JP2017145453A - モータ用無方向性電磁鋼板およびその製造方法 - Google Patents
モータ用無方向性電磁鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2017145453A JP2017145453A JP2016027767A JP2016027767A JP2017145453A JP 2017145453 A JP2017145453 A JP 2017145453A JP 2016027767 A JP2016027767 A JP 2016027767A JP 2016027767 A JP2016027767 A JP 2016027767A JP 2017145453 A JP2017145453 A JP 2017145453A
- Authority
- JP
- Japan
- Prior art keywords
- uel
- steel sheet
- uniform elongation
- electrical steel
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
(1)化学組成
(1−1)Si:0.5〜4.0%
Siは、電気抵抗を高めて鉄損を改善する必須元素である。Si含有量が0.5%未満ではこの効果を得られず、またオーステナイト変態を生じ、熱延組織が大きく変化する他、仕上げ焼鈍において変態し、良好な磁気特性を得ることができない。このため、Si含有量は、0.5%以上であり、オーステナイト変態を完全に生じない2.0%以上が好ましく、2.5%以上がさらに好ましい。
Alは、Siと同様に電気抵抗を高めて鉄損を改善する元素であるために、Al含有量は、0.1%以上であり、0.3%以上が好ましく、0.5%以上がさらに好ましい。
Mnは、熱間加工性を良好にするために有効な元素である。Mn含有量が0.1%未満ではこの効果を得られない。このため、Mn含有量は、0.1%以上であり、0.3%以上であることが好ましく、0.5%以上であることがさらに好ましい。
Pは、0.01%以上含有することにより、真円形の鉄心打抜き型で打抜いた時のコア片の真円度を高めることができる。このため、P含有量は、0.01%以上であり、好ましくは0.05%以上であり、さらに好ましくは0.10%以上である。
Snは、0.01%以上含有することにより鉄損の改善に有効である。このため、Sn含有量は、0.01%以上であり、好ましくは0.05%以上であり、さらに好ましくは0.10%以上である。しかし、Sn含有量が0.3%を超えると、脆性が著しく劣化する。このため、Sn含有量は、0.3%以下であり、好ましくは0.2%以下であり、さらに好ましくは0.15%以下である。
Feおよび不純物である。不純物としては、鉱石やスクラップ等の原材料に含まれるもの、製造工程において含まれるもの、が例示される。
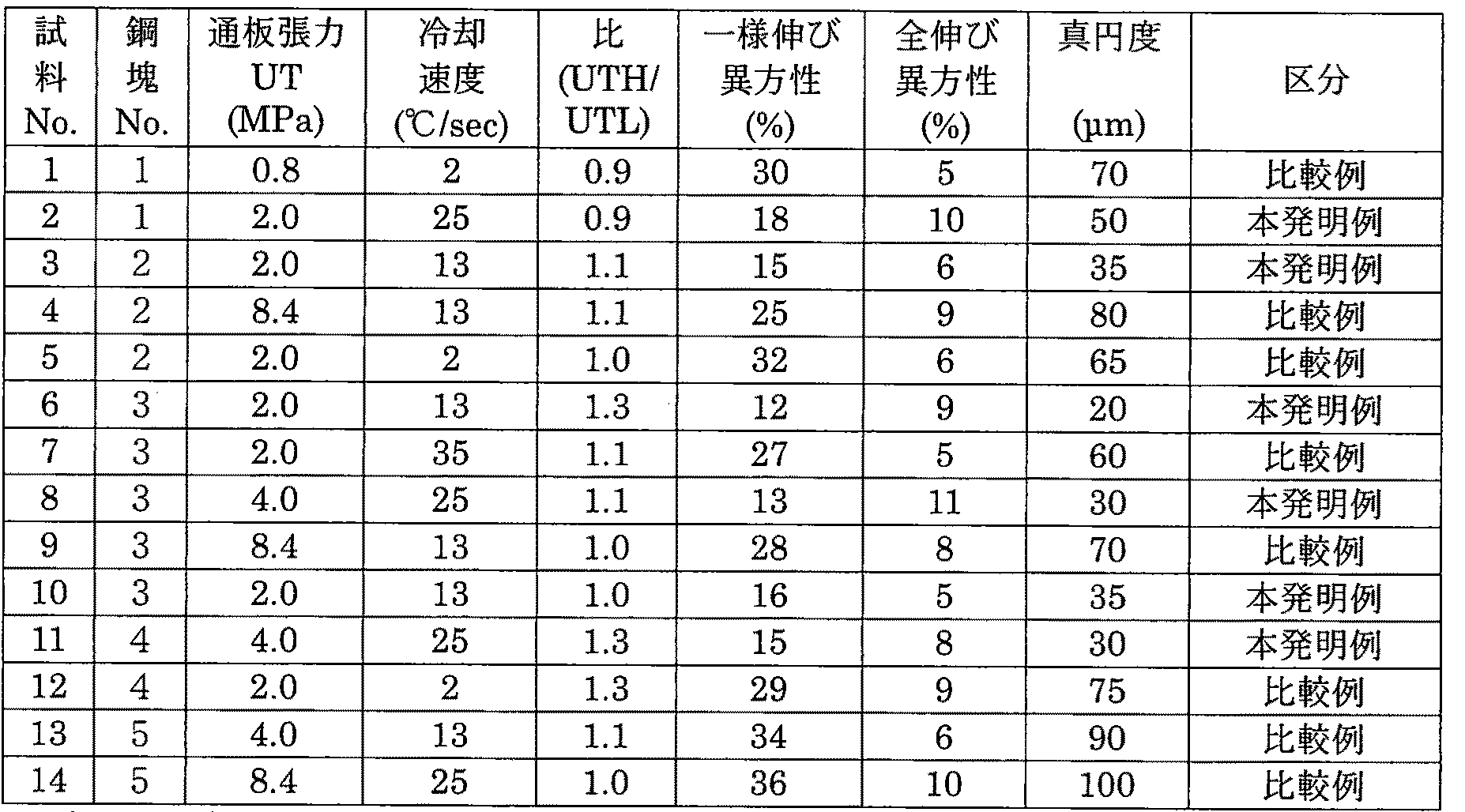
圧延方向の一様伸びをuEl0とし、圧延45°方向の一様伸びをuEl45とし、圧延直角方向の一様伸びをuEl90とし、3方向の一様伸びの平均をuEl=(uEl0+uEl45+uEl90)/3とした場合に、各方向の一様伸びの偏差が、|(uEl0−uEl)/uEl|≦0.2、|(uEl45−uEl)/uEl|≦0.2、および|(uEl90−uEl)/uEl|≦0.2と、いずれも20%以下であり、好ましくは16%以下であり、さらに好ましくは12%以下である。
本発明に係るモータ用無方向性電磁鋼板は、以下に列記の工程により製造される。
まず、熱間圧延に供されるスラブの化学組成を説明する。
Cは、最終製品板で炭化物を形成すると鉄損を劣化させる。特に一定以上の高温に保持されると時効現象を生じ炭化物を析出するため、駆動中のモータで長期間使用されると鉄損の劣化を生じ易い。このため、スラブのC含有量は、0.005%以下であり、好ましくは0.003%以下である。
スラブのSi含有量の理由は、電磁鋼板のSi含有量の理由と同じである。
スラブのAl含有量の理由は、電磁鋼板のAl含有量の理由と同じである。
スラブのMn含有量の理由は、電磁鋼板のMn含有量の理由と同じである。
スラブのP含有量の理由は、電磁鋼板のP含有量の理由と同じである。
スラブのSn含有量の理由は、電磁鋼板のSn含有量の理由と同じである。
必要に応じて熱延板焼鈍を施した後に、1回または中間焼鈍を挟む2回以上の冷間圧延を施して、板厚を0.2〜0.35mm程度とする。
さらに、仕上げ焼鈍を施すことによって再結晶と粒成長を発達させる。
このようにして、本発明に係るモータ用無方向性電磁鋼板が製造される。製造された本発明に係るモータ用無方向性電磁鋼板は、製品としてモータ製造メーカへ向けて出荷される。
モータ製造メーカでは、本発明に係るモータ用無方向性電磁鋼板を所定の形状に連続的に打ち抜いた後、得られた多数の打ち抜き材を積層し、それらを溶接、またはかしめとよばれる凹凸部を嵌合させる方法等によって一体化することにより、モータコアを構成するステータおよびロータを形成する。
Claims (3)
- 化学組成が、質量%で、
Si:0.5〜4.0%、
Al:0.1〜2.0%、
Mn:0.1〜3.0%、
P:0.01〜0.2%、
Sn:0.01〜0.3%、
残部Feおよび不純物であり、
機械特性が、圧延方向の一様伸びをuEl0とし、圧延45°方向の一様伸びをuEl45とし、圧延直角方向の一様伸びをuEl90とし、3方向の一様伸びの平均をuEl=(uEl0+uEl45+uEl90)/3とした場合に、各方向の一様伸びの偏差が、|(uEl0−uEl)/uEl|≦0.2、|(uEl45−uEl)/uEl|≦0.2、および|(uEl90−uEl)/uEl|≦0.2である、モータ用無方向性電磁鋼板。 - スラブに熱間圧延を行い、1回または中間焼鈍を挟む2回以上の冷間圧延を行って最終板厚とし、仕上げ焼鈍を行う、請求項1に記載されたモータ用無方向性電磁鋼板の製造方法であって、
前記仕上げ焼鈍の通板時の均熱後の冷却過程での700℃〜500℃の領域における通板張力UTを1MPa≦UT≦8MPaとするとともに、
前記領域における冷却速度CRを3℃/sec≦CR≦30℃/secとする、
モータ用無方向性電磁鋼板の製造方法。 - 前記冷却過程での700℃〜600℃の領域における通板張力UTHと、前記冷却過程での600℃〜500℃の領域における通板張力UTLとの比(UTH/UTL)が1.0超である、請求項2に記載のモータ用無方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027767A JP6685491B2 (ja) | 2016-02-17 | 2016-02-17 | モータ用無方向性電磁鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027767A JP6685491B2 (ja) | 2016-02-17 | 2016-02-17 | モータ用無方向性電磁鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017145453A true JP2017145453A (ja) | 2017-08-24 |
| JP6685491B2 JP6685491B2 (ja) | 2020-04-22 |
Family
ID=59682055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016027767A Active JP6685491B2 (ja) | 2016-02-17 | 2016-02-17 | モータ用無方向性電磁鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6685491B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024540901A (ja) * | 2021-10-26 | 2024-11-06 | 江蘇省沙鋼鋼鉄研究院有限公司 | 新エネルギー駆動モータ用の無方向性珪素鋼およびその生産方法 |
| EP4316685A4 (en) * | 2021-03-31 | 2024-12-11 | Nippon Steel Corporation | NON-ORIENTED ELECTRICAL STEEL SHEET, METHOD FOR PUNCHING NON-ORIENTED ELECTRICAL STEEL SHEET, AND DIE FOR PUNCHING NON-ORIENTED ELECTRICAL STEEL SHEET |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024070489A1 (ja) | 2022-09-30 | 2024-04-04 | 日本製鉄株式会社 | 無方向性電磁鋼板および無方向性電磁鋼板の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0849044A (ja) * | 1994-08-05 | 1996-02-20 | Kawasaki Steel Corp | 電気自動車用無方向性電磁鋼板およびその製造方法 |
| JP2003113451A (ja) * | 2001-10-05 | 2003-04-18 | Kawasaki Steel Corp | 電動パワーステアリングモータ用の無方向性電磁鋼板およびその製造方法 |
| JP2003129197A (ja) * | 2001-10-25 | 2003-05-08 | Sumitomo Metal Ind Ltd | 無方向性電磁鋼板 |
| JP2005240095A (ja) * | 2004-02-26 | 2005-09-08 | Jfe Steel Kk | スイッチトリラクタンス(sr)モータ用無方向性電磁鋼板およびその製造方法 |
| JP2006144036A (ja) * | 2004-11-16 | 2006-06-08 | Jfe Steel Kk | モジュラー型モータ用無方向性電磁鋼板およびその製造方法 |
| JP2015214758A (ja) * | 2015-07-10 | 2015-12-03 | 新日鐵住金株式会社 | 磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板 |
-
2016
- 2016-02-17 JP JP2016027767A patent/JP6685491B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0849044A (ja) * | 1994-08-05 | 1996-02-20 | Kawasaki Steel Corp | 電気自動車用無方向性電磁鋼板およびその製造方法 |
| JP2003113451A (ja) * | 2001-10-05 | 2003-04-18 | Kawasaki Steel Corp | 電動パワーステアリングモータ用の無方向性電磁鋼板およびその製造方法 |
| JP2003129197A (ja) * | 2001-10-25 | 2003-05-08 | Sumitomo Metal Ind Ltd | 無方向性電磁鋼板 |
| JP2005240095A (ja) * | 2004-02-26 | 2005-09-08 | Jfe Steel Kk | スイッチトリラクタンス(sr)モータ用無方向性電磁鋼板およびその製造方法 |
| JP2006144036A (ja) * | 2004-11-16 | 2006-06-08 | Jfe Steel Kk | モジュラー型モータ用無方向性電磁鋼板およびその製造方法 |
| JP2015214758A (ja) * | 2015-07-10 | 2015-12-03 | 新日鐵住金株式会社 | 磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4316685A4 (en) * | 2021-03-31 | 2024-12-11 | Nippon Steel Corporation | NON-ORIENTED ELECTRICAL STEEL SHEET, METHOD FOR PUNCHING NON-ORIENTED ELECTRICAL STEEL SHEET, AND DIE FOR PUNCHING NON-ORIENTED ELECTRICAL STEEL SHEET |
| JP2024540901A (ja) * | 2021-10-26 | 2024-11-06 | 江蘇省沙鋼鋼鉄研究院有限公司 | 新エネルギー駆動モータ用の無方向性珪素鋼およびその生産方法 |
| JP7789908B2 (ja) | 2021-10-26 | 2025-12-22 | 江蘇省沙鋼鋼鉄研究院有限公司 | 新エネルギー駆動モータ用の無方向性珪素鋼板およびその生産方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6685491B2 (ja) | 2020-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI732315B (zh) | 無方向性電磁鋼板的製造方法 | |
| JP6451873B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP6319465B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| TWI710647B (zh) | 無方向性電磁鋼板 | |
| JP5699642B2 (ja) | モータコア | |
| CN110536971A (zh) | 无方向性电磁钢板的制造方法、马达铁芯的制造方法和马达铁芯 | |
| JP2011084761A (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JP6604120B2 (ja) | 無方向性電磁鋼板、及びその製造方法 | |
| JP5515451B2 (ja) | 分割モータ用コア材料 | |
| JP6685491B2 (ja) | モータ用無方向性電磁鋼板およびその製造方法 | |
| JP7709077B2 (ja) | 回転電機、無方向性電磁鋼板、及び積層コア、並びに、回転電機の製造方法、及び積層コアの製造方法 | |
| JP5515485B2 (ja) | 分割モータ用コア | |
| JP4855221B2 (ja) | 分割コア用無方向性電磁鋼板 | |
| JP7816516B2 (ja) | 無方向性電磁鋼板 | |
| TWI881720B (zh) | 無方向性電磁鋼板 | |
| JP7415137B2 (ja) | 積層コアおよび回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200309 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6685491 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |