JP2017145190A - 積層ガラスパネルの製造 - Google Patents
積層ガラスパネルの製造 Download PDFInfo
- Publication number
- JP2017145190A JP2017145190A JP2017057576A JP2017057576A JP2017145190A JP 2017145190 A JP2017145190 A JP 2017145190A JP 2017057576 A JP2017057576 A JP 2017057576A JP 2017057576 A JP2017057576 A JP 2017057576A JP 2017145190 A JP2017145190 A JP 2017145190A
- Authority
- JP
- Japan
- Prior art keywords
- controlled cooling
- glass
- cooling
- local
- glazing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10293—Edge features, e.g. inserts or holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10981—Pre-treatment of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/1099—After-treatment of the layered product, e.g. cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J7/00—Non-fixed roofs; Roofs with movable panels, e.g. rotary sunroofs
- B60J7/02—Non-fixed roofs; Roofs with movable panels, e.g. rotary sunroofs of sliding type, e.g. comprising guide shoes
- B60J7/04—Non-fixed roofs; Roofs with movable panels, e.g. rotary sunroofs of sliding type, e.g. comprising guide shoes with rigid plate-like element or elements, e.g. open roofs with harmonica-type folding rigid panels
- B60J7/043—Sunroofs e.g. sliding above the roof
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/0235—Re-forming glass sheets by bending involving applying local or additional heating, cooling or insulating means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0252—Re-forming glass sheets by bending by gravity by gravity only, e.g. sagging
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0258—Gravity bending involving applying local or additional heating, cooling or insulating means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/03—Re-forming glass sheets by bending by press-bending between shaping moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
- C03B23/0352—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/004—Tempering or quenching glass products by bringing the hot glass product in contact with a solid cooling surface, e.g. sand grains
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0404—Nozzles, blow heads, blowing units or their arrangements, specially adapted for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0413—Stresses, e.g. patterns, values or formulae for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/044—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position
- C03B27/0442—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position for bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/07—Cutting armoured, multi-layered, coated or laminated, glass products
- C03B33/076—Laminated glass comprising interlayers
- C03B33/078—Polymeric interlayers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- Mathematical Physics (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
【解決手段】本発明の積層グレージングは、少なくとも2つのガラス基材を含む積層グレージングであって、圧縮端部応力の縁部を含むとともに、ガラス基材のおのおのに且つ重ね合わせた全てのガラス基材に、開口部がなく当該縁部とは異なる圧縮応力の局所ゾーンを局所的に含んでいて、切断後に圧縮端部応力が4MPaより大きい、好ましくは8MPaより大きい端部を形成するため、当該局所ゾーンの範囲内の線に沿って切断できるものである。
【選択図】なし
Description
・ASTM C1279−2009−01の手順Bに記載された、バビネ補償板を使用する方法。
・例えば英国PrestonのSharples Stress Engineers社により販売されるSharplesモデルS−67などの市販の装置を用い、Jessop−FriedelのSenarmont補償板を使用して行われる測定。この測定の原理はASTM標準規格F218−2005−01に記載されている。
・当該一部を切り取る部分が位置する所望の部位で2枚の平らなガラス板に、互いどうし独立して孔を開け、
・2枚のガラス板を重ね合わせて(但しこの段階ではポリマーの中間層はなしで)それらを一緒にし、曲げ加工温度で重力によるそれらの曲げ加工を行い(ガラスは高温であり、すなわち曲げ加工工程は曲面を与えるために、従ってグレージングに最終的な三次元形状を与えるために用いられることが思い出される)、
・圧縮応力を生じさせるグレージング全体の全般的な制御された冷却を行い、
・もう一度重ね合わせた2枚の板の間にポリマー材料(一般には多くの場合PVBと呼ばれるポリビニルブチラールタイプの)を配置し、脱気を行い、すなわちガラス板と中間層との間に捕捉された空気を排除し、そしてそれらをオートクレーブで集成し、
・ガラスの2つの孔のところのPVBを切り取って孔を完成する(あるいは、集成前のPVBシートに孔を設けておくことも可能である)、
というものである。
・2つの別の工程によって2枚のそれぞれのガラス板に独立して孔を開けるにもかかわらず、その後2枚のガラス板を一緒にするときに2つの孔の良好な同心度を確保することが望ましいこと、
・これらの孔の同心度は、制御された冷却工程に先立つ曲げ加工工程の際にも完全でなければならず、そうでないと各孔の特定の周縁部が制限を受けて、冷却がより遅くなり、実質的に小さな圧縮応力を生じさせる。しかし、この完全な配置の仕方は、特に一方のガラス板の寸法が積層製品のための他方の板のそれよりも概してわずかに大きい場合に、より一層敏感であって、重ね合わせの精度に依存し、ガラス板を曲げ加工ツールの上に配置しそれらを炉へ搬送する間に互いに対する関係を維持することに依存すること、
・使用する方法に依存して脱気を行う間に様々な面倒な事態が生じかねず、特に、集成をカレンダリングにより行う場合、ガラス板を中間層とともに機械的に且つ直接プレスすると孔の周囲に応力が発生する。後者が不均一な圧縮応力ゾーンを有する場合、グレージングの破損が起こりかねない。ガラス板とPVBシートとの間で真空引き(グリーンスネーク法(周縁部をシールして真空引きする)又は真空バッグ法による)を行う別の脱気方法は、板の孔が正確な真空引きを可能にしないため、実施するのが困難であること、
・事前に孔を開けたガラスの曲げ加工は反射光に光学的欠陥(孔の周囲でのわずかなひずみ)を生じさせるという事実、
を克服するのにある種の難がある。
・2枚のガラス板の周辺部にエナメル塗装を施さなくてはならない、
・2枚のガラス板の厚み又は色が異なる場合、それらの成形作業は完全に同一にはならず、これら2枚の板の信頼性のある強固な集成をすることが困難である、
・特にノッチタイプの切り欠きのあるグレージングについて、複雑な部品を集成するのが難しい、
といった特定の制限がある。
・基材を曲げ加工する工程、
・次に基材の制御された冷却を行う工程、
・次に基材と中間層とを含む積層集成体を形成する工程、
・次に積層集成体をその主面のうちの1つにおける線(複数の孔がある場合、この線は複数の部分にあるという事実をカバーする)に沿ってその厚み全体を通して切断する工程、
をこの順番に含み、上記の制御された冷却は、全体的な制御された冷却と、上記の切断線を含むゾーンの局所的な制御された冷却とを含み、局所的な制御された冷却の方が全体的な制御された冷却よりも速いことを特徴とする。
a)基材の外縁における十分な機械的強度を得るために基材の外縁に圧縮応力を生じさせるのを可能にする「全体的な制御された冷却」。この冷却は、グレージングの全体に全般的に適用される。このタイプの全体的冷却は当業者によく知られている。
b)本発明によって、曲げ加工後のガラスの切断を可能にし、更にその後切断した線の端部に圧縮応力を存在させることになる圧縮応力を生じさせるために、「局所的な制御された冷却」が適用される。この局所的な制御された冷却は全体的な冷却よりも速い。
・それは切断(又は孔あけ)を、ガラス基材のおのおのに対する曲げ加工前の2つの切断作業に代わる、2つのガラス基材と中間層とを含む積層集成体の厚み全体を通しての、積層集成体形成後の単一の工程と、基材の2つの切断した部分の間の中間層部分を取り除くための仕上げ作業とに限定する。
・曲げ加工時における2つのガラス基材の相対的な位置決めの問題が回避される。
・集成作業時に孔の存在することは脱気作業を複雑にし、集成後の孔あけは脱気作業を簡単にする。
・光学的品質が、特に切り取られたゾーンの近傍での反射の光学的ひずみについて、改善される。
・孔鋸またはルーター:好ましくは2つの主面を同時に切断する、
・水ジェット:片面で十分、
の1つにより積層集成体をその主面の一方から又は両面から一挙に切断することが可能である。
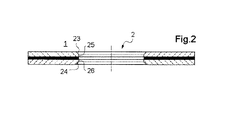
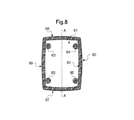
・2つの輪郭20と21は完全に重なり合い、断面図によれば、これらの輪郭の全周に及ぶ基材の端部は完全に整合していて、当然ながら、孔開けをグレージングの2つの主面から同時に行う場合には、グレージングのそれぞれの側の孔開け工具を確実に整合させることが望ましい。特に、水ジェットでの切断を積層グレージングの単一の側から行うことができる。
・輪郭20と21は両方とも、4MPaより大きい、好ましくは8MPaより大きい、圧縮端部応力を有する。
本発明の態様としては、以下を挙げることができる:
《態様1》
少なくとも2つのガラス基材とこれらの基材間に配置されるポリマー材料製の少なくとも1つの中間層とを含む積層グレージングを製造するための方法であり、基材の曲げ加工、基材の制御された冷却、ガラス基材と中間層との集成を含む積層グレージングの製造方法であって、次の工程、すなわち、
・基材を曲げ加工する工程、
・基材の制御された冷却を行う工程、
・基材と中間層とを含む積層集成体を形成する工程、
・積層集成体をその主面のうちの1つにおける線に沿ってその厚み全体を通して切断する工程、
をこの順番に含み、上記の制御された冷却は、全体的な制御された冷却と、切断する上記の線を含むゾーンの局所的な制御された冷却とを含み、局所的な制御された冷却の方が全体的な制御された冷却よりも速いことを特徴とする、積層グレージングの製造方法。
《態様2》
局所的な制御された冷却を、対流、伝導、輻射、又はこれらの手段の組み合わせにより行うことを特徴とする、態様1記載の方法。
《態様3》
曲げ加工と全体的及び局所的冷却を隣り合わせて配置した2つのガラス基材に対して行うことを特徴とする、態様1又は2記載の方法。
《態様4》
局所的な制御された冷却を2つの隣り合わせたガラス基材の面の1つに向けて片側から適用することを特徴とする、態様1から3までのいずれか1つに記載の方法。
《態様5》
局所的な制御された冷却を互いに向き合う隣り合わせた2つのガラス基材の2つの相対する側から向かい合わせに適用することを特徴とする、態様1から3までのいずれか1つに記載の方法。
《態様6》
隣り合わせた2つの基材を少なくとも1つの曲げ加工チャンバーへ、そして少なくとも1つの冷却チャンバーへ移動させて、局所的な制御された冷却を曲げ加工チャンバーで又は冷却チャンバーで開始することを特徴とする、態様3記載の方法。
《態様7》
曲げ加工を580℃と650℃の間で行うこと、そして全体的冷却の開始を、少なくともガラスの温度が520℃に達するまで、0.3℃/秒と8℃/秒の間、好ましくは0.3℃/秒と2℃/秒の間で制御することを特徴とする、態様1から6までのいずれか1つに記載の方法。
《態様8》
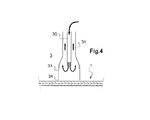
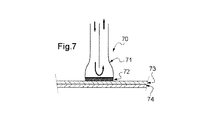
局所的な制御された冷却を、一端が前記切断する線を含むゾーンに対応した形状の断面を有するノズルを用いて空気を吹付けることにより適用することを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様9》
局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方と当該ゾーンで接触させることを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様10》
局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方の当該ゾーンと、接触させずに向かい合わせることを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様11》
局所的な制御された冷却を、少なくとも1つの開口部を備えた、ガラスの放射率を上昇させるか又は減少させる一時的な被覆材料、特に布帛タイプの被覆材料を、ガラスの表面に向けて適用することにより行うことを特徴とする、態様1から10までのいずれか1つに記載の方法。
《態様12》
切断を孔鋸、ルーター又は水ジェットにより行うことを特徴とする、態様1から11までのいずれか1つに記載の方法。
《態様13》
切断で、積層グレージングの厚さ全体に及ぶ孔又はノッチを作製することを特徴とする、態様1から12までのいずれか1つに記載の方法。
《態様14》
局所的な制御された冷却が、積層集成体の切断後の端部応力が4MPaより大きく、好ましくは8MPaより大きくなるのに時間的及び強度的に十分であることを特徴とする、態様1〜13までのいずれか1つに記載の方法。
《態様15》
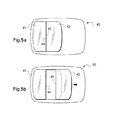
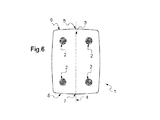
車両の開放式サンルーフを製造するための方法であって、態様1から14までの1つに記載の方法を含み、切断によりおのおのの部分が端部を含む2つの部分を製造し、その輪郭は他方の部分の端部と一致し、これら2つの端部は当該切断により作られていて、上記2つの部分は固定及び案内手段を用いて車両の開放式サンルーフとして搭載され、これら2つの部分は、2つの端部を並列することによって当該ルーフを閉じるために、あるいは2つの端部を切り離すことによって当該ルーフを開放するために、上記案内手段によりともに接近するよう移動させ、又は離隔するよう移動させることが可能である、車両の開放式サンルーフを製造するための方法。
《態様16》
態様1から14までのいずれか1つに記載したとおりにして得られた、厚み方向に切断した少なくとも1つの端部を含む積層グレージング。
《態様17》
少なくとも2つのガラス基材とこれらの基材間に配置されたポリマー材料製の少なくとも1つの中間層とを含むとともに、厚み方向に切断した少なくとも1つのノッチ又は開口部を含む積層グレージングであって、2つのガラス基材のノッチ又は開口部の切断された輪郭が完全に重なり合うこと、そしてこれらの輪郭の圧縮端部応力が4MPaより大きく、好ましくは8MPaより大きいことを特徴とする積層グレージング。
《態様18》
ガラス基材の少なくとも一方で、ノッチ又は開口部が面取りされているか又は成形されていることを特徴とする、態様17記載の積層グレージング。
《態様19》
曲げ加工されていることを特徴とする、態様17又は18記載の積層グレージング。
《態様20》
態様16から19までの1つに記載の積層グレージングを含み、厚み方向に切断された開口部を含む車両の開放式サンルーフであって、開口部を作るため切断された材料が当該サンルーフの開口部を構成していることを特徴とする車両の開放式サンルーフ。
《態様21》
接近して一緒になるよう移動することができ又は離隔するよう移動することができる少なくとも2つの部分を含む積層グレージングで製作され、これらの部分は接近して一緒になるよう移動させようとする部分の端部が完全に一致するとともに、グレージングの全ての曲率が一致している、車両の開放式サンルーフ。
《態様22》
態様16から19までの1つに記載の積層グレージングを含み、当該積層グレージングがワイパー軸などの装備部品を通すための開口部を含んでおり、当該開口部の輪郭が圧縮端部応力を有している、自動車の後部窓ガラス。
《態様23》
少なくとも2つのガラス基材を含む積層グレージングであって、圧縮端部応力の縁部を含むとともに、ガラス基材のおのおのに且つ重ね合わせた全てのガラス基材に、開口部がなく当該縁部とは異なる圧縮応力の局所ゾーンを局所的に含んでいて、切断後に圧縮端部応力が4MPaより大きい、好ましくは8MPaより大きい端部を形成するため、当該局所ゾーンの範囲内の線に沿って当該グレージングを切断できる積層グレージング。
《態様24》
態様23記載のグレージングを含む車両屋根。
本発明の態様としては、以下を挙げることができる:
《態様1》
少なくとも2つのガラス基材とこれらの基材間に配置されるポリマー材料製の少なくとも1つの中間層とを含む積層グレージングを製造するための方法であり、基材の曲げ加工、基材の制御された冷却、ガラス基材と中間層との集成を含む積層グレージングの製造方法であって、次の工程、すなわち、
・基材を曲げ加工する工程、
・基材の制御された冷却を行う工程、
・基材と中間層とを含む積層集成体を形成する工程、
・積層集成体をその主面のうちの1つにおける線に沿ってその厚み全体を通して切断する工程、
をこの順番に含み、上記の制御された冷却は、全体的な制御された冷却と、切断する上記の線を含むゾーンの局所的な制御された冷却とを含み、局所的な制御された冷却の方が全体的な制御された冷却よりも速いことを特徴とする、積層グレージングの製造方法。
《態様2》
局所的な制御された冷却を、対流、伝導、輻射、又はこれらの手段の組み合わせにより行うことを特徴とする、態様1記載の方法。
《態様3》
曲げ加工と全体的及び局所的冷却を隣り合わせて配置した2つのガラス基材に対して行うことを特徴とする、態様1又は2記載の方法。
《態様4》
局所的な制御された冷却を2つの隣り合わせたガラス基材の面の1つに向けて片側から適用することを特徴とする、態様1から3までのいずれか1つに記載の方法。
《態様5》
局所的な制御された冷却を互いに向き合う隣り合わせた2つのガラス基材の2つの相対する側から向かい合わせに適用することを特徴とする、態様1から3までのいずれか1つに記載の方法。
《態様6》
隣り合わせた2つの基材を少なくとも1つの曲げ加工チャンバーへ、そして少なくとも1つの冷却チャンバーへ移動させて、局所的な制御された冷却を曲げ加工チャンバーで又は冷却チャンバーで開始することを特徴とする、態様3記載の方法。
《態様7》
曲げ加工を580℃と650℃の間で行うこと、そして全体的冷却の開始を、少なくともガラスの温度が520℃に達するまで、0.3℃/秒と8℃/秒の間、好ましくは0.3℃/秒と2℃/秒の間で制御することを特徴とする、態様1から6までのいずれか1つに記載の方法。
《態様8》
局所的な制御された冷却を、一端が前記切断する線を含むゾーンに対応した形状の断面を有するノズルを用いて空気を吹付けることにより適用することを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様9》
局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方と当該ゾーンで接触させることを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様10》
局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方の当該ゾーンと、接触させずに向かい合わせることを特徴とする、態様1から7までのいずれか1つに記載の方法。
《態様11》
局所的な制御された冷却を、少なくとも1つの開口部を備えた、ガラスの放射率を上昇させるか又は減少させる一時的な被覆材料、特に布帛タイプの被覆材料を、ガラスの表面に向けて適用することにより行うことを特徴とする、態様1から10までのいずれか1つに記載の方法。
《態様12》
切断を孔鋸、ルーター又は水ジェットにより行うことを特徴とする、態様1から11までのいずれか1つに記載の方法。
《態様13》
切断で、積層グレージングの厚さ全体に及ぶ孔又はノッチを作製することを特徴とする、態様1から12までのいずれか1つに記載の方法。
《態様14》
局所的な制御された冷却が、積層集成体の切断後の端部応力が4MPaより大きく、好ましくは8MPaより大きくなるのに時間的及び強度的に十分であることを特徴とする、態様1〜13までのいずれか1つに記載の方法。
《態様15》
車両の開放式サンルーフを製造するための方法であって、態様1から14までの1つに記載の方法を含み、切断によりおのおのの部分が端部を含む2つの部分を製造し、その輪郭は他方の部分の端部と一致し、これら2つの端部は当該切断により作られていて、上記2つの部分は固定及び案内手段を用いて車両の開放式サンルーフとして搭載され、これら2つの部分は、2つの端部を並列することによって当該ルーフを閉じるために、あるいは2つの端部を切り離すことによって当該ルーフを開放するために、上記案内手段によりともに接近するよう移動させ、又は離隔するよう移動させることが可能である、車両の開放式サンルーフを製造するための方法。
《態様16》
態様1から14までのいずれか1つに記載したとおりにして得られた、厚み方向に切断した少なくとも1つの端部を含む積層グレージング。
《態様17》
少なくとも2つのガラス基材とこれらの基材間に配置されたポリマー材料製の少なくとも1つの中間層とを含むとともに、厚み方向に切断した少なくとも1つのノッチ又は開口部を含む積層グレージングであって、2つのガラス基材のノッチ又は開口部の切断された輪郭が完全に重なり合うこと、そしてこれらの輪郭の圧縮端部応力が4MPaより大きく、好ましくは8MPaより大きいことを特徴とする積層グレージング。
《態様18》
ガラス基材の少なくとも一方で、ノッチ又は開口部が面取りされているか又は成形されていることを特徴とする、態様17記載の積層グレージング。
《態様19》
曲げ加工されていることを特徴とする、態様17又は18記載の積層グレージング。
《態様20》
態様16から19までの1つに記載の積層グレージングを含み、厚み方向に切断された開口部を含む車両の開放式サンルーフであって、開口部を作るため切断された材料が当該サンルーフの開口部を構成していることを特徴とする車両の開放式サンルーフ。
《態様21》
接近して一緒になるよう移動することができ又は離隔するよう移動することができる少なくとも2つの部分を含む積層グレージングで製作され、これらの部分は接近して一緒になるよう移動させようとする部分の端部が完全に一致するとともに、グレージングの全ての曲率が一致している、車両の開放式サンルーフ。
《態様22》
態様16から19までの1つに記載の積層グレージングを含み、当該積層グレージングがワイパー軸などの装備部品を通すための開口部を含んでおり、当該開口部の輪郭が圧縮端部応力を有している、自動車の後部窓ガラス。
《態様23》
少なくとも2つのガラス基材を含む積層グレージングであって、圧縮端部応力の縁部を含むとともに、ガラス基材のおのおのに且つ全ての該ガラス基材で重なるようにして、開口部がなく該縁部とは異なる圧縮応力の局所ゾーンを局所的に含んでいて、切断後に圧縮端部応力が4MPaより大きい、好ましくは8MPaより大きい端部を形成するため、当該局所ゾーンの範囲内の線に沿って当該グレージングを切断できる積層グレージング。
《態様24》
態様23記載のグレージングを含む車両屋根。
Claims (18)
- 少なくとも2つのガラス基材とこれらの基材間に配置されるポリマー材料製の少なくとも1つの中間層とを含む積層グレージングを製造するための方法であり、基材の曲げ加工、基材の制御された冷却、ガラス基材と中間層との集成を含む積層グレージングの製造方法であって、次の工程、すなわち、
・基材を曲げ加工する工程、
・基材の制御された冷却を行う工程、
・基材と中間層とを含む積層集成体を形成する工程、
・積層集成体をその主面のうちの1つにおける線に沿ってその厚み全体を通して切断する工程、
をこの順番に含み、上記の制御された冷却は、全体的な制御された冷却と、切断する上記の線を含むゾーンの局所的な制御された冷却とを含み、局所的な制御された冷却の方が全体的な制御された冷却よりも速いことを特徴とする、積層グレージングの製造方法。 - 局所的な制御された冷却を、対流、伝導、輻射、又はこれらの手段の組み合わせにより行うことを特徴とする、請求項1記載の方法。
- 曲げ加工と全体的及び局所的冷却を隣り合わせて配置した2つのガラス基材に対して行うことを特徴とする、請求項1又は2記載の方法。
- 局所的な制御された冷却を2つの隣り合わせたガラス基材の面の1つに向けて片側から適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
- 局所的な制御された冷却を互いに向き合う隣り合わせた2つのガラス基材の2つの相対する側から向かい合わせに適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
- 隣り合わせた2つの基材を少なくとも1つの曲げ加工チャンバーへ、そして少なくとも1つの冷却チャンバーへ移動させて、局所的な制御された冷却を曲げ加工チャンバーで又は冷却チャンバーで開始することを特徴とする、請求項3記載の方法。
- 曲げ加工を580℃と650℃の間で行うこと、そして全体的冷却の開始を、少なくともガラスの温度が520℃に達するまで、0.3℃/秒と8℃/秒の間で制御することを特徴とする、請求項1から6までのいずれか1項に記載の方法。
- 前記全体的冷却の開始を0.3℃/秒と2℃/秒の間で制御することを特徴とする、請求項7記載の方法。
- 局所的な制御された冷却を、一端が前記切断する線を含むゾーンに対応した形状の断面を有するノズルを用いて空気を吹付けることにより適用することを特徴とする、請求項1から8までのいずれか1項に記載の方法。
- 局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方と当該ゾーンで接触させることを特徴とする、請求項1から8までのいずれか1項に記載の方法。
- 局所的な制御された冷却を、前記切断する線を含むゾーンの形状に対応した形状を有し、ガラスの温度より低い温度を有する材料を用いて適用し、当該材料をガラス基材のうちの少なくとも一方の当該ゾーンと、接触させずに向かい合わせることを特徴とする、請求項1から8までのいずれか1項に記載の方法。
- 局所的な制御された冷却を、少なくとも1つの開口部を備えた、ガラスの放射率を上昇させるか又は減少させる一時的な被覆材料を、ガラスの表面に向けて適用することにより行うことを特徴とする、請求項1から11までのいずれか1項に記載の方法。
- 前記一時的な被覆材料が布帛タイプの被覆材料であることを特徴とする、請求項12記載の方法。
- 切断を孔鋸、ルーター又は水ジェットにより行うことを特徴とする、請求項1から13までのいずれか1項に記載の方法。
- 切断で、積層グレージングの厚さ全体に及ぶ孔又はノッチを作製することを特徴とする、請求項1から14までのいずれか1項に記載の方法。
- 局所的な制御された冷却が、積層集成体の切断後の端部応力が4MPaより大きくなるのに時間的及び強度的に十分であることを特徴とする、請求項1〜15までのいずれか1項に記載の方法。
- 局所的な制御された冷却が、積層集成体の切断後の端部応力が8MPaより大きくなるのに時間的及び強度的に十分であることを特徴とする、請求項1〜15までのいずれか1項に記載の方法。
- 車両の開放式サンルーフを製造するための方法であって、請求項1から17までのいずれか1項に記載の方法を含み、切断によりおのおのの部分が端部を含む2つの部分を製造し、その輪郭は他方の部分の端部と一致し、これら2つの端部は当該切断により作られていて、上記2つの部分は固定及び案内手段を用いて車両の開放式サンルーフとして搭載され、これら2つの部分は、2つの端部を並列することによって当該ルーフを閉じるために、あるいは2つの端部を切り離すことによって当該ルーフを開放するために、上記案内手段によりともに接近するよう移動させ、又は離隔するよう移動させることが可能である、車両の開放式サンルーフを製造するための方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1159322 | 2011-10-14 | ||
| FR1159322A FR2981295B1 (fr) | 2011-10-14 | 2011-10-14 | Fabrication d'un vitrage feuillete |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014535152A Division JP6117803B2 (ja) | 2011-10-14 | 2012-10-12 | 積層ガラスパネルの製造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017145190A true JP2017145190A (ja) | 2017-08-24 |
| JP6453930B2 JP6453930B2 (ja) | 2019-01-16 |
Family
ID=47116079
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014535152A Expired - Fee Related JP6117803B2 (ja) | 2011-10-14 | 2012-10-12 | 積層ガラスパネルの製造 |
| JP2017057576A Active JP6453930B2 (ja) | 2011-10-14 | 2017-03-23 | 積層ガラスパネルの製造 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014535152A Expired - Fee Related JP6117803B2 (ja) | 2011-10-14 | 2012-10-12 | 積層ガラスパネルの製造 |
Country Status (14)
| Country | Link |
|---|---|
| US (3) | US9670714B2 (ja) |
| EP (2) | EP3964360A1 (ja) |
| JP (2) | JP6117803B2 (ja) |
| KR (2) | KR102128980B1 (ja) |
| CN (2) | CN108312669A (ja) |
| BR (1) | BR112014007407B1 (ja) |
| CA (1) | CA2850252C (ja) |
| EA (2) | EA032948B1 (ja) |
| ES (1) | ES2902660T3 (ja) |
| FR (1) | FR2981295B1 (ja) |
| HU (1) | HUE057763T2 (ja) |
| MX (1) | MX360328B (ja) |
| PL (1) | PL2766184T3 (ja) |
| WO (1) | WO2013054059A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210300811A1 (en) * | 2018-06-30 | 2021-09-30 | Agp America S.A. | Method for manufacturing flush vehicle glazing |
| US12030802B2 (en) | 2019-04-11 | 2024-07-09 | Corning Incorporated | Edge stress using differential cooling |
| US12122124B2 (en) | 2019-04-11 | 2024-10-22 | Corning Incorporated | Edge strength using CTE mismatch |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2981295B1 (fr) | 2011-10-14 | 2020-02-21 | Saint-Gobain Glass France | Fabrication d'un vitrage feuillete |
| FR2981325B1 (fr) | 2011-10-14 | 2013-10-25 | Saint Gobain | Toit de vehicule en verre comprenant des zones locales de contrainte en compression |
| FR2996803B1 (fr) | 2012-10-12 | 2014-11-21 | Saint Gobain | Fabrication d'un vitrage feuillete muni d'un conducteur electrique |
| US10526232B2 (en) | 2013-05-30 | 2020-01-07 | Ppg Industries Ohio, Inc. | Microwave heating glass bending process |
| CN105705467B (zh) | 2013-08-26 | 2019-09-27 | 康宁股份有限公司 | 用于化学强化的玻璃的局部退火的方法 |
| BR112016005952A2 (pt) * | 2013-10-23 | 2017-08-01 | Saint Gobain | ?vidraça compósita composta de um painel polimérico e um painel de vidro? |
| JP2018519230A (ja) * | 2015-05-01 | 2018-07-19 | コーニング インコーポレイテッド | ガラスシートの厚さを制御するための方法及び装置 |
| US10286631B2 (en) * | 2015-06-03 | 2019-05-14 | Precision Glass Bending Corporation | Bent, veneer-encapsulated heat-treated safety glass panels and methods of manufacture |
| WO2017042699A1 (en) | 2015-09-07 | 2017-03-16 | Sabic Global Technologies B.V. | Molding of plastic glazing of tailgates |
| WO2017042697A1 (en) | 2015-09-07 | 2017-03-16 | Sabic Global Technologies B.V. | Aerodynamic features of plastic glazing of tailgates |
| EP3347220B1 (en) | 2015-09-07 | 2021-04-14 | SABIC Global Technologies B.V. | Surfaces of plastic glazing of tailgates |
| WO2017042703A1 (en) | 2015-09-07 | 2017-03-16 | Sabic Global Technologies B.V. | Lighting systems of tailgates with plastic glazing |
| JP6732912B2 (ja) | 2015-11-23 | 2020-07-29 | サビック グローバル テクノロジーズ ビー.ブイ. | プラスチックグレージングを有するウィンドウ用の点灯システム |
| JP6586914B2 (ja) * | 2016-03-28 | 2019-10-09 | Agc株式会社 | 合わせガラス |
| MA46936B1 (fr) * | 2016-11-29 | 2021-02-26 | Saint Gobain | Vitre latérale de véhicule stratifiée comprenant un passage destiné à fixer un élément de serrage |
| GB201708758D0 (en) * | 2017-06-01 | 2017-07-19 | Pilkington Group Ltd | Method and apparatus for shaping a glass sheet |
| FR3068349B1 (fr) * | 2017-06-29 | 2021-10-29 | Saint Gobain | Bombage de feuilles de verre comprenant un refroidissement localise |
| EP3691893A1 (de) * | 2017-10-04 | 2020-08-12 | Saint-Gobain Glass France | Verbundglasscheibe mit angefastem durchgangsloch |
| WO2019125969A1 (en) * | 2017-12-21 | 2019-06-27 | Corning Incorporated | Method for laser cutting bent glass for shape and optics match |
| JP2021534057A (ja) * | 2018-08-07 | 2021-12-09 | セントラル硝子株式会社 | ガラスの開口部を補強する方法及びそこから形成される製品 |
| CN109678366B (zh) * | 2018-12-25 | 2021-07-02 | 吴江南玻华东工程玻璃有限公司 | 一种异形钢化夹层玻璃的生产方法 |
| DE102019102710A1 (de) * | 2019-02-04 | 2020-08-06 | Webasto SE | Verfahren zur Herstellung eines Kraftfahrzeug-Festdachelements sowie Festdachelement |
| FR3103808B1 (fr) * | 2019-12-03 | 2022-05-27 | Saint Gobain | Outil de refroidissement local |
| FR3108872B1 (fr) * | 2020-04-01 | 2022-04-01 | Saint Gobain | Vitrage feuilleté pour un véhicule automobile, notamment un vitrage latéral |
| FR3119112B1 (fr) * | 2021-01-27 | 2023-01-20 | Saint Gobain | vitrage FEUILLETE COULISSANT A RETRAIT INTERIEUR ET PROCEDE DE FABRICATION DE CE VITRAGE |
| FR3121438B1 (fr) | 2021-04-02 | 2023-03-24 | Saint Gobain | Procede de decoupe d’un vitrage feuillete au moyen d’une source laser |
| JP2025501079A (ja) * | 2021-12-30 | 2025-01-17 | コーニング インコーポレイテッド | 連続ガラスリボン内に優先的な冷却又は加熱を施す制御冷却装置及び方法 |
| FR3139334A1 (fr) * | 2022-09-06 | 2024-03-08 | Saint-Gobain Glass France | Outil de refroidissement local d’une feuille de verre |
| WO2025115961A1 (ja) * | 2023-12-01 | 2025-06-05 | Agc株式会社 | ガラス物品の製造方法及びガラス物品 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4124367A (en) * | 1977-11-16 | 1978-11-07 | Ppg Industries, Inc. | Method of making bent laminated glass windshields with drilled apertures |
| WO2006129504A1 (ja) * | 2005-06-03 | 2006-12-07 | Asahi Glass Company, Limited | 合わせガラスの切断方法および装置 |
| JP2010510654A (ja) * | 2006-11-17 | 2010-04-02 | レンセレイアー ポリテクニック インスティテュート | 高出力白色発光ダイオードおよびその製造方法 |
| DE102009011265A1 (de) * | 2009-03-05 | 2010-09-23 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Ganzglasdach für ein Kraftfahrzeug |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU33391A1 (ja) * | 1954-10-27 | |||
| GB773417A (en) * | 1955-01-31 | 1957-04-24 | Libbey Owens Ford Glass Co | Bent glass and method of bending |
| US3231352A (en) * | 1959-04-01 | 1966-01-25 | Libbey Owens Ford Glass Co | Method of bending glass sheets with a compressional zone |
| BE743569A (ja) * | 1968-12-24 | 1970-06-22 | ||
| GB1405663A (en) * | 1972-09-20 | 1975-09-10 | Pilkington Brothers Ltd | Cutting glass |
| US4023945A (en) * | 1976-08-13 | 1977-05-17 | Ford Motor Company | Method of tempering glass having openings therethrough |
| US4824712A (en) * | 1984-07-16 | 1989-04-25 | Ppg Industries, Inc. | Treatment of glass to reduce venting during thermal treatment and a glass article made thereby |
| US4702042A (en) * | 1984-09-27 | 1987-10-27 | Libbey-Owens-Ford Co. | Cutting strengthened glass |
| FR2610316B1 (fr) * | 1987-01-29 | 1992-11-13 | Saint Gobain Vitrage | Volumes de verre trempes par contact avec contraintes de bord renforcees |
| FR2677637B1 (fr) * | 1991-06-11 | 1994-04-15 | Saint Gobain Vitrage Internal | Procede de preparation de feuilles de verre. |
| DE4324847C2 (de) * | 1993-07-23 | 1998-09-10 | Webasto Systemkomponenten Gmbh | Verfahren zur Herstellung einer geschlossenen gewölbten Abdeckung aus mehreren Glaselementen |
| DE4404165C1 (de) * | 1994-02-10 | 1995-11-02 | Sekurit Saint Gobain Deutsch | Verfahren und Vorrichtungen zum Kontaktvorspannen einer Glasscheibe |
| DE19547935C1 (de) * | 1995-12-22 | 1997-03-20 | Sekurit Saint Gobain Deutsch | Verfahren zum Biegen und/oder Vorspannen von Glasscheiben und Formring zur Durchführung des Verfahrens |
| US6555202B2 (en) * | 1998-05-15 | 2003-04-29 | Nippon Sheet Glass Co. Ltd | Tempered glass sheet for vehicle and vehicle window |
| DE19851353C1 (de) * | 1998-11-06 | 1999-10-07 | Schott Glas | Verfahren und Vorrichtung zum Schneiden eines Laminats aus einem sprödbrüchigen Werkstoff und einem Kunststoff |
| EP1031409B1 (en) * | 1999-01-27 | 2005-01-12 | Ford Global Technologies, LLC | Method of manufacturing lightweight glazing by multilayer glass/plastic sheets |
| BE1013109A3 (fr) * | 1999-11-08 | 2001-09-04 | Glaverbel | Faconnage de vitrages. |
| EP1305162A1 (en) * | 2000-07-20 | 2003-05-02 | Glaverbel | Glazing |
| EP1215039B1 (en) * | 2000-12-06 | 2012-06-06 | Asahi Glass Company, Limited | Laminated glass and glass plate used for producing laminated glass |
| DE10105200A1 (de) | 2001-02-06 | 2002-08-14 | Saint Gobain | Verfahren und Vorrichtung zum paarweisen Biegen von Glasscheiben |
| FR2852951B1 (fr) | 2003-03-26 | 2007-02-16 | Saint Gobain | Procede de bombage de feuilles de verre par pressage et aspiration |
| DE10327559B4 (de) * | 2003-06-18 | 2008-08-07 | Webasto Ag | Öffnungsfähiges Fahrzeugdach |
| FR2864475B1 (fr) * | 2003-12-30 | 2006-04-07 | Webasto Systemes Carrosserie | Vehicule automobile a toit ouvrant panoramique |
| US20060179880A1 (en) * | 2004-04-12 | 2006-08-17 | Haun Michael J | Products made from laminated-glass waste |
| FR2880343B1 (fr) | 2004-12-31 | 2007-06-22 | Saint Gobain | Procede de bombage de feuilles de verre par aspiration |
| DE202005006879U1 (de) * | 2005-04-29 | 2006-08-31 | Webasto Ag | Glasdach mit mindestens zwei Glasdeckeln |
| DE102006002865B4 (de) * | 2006-01-19 | 2008-05-29 | Henkel Kgaa | Behälterverschluss |
| EP1834820A1 (de) * | 2006-03-13 | 2007-09-19 | ArvinMeritor GmbH | Panoramadach |
| DE102006056501B4 (de) * | 2006-11-30 | 2012-05-03 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Verbundglasscheibe mit einer in ein Durchgangsloch eingesetzten Befestigungseinrichtung für eine Antenne |
| US20090045655A1 (en) * | 2007-08-16 | 2009-02-19 | Magna Car Top Systems Gmbh | Multi-Panel Panoramic Roof Module |
| KR100968826B1 (ko) * | 2008-08-05 | 2010-07-08 | 현대자동차주식회사 | 파노라마 선루프의 루프레일 |
| FR2942793B1 (fr) * | 2009-03-05 | 2012-03-23 | Saint Gobain | Formage d'un vitrage comprenant une ouverture |
| DE102009017805B4 (de) * | 2009-04-20 | 2012-05-16 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Transparentes Verbundglas und dessen Verwendung |
| FR2981325B1 (fr) * | 2011-10-14 | 2013-10-25 | Saint Gobain | Toit de vehicule en verre comprenant des zones locales de contrainte en compression |
| FR2981295B1 (fr) * | 2011-10-14 | 2020-02-21 | Saint-Gobain Glass France | Fabrication d'un vitrage feuillete |
-
2011
- 2011-10-14 FR FR1159322A patent/FR2981295B1/fr not_active Expired - Fee Related
-
2012
- 2012-10-12 PL PL12780249T patent/PL2766184T3/pl unknown
- 2012-10-12 US US14/351,077 patent/US9670714B2/en active Active
- 2012-10-12 EA EA201790487A patent/EA032948B1/ru not_active IP Right Cessation
- 2012-10-12 EP EP21195613.1A patent/EP3964360A1/fr active Pending
- 2012-10-12 EA EA201490780A patent/EA027455B1/ru not_active IP Right Cessation
- 2012-10-12 MX MX2014004036A patent/MX360328B/es active IP Right Grant
- 2012-10-12 KR KR1020197028336A patent/KR102128980B1/ko active Active
- 2012-10-12 KR KR1020147009577A patent/KR102043741B1/ko active Active
- 2012-10-12 BR BR112014007407-0A patent/BR112014007407B1/pt not_active IP Right Cessation
- 2012-10-12 ES ES12780249T patent/ES2902660T3/es active Active
- 2012-10-12 EP EP12780249.4A patent/EP2766184B1/fr active Active
- 2012-10-12 HU HUE12780249A patent/HUE057763T2/hu unknown
- 2012-10-12 CN CN201810001183.7A patent/CN108312669A/zh active Pending
- 2012-10-12 WO PCT/FR2012/052329 patent/WO2013054059A1/fr not_active Ceased
- 2012-10-12 CN CN201280042269.5A patent/CN103764390B/zh active Active
- 2012-10-12 JP JP2014535152A patent/JP6117803B2/ja not_active Expired - Fee Related
- 2012-10-12 CA CA2850252A patent/CA2850252C/fr not_active Expired - Fee Related
-
2017
- 2017-03-23 JP JP2017057576A patent/JP6453930B2/ja active Active
- 2017-05-12 US US15/594,112 patent/US10724292B2/en active Active
-
2020
- 2020-06-16 US US16/902,818 patent/US11702883B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4124367A (en) * | 1977-11-16 | 1978-11-07 | Ppg Industries, Inc. | Method of making bent laminated glass windshields with drilled apertures |
| WO2006129504A1 (ja) * | 2005-06-03 | 2006-12-07 | Asahi Glass Company, Limited | 合わせガラスの切断方法および装置 |
| JP2010510654A (ja) * | 2006-11-17 | 2010-04-02 | レンセレイアー ポリテクニック インスティテュート | 高出力白色発光ダイオードおよびその製造方法 |
| DE102009011265A1 (de) * | 2009-03-05 | 2010-09-23 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Ganzglasdach für ein Kraftfahrzeug |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210300811A1 (en) * | 2018-06-30 | 2021-09-30 | Agp America S.A. | Method for manufacturing flush vehicle glazing |
| US11718551B2 (en) * | 2018-06-30 | 2023-08-08 | Agp America S.A. | Method for manufacturing flush vehicle glazing |
| US12030802B2 (en) | 2019-04-11 | 2024-07-09 | Corning Incorporated | Edge stress using differential cooling |
| US12122124B2 (en) | 2019-04-11 | 2024-10-22 | Corning Incorporated | Edge strength using CTE mismatch |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6453930B2 (ja) | 積層ガラスパネルの製造 | |
| CN103874579B (zh) | 制造设有导电体的叠层玻璃窗 | |
| JPH06321587A (ja) | 自動車用侵入防止ガラス板 | |
| JP6105600B2 (ja) | 圧縮応力領域が局在する車両用ガラスルーフ及びそれを備える自動車 | |
| KR20190119053A (ko) | 외연 스트레인이 감소된 유리 패널 | |
| WO2019130284A1 (en) | A vehicle glazing having a sharply curved portion and the method for bending | |
| US20240190750A1 (en) | Bending of glass sheets comprising localized cooling | |
| CN115500079B (zh) | 用激光源切割层压装配玻璃的方法 | |
| WO2020210072A1 (en) | Improved edge stress using differential cooling | |
| CN113227003B (zh) | 玻璃片材的局部冷却工具 | |
| US20200247093A1 (en) | Improved aligning and laminating method for the production of thin laminated glass from glass panes which do not fit together accurately | |
| CN119486875A (zh) | 制造具有改善的冲击防护的挡风玻璃的方法和这种类型的挡风玻璃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6453930 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |