JP2017144615A - 積層体、積層体の製造方法、及び基板の処理方法 - Google Patents
積層体、積層体の製造方法、及び基板の処理方法 Download PDFInfo
- Publication number
- JP2017144615A JP2017144615A JP2016027413A JP2016027413A JP2017144615A JP 2017144615 A JP2017144615 A JP 2017144615A JP 2016027413 A JP2016027413 A JP 2016027413A JP 2016027413 A JP2016027413 A JP 2016027413A JP 2017144615 A JP2017144615 A JP 2017144615A
- Authority
- JP
- Japan
- Prior art keywords
- light
- layer
- metal
- shielding layer
- light shielding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Laminated Bodies (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
Description
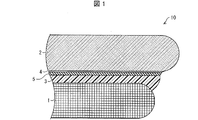
図1を用いて、本発明の一実施形態に係る積層体10について、より詳細に説明する。図1は、本発明の一実施形態に係る積層体10の概略を説明する図である。
基板1は、サポートプレート2に支持された状態で、薄化、実装等のプロセスに供され得る。また、基板1には、例えば、集積回路や金属バンプ等の構造物が実装されている。
サポートプレート(支持体)2は、基板1を支持する支持体であり、接着層3を介して、基板1に貼り付けられる。そのため、サポートプレート2としては、基板1の薄化、搬送、実装等のプロセス時に、基板1の破損又は変形を防ぐために必要な強度を有していればよい。また、サポートプレート2は、分離層4を変質させるための光を透過するものであればよい。これらの観点から、サポートプレート2には、ガラス、シリコン、又は、アクリル系樹脂からなる支持体等を用いることができる。なお、基板1を支持するサポートプレートの種類は、分離層4に照射される光の波長に応じて、適宜選択すればよい。
接着層3は、基板1とサポートプレート2とを貼り付けるための層であり、基板1とサポートプレート2とを貼り付けるために用いられる接着剤によって形成される。
炭化水素樹脂は、炭化水素骨格を有し、単量体組成物を重合してなる樹脂である。炭化水素樹脂として、シクロオレフィン系ポリマー(以下、「樹脂(A)」ということがある)、並びに、テルペン樹脂、ロジン系樹脂及び石油樹脂からなる群より選ばれる少なくとも1種の樹脂(以下、「樹脂(B)」ということがある)等が挙げられるが、これに限定されない。

このようなシクロオレフィンコポリマーとしては、APL 8008T、APL 8009T、及びAPL 6013T(全て三井化学株式会社製)等を使用することができる。
アクリル−スチレン系樹脂としては、例えば、スチレン又はスチレンの誘導体と、(メタ)アクリル酸エステル等とを単量体として用いて重合した樹脂が挙げられる。
マレイミド系樹脂としては、例えば、単量体として、N−メチルマレイミド、N−エチルマレイミド、N−n−プロピルマレイミド、N−イソプロピルマレイミド、N−n−ブチルマレイミド、N−イソブチルマレイミド、N−sec−ブチルマレイミド、N−tert−ブチルマレイミド、N−n−ペンチルマレイミド、N−n−ヘキシルマレイミド、N−n−へプチルマレイミド、N−n−オクチルマレイミド、N−ラウリルマレイミド、N−ステアリルマレイミド等のアルキル基を有するマレイミド、N−シクロプロピルマレイミド、N−シクロブチルマレイミド、N−シクロペンチルマレイミド、N−シクロヘキシルマレイミド、N−シクロヘプチルマレイミド、N−シクロオクチルマレイミド等の脂肪族炭化水素基を有するマレイミド、N−フェニルマレイミド、N−m−メチルフェニルマレイミド、N−o−メチルフェニルマレイミド、N−p−メチルフェニルマレイミド等のアリール基を有する芳香族マレイミド等を重合して得られた樹脂が挙げられる。
エラストマーは、主鎖の構成単位としてスチレン単位を含んでいることが好ましく、当該「スチレン単位」は置換基を有していてもよい。当該置換基としては、例えば、炭素数1〜5のアルキル基、炭素数1〜5のアルコキシ基、炭素数1〜5のアルコキシアルキル基、アセトキシ基、カルボキシル基等が挙げられる。また、当該スチレン単位の含有量が14重量%以上、50重量%以下の範囲内であることがより好ましい。さらに、エラストマーは、重量平均分子量が10,000以上、200,000以下の範囲内であることが好ましい。
接着層3を形成するための接着剤は、ポリサルホン系樹脂を含んでいてもよい。接着層3をポリサルホン系樹脂によって形成することにより、高温において積層体を処理しても、その後の工程において接着層を溶解し、基板から支持体を剥離することが可能な積層体を製造することができる。接着層3がポリサルホン樹脂を含んでいれば、例えば、アニーリング等により積層体を300℃以上という高温で処理する高温プロセスにおいても、積層体を好適に用いることができる。
ポリサルホン系樹脂は、式(3)で表されるポリサルホン構成単位及び式(4)で表されるポリエーテルサルホン構成単位のうちの少なくとも1つを備えていることによって、基板1とサポートプレート2とを貼り付けた後、高い温度条件において基板1を処理しても、分解及び重合等により接着層3が不溶化することを防止することができる積層体を形成することができる。また、ポリサルホン系樹脂は、上記式(3)で表されるポリサルホン構成単位からなるポリサルホン樹脂であれば、より高い温度に加熱しても安定である。このため、洗浄後の基板1に接着層に起因する残渣が生じることを防止することができる。
希釈溶剤は、接着層3を形成するための接着剤において、熱可塑性樹脂を希釈するために用いられる。接着剤において、熱可塑性樹脂を希釈する希釈溶剤は、熱可塑性樹脂の種類によって適宜設計することができる。
接着層3を構成する接着剤は、本質的な特性を損なわない範囲において、混和性のある他の物質をさらに含んでいてもよい。例えば、接着剤の性能を改良するための付加的樹脂、可塑剤、接着補助剤、安定剤、着色剤、熱重合禁止剤及び界面活性剤等、慣用されている各種添加剤をさらに用いることができる。
分離層4は、サポートプレート2を介して照射される光を吸収することによって変質する材料から形成されている層である。
分離層4は、フルオロカーボンからなっていてもよい。分離層4は、フルオロカーボンによって構成されることにより、光を吸収することによって変質するようになっており、その結果として、光の照射を受ける前の強度又は接着性を失う。よって、わずかな外力を加える(例えば、サポートプレート2を持ち上げる等)ことによって、分離層4が破壊されて、サポートプレート2と基板1とを分離し易くすることができる。分離層4を構成するフルオロカーボンは、プラズマCVD(化学気相堆積)法によって好適に成膜することができる。
分離層4は、光吸収性を有している構造をその繰り返し単位に含んでいる重合体を含有していてもよい。該重合体は、光の照射を受けて変質する。該重合体の変質は、上記構造が照射された光を吸収することによって生じる。分離層4は、重合体の変質の結果として、光の照射を受ける前の強度又は接着性を失っている。よって、わずかな外力を加える(例えば、サポートプレート2を持ち上げる等)ことによって、分離層4が破壊されて、サポートプレート2と基板1とを分離し易くすることができる。
また、上記重合体は、例えば、以下の式のうち、(a)〜(d)の何れかによって表される繰り返し単位を含んでいるか、(e)によって表されるか、又は(f)の構造をその主鎖に含んでいる。
上記の“化3”に示されるベンゼン環、縮合環及び複素環の例としては、フェニル、置換フェニル、ベンジル、置換ベンジル、ナフタレン、置換ナフタレン、アントラセン、置換アントラセン、アントラキノン、置換アントラキノン、アクリジン、置換アクリジン、アゾベンゼン、置換アゾベンゼン、フルオリム、置換フルオリム、フルオリモン、置換フルオリモン、カルバゾール、置換カルバゾール、N−アルキルカルバゾール、ジベンゾフラン、置換ジベンゾフラン、フェナントレン、置換フェナントレン、ピレン及び置換ピレンが挙げられる。例示した置換基がさらに置換基を有している場合、その置換基は、例えば、アルキル、アリール、ハロゲン原子、アルコキシ、ニトロ、アルデヒド、シアノ、アミド、ジアルキルアミノ、スルホンアミド、イミド、カルボン酸、カルボン酸エステル、スルホン酸、スルホン酸エステル、アルキルアミノ及びアリールアミノから選択される。
分離層4は、赤外線吸収性の構造を有する化合物によって形成されていてもよい。該化合物は、赤外線を吸収することにより変質する。分離層4は、化合物の変質の結果として、赤外線の照射を受ける前の強度又は接着性を失っている。よって、わずかな外力を加える(例えば、サポートプレート2を持ち上げる等)ことによって、分離層4が破壊されて、サポートプレート2と基板1とを分離し易くすることができる。
