltd | 旋盤の心押台 |
| US20120298725A1 (en) * | 2011-04-27 | 2012-11-29 | Blue Origin, Llc | Inflatable ring for supporting friction welding workpieces, and associated systems and methods |
| JP2014178127A (ja) * | 2013-03-13 | 2014-09-25 | Okazaki Mfg Co Ltd | シース電熱対先端の溶接封止方法 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108356528A (zh) * | 2018-04-02 | 2018-08-03 | 苏州迅镭激光科技有限公司 | 一种方形壳体自动弯折焊接装置 |
| CN108356528B (zh) * | 2018-04-02 | 2023-06-09 | 苏州迅镭激光科技有限公司 | 一种方形壳体自动弯折焊接装置 |
| CN112248474A (zh) * | 2020-09-28 | 2021-01-22 | 刘迪 | 一种pvc管材焊接快速对位的工装系统 |
| CN114289935A (zh) * | 2021-12-03 | 2022-04-08 | 广东大雅智能厨电股份有限公司 | 一种圆管与封口片自动上料焊接机构 |
| CN114406561A (zh) * | 2022-02-15 | 2022-04-29 | 安徽文达信息工程学院 | 一种用于工业焊接的设备以及使用方法 |
| CN114406561B (zh) * | 2022-02-15 | 2023-10-24 | 安徽文达信息工程学院 | 一种用于工业焊接的设备以及使用方法 |
| CN114734174A (zh) * | 2022-06-09 | 2022-07-12 | 南通豪天运动器材有限公司 | 一种运动用金属器械焊接设备及焊接方法 |
| CN114734174B (zh) * | 2022-06-09 | 2022-08-26 | 南通豪天运动器材有限公司 | 一种运动用金属器械焊接设备及焊接方法 |
| CN117001202A (zh) * | 2023-09-28 | 2023-11-07 | 创禧建设发展(北京)有限公司 | 一种污水处理用的污水管道焊接装置 |
| CN117001202B (zh) * | 2023-09-28 | 2023-12-22 | 创禧建设发展(北京)有限公司 | 一种污水处理用的污水管道焊接装置 |
| CN117340486A (zh) * | 2023-11-01 | 2024-01-05 | 无锡华阳科技有限公司 | 一种用于压力传感器的自动焊接系统 |
| CN117340486B (zh) * | 2023-11-01 | 2024-06-04 | 无锡华阳科技有限公司 | 一种用于压力传感器的自动焊接系统 |
| CN117697424A (zh) * | 2023-12-20 | 2024-03-15 | 重庆市大正仪表股份有限公司 | 一种热电偶的封端装置及封端方法 |
| CN118321798A (zh) * | 2024-05-19 | 2024-07-12 | 南通长青沙船舶工程有限公司 | 一种船舶制造用曲面板焊接机构 |
| CN118913590A (zh) * | 2024-07-22 | 2024-11-08 | 山东鲁得贝车灯股份有限公司 | 一种新能源汽车车灯检测装备的定位结构 |
| CN118989780A (zh) * | 2024-10-21 | 2024-11-22 | 江苏皓宇特种设备制造有限公司 | 一种高压容器焊接装置 |
| CN119457401A (zh) * | 2025-01-16 | 2025-02-18 | 艾美特焊接自动化技术(北京)有限公司 | 一种用于副油箱的焊接装置及焊接方法 |
| CN120055582A (zh) * | 2025-04-25 | 2025-05-30 | 大连东兴工业机械有限公司 | 一种通用坡口切割智能装置 |
| CN120170398A (zh) * | 2025-04-29 | 2025-06-20 | 展阳商用道具(淮安)有限公司 | 一种展示架金属板焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6275171B2 (ja) | 2018-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6275171B2 (ja) | 溶接用治具ユニット及びこれを用いた円周溶接装置 | |
| US10166635B2 (en) | Welding device comprising an active heating device for heating the workpiece | |
| JP6222748B2 (ja) | 円周溶接方法及びこれに用いる円周溶接用治具ユニット及びこれを用いた円周溶接装置 | |
| KR102310151B1 (ko) | 빌드―업 용접을 위한 공작 기계 | |
| CN110144583A (zh) | 一种宽光束、可调送粉角的快速高效半导体激光熔覆装置 | |
| CN106493574B (zh) | 一种套接空心铜管的激光熔钎焊复合焊接方法及装置 | |
| CN104325218A (zh) | 一种精密钛焊管激光切割装置及方法 | |
| TW201818003A (zh) | 堆焊裝置、螺桿軸之製造方法、螺桿軸、及螺桿裝置 | |
| JPH03174929A (ja) | 回転円筒状部材のための調整可能な案内装置 | |
| CN110842400A (zh) | 一种圆管焊接工作站 | |
| KR101561692B1 (ko) | 플랜지용 플라즈마 절단 장치 | |
| US8420976B2 (en) | Laser welder | |
| JP2020189316A (ja) | 肉盛方法及びマシニングセンタ | |
| US20210094126A1 (en) | Process for the continuous production of thin-walled hollow profiles which are composed of nonferrous metals and have small diameters and are corrugated in sections | |
| US20210138521A1 (en) | Process for the production of thin-walled hollow profiles which are composed of nonferrous metals and have small diameters | |
| JP4574856B2 (ja) | 管を溶接するための方法および該方法を実施するための装置 | |
| KR101554303B1 (ko) | 파이프 용접 장치의 백쉴드 가스 공급장치 | |
| CN110227897B (zh) | 一种焊接辅助导向装置 | |
| CN204565394U (zh) | Lng低温槽车外胆容器外环缝埋弧焊焊接系统 | |
| KR20180098968A (ko) | 스터드용 자동용접장치의 구동방법 | |
| CN206632497U (zh) | 一种纵环缝自动tig焊机 | |
| CN112222863B (zh) | 压缩机机器人智能焊装生产线 | |
| CN219986572U (zh) | 送料效率高的长管激光切割机 | |
| JP5038278B2 (ja) | プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置 | |
| CN214770029U (zh) | 一种可调节的焊接机用工件夹持机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170831 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170831 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6275171 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |