JP2017144662A - 積層体の製造方法、積層体、及び積層体製品の製造方法 - Google Patents
積層体の製造方法、積層体、及び積層体製品の製造方法 Download PDFInfo
- Publication number
- JP2017144662A JP2017144662A JP2016029263A JP2016029263A JP2017144662A JP 2017144662 A JP2017144662 A JP 2017144662A JP 2016029263 A JP2016029263 A JP 2016029263A JP 2016029263 A JP2016029263 A JP 2016029263A JP 2017144662 A JP2017144662 A JP 2017144662A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- laminate
- base sheet
- group
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【課題】積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法を提供する。
【解決手段】A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成されたB群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、その一枚を第1の基材シートとし、他方を第2の基材シートとし、第1の基材シート及び第2の基材シートを積層してなる未圧着積層シートを形成し、次いで、未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。〔A群〕フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー〔B群〕織物、交差結合布、ワリフ、編物又は一方向樹脂シート
【選択図】なし
【解決手段】A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成されたB群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、その一枚を第1の基材シートとし、他方を第2の基材シートとし、第1の基材シート及び第2の基材シートを積層してなる未圧着積層シートを形成し、次いで、未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。〔A群〕フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー〔B群〕織物、交差結合布、ワリフ、編物又は一方向樹脂シート
【選択図】なし
Description
本発明は、積層体の製造方法、積層体、及び積層体製品の製造方法に関する。
特許文献1には、織布と織布の間に、接着層を介在させて、熱圧着して、その接着層を完全に溶解させて、積層ポリマー製品を製造する方法が記載されている。
従来技術では、剛性が十分とは言えなかったり、反対に、製品によっては不必要に剛性が高かったりする状況が発生し得た。
昨今、積層体は広範にわたる分野での使用が検討されており、各種用途に合わせた積層体を提供することが求められている。各種用途に合わせた積層体とは、積層体の重量や剛性等をその用途にとって最適な状態にした積層体である。
このように、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法の開発が望まれる。
昨今、積層体は広範にわたる分野での使用が検討されており、各種用途に合わせた積層体を提供することが求められている。各種用途に合わせた積層体とは、積層体の重量や剛性等をその用途にとって最適な状態にした積層体である。
このように、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法の開発が望まれる。
そこで本発明の課題は、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法を提供することにある。
また本発明の他の課題は、以下の記載によって明らかとなる。
上記課題は、以下の各発明によって解決される。
1.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
2.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
3.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
4.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
5.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
6.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
7.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
8.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
9.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
10.
前記不織布が、スパンボンド、メルトブローなどのフリースの形成方法、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成されることを特徴とする前記4〜9の何れかに記載の積層体の製造方法。
11.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記第2の基材シートとの間に、下記C群から選ばれる積層材料が積層されることを特徴とする前記1、4又は7記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
12.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記11記載の積層体の製造方法。
13.
前記未圧着積層シートを複数積層してなる積層体を形成する際に、
前記未圧着積層シート同士間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
14.
前記未圧着積層シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記13記載の積層体の製造方法。
15.
前記未圧着積層シートと、前記第1の基材シート又は前記第2の基材シートとを積層してなる積層体を形成する際に、
前記未圧着積層シートと前記第1の基材シート又は前記第2の基材シートとの間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
16.
前記未圧着積層シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第1の基材シート又は第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記15記載の積層体の製造方法。
17.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記中間層との間、及び又は前記第2の基材シートと前記中間層との間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
18.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記第2の基材シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記17記載の積層体の製造方法。
19.
前記第1の基材シート及び前記第2の基材シートを構成する樹脂が同種の組成である前記1〜18の何れかに記載の積層体の製造方法。
20.
前記第1の基材シート、前記第2の基材シート及び前記中間層を構成する樹脂が同種の組成である前記2、3、5、6、8、9、12〜19の何れかに記載の積層体の製造方法。
21.
前記1〜20の何れかに記載の積層体の製造方法によって製造されることを特徴とする積層体。
22.
前記21記載の積層体の片面又は両面に、下記D群から選ばれる積層材料が積層されることを特徴とする積層体。
〔D群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
23.
前記積層体と前記D群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記22記載の積層体。
24.
前記21記載の積層体を用いて、下記E群から選ばれる積層体製品を製造することを特徴とする積層体製品の製造方法。
〔E群〕
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
2.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
3.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
4.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
5.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
6.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
7.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
8.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
9.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
10.
前記不織布が、スパンボンド、メルトブローなどのフリースの形成方法、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成されることを特徴とする前記4〜9の何れかに記載の積層体の製造方法。
11.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記第2の基材シートとの間に、下記C群から選ばれる積層材料が積層されることを特徴とする前記1、4又は7記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
12.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記11記載の積層体の製造方法。
13.
前記未圧着積層シートを複数積層してなる積層体を形成する際に、
前記未圧着積層シート同士間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
14.
前記未圧着積層シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記13記載の積層体の製造方法。
15.
前記未圧着積層シートと、前記第1の基材シート又は前記第2の基材シートとを積層してなる積層体を形成する際に、
前記未圧着積層シートと前記第1の基材シート又は前記第2の基材シートとの間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
16.
前記未圧着積層シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第1の基材シート又は第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記15記載の積層体の製造方法。
17.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記中間層との間、及び又は前記第2の基材シートと前記中間層との間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
18.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記第2の基材シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記17記載の積層体の製造方法。
19.
前記第1の基材シート及び前記第2の基材シートを構成する樹脂が同種の組成である前記1〜18の何れかに記載の積層体の製造方法。
20.
前記第1の基材シート、前記第2の基材シート及び前記中間層を構成する樹脂が同種の組成である前記2、3、5、6、8、9、12〜19の何れかに記載の積層体の製造方法。
21.
前記1〜20の何れかに記載の積層体の製造方法によって製造されることを特徴とする積層体。
22.
前記21記載の積層体の片面又は両面に、下記D群から選ばれる積層材料が積層されることを特徴とする積層体。
〔D群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
23.
前記積層体と前記D群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記22記載の積層体。
24.
前記21記載の積層体を用いて、下記E群から選ばれる積層体製品を製造することを特徴とする積層体製品の製造方法。
〔E群〕
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
本発明によれば、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法を提供することができる。
以下に、本発明を実施するための形態について説明する。
1.第1態様
第1態様の積層体の製造方法は、最初に、下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意する。
第1態様の積層体の製造方法は、最初に、下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意する。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
A群の線条体は、例えば、ポリプロピレン、ポリエチレン等のポリオレフィン;ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。これらの樹脂を用いて形成されたフラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバーを線条体として用いる。
線条体は、延伸されていても、無延伸のままでもよいが、好ましくは、製品の強度向上のために、延伸されていることが好ましい。延伸手段としては、例えば一軸又は二軸延伸を採用することができる。
線条体は、単層構造、積層構造、又は芯鞘構造で構成されたものを用いることができる。
線条体が単層構造の場合は、線条体を構成する樹脂が、熱圧着の温度よりも融点の高い熱可塑性樹脂で構成される。このとき、熱圧着の温度よりも融点の低い熱可塑性樹脂を含むこともできる。
線条体が積層構造の場合は、前記単層構造の線条体を基層として、基層の片面又は両面に、基層よりも融点の低い熱可塑性樹脂からなる表面層を積層することもできる。
線条体が芯鞘構造の場合は、前記単層構造の線条体を基層として、基層よりも融点の低い熱可塑性樹脂からなる表面層が被覆することもできる。このような線条体としては、フラットヤーン、マルチフィラメント、モノフィラメント、ステープルファイバー等を例示することができる。
線条体として積層構造が使用される場合、その成形材料となる積層フィルムを成形する手段としては、格別限定されないが、(1)予め基層となるフィルムと表面層となるフィルムを形成してドライラミネート法や熱ラミネート法を用いて複層化する手段や、(2)基層となるフィルムの表面に表面層となる熱可塑性樹脂をコーティングする方法、(3)予め形成した基層となるフィルムに表面層を押出ラミネートする方法、あるいは(4)多層共押出法によって積層フィルムとして押出成形する方法等の手段から適宜選択して用いることができる。
線条体として芯鞘構造が使用される場合、その成形手段としては、格別限定されないが、予め基層となる樹脂と表面層となる樹脂を用意し、押出し機を備える複合紡糸装置に導入し、各々の樹脂は溶融した状態で押出し機の別々の配管を通って複合紡糸金型で合流して押出され、これを冷却する方法等の手段を用いることができる。
線条体の太さは、目的に応じて任意に選定することができるが、線条体が単層構造又は積層構造の場合には、一般的には、50〜10000デシテックス(dt)の範囲が望ましく、線条体が芯鞘構造の場合には、一般的には、1〜10000デシテックス(dt)の範囲が望ましい。
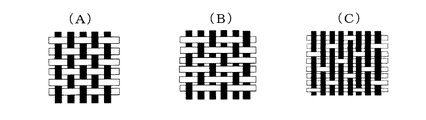
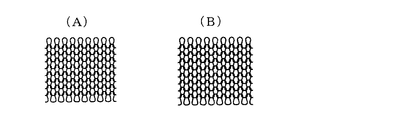
B群の上記織布は、図1(A)に示す平織、図1(B)に示す綾織、又は図1(C)に示す朱子織の何れでもよい。交差結合布は、図2(A)に示す2軸交差結合布、図2(B)に示す3軸交差結合布、図2(C)に示す4軸交差結合布の何れでもよい。編物は、図3(A)に示すヨコ編、図3(B)に示すタテ編の何れでもよい。一方向樹脂シートは、線条体を一方向に引きそろえた樹脂シートである(図4参照)。
次に、上記用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、その一枚を第1の基材シートとし、他方を第2の基材シートとする。
本発明においては、二枚の基材シートを選択すればよいので、選択する枚数は三枚でも、四枚以上でもよい。
前記第1の基材シートと前記第2の基材シートの間には、熱可塑性樹脂からなる中間層を設けることも好ましいことである。
本発明の一態様では、前記第1の基材シート、前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
本発明の他の一態様では、前記第1の基材シート、前記中間層及び前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
本発明の一態様では、前記第1の基材シート、前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
本発明の他の一態様では、前記第1の基材シート、前記中間層及び前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
三枚以上を選択した場合にも、各基材シートの間に、中間層を設けて、未圧着積層シートを形成してもよい。
中間層が、第1の基材シートと第2の基材シートとの間に配置される態様においては、該中間層は、単一の熱可塑性樹脂で形成されてもよいし、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させたもので形成されてもよい。
特に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層である場合は、該中間層が、第1の基材シートと第2の基材シートとを接着すると共に、得られる積層体の剛性を向上する剛性向上層として機能することができるため好ましい。
本明細書において、「融点」というのは、DSC測定(示差走査熱量測定;Differential scanning calorimetry)により融解ピーク温度として測定される温度のことである。従って、高融点樹脂成分は、低融点樹脂成分よりも融解ピーク温度が高い関係にある。
中間層に用いられる熱可塑性樹脂は、格別限定されないが、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。
一方、中間層に低融点樹脂成分と高融点樹脂成分とを含有する場合に、前記低融点樹脂成分及び高融点樹脂成分は、格別限定されないが、用いられる低融点樹脂成分としては、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。用いられる高融点樹脂成分としては、低融点樹脂成分よりも融点が高いものであればよいが、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。
一方、中間層に低融点樹脂成分と高融点樹脂成分とを含有する場合に、前記低融点樹脂成分及び高融点樹脂成分は、格別限定されないが、用いられる低融点樹脂成分としては、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。用いられる高融点樹脂成分としては、低融点樹脂成分よりも融点が高いものであればよいが、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。
中間層に低融点樹脂成分及び高融点樹脂成分を含有する態様において、用いられる低融点樹脂成分及び高融点樹脂成分が、それぞれポリプロピレンから選択される場合は、例えば、低融点樹脂成分としてランダムポリプロピレンを用い、高融点樹脂成分としてホモポリプロピレンを用いることができる。
ランダムポリプロピレンは、モノマー成分としてのプロピレンと、α−オレフィン(例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン等のプロピレン以外のα−オレフィン)とが、ランダムに共重合したものである。
また、中間層に用いられる低融点樹脂成分及び高融点樹脂成分が、それぞれポリプロピレンから選択される場合の他の態様としては、低融点樹脂成分として比較的低融点のランダムポリプロピレンを用い、高融点樹脂成分として比較的高融点のランダムポリプロピレンを用いることもできる。
中間層としては、格別限定されないが、例えば、低融点樹脂成分のペレットと高融点樹脂成分のペレットとを、両樹脂成分の融点以上の温度で混練し、インフレーション成形等により形成されたフィルムを挙げることができる。
中間層において、高融点樹脂成分の含有量は、例えば、5重量%〜50重量%の範囲であることが好ましく、10重量%〜30重量%の範囲であることが更に好ましい。また、中間層における低融点樹脂成分と高融点樹脂成分の重量比率は、5:95〜50:50の範囲であることが好ましく、10:90〜30:70の範囲であることが更に好ましい。
中間層の厚さは、例えば、基材シートの厚さや、線条体の太さ等に応じて適宜設定可能であるので限定的ではないが、10μm〜100μmの範囲であることが好ましく、20μm〜60μmの範囲であることが更に好ましい。
線条体や中間層には、目的に応じて各種の添加剤を添加することができる。具体的には、有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、有機金属塩系等の滑剤;含臭素系有機系、リン酸系、メラミンシアヌレート系、三酸化アンチモン等の難燃剤;低密度ポリエチレン、線状低密度ポリエチレン等の延伸助剤;有機顔料;無機顔料;無機充填剤;有機充填剤;金属イオン系等の無機抗菌剤、有機抗菌剤等が挙げられる。
次いで、上記の未圧着積層シートを、熱圧着し、その後、冷却することにより、積層体を製造する。
特に、前記中間層を有する未圧着積層シートである場合は、中間層を形成する熱可塑性樹脂の融点以上、若しくは前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することが好ましい。かかる製法により、得られる積層体は剛性に優れる効果を奏する。
特に、前記中間層を有する未圧着積層シートである場合は、中間層を形成する熱可塑性樹脂の融点以上、若しくは前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することが好ましい。かかる製法により、得られる積層体は剛性に優れる効果を奏する。
熱圧着の手法は格別限定されないが、例えば熱プレス機などを用いることができ、その圧力は格別限定されず、各層の厚さ等に応じて適宜設定可能であり、例えば、0.5MPa〜20MPaの範囲であることが好ましく、2MPa〜15MPaの範囲であることが更に好ましい。
熱圧着の時間は、熱圧着できるものであれば格別限定されないが、例えば、1分〜20分の範囲であることが好ましい。
また熱圧着後の冷却は、自然放冷であってもよいし、強制的な冷却でもよい。強制的な冷却の場合には、熱圧着時の圧着状態を維持して、温度を冷却温度に下げる手法も採用できる。この場合、冷却プレスの手法を採用できる。
冷却プレスの圧力は格別限定されず、各層の厚さ等に応じて適宜設定可能であり、例えば、0.5MPa〜20MPaの範囲であることが好ましく、2MPa〜15MPaの範囲であることが更に好ましい。
冷却の時間は、冷却できるものであれば格別限定されないが、例えば、10秒〜20分の範囲であることが好ましい。
冷却の時間は、冷却できるものであれば格別限定されないが、例えば、10秒〜20分の範囲であることが好ましい。
本発明により製造された積層体は剛性に優れる効果を奏する。
上記態様の積層体が剛性に優れる理由としては、熱圧着時に、融解されることがないか、あるいは融解されることがあったとしてもごく少量しか融解されない高融点樹脂成分によって、樹脂の結晶状態が改善されることが寄与しているものと推定される。より具体的には、融解された低融点樹脂成分が再結晶化する際に、融解されていない高融点樹脂成分が結晶核剤として機能し、クロス積層体に剛性を付与するのに適した結晶状態を形成しているものと推定される。
なお、本明細書において、「剛性が高い」というのは、より具体的には、例えばJIS K 7171に準拠して測定される曲げ弾性率(MPa)が高いこと等を意味する。
上記態様の積層体が剛性に優れる理由としては、熱圧着時に、融解されることがないか、あるいは融解されることがあったとしてもごく少量しか融解されない高融点樹脂成分によって、樹脂の結晶状態が改善されることが寄与しているものと推定される。より具体的には、融解された低融点樹脂成分が再結晶化する際に、融解されていない高融点樹脂成分が結晶核剤として機能し、クロス積層体に剛性を付与するのに適した結晶状態を形成しているものと推定される。
なお、本明細書において、「剛性が高い」というのは、より具体的には、例えばJIS K 7171に準拠して測定される曲げ弾性率(MPa)が高いこと等を意味する。
2.第2態様
第1態様において、第1の基材シートと第2の基材シートとして、不織布を用いた態様である。その余の構成は、第1態様と同様であるので、それらの説明を援用する。
第1態様において、第1の基材シートと第2の基材シートとして、不織布を用いた態様である。その余の構成は、第1態様と同様であるので、それらの説明を援用する。
この態様に用いる不織布は、スパンボンド、メルトブローなどのフリースの形成方法で形成されたものを用いてもよいし、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成された不織布を用いることもできる。
3.第3態様
第1態様において、第1の基材シートとして下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる織布を、第2の基材シートとして不織布を用いた態様である。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
その余の構成は、第1態様と同様であるので、それらの説明を援用する。
第1態様において、第1の基材シートとして下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる織布を、第2の基材シートとして不織布を用いた態様である。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
その余の構成は、第1態様と同様であるので、それらの説明を援用する。
4.第4態様
上記第1態様及び第2態様において、第1の基材シート及び第2の基材シートを構成する樹脂は、同種の組成であることが好ましい。
さらに、上記第1態様及び第2態様のうちの中間層を有する態様において、第1の基材シート及び第2の基材シート及び中間層を構成する樹脂は、同種の組成であることが好ましい。
例えば、第1の基材シート、第2の基材シート及び中間層を構成する樹脂が、全てポリエチレン樹脂であること、あるいは全てポリプロピレン樹脂であることが同種の組成であることを意味する。
上記第1態様及び第2態様において、第1の基材シート及び第2の基材シートを構成する樹脂は、同種の組成であることが好ましい。
さらに、上記第1態様及び第2態様のうちの中間層を有する態様において、第1の基材シート及び第2の基材シート及び中間層を構成する樹脂は、同種の組成であることが好ましい。
例えば、第1の基材シート、第2の基材シート及び中間層を構成する樹脂が、全てポリエチレン樹脂であること、あるいは全てポリプロピレン樹脂であることが同種の組成であることを意味する。
5.第5態様
上記態様において、未圧着積層シートを形成する際又は該未圧着積層シートを積層してなる積層体を形成する際に、C群から選ばれる積層材料がさらに積層された積層体もまた好ましい。
上記態様において、未圧着積層シートを形成する際又は該未圧着積層シートを積層してなる積層体を形成する際に、C群から選ばれる積層材料がさらに積層された積層体もまた好ましい。
C群から選ばれる積層材料は、発泡体;不織布;樹脂フィルム又は樹脂シート;紙;天然革又は人工革;ハニカム構造体;アルミ、鉄又は銅などの金属シートなどが挙げられる。
図5(1)に図示するように、第1の基材シートと第2の基材シートとの間に、C群から選ばれる積層材料を積層することができる。
図5(2)に図示するように、未圧着積層シートを複数積層してなる積層体を形成する際に、未圧着積層シート同士間に、C群から選ばれる積層材料を積層することができる。
図5(3)に図示するように、未圧着積層シートと、第1の基材シート又は第2の基材シートとを積層してなる積層体を形成する際に、未圧着積層シートと第1の基材シート又は第2の基材シートとの間に、C群から選ばれる積層材料を積層することができる。
図5(4)に図示するように、未圧着積層シートを形成する際に、第1の基材シートと中間層との間、及び又は第2の基材シートと中間層との間に、C群から選ばれる積層材料を積層することができる。
図5(2)に図示するように、未圧着積層シートを複数積層してなる積層体を形成する際に、未圧着積層シート同士間に、C群から選ばれる積層材料を積層することができる。
図5(3)に図示するように、未圧着積層シートと、第1の基材シート又は第2の基材シートとを積層してなる積層体を形成する際に、未圧着積層シートと第1の基材シート又は第2の基材シートとの間に、C群から選ばれる積層材料を積層することができる。
図5(4)に図示するように、未圧着積層シートを形成する際に、第1の基材シートと中間層との間、及び又は第2の基材シートと中間層との間に、C群から選ばれる積層材料を積層することができる。
上記図5(1)〜(4)の積層体において、第1の基材シート又は第2の基材シートとC群から選ばれる積層材料との間、若しくは、未圧着積層シートとC群から選ばれる積層材料との間に、さらに中間層を設けてもよい。
6.第6態様
この態様の積層体は、上記態様で製造された積層体の片面又は両面に、 D群から選ばれる積層材料が積層された積層体である。
この態様の積層体は、上記態様で製造された積層体の片面又は両面に、 D群から選ばれる積層材料が積層された積層体である。
D群から選ばれる積層材料は、発泡体;不織布;樹脂フィルム又は樹脂シート;紙;天然革又は人工革;ハニカム構造体;アルミ、鉄又は銅などの金属シートなどが挙げられる。
このような積層材料が積層された積層体は、剛性に優れるだけでなく、各種用途に応じて積層材料を選択することにより、用途に応じた優れた効果を発揮する。
発泡体であれば、外表面が柔軟性に優れた、内部は剛性に優れる積層体を提供できる。樹脂フィルム又は樹脂シートであれば、表面保護性に優れた積層体が提供できる。紙であれば、紙に種々の模様を形成することにより装飾性に優れた積層体を提供できる。天然革であれば、高級感ある積層体を提供できる。金属シートであれば、全体を金属で形成したような重厚感を与える積層体を提供できる。
7.第7態様
本発明においては、上記の積層体の製造方法によって得られた積層体を用いて、E群から選ばれる積層体製品を製造することができる。
本発明においては、上記の積層体の製造方法によって得られた積層体を用いて、E群から選ばれる積層体製品を製造することができる。
E群から選ばれる積層体製品としては、以下の製品が挙げられるが、必ずしも限定されるわけではない。
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
Claims (24)
- 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 - 不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 - 不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 - 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート - 前記不織布が、スパンボンド、メルトブローなどのフリースの形成方法、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成されることを特徴とする請求項4〜9の何れかに記載の積層体の製造方法。
- 前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記第2の基材シートとの間に、下記C群から選ばれる積層材料が積層されることを特徴とする請求項1、4又は7記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート - 前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第2の基材シートとの間に、前記中間層をさらに有することを特徴とする請求項11記載の積層体の製造方法。
- 前記未圧着積層シートを複数積層してなる積層体を形成する際に、
前記未圧着積層シート同士間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート - 前記未圧着積層シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする請求項13記載の積層体の製造方法。
- 前記未圧着積層シートと、前記第1の基材シート又は前記第2の基材シートとを積層してなる積層体を形成する際に、
前記未圧着積層シートと前記第1の基材シート又は前記第2の基材シートとの間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート - 前記未圧着積層シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第1の基材シート又は第2の基材シートとの間に、前記中間層をさらに有することを特徴とする請求項15記載の積層体の製造方法。
- 前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記中間層との間、及び又は前記第2の基材シートと前記中間層との間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート - 前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記第2の基材シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする請求項17記載の積層体の製造方法。
- 前記第1の基材シート及び前記第2の基材シートを構成する樹脂が同種の組成である請求項1〜18の何れかに記載の積層体の製造方法。
- 前記第1の基材シート、前記第2の基材シート及び前記中間層を構成する樹脂が同種の組成である請求項2、3、5、6、8、9、12〜19の何れかに記載の積層体の製造方法。
- 請求項1〜20の何れかに記載の積層体の製造方法によって製造されることを特徴とする積層体。
- 請求項21記載の積層体の片面又は両面に、下記D群から選ばれる積層材料が積層されることを特徴とする積層体。
〔D群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート - 前記積層体と前記D群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする請求項22記載の積層体。
- 請求項21記載の積層体を用いて、下記E群から選ばれる積層体製品を製造することを特徴とする積層体製品の製造方法。
〔E群〕
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016029263A JP2017144662A (ja) | 2016-02-18 | 2016-02-18 | 積層体の製造方法、積層体、及び積層体製品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016029263A JP2017144662A (ja) | 2016-02-18 | 2016-02-18 | 積層体の製造方法、積層体、及び積層体製品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017144662A true JP2017144662A (ja) | 2017-08-24 |
Family
ID=59681959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016029263A Pending JP2017144662A (ja) | 2016-02-18 | 2016-02-18 | 積層体の製造方法、積層体、及び積層体製品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017144662A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108274858A (zh) * | 2018-03-27 | 2018-07-13 | 山东中恒景新碳纤维科技发展有限公司 | 一种多层功能预浸织物及其制备方法和应用 |
-
2016
- 2016-02-18 JP JP2016029263A patent/JP2017144662A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108274858A (zh) * | 2018-03-27 | 2018-07-13 | 山东中恒景新碳纤维科技发展有限公司 | 一种多层功能预浸织物及其制备方法和应用 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7011022B2 (ja) | 靴底、靴の中底、靴の本底及び靴 | |
| JP6281752B2 (ja) | 押出し成形メッシュを備えるクッションおよびその製造方法 | |
| JP5336663B2 (ja) | 伸張要素を組み込んだ履物物品 | |
| US10793983B2 (en) | Footwear and other articles formed by jet extrusion processes | |
| BRPI0716287A2 (pt) | artigo de vestimenta | |
| CN110234689A (zh) | 发泡体、聚烯烃系发泡片及复合体 | |
| MXPA06002055A (es) | Material compuesto no tejido-pelicula completamente elastico. | |
| JP6378467B1 (ja) | 積層体、積層体前駆体及び積層体の製造方法 | |
| US20100086745A1 (en) | Comoposite spunbonded nonwoven | |
| BR112018003894B1 (pt) | Método para a produção de um laminado elástico | |
| KR20200052817A (ko) | 복합 원단 및 그 제조방법과 응용 | |
| TWM577021U (zh) | 墊體複合材結構、墊體及護具 | |
| JP2014019981A (ja) | フラットヤーンの製造方法及びクロス積層体の製造方法 | |
| JP2017144662A (ja) | 積層体の製造方法、積層体、及び積層体製品の製造方法 | |
| US20220170719A1 (en) | Protective garment containing a composite | |
| JP6726474B2 (ja) | クロス積層体の製造方法 | |
| TWI785148B (zh) | 墊體複合材結構、墊體及護具 | |
| JPWO2019225466A1 (ja) | 布帛およびその製造方法 | |
| US20220074090A1 (en) | Breathable baffles | |
| JP6816048B2 (ja) | 積層体、積層体前駆体及び積層体の製造方法 | |
| KR100696137B1 (ko) | 다층 구조 스판본드 부직포 및 이의 제조 방법 | |
| TWI887766B (zh) | 護具 | |
| KR101401123B1 (ko) | 천공필름접합부를 가지는 근력보강 싸이클복 | |
| CN212666879U (zh) | 多层材料 | |
| JP7369308B2 (ja) | 積層体 |