分離層4は、赤外線吸収物質を含有していてもよい。分離層4は、赤外線吸収物質を含有して構成されることにより、光を吸収することによって変質するようになっており、その結果として、光の照射を受ける前の強度又は接着性を失う。よって、わずかな外力を加える(例えば、サポートプレート2を持ち上げる等)ことによって、分離層4が破壊されて、サポートプレート2と基板1とを分離し易くすることができる。
分離層4は、カーボンからなっていてもよい。分離層4は、カーボンによって構成されることにより、光を吸収することによって変質するようになっており、その結果として、光の照射を受ける前の強度又は接着性を失う。よって、わずかな外力を加える(例えば、サポートプレート2を持ち上げる等)ことによって、分離層4が破壊されて、基板1とサポートプレート2とを分離し易くすることができる。
遮光層5とは、基板1と分離層4との間に形成されており、サポートプレート2を介して分離層4へと照射された光のうち、分離層4を透過した光が、基板1へ到達しないように遮光するための層である。遮光層5は分離層4を透過した光を、吸収及び反射することによって遮光する。
図2を用いて、本発明の一実施形態に係る積層体の製造方法について、詳細に説明する。本実施形態に係る積層体の製造方法は、サポートプレート2上に分離層4を形成する分離層形成工程(図2の(a)及び(b))、サポートプレート2上に形成された分離層4上に、分散液を塗布することにより遮光層5を形成する遮光層形成工程(図2の(c))、基板1上に接着層3を形成する接着層形成工程(図2の(d)及び(e))、及び、遮光層5を形成したサポートプレート2と基板1と接着層を介して貼り付ける積層工程(図2の(f))とを包含している。
分離層形成工程では、図2の(a)に示すサポートプレート2上に、分離層4を形成する(図2の(b))。なお、分離層4を形成する方法は、分離層4を形成するために用いられる材料に応じて適宜設計すればよい。
分離層形成工程では、図2の(d)に示す、基板1上に接着層3を形成する(図2の(e))。
本実施形態に係る遮光層形成工程では、サポートプレート2に形成されている分離層4上に、金属の分散液を塗布することにより、遮光層5を形成する(図2の(c))。
遮光層5を形成するための分散液は、上述の〔遮光層〕の欄に記載されている金属、金属酸化物、又は、金属窒化物と、上述の(希釈溶剤)の欄に記載されている希釈溶剤とを含んでいる。また、分散液は、必要に応じて、金属等の分散剤を適宜含んでいてもよい。
図3を用いて本発明の一実施形態に係る基板の処理方法について詳細に説明する。
分離工程では、図3の(a)に示す積層体10におけるサポートプレート2を介して、分離層4に、レーザ照射装置50によってレーザ光Lを照射する(図3の(b))。
遮光層除去工程では、遮光層形成工程において遮光層5を形成するために用いた分散液が含んでいる希釈溶剤(溶剤)を用いて、遮光層5を除去する(図3の(e))。ここで、ノズル51を用いて、溶剤S1として、接着層3を形成するために用いられる熱可塑性樹脂を実質的に相溶しない溶剤を用いて遮光層5を除去することができる。このため、遮光層5のみを除去することができ、その後、遮光層5を形成するために用いた金属、金属の酸化物、又は金属の窒化物等の金属等を首尾よく回収することができる。よって、これら金属等を、遮光層5を形成するために、好適に再利用することができる。
接着層除去工程では、ノズル52によって、接着層3の熱可塑性樹脂を好適に溶解することができる溶剤S2を塗布することにより、基板1から接着層3を好適に除去することができる(図3の(f))。
本発明に係る積層体は、上記実施形態に限定されない。例えば、一変形例において、積層体10における遮光層5は、金属、金属の酸化物、又は、金属の窒化物以外に、接着層3を形成するために用いられている熱可塑性樹脂とは、別の熱可塑性樹脂を含んでいる構成である。
本発明に係る積層体の製造方法は、上記実施形態に限定されない。例えば、一変形例に係る積層体の製造方法では、遮光層形成工程において、例えば、スパッタリングにより、金属、金属酸化物、又は、金属窒化物の遮光層を形成する。ここで、スパッタリング法として、2極スパッタリング法、マグネトロンスパッタリング法、DC(直流)RF(高周波)電源のスパッタリング、デュアルマグネトロン方式、反応性スパッタリング等の方法を採用することができる。
本発明に係る積層体の製造方法は、上記実施形態に限定されない。例えば、一変形例に係る基板の処理方法では、遮光層除去工程において、上記一変形例に係る積層体10の遮光層を除去する。ここで、一変形例に係る積層体10における遮光層5は、接着層3を形成する熱可塑性樹脂とは別の熱可塑性樹脂を含んでおり、当該別の熱可塑性樹脂は、接着層3を形成する熱可塑性樹脂に実質的に相溶しない溶剤によって、溶解することができる。従って、接着層3を残し、遮光層5の残渣のみを基板1から除去することができる。
実施例1として、ガラス支持体上に、分離層、及び遮光層を形成し、これら分離層及び遮光層の遮光性、及び耐熱性を評価した。
まず、遮光性の評価として、ガラス支持体(サンプル1)、分離層のみを形成したガラス支持体(サンプル2)、及び、遮光層のみを形成したガラス支持体(サンプル3)を作製し、各ガラス支持体における所定の波長の光の透過率を評価した。なお、サンプル1には、厚さ700μmのベアガラス支持体を用いた。
サンプル2として、サンプル1のガラス支持体と同じガラス支持体に、フルオロカーボンを用いたプラズマCVD法によりサポートプレート2上に分離層4を形成した。分離層形成工程の条件としては、流量400sccm、圧力700mTorr、高周波電力2500W及び成膜温度240℃の条件下において、反応ガスとしてC4F8を使用したCVD法を行なうことによって、分離層4であるフルオロカーボン膜(厚さ1μm)をサポートプレート2上に形成した。
次に、サンプル3として、サンプル1のガラス支持体と同じガラス支持体に、金属の分散液を用いて遮光層を形成した。遮光層は、Ag−Sn分散液(住友大阪セメント株式会社製)をスピンコート法により塗布し、90℃及び160℃の温度で各3分間ベークして形成した(膜厚300nm)。なお、Ag−Sn分散液には、20〜30重量%のAg、Ag−Snと、溶剤として65〜75重量%のPGMEAと、1〜5重量%の分散剤が含まれている。
次に、耐熱性の評価として、接着層のみを形成したガラス支持体(サンプル4)、サンプル2の分離層のみを形成したガラス支持体、及び、サンプル3の遮光層のみを形成したガラス支持体について、TG−DTA装置TG−DTA6200(セイコーインスツルメンツインク社製)により、50〜500℃において温度を変化させ、220℃、240℃、及び260℃における重量変化率を測定することにより耐熱性の評価を行なった。
サンプル4は、サンプル1のガラス支持体上に、炭化水素系接着剤 TZNR(登録商標)−A4017(東京応化工業株式会社製)をスピン塗布し、90℃、160℃、220℃の温度で各4分間ベークすることにより、膜厚50μmの接着層を形成した。
続いて、分散液に用いられる溶剤として使用され得るプロピレングリコールモノメチルエーテルアセテート(PGMEA)を用い、上記サンプル2における分離層の耐溶剤性を評価した。耐溶剤性の評価は、PGMEAを塗布する前後における、サンプル2の分離層の光学濃度(OD値)の変化により評価した。なお、光学濃度は、310透過・反射濃度計装置(X−RITE社製)を用い、サンプル2の平面部における中心点、端部、及び、中心点と端部との中間点において測定した。以下の表3に、分離層の耐溶剤性の評価結果を示す。
続いて、実施例2として、実施例1のサンプル3において用いた遮光層を備えた積層体を形成し、各種評価を行なった。
積層体の作製について、実施例1にて用いた12インチガラス支持体上に、実施例1と同じ条件で分離層を形成し、当該分離層の上に、実施例1と同じ分散液を塗布することにより、遮光層を形成した(遮光層形成工程)。ついで、厚さ700μmの12インチ半導体ウエハ基板を用いた以外は、サンプル4と同じ条件にて、半導体ウエハ基板上に接着層を形成した。その後、当該ウエハ基板と、遮光層を形成したガラス支持体とを、215℃に加熱し、2〜3分間、4tの押圧力を加えるとこにより、実施例2の積層体を形成した(積層体形成工程)。
ついで、実施例2の積層体についてTTV(Total Thickness Variation)測定を行なった。TTV測定は、(1)積層体の貼付後、(2)バックグラインド装置(DISCO社製)を用いて、当該積層体におけるウエハ基板が、厚さ50μmになるまでバックグラインディング処理した後、(3)バックグラインディング処理を行なった積層体について、200℃、1時間の条件に窒素環境下で加熱した後において、測定を行なった。ここで、TTV測定は、薄化したウエハ基板の厚さを除いた積層体の厚さ、つまり、ガラス支持体、分離層、遮光層、及び接着層の夫々の厚さの合計により評価した。表4にTTV評価の結果を示す。
その後、実施例2の積層体10について、ガラス支持体を介して分離層にレーザ光を照射した。レーザ光の照射条件は、波長を532nm、レーザ光の直径を180μmとして、レーザパルスにおける被照射領域同士の中心間距離を180μm、走査速度を6500mm/sとして、繰り返し周波数40kHzで照射を行なった。
実施例3として、スパッタリングにより遮光層を形成した積層体を作製し、貼付性、耐熱性、分離性、遮光層の除去性について評価を行なった。
実施例3の積層体について、バックグラインド装置(DISCO社製)を用いてウエハ基板の薄化処理を行なった。その後、目視により、積層体の端部においてウエハ基板からのガラス支持体の剥離がないことを確認した。
貼付性の評価を行なった積層体について、200℃で1時間の加熱処理を行ない、耐熱性を評価した。その後、実施例3の積層体について、積層体にボイドの発生及び端部の剥離等の不具合がないことを目視によって確認することができた。
実施例2の積層体と同じレーザ照射条件にて、耐熱性評価を行なった実施例3の積層体について、ガラス支持体を介して分離層に光を照射し、分離性を評価した。結果として、実施例2の積層体においても、不具合なく、ウエハ基板と、ガラス支持体とを分離することができることを確認することができた。
実施例3において、p−メンタンを用いて、ウエハ基板に残る接着層と遮光層との両方の残渣の除去を行なった。なお、スパッタリングにより形成した遮光層は、薄膜の状態を維持したまま、p−メンタンにより除去することができることを確認した。
実施例4として、金属と熱可塑性樹脂とを含んでいる遮光層を備えた積層体を形成し、貼付性、耐熱性、分離性、遮光層の除去性について評価を行なった。なお、遮光層の形成以外については、実施例2の積層体と条件にて、実施例4の積層体を製造した。
アクリル系接着剤 TZNR(登録商標)−A0136(東京応化工業株式会社製)に対して全体量の10重量%となるようにTiO2フィラー(日本アエロジル社製)を混合した分散液を、分離層4上に回転数600rpmでスピン塗布し、100℃、150℃、200℃の温度で各3分間ベークし、遮光層5を形成した(膜厚20μm)。遮光層5の形成方法以外は実施例1と同様であった。
実施例4の積層体について、バックグラインド装置(DISCO社製)を用いてウエハ基板の薄化処理を行なった。その後、目視により、積層体の端部において、ウエハ基板からのガラス支持体の剥離がないことを確認した。
貼付性の評価を行なった実施例4の積層体について、200℃で1時間の加熱処理を行ない、耐熱性を評価して、積層体にボイドの発生及び端部の剥離等の不具合がないことを目視により、確認した。なお、耐熱性の評価においては、積層体の端部において、遮光層の熱による流動が低減されており、遮光層に用いられるTZNR(登録商標)−A0136のレオロジー特性が向上していることを確認することができた。
実施例2及び3と同じ条件にて、積層体の分離層に光を照射することにより、不具合なく、ガラス支持体をウエハ基板から分離できることを確認することができた。
実施例4の積層体において、PGMEAを用いることにより、ガラス支持体を分離したウエハ基板を洗浄することで、遮光層の残渣のみを除去することができることを確認することができた。その後、ウエハ基板に残る接着層の残渣をp−メンタンにより好適に除去することができることを確認することができた。
2 サポートプレート(支持体)
3 接着層
4 分離層
5 遮光層
10 積層体
Claims (14)
- 基板と、光を透過する支持体とを、接着層と、遮光層と、光を吸収することにより変質する分離層とを介して積層してなる積層体であって、
上記遮光層は、上記基板と上記分離層との間に形成されており、
上記遮光層は、金属、当該金属の酸化物、及び、当該金属の窒化物からなる群から選択される少なくとも1つを含んでなり、
上記分離層は、上記遮光層に含まれる金属、金属の酸化物、及び、金属の窒化物を含んでいないことを特徴とする積層体。 - 上記遮光層は、上記金属の粒子、上記金属の酸化物の粒子、及び、上記金属の窒化物の粒子からなる群から選択される少なくとも1つ以上の粒子を含んでなる層であることを特徴とする請求項1に記載の積層体。
- 上記金属は、Al、Au、Ag、Cu、Cr、Pt、Ni、Ti、Ge、In、Si、Pd、Sn、及び、これらの2つ以上の金属の合金からなる群から選択される少なくとも1つであることを特徴とする請求項1又は2に記載の積層体。
- 上記金属は、Au、Ag、Sn及び、AgSn合金からなる群から選択される少なくとも1つであり、上記金属の酸化物は、TiO2であることを特徴とする請求項1〜3の何れか1項に記載の積層体。
- 上記遮光層の膜厚が0.05μm以上、50μm以下であることを特徴とする請求項1〜4の何れか1項に記載の積層体。
- 上記遮光層は、熱可塑性樹脂をさらに含んでなることを特徴とする請求項1〜5の何れか1項に記載の積層体。
- 上記接着層は、上記熱可塑性樹脂とは別の熱可塑性樹脂を含んでなり、当該別の熱可塑性樹脂は、上記熱可塑性樹脂を溶解することができる溶剤に、難溶又は不溶であることを特徴とする請求項6に記載の積層体。
- 基板と、光を透過する支持体とを、接着層と、遮光層と、光を吸収することにより変質する分離層とを介して積層してなる積層体の製造方法であって、
上記支持体上に、上記遮光層に含まれる金属、金属の酸化物、及び、金属の窒化物を含んでいない分離層を形成する分離層形成工程と、
上記基板上、上記基板上に形成された接着層上、及び、上記支持体上に形成された分離層上の少なくとも何れかに、上記金属、上記金属の酸化物、及び、上記金属の窒化物からなる群から選択される少なくとも1つを含んでなる上記遮光層を形成する遮光層形成工程と、を包含していることを特徴とする積層体の製造方法。 - 上記遮光層形成工程では、上記基板上、上記基板上に形成された接着層上、及び、上記支持体上に形成された分離層上の少なくとも何れかに、上記金属、上記金属の酸化物、及び、上記金属の窒化物からなる群から選択される少なくとも1つ、及び溶剤を含んでなる分散液を塗布することで、上記遮光層を形成することを特徴とする請求項8に記載の積層体の製造方法。
- 上記遮光層形成工程では、スパッタリング法により、上記基板上、上記基板上に形成された接着層上、及び、上記支持体上に形成された分離層上の少なくとも何れかに、上記金属、上記金属の酸化物、及び、上記金属の窒化物からなる群から選択される少なくとも1つを含んでなる上記遮光層を形成することを特徴とする請求項8に記載の積層体の製造方法。
- 上記分散液は、熱可塑性樹脂をさらに含んでなり、
上記接着層は、上記熱可塑性樹脂とは別の熱可塑性樹脂を含んでなり、当該別の熱可塑性樹脂は、上記溶剤に、難溶又は不溶であることを特徴とする請求項9に記載の積層体の製造方法。 - 上記遮光層形成工程では、上記支持体上に形成された分離層上に上記遮光層を形成することを特徴とする請求項8〜11の何れか1項に記載の積層体の製造方法。
- 請求項8〜11の何れか1項に記載の積層体の製造方法によって上記積層体を製造する積層体製造工程と、
上記積層体における上記支持体を介して、上記分離層に光を照射することにより変質させることで、上記基板と上記支持体とを分離する分離工程と、を包含していることを特徴とする基板の処理方法。 - 請求項9又は11に記載の積層体の製造方法によって上記積層体を製造する積層体製造工程と、
上記積層体における上記支持体を介して、上記分離層に光を照射することにより変質させることで、上記基板と上記支持体とを分離する分離工程と、
上記支持体を分離した上記基板上に残留する上記遮光層を、上記溶剤を供給することにより除去する遮光層除去工程と、を包含していることを特徴とする基板の処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027413A JP6649111B2 (ja) | 2016-02-16 | 2016-02-16 | 積層体、積層体の製造方法、及び基板の処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027413A JP6649111B2 (ja) | 2016-02-16 | 2016-02-16 | 積層体、積層体の製造方法、及び基板の処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144615A true JP2017144615A (ja) | 2017-08-24 |
| JP6649111B2 JP6649111B2 (ja) | 2020-02-19 |
Family
ID=59682802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016027413A Active JP6649111B2 (ja) | 2016-02-16 | 2016-02-16 | 積層体、積層体の製造方法、及び基板の処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6649111B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080276A1 (ja) * | 2018-10-16 | 2020-04-23 | 富士フイルム株式会社 | レーザ剥離用の積層体、組成物およびキット |
| JPWO2021024770A1 (ja) * | 2019-08-02 | 2021-02-11 | ||
| JP2024542558A (ja) * | 2021-12-03 | 2024-11-15 | インターナショナル・ビジネス・マシーンズ・コーポレーション | レーザ剥離層を有するシリコン・ハンドラ |
| JP2025032136A (ja) * | 2019-05-22 | 2025-03-11 | 株式会社レゾナック | 半導体装置を製造する方法 |
| JP2025142020A (ja) * | 2020-08-26 | 2025-09-29 | 日東電工株式会社 | 部材加工方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004064040A (ja) * | 2002-06-03 | 2004-02-26 | Three M Innovative Properties Co | 被研削基材を含む積層体、その製造方法並びに積層体を用いた極薄基材の製造方法及びそのための装置 |
| JP2011076767A (ja) * | 2009-09-29 | 2011-04-14 | Dainippon Printing Co Ltd | 積層体、準備用支持体、積層体の製造方法、及びデバイスの製造方法 |
| WO2013118536A1 (ja) * | 2012-02-07 | 2013-08-15 | 東京応化工業株式会社 | 処理方法及び処理装置 |
| JP2013171949A (ja) * | 2012-02-20 | 2013-09-02 | Tokyo Ohka Kogyo Co Ltd | 支持体分離方法及び支持体分離装置 |
| JP2013172033A (ja) * | 2012-02-21 | 2013-09-02 | Tokyo Ohka Kogyo Co Ltd | 分離方法及び積層構造体 |
| JP2014019145A (ja) * | 2012-07-23 | 2014-02-03 | Tokyo Ohka Kogyo Co Ltd | 積層体及び積層体の製造方法 |
| JP2014187327A (ja) * | 2013-03-25 | 2014-10-02 | Tokyo Ohka Kogyo Co Ltd | 基板の処理方法および基板の暫定支持用積層体 |
| JP2014189564A (ja) * | 2013-03-26 | 2014-10-06 | Lintec Corp | 粘着シートおよび保護膜形成用複合シートならびに保護膜付きチップの製造方法 |
| JP2015046515A (ja) * | 2013-08-28 | 2015-03-12 | 東京応化工業株式会社 | 積層体の製造方法及び積層体 |
| JP2016506061A (ja) * | 2012-09-05 | 2016-02-25 | コーニンクレッカ フィリップス エヌ ヴェKoninklijke Philips N.V. | デバイスウエハからのキャリアウエハのレーザ剥離 |
-
2016
- 2016-02-16 JP JP2016027413A patent/JP6649111B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004064040A (ja) * | 2002-06-03 | 2004-02-26 | Three M Innovative Properties Co | 被研削基材を含む積層体、その製造方法並びに積層体を用いた極薄基材の製造方法及びそのための装置 |
| JP2011076767A (ja) * | 2009-09-29 | 2011-04-14 | Dainippon Printing Co Ltd | 積層体、準備用支持体、積層体の製造方法、及びデバイスの製造方法 |
| WO2013118536A1 (ja) * | 2012-02-07 | 2013-08-15 | 東京応化工業株式会社 | 処理方法及び処理装置 |
| JP2013171949A (ja) * | 2012-02-20 | 2013-09-02 | Tokyo Ohka Kogyo Co Ltd | 支持体分離方法及び支持体分離装置 |
| JP2013172033A (ja) * | 2012-02-21 | 2013-09-02 | Tokyo Ohka Kogyo Co Ltd | 分離方法及び積層構造体 |
| JP2014019145A (ja) * | 2012-07-23 | 2014-02-03 | Tokyo Ohka Kogyo Co Ltd | 積層体及び積層体の製造方法 |
| JP2016506061A (ja) * | 2012-09-05 | 2016-02-25 | コーニンクレッカ フィリップス エヌ ヴェKoninklijke Philips N.V. | デバイスウエハからのキャリアウエハのレーザ剥離 |
| JP2014187327A (ja) * | 2013-03-25 | 2014-10-02 | Tokyo Ohka Kogyo Co Ltd | 基板の処理方法および基板の暫定支持用積層体 |
| JP2014189564A (ja) * | 2013-03-26 | 2014-10-06 | Lintec Corp | 粘着シートおよび保護膜形成用複合シートならびに保護膜付きチップの製造方法 |
| JP2015046515A (ja) * | 2013-08-28 | 2015-03-12 | 東京応化工業株式会社 | 積層体の製造方法及び積層体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080276A1 (ja) * | 2018-10-16 | 2020-04-23 | 富士フイルム株式会社 | レーザ剥離用の積層体、組成物およびキット |
| JP2025032136A (ja) * | 2019-05-22 | 2025-03-11 | 株式会社レゾナック | 半導体装置を製造する方法 |
| JPWO2021024770A1 (ja) * | 2019-08-02 | 2021-02-11 | ||
| JP7325515B2 (ja) | 2019-08-02 | 2023-08-14 | 東京エレクトロン株式会社 | 基板処理方法、及び基板処理装置 |
| JP2025142020A (ja) * | 2020-08-26 | 2025-09-29 | 日東電工株式会社 | 部材加工方法 |
| JP7843407B2 (ja) | 2020-08-26 | 2026-04-09 | 日東電工株式会社 | 部材加工方法 |
| JP2024542558A (ja) * | 2021-12-03 | 2024-11-15 | インターナショナル・ビジネス・マシーンズ・コーポレーション | レーザ剥離層を有するシリコン・ハンドラ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6649111B2 (ja) | 2020-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5977532B2 (ja) | 支持体分離方法及び支持体分離装置 | |
| JP6216727B2 (ja) | 支持体分離方法 | |
| JP6381994B2 (ja) | 剥離用組成物及び剥離方法 | |
| JP6437805B2 (ja) | 積層体の製造方法、封止基板積層体の製造方法及び積層体 | |
| JP6564301B2 (ja) | 支持体分離方法 | |
| JP6470414B2 (ja) | 支持体分離装置及び支持体分離方法 | |
| JP6125317B2 (ja) | モールド材の処理方法及び構造体の製造方法 | |
| JP2018014361A (ja) | 支持体分離装置および支持体分離方法 | |
| JP6649111B2 (ja) | 積層体、積層体の製造方法、及び基板の処理方法 | |
| JP2013239650A (ja) | 支持体分離方法および支持体分離装置 | |
| JP6180661B2 (ja) | 積層体の製造方法、基板の処理方法及び積層体 | |
| JP6244183B2 (ja) | 処理方法 | |
| JP6030358B2 (ja) | 積層体 | |
| JP6446248B2 (ja) | 積層体の製造方法、基板の処理方法及び積層体 | |
| JP6214182B2 (ja) | 基板の処理方法 | |
| JP6006569B2 (ja) | 積層体及び積層体の製造方法 | |
| JP6162976B2 (ja) | 基板の処理方法 | |
| JP6055354B2 (ja) | 基板の処理方法 | |
| JP6298393B2 (ja) | 支持体分離方法 | |
| JP6691816B2 (ja) | 封止体の製造方法 | |
| JP6295066B2 (ja) | 処理方法 | |
| JP6247871B2 (ja) | 積層体、積層体形成キットおよび積層体形成方法 | |
| JP2015046514A (ja) | 積層体の製造方法及び積層体 | |
| JP2015116667A (ja) | 積層体、積層体の製造方法、及び基板の処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6649111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |