JP2017145463A - アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器 - Google Patents
アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器 Download PDFInfo
- Publication number
- JP2017145463A JP2017145463A JP2016028434A JP2016028434A JP2017145463A JP 2017145463 A JP2017145463 A JP 2017145463A JP 2016028434 A JP2016028434 A JP 2016028434A JP 2016028434 A JP2016028434 A JP 2016028434A JP 2017145463 A JP2017145463 A JP 2017145463A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- mass
- brazing material
- aluminum alloy
- clad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
- B23K35/288—Al as the principal constituent with Sn or Zn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/016—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of aluminium or aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0233—Sheets or foils
- B23K35/0238—Sheets or foils layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/089—Coatings, claddings or bonding layers made from metals or metal alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3603—Halide salts
- B23K35/3605—Fluorides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0308—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits the conduits being formed by paired plates touching each other
- F28D1/0325—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits the conduits being formed by paired plates touching each other the plates having lateral openings therein for circulation of the heat-exchange medium from one conduit to another
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
- F28F2275/045—Fastening; Joining by brazing with particular processing steps, e.g. by allowing displacement of parts during brazing or by using a reservoir for storing brazing material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Laminated Bodies (AREA)
- Prevention Of Electric Corrosion (AREA)
Abstract
【課題】流路形成部品の内外面がろう付機能を有し、内面又は内外両面が犠牲陽極作用を有し、流路形成部品同士のろう付部長さが長い場合においても良好なろう付性を示し、ろう付部にて優先腐食が発生しないアルミニウム合金ブレージングシートを提供する。
【解決手段】アルミニウム合金の心材と、心材の一方の面にクラッドされた第1ろう材と、他方の面にクラッドされた第2ろう材とを備え、心材、第1ろう材及び第2ろう材がそれぞれ所定の組成を有するアルミニウム合金からなり、第1ろう材及び第2ろう材が犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が2000個/mm2以下存在するアルミニウム合金ブレージングシート及びその製造方法、ならびに、自動車用熱交換器。
【選択図】図1
【解決手段】アルミニウム合金の心材と、心材の一方の面にクラッドされた第1ろう材と、他方の面にクラッドされた第2ろう材とを備え、心材、第1ろう材及び第2ろう材がそれぞれ所定の組成を有するアルミニウム合金からなり、第1ろう材及び第2ろう材が犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が2000個/mm2以下存在するアルミニウム合金ブレージングシート及びその製造方法、ならびに、自動車用熱交換器。
【選択図】図1
Description
本発明は、耐食性に優れたアルミニウム合金ブレージングシート及びその製造方法に関し、詳細には、オイルクーラなどの熱交換器を構成するのに好適に使用されるアルミニウム合金ブレージングシート及びその製造方法に関する。更に本発明は、このアルミニウム合金ブレージングシートを用いた自動車用熱交換器に関する。
アルミニウム合金は軽量かつ高熱伝導性を備えており、適切な処理により高耐食性が実現できるため、自動車用熱交換器、例えばラジエータ、コンデンサ、エバポレータ、ヒータ、インタークーラ、オイルクーラなどに用いられている。自動車用熱交換器の流路の形成部品としては、3003合金などのAl−Mn系合金を心材として、片面にはAl−Si系合金のろう材やAl−Zn系合金の犠牲陽極材をクラッドした2層クラッド材や、更にもう一方の面にAl−Si系合金のろう材をクラッドした3層クラッド材が使用されている。熱交換器は通常このようなクラッド材とコルゲート成形したフィンとを組み合わせ、580℃以上の高温でろう付することによって接合される。
この熱交換器の流路形成部品の片面又は両面に腐食性を有する流体が存在すると、孔食の発生により流路形成部品が貫通する、あるいは均一腐食により板厚が減少して耐圧強度が低下し、流路形成部品が破壊する虞がある。その結果、内部を循環している空気、冷却水、冷媒、オイル等が漏洩する虞がある。これに対して、内面には犠牲陽極材をクラッドすることで防食しているが、外面は犠牲陽極材をクラッドせず、流路形成部品にZn等を添加することでフィン材よりも電位を卑化し、フィンによる犠牲陽極作用を利用する手法を用いているものもある。外面にこのような手法を用いることができるのは、フィンが貫通しても流体の漏洩はなく、かつ、付着する腐食性液体の導電性が高いためである。腐食性液体の導電率は、その液体成分濃度が高いほど高くなる。ラジエータの外部腐食環境においては、融雪塩などの溶質成分を高濃度で含有する腐食性液体が付着するためにその導電性が高く、フィンの犠牲効果で流路形成部品全体を防食することが可能となる。
近年、自動車の構造が複雑化してきており、部品の搭載性を向上させるために、熱交換器に従来とは異なる形状が要求される場合が増えてきている。一例として、ラジエータに図1に示すような積層型の構造を適用する場合を考える。この場合、タンク部分は、流路形成部品の一方の面が冷却水と接し、他方の面が外気に接する。冷却水と接する面は従来のラジエータと同じ腐食環境であり、犠牲陽極作用を有する材料をクラッドする必要があると同時に、流路形成部品同士をろう付する必要があるためろう付機能が必要になる。更に、ろう付部においてZnの濃縮が生じるため、このZn濃縮部ではろう材表面よりも孔食電位が卑になる。その結果、このZn濃縮部で優先腐食が発生する問題が生じるため、優先腐食を抑制するために接合部とろう材表面の孔食電位を最適化する必要がある。一方、外気と接するタンク部分においては、タンク部分以外の部分にフィンが存在するため、フィンとろう付するためにろう付機能が必要になる。また、設置場所によっては外気に対する耐食性も必要になる場合がある。
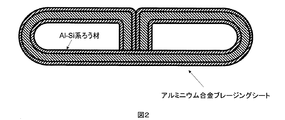
特許文献1には、ろう付機能と犠牲陽極作用を両立した材料を両面にクラッドしたアルミニウム合金ブレージングシートが記載されている。このブレージングシートは、主にチューブ内部を冷却水が流通するラジエータのような自動車用熱交換器に使用される。図2に示すように、B型断面形状に成形されたチューブ材の両端部がチューブ内面にろう付される構造において、チューブ内面には、通常のろう材よりもSi含有量が低いろう材にZnを添加してろう付機能と犠牲陽極作用を併せ持つAl−Si系合金ろう材を用いており、チューブ内面のAl−Si系ろう材が僅かに溶融することによるろう付補助機能が発揮される。しかしながら、特許文献1に記載される材料では、接合部における優先腐食の防止については全く考慮されていない。
すなわち、特許文献1に記載されるブレージングシートは、B型形状でのチューブ材同士のろう付を可能としている。クラッド層の成分については、通常用いられるAl−Si系合金ろう材より低い含有量のSiを添加した、犠牲陽極作用を有するAl−Si系ろう材を使用することで、ろうの流動による犠牲陽極作用の減少を防止している。しかしながら、接合部へのZnの濃縮による優先腐食の防止については何等図られていない。
また、特許文献1に記載されるブレージングシートは、犠牲陽極材にSiを添加することで僅かにろうを溶融させ、B方断面形状に成形されたチューブ材のろう材同士のろう付を補助している。しかしながら、Siを添加した犠牲陽極材同士のろう付については何等考慮されていない。
また、特許文献2には、両面にAl−Si系合金ろう材をクラッドし、かつ、一方の面のろう材におけるろう成分量を少なくし、両方のろう材面同士を板端部にて接合する機能を有するアルミニウム合金ブレージングシートが記載されている。図3に示すように、ろう付時のろう量を少なくし、一方の面にクラッドされた第1ろう材同士のろう付部に、他方の面にクラッドされたAl−Si系合金の第2ろう材のろうが流入することで、不足するろうを補う手法である。
また、特許文献2に記載されるAl合金ブレージングシートは、ろう量を少なくしたAl−Si系ろう材にZnを添加してもよく、その場合に生じるZn濃化による板端部のろう量を少なくしたろう材面同士の接合部での優先腐食を、他方の面のろうが接合部に流入することで抑制している。しかしながら、この技術においては、ろう材組織については何等工夫されておらず、例えば接合部長さが長い場合には、ろう付に必要となるろうの流入量が不足してろう付性が不十分になったり、接合部の優先腐食感受性が増大してしまうという問題点があった。また、Znはろう量を少なくしたAl−Si系合金ろう材にのみ添加されており、もう一方のAl−Si系合金ろう材がクラッドされた面の耐食性については何等考慮されていない。
上述のように、アルミニウム合金ブレージングシートを例えば自動車用熱交換器の流路形成部品として用いる際に、流路形成部品の内面又は内外両面が腐食環境にあり、フィンによる犠牲陽極作用による防食が困難な場合において、流路形成部品の内外面がろう付機能を有するとともに、内面又は内外両面が犠牲陽極作用も兼ね備えており、更に流路形成部品同士のろう付部長さが長い場合においても2枚の板を十分にろう付可能であり、かつ、ろう付部にて優先腐食が発生しないアルミニウム合金ブレージングシートを提供することは、従来の技術では困難であった。
本発明は、上述の問題点を解消するべく完成したものであって、アルミニウム合金ブレージングシートにおいて、両面にろう付機能を有したAl−Si系ろう材をクラッドしており、かつ、一方の面又は両面に犠牲陽極作用を有しており、更に接合部の優先腐食を防止し、ろう付時において溶融ろうの心材への拡散がない良好なろう付機能を発揮するアルミニウム合金ブレージングシート及びその製造方法、ならびに、これを用いた自動車用熱交換器の流路形成部品の提供を目的とする。このような高耐食性のアルミニウム合金ブレージングシートは、自動車用熱交換器の流路形成部品として好適に使用できる。
本発明者らは上記課題について鋭意研究を重ねた結果、それぞれが特定の合金組成を有する心材の一方の面に第1ろう材を、他方の面に第2ろう材をクラッドした材料がその課題を解決することができることを見出し、本発明を完成させるに至った。
具体的には、本発明は請求項1において、アルミニウム合金の心材と、当該心材の一方の面にクラッドされた第1ろう材と、他方の面にクラッドされた第2ろう材とを備えるアルミニウム合金ブレージングシートにおいて、前記心材が、Fe:0.05〜1.50mass%、Mn:0.30〜2.00mass%を含有し、残部Al及び不可避不純物からなるアルミニウム合金からなり、前記第1ろう材が、Si:1.50〜4.00mass%、Fe:0.05〜1.50mass%、Zn:1.00〜6.00mass%を含有し、残部Al及び不可避不純物からなる犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、前記第2ろう材が、Si:4.00〜13.00mass%、Fe:0.03〜1.00mass%を含有し、残部Al及び不可避不純物からなる犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、前記第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が2000個/mm2以下存在することを特徴とするアルミニウム合金ブレージングシートとした。
本発明は請求項2では請求項1において、前記心材のアルミニウム合金が、Si:0.01〜1.50mass%、Cu:0.03〜2.00mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種類以上を更に含有するとした。
本発明は請求項3では請求項1又は2において、前記第1ろう材のアルミニウム合金が、Cu:0.05〜0.50mass%、Mn:0.05〜1.50mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種以上を更に含有するとした。
本発明は請求項4では請求項1〜3のいずれか一項において、前記第1ろう材のアルミニウム合金が、Na:0.001〜0.050mass%及びSr:0.001〜0.050mass%から選択される1種又は2種を更に含有するとした。
本発明は請求項5では請求項1〜4のいずれか一項において、前記第2ろう材のアルミニウム合金が、Zn:0.50〜5.00mass%、かつ、前記第1ろう材のZn含有量よりも0.20mass%以上低く、Cu:0.05〜0.50mass%、Mn:0.05〜1.50mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種以上を更に含有するものとした。
本発明は請求項6では請求項1〜5のいずれか一項において、前記第2ろう材のアルミニウム合金が、Na:0.001〜0.050mass%及びSr:0.001〜0.050mass%から選択される1種又は2種を更に含有するものとした。
本発明は請求項7では請求項1〜6のいずれか一項において、ろう付後の前記第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が1000個/mm2以下存在するものとした。
本発明は請求項8では、請求項1〜7のいずれか一項に記載のアルミニウム合金ブレージングシートの製造方法であって、前記心材用、第1ろう材用及び第2ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した第1ろう材及び第2ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含み、前記第2ろう材の熱間圧延工程において、当該熱間圧延工程前における第2ろう材の鋳塊の質量を1.5t以上、板厚を250mm以上とし、この熱間圧延工程前における第2ろう材の鋳塊の加熱温度を400〜550℃、加熱時間を1〜30時間とし、この熱間圧延工程の開始後30分以内における第2ろう材の板厚が150mm以下までに達するように、クーラントの最大流量を10m3/分以下とし合計使用量を30m3以下とすることを特徴とするアルミニウム合金ブレージングシートの製造方法とした。
本発明は請求項9では、請求項1〜7のいずれか一項に記載のアルミニウム合金ブレージングシートの前記第1ろう材の表面同士を合わせてろう付し、このろう付時において前記第2ろう材の溶融ろうが第1ろう材同士の接合部に流入することで、第1ろう材及び第2ろう材の両方がろう付性を有し、かつ、第1ろう材及び第2ろう材の一方又は両方が犠牲陽極作用を有し、これによって、第1ろう材同士のろう付時に不足するろうを第2ろう材によって補充すると同時に、第1ろう材同士の前記接合部におけるZn濃度を希釈することを特徴とする自動車用熱交換器の製造方法とした。
本発明によれば、アルミニウム合金ブレージングシートを例えば熱交換器の流路形成部品に用いる際に、流路形成部品の片面又は両面が腐食環境にあり、かつ、フィンによる防食が困難である場合において、流路形成部品の両面がろう付機能を有し、かつ、片面又は両面が犠牲陽極作用を有し、更に流路形成部品同士の接合部における優先腐食を抑制したアルミニウム合金ブレージングシート及びその製造方法、ならびに、このブレージングシートを用いた自動車用熱交換器の流路形成部品が提供される。このブレージングシートは、耐エロージョン性などのろう付性にも優れ、更に軽量性や良好な熱伝導性の観点から、自動車用熱交換器流路形成部品として好適に用いられる。
本発明に係るアルミニウム合金ブレージングシート及びその製造方法の好適な実施形態について、以下に詳細に説明する。
1.第1ろう材同士の接合部におけるろう付及び優先腐食
図1は、本発明に係るアルミニウム合金ブレージングシートを用いたラジエータなどの熱交換器を示し、タンク部分が積層された構造を有する。流路形成部品端部において、接合部長さの長い第1ろう材同士のろう付接合部が存在し、流路形成部品の両面でろう付が必要であり、流路形成部品の片面あるいは両面が腐食環境にあり、第1ろう材面が第2ろう材面に比べより高い耐食性が必要となり、かつフィンによる犠牲陽極作用にて流路形成部品の防食を行えないような用途に適用するための解決法である。
図1は、本発明に係るアルミニウム合金ブレージングシートを用いたラジエータなどの熱交換器を示し、タンク部分が積層された構造を有する。流路形成部品端部において、接合部長さの長い第1ろう材同士のろう付接合部が存在し、流路形成部品の両面でろう付が必要であり、流路形成部品の片面あるいは両面が腐食環境にあり、第1ろう材面が第2ろう材面に比べより高い耐食性が必要となり、かつフィンによる犠牲陽極作用にて流路形成部品の防食を行えないような用途に適用するための解決法である。
このように流路形成部品の両面にろう付機能が必要で、かつ、流路形勢部品の片面又は両面が腐食環境にある場合、腐食環境にある面の犠牲防食が必要である。ここで、両面ともにフィンによる犠牲陽極作用を利用することができないため、流路形成部品の片面又は両面に犠牲陽極作用を付与すべくZnを添加したAl−Si系合金ろう材をクラッドする必要がある。しかしながら、第1ろう材同士のろう付接合部にてZnが濃縮し、このZn濃縮部で優先腐食が発生する問題が生じる。
第1ろう材面は冷却水などの厳しい腐食環境にあるため、Si含有量を少なくしてろう付時におけるろう溶融量を少なくすることで、犠牲防食層の厚さを確保する必要がある。しかしながら、ろうの溶融量を少なくすると、第1ろう材同士のろう付接合部のろうが不足する問題が生じる。
本発明に係るアルミニウム合金ブレージングシートは、このような問題点を有効に解決するためのものである。すなわち、ろう付時において、第1ろう材よりもZn含有量が少なく、かつ、ろう溶融量の多い第2ろう材のろうを、第1ろう材同士の接合部に流入させることで、第1ろう材同士のろう付接合部におけるろう量の不足を補う同時に、当該接合部におけるZnの濃縮を緩和することで、この接合部の優先腐食を抑制することができるものである。
2.合金組成
次に、本発明に係るアルミニウム合金ブレージングシートを構成する心材、第1ろう材及び第2ろう材の合金組成について説明する。
次に、本発明に係るアルミニウム合金ブレージングシートを構成する心材、第1ろう材及び第2ろう材の合金組成について説明する。
2−1.心材
心材には、Fe:0.05〜1.50mass%(以下、単に「%」と記す)、Mn:0.30〜2.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
心材には、Fe:0.05〜1.50mass%(以下、単に「%」と記す)、Mn:0.30〜2.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
また、心材には、上記必須元素の他に、Si:0.01〜1.50%、Cu:0.03〜2.00%、Mg:0.01〜0.50%、Ti:0.05〜0.30%、Zr:0.05〜0.30%、Cr:0.05〜0.30%及びV:0.05〜0.30%から選択される1種又は2種以上を選択的添加元素として更に含有しても良い。更に、上記必須元素及び選択的添加元素の他に不可避的不純物を、各々0.05%以下、全体で0.15%以下含有していても良い。以下に各成分について説明する。
Fe:0.05〜1.50%
Feは再結晶核となり得るサイズの金属間化合物を生成し易く、ろう付後の再結晶粒を粗大にしてろう材から心材へのSiの拡散を抑制する。Fe含有量は、0.05〜1.50%である。Fe含有量が0.05%未満では、高純度アルミニウム地金を用いる必要があるためコスト高を招く。一方、Fe含有量が1.50%を超えるとろう付後の結晶粒径が微細となり、ろう拡散が生じる虞がある。Fe含有量は、好ましくは0.10〜1.00%である。
Feは再結晶核となり得るサイズの金属間化合物を生成し易く、ろう付後の再結晶粒を粗大にしてろう材から心材へのSiの拡散を抑制する。Fe含有量は、0.05〜1.50%である。Fe含有量が0.05%未満では、高純度アルミニウム地金を用いる必要があるためコスト高を招く。一方、Fe含有量が1.50%を超えるとろう付後の結晶粒径が微細となり、ろう拡散が生じる虞がある。Fe含有量は、好ましくは0.10〜1.00%である。
Mn:0.30〜2.00%
Mnは、アルミニウム母相中に固溶して固溶強化により強度を向上させ、又は、Al−Mn系金属間化合物を形成して分散強化により強度を向上させる。Mn含有量は、0.30〜2.00%である。Mn含有量が0.30%未満では上記効果が不十分であり、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mn含有量は、好ましくは0.40〜1.80%である。
Mnは、アルミニウム母相中に固溶して固溶強化により強度を向上させ、又は、Al−Mn系金属間化合物を形成して分散強化により強度を向上させる。Mn含有量は、0.30〜2.00%である。Mn含有量が0.30%未満では上記効果が不十分であり、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mn含有量は、好ましくは0.40〜1.80%である。
Si:0.01〜1.50%
Siは、Mnと共にAl−Mn−Si系の金属間化合物を形成し、分散強化により強度を向上させ、或いは、アルミニウム母層中に固溶して固溶強化により強度を向上させるので含有させてもよい。Si含有量は、0.01〜1.50%である。Si含有量が0.01%未満では、高純度アルミニウム地金を用いる必要があるためコスト高を招く。一方、Si含有量が1.50%を超えると、心材の融点が低下し溶融が生じる虞が高くなる。Si含有量は、好ましくは0.03〜1.20%である。
Siは、Mnと共にAl−Mn−Si系の金属間化合物を形成し、分散強化により強度を向上させ、或いは、アルミニウム母層中に固溶して固溶強化により強度を向上させるので含有させてもよい。Si含有量は、0.01〜1.50%である。Si含有量が0.01%未満では、高純度アルミニウム地金を用いる必要があるためコスト高を招く。一方、Si含有量が1.50%を超えると、心材の融点が低下し溶融が生じる虞が高くなる。Si含有量は、好ましくは0.03〜1.20%である。
Cu:0.03〜2.00%
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.03〜2.00%である。Cu含有量が0.03%未満では、上記効果が不十分となる。一方、Cu含有量が2.00%を超えると、鋳造時におけるアルミニウム合金の割れ発生の虞が高くなる。Cu含有量は、好ましくは0.05〜1.50%である。
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.03〜2.00%である。Cu含有量が0.03%未満では、上記効果が不十分となる。一方、Cu含有量が2.00%を超えると、鋳造時におけるアルミニウム合金の割れ発生の虞が高くなる。Cu含有量は、好ましくは0.05〜1.50%である。
Mg:0.01〜0.50%
Mgは、Mg−Siの析出により強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Mgは、Mg−Siの析出により強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Ti:0.05〜0.30%
Tiは、固溶強化により強度を向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では上記効果が不十分となる。一方、Ti含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Tiは、固溶強化により強度を向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では上記効果が不十分となる。一方、Ti含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Zr:0.05〜0.30%
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Cr:0.05〜0.30%
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物の析出により強度を向上させるので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が、0.05%未満では上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物の析出により強度を向上させるので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が、0.05%未満では上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
V:0.05〜0.30%
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が、0.05%未満では上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が、0.05%未満では上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
これらSi、Cu、Mg、Ti、Zr、Cr及びVは、心材中に必要により少なくとも1種が添加されていればよい。
2−2.第1ろう材
第1ろう材には、Si:1.50〜4.00%、Fe:0.05〜1.50%、Zn:1.00〜6.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
第1ろう材には、Si:1.50〜4.00%、Fe:0.05〜1.50%、Zn:1.00〜6.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
また、第1ろう材には、上記必須元素の他に、Cu:0.05〜0.50%、Mn:0.05〜1.50%、Mg:0.01〜0.50%、Ti:0.05〜0.30%、Zr:0.05〜0.30%、Cr:0.05〜0.30%及びV:0.05〜0.30%から選択される1種又は2種以上を第1選択的添加元素として更に含有してもよい。また、Na:0.001〜0.050%及びSr:0.001〜0.050%から選択される1種又は2種を第2選択的添加元素として更に含有してもよい。なお、上記必須元素及び第1及び第2の選択的添加元素の他に不可避的不純物を、各々0.05%以下、全体で0.15%以下含有していてもよい。以下に各成分について説明する。
Si:1.50〜4.00%
Siを添加することによりろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は、1.50〜4.00%である。Si含有量が1.50%未満では、生じる液相が僅かでありろう付機能が発揮され難くなる。一方、Si含有量が4.00%を超えると、ろうの多くが流動し耐食性を維持することが困難となる。Si含有量は、好ましくは2.00〜3.50%である。
Siを添加することによりろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は、1.50〜4.00%である。Si含有量が1.50%未満では、生じる液相が僅かでありろう付機能が発揮され難くなる。一方、Si含有量が4.00%を超えると、ろうの多くが流動し耐食性を維持することが困難となる。Si含有量は、好ましくは2.00〜3.50%である。
Fe:0.05〜1.50%
Feを添加することにより、Al−Fe系やAl−Si−Fe系の金属間化合物が生成し易くなる。その結果、ろう付に有効となるSi量を低下させ、ろう付機能の低下を招く。Fe含有量は、0.05〜1.50%である。Fe含有量が0.05%未満では、高純度のアルミニウム地金を使用しなければならずコスト高を招く。一方、Fe含有量が1.50%を超えると、上記作用によりろう付が不十分となる。Fe含有量は、好ましくは0.10〜1.00%である。
Feを添加することにより、Al−Fe系やAl−Si−Fe系の金属間化合物が生成し易くなる。その結果、ろう付に有効となるSi量を低下させ、ろう付機能の低下を招く。Fe含有量は、0.05〜1.50%である。Fe含有量が0.05%未満では、高純度のアルミニウム地金を使用しなければならずコスト高を招く。一方、Fe含有量が1.50%を超えると、上記作用によりろう付が不十分となる。Fe含有量は、好ましくは0.10〜1.00%である。
Zn:1.00〜6.00%
Znを添加することにより孔食電位を卑にし、心材との電位差を形成することで犠牲陽極作用による耐食性の向上が図られる。Znの含有量は、1.00〜6.00%である。Zn含有量が1.00%未満では、犠牲陽極作用による耐食性向上の効果が十分に得られない。一方、Zn含有量が6.00%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Zn含有量は、好ましくは1.50〜5.00%である。
Znを添加することにより孔食電位を卑にし、心材との電位差を形成することで犠牲陽極作用による耐食性の向上が図られる。Znの含有量は、1.00〜6.00%である。Zn含有量が1.00%未満では、犠牲陽極作用による耐食性向上の効果が十分に得られない。一方、Zn含有量が6.00%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Zn含有量は、好ましくは1.50〜5.00%である。
Cu:0.05〜0.50%
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.05〜0.50%である。Cu含有量が0.05%未満では、上記効果が十分に得られない。一方、Cu含有量が0.50%を超えると、犠牲防食層の孔食電位が貴になってしまい犠牲陽極作用を消失して耐食性が低下する。Cu含有量は、好ましくは0.10〜0.40%である。
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.05〜0.50%である。Cu含有量が0.05%未満では、上記効果が十分に得られない。一方、Cu含有量が0.50%を超えると、犠牲防食層の孔食電位が貴になってしまい犠牲陽極作用を消失して耐食性が低下する。Cu含有量は、好ましくは0.10〜0.40%である。
Mn:0.05〜1.50%
Mnは、強度と耐食性を向上させるので含有させてもよい。Mn含有量は、0.05〜1.50%である。MN含有量が1.50%を超えると巨大金属間化合物が形成され易くなり、塑性加工性を低下させ、また、犠牲陽極層の電位を貴にするため、犠牲陽極作用を阻害して耐食性を低下させる。一方、Mn含有量が0.05%未満では、上記効果が十分に得られない。Mn含有量は、好ましくは0.10〜1.00%である。
Mnは、強度と耐食性を向上させるので含有させてもよい。Mn含有量は、0.05〜1.50%である。MN含有量が1.50%を超えると巨大金属間化合物が形成され易くなり、塑性加工性を低下させ、また、犠牲陽極層の電位を貴にするため、犠牲陽極作用を阻害して耐食性を低下させる。一方、Mn含有量が0.05%未満では、上記効果が十分に得られない。Mn含有量は、好ましくは0.10〜1.00%である。
Mg:0.01〜0.50%
Mgは、ろう付加熱時に心材へ拡散してMg−Si系の金属間化合物を析出させることにより強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Mgは、ろう付加熱時に心材へ拡散してMg−Si系の金属間化合物を析出させることにより強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Ti:0.05〜0.30%
Tiは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では、上記効果が不十分となる。一方、Ti含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Tiは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では、上記効果が不十分となる。一方、Ti含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Zr0.05〜0.30%
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では、上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では、上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Cr:0.05〜0.30%
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物析出によりろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が0.05%未満では、上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物析出によりろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が0.05%未満では、上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
V:0.05〜0.30%
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が0.05%未満では、上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が0.05%未満では、上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
Na:0.001〜0.050%
Naは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Sr含有量は、0.001〜0.050%である。Na含有量が0.001%未満では、上記効果が不十分となる。一方、Na含有量が0.050%を超えると、その効果が飽和するので不経済となる。Na含有量は、好ましくは0.005〜0.040%である。
Naは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Sr含有量は、0.001〜0.050%である。Na含有量が0.001%未満では、上記効果が不十分となる。一方、Na含有量が0.050%を超えると、その効果が飽和するので不経済となる。Na含有量は、好ましくは0.005〜0.040%である。
Sr:0.001〜0.050%
Srは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Sr含有量は、0.001〜0.050%である。Sr含有量が0.001%未満では、上記効果が不十分となる。一方、Sr含有量が0.050%を超えると、その効果が飽和するので不経済となる。Sr含有量は、好ましくは0.005〜0.040%である。
Srは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Sr含有量は、0.001〜0.050%である。Sr含有量が0.001%未満では、上記効果が不十分となる。一方、Sr含有量が0.050%を超えると、その効果が飽和するので不経済となる。Sr含有量は、好ましくは0.005〜0.040%である。
これらCu、Mn、Mg、Ti、Zr、Cr、V、Na及びSrは、第1ろう中に必要により少なくとも1種が添加されていればよい。
2−3.第2ろう材
第2ろう材には、Si:4.00〜13.00%、Fe:0.05〜1.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
第2ろう材には、Si:4.00〜13.00%、Fe:0.05〜1.00%を必須元素として含有し、残部Al及び不可避不純物からなるアルミニウム合金が用いられる。
また、第2ろう材には、上記必須元素の他に、Zn:0.50〜5.00%、かつ、前記第1ろう材のZn含有量よりも0.20%以上低く、Cu:0.05〜0.50%、Mn:0.05〜1.50%、Mg:0.01〜0.50%、Ti:0.05〜0.30%、Zr:0.05〜0.30%、Cr:0.05〜0.30%及びV:0.05〜0.30%から選択される1種又は2種以上を第1選択的添加元素として更に含有しても良い。また、Na:0.001〜0.050%及びSr:0.001〜0.050%から選択される1種又は2種を第2選択的添加元素として更に含有してもよい。なお、上記必須元素及び第1及び第2の選択的添加元素の他に不可避的不純物を、各々0.05%以下、全体で0.15%以下含有していてもよい。以下に各成分について説明する。
Si:4.00〜13.00%
Siを添加することによりろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は、4.00〜13.00%である。前述の通り、第1ろう材よりもZn含有量が少なく、かつ、ろう溶融量の多い第2ろう材のろうを、ろう付時において第1ろう材同士の接合部に流入させることで、ろう量の不足を補うと同時に、接合部のZnの濃縮を緩和することで接合部の優先腐食を抑制することができる。第2ろう材のSi含有量が4.00%未満では、第1ろう材同士の接合部に第2ろう材のろうを流入させることが困難である。一方、Si含有量が13.00%を超えるとろう付の相手材へ拡散するSi量が過剰となり、相手材の溶融が発生してしまう。Si含有量は、好ましくは5.00〜10.00%である。
Siを添加することによりろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は、4.00〜13.00%である。前述の通り、第1ろう材よりもZn含有量が少なく、かつ、ろう溶融量の多い第2ろう材のろうを、ろう付時において第1ろう材同士の接合部に流入させることで、ろう量の不足を補うと同時に、接合部のZnの濃縮を緩和することで接合部の優先腐食を抑制することができる。第2ろう材のSi含有量が4.00%未満では、第1ろう材同士の接合部に第2ろう材のろうを流入させることが困難である。一方、Si含有量が13.00%を超えるとろう付の相手材へ拡散するSi量が過剰となり、相手材の溶融が発生してしまう。Si含有量は、好ましくは5.00〜10.00%である。
Fe:0.03〜1.00%
Feを添加することにより、Al−Fe系やAl−Si−Fe系の金属間化合物が生成し易くなるためろうの流動性が低下し、板端部に存在する第1ろう材同士の接合部へ十分量のろうが流入し難くなる。Fe含有量は、0.05〜1.00%である。Fe含有量が0.05%未満では、高純度のアルミニウム地金を使用しなければならずコスト高を招く。一方、Fe含有量が1.00%を超えると、上記作用により板端部に存在する第1ろう材同士の接合部におけるろう付が不十分となる。Fe含有量は、好ましくは0.10〜0.80%である。
Feを添加することにより、Al−Fe系やAl−Si−Fe系の金属間化合物が生成し易くなるためろうの流動性が低下し、板端部に存在する第1ろう材同士の接合部へ十分量のろうが流入し難くなる。Fe含有量は、0.05〜1.00%である。Fe含有量が0.05%未満では、高純度のアルミニウム地金を使用しなければならずコスト高を招く。一方、Fe含有量が1.00%を超えると、上記作用により板端部に存在する第1ろう材同士の接合部におけるろう付が不十分となる。Fe含有量は、好ましくは0.10〜0.80%である。
Zn:0.50〜5.00%、かつ、第1ろう材のZn含有量よりも0.20%以上低い
Znを添加することにより孔食電位を卑にし、心材との電位差を形成することで犠牲陽極作用により耐食性を向上させるので含有させてもよい。Zn含有量は、0.50〜5.00%であり、かつ、Zn含有量が第1ろう材のものよりも0.2%以上低くなる。Zn含有量が5.00%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。一方、Zn含有量が0.05%未満では犠牲防食効果が不十分となる。また、第1ろう材のZn含有量との差が0.20%未満になると、接合部のZn濃縮による優先腐食を抑制する効果が不十分となる。Zn含有量は、1.00〜4.00%であり、かつ、第1ろう材の含有量よりも0.50%以上低いのが好ましい。
Znを添加することにより孔食電位を卑にし、心材との電位差を形成することで犠牲陽極作用により耐食性を向上させるので含有させてもよい。Zn含有量は、0.50〜5.00%であり、かつ、Zn含有量が第1ろう材のものよりも0.2%以上低くなる。Zn含有量が5.00%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。一方、Zn含有量が0.05%未満では犠牲防食効果が不十分となる。また、第1ろう材のZn含有量との差が0.20%未満になると、接合部のZn濃縮による優先腐食を抑制する効果が不十分となる。Zn含有量は、1.00〜4.00%であり、かつ、第1ろう材の含有量よりも0.50%以上低いのが好ましい。
Cu:0.05〜0.50%
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.05〜0.50%である。Cu含有量が0.05%未満では、上記効果が十分に得られない。一方、Cu含有量が0.50%を超えると犠牲防食層の孔食電位が貴になってしまい、犠牲陽極作用を消失して耐食性が低下する。Cu含有量は、好ましくは0.10〜0.40%である。
Cuは、固溶強化により強度を向上させるので含有させてもよい。Cu含有量は、0.05〜0.50%である。Cu含有量が0.05%未満では、上記効果が十分に得られない。一方、Cu含有量が0.50%を超えると犠牲防食層の孔食電位が貴になってしまい、犠牲陽極作用を消失して耐食性が低下する。Cu含有量は、好ましくは0.10〜0.40%である。
Mn:0.05〜1.50%
Mnは、強度と耐食性を向上させるので含有させてもよい。Mn含有量は、0.05〜1.50%である。Mn含有量が0.05%未満では、上記効果が十分に得られない。一方、Mn含有量が1.5%を超えると、巨大金属間化合物が形成され易くなり塑性加工性を低下させ、また、犠牲陽極層の電位を貴にするため犠牲陽極作用を阻害して耐食性を低下させる。Mn含有量は、好ましくは0.10〜1.00%である。
Mnは、強度と耐食性を向上させるので含有させてもよい。Mn含有量は、0.05〜1.50%である。Mn含有量が0.05%未満では、上記効果が十分に得られない。一方、Mn含有量が1.5%を超えると、巨大金属間化合物が形成され易くなり塑性加工性を低下させ、また、犠牲陽極層の電位を貴にするため犠牲陽極作用を阻害して耐食性を低下させる。Mn含有量は、好ましくは0.10〜1.00%である。
Mg:0.01〜0.50%
Mgは、ろう付加熱時に心材へ拡散してMg−Si系の金属間化合物を析出させることにより強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Mgは、ろう付加熱時に心材へ拡散してMg−Si系の金属間化合物を析出させることにより強度を向上させるので含有させてもよい。Mg含有量は、0.01〜0.50%である。Mg含有量が0.01%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難になる。Mg含有量は、好ましくは0.10〜0.40%である。
Ti:0.05〜0.30%
Tiは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では、上記効果が不十分となる。一方、Ti含有量が0.30%を超えると、巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Tiは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。Ti含有量は、0.05〜0.30%である。Ti含有量が0.05%未満では、上記効果が不十分となる。一方、Ti含有量が0.30%を超えると、巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10〜0.20%である。
Zr:0.05〜0.30%
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では、上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Zrは、固溶強化により強度を向上させると共に、Al−Zr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Zr含有量は、0.05〜0.30%である。Zr含有量が0.05%未満では、上記効果が不十分となる。一方、Zr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10〜0.20%である。
Cr:0.05〜0.30%
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が0.05%未満では、上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
Crは、固溶強化により強度を向上させると共に、Al−Cr系の金属間化合物を析出させてろう付後の結晶粒を粗大化させる作用を有するので含有させてもよい。Cr含有量は、0.05〜0.30%である。Cr含有量が0.05%未満では、上記効果が不十分となる。一方、Cr含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10〜0.20%である。
V:0.05〜0.30%
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が0.05%未満では、上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
Vは、固溶強化により強度を向上させると共に、耐食性も向上させるので含有させてもよい。V含有量は、0.05〜0.30%である。V含有量が0.05%未満では、上記効果が不十分となる。一方、V含有量が0.30%を超えると巨大金属間化合物を生成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10〜0.20%である。
Na:0.001〜0.050%
Naは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Na含有量は、0.001〜0.050%である。Na含有量が0.001%未満では、上記効果が不十分となる。一方、Na含有量が0.050%を超えるとその効果が飽和するので不経済となる。Na含有量は、好ましくは0.005〜0.040%である。
Naは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させてもよい。Na含有量は、0.001〜0.050%である。Na含有量が0.001%未満では、上記効果が不十分となる。一方、Na含有量が0.050%を超えるとその効果が飽和するので不経済となる。Na含有量は、好ましくは0.005〜0.040%である。
Sr:0.001〜0.050%
Srは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させても良い。Sr含有量は、0.001〜0.050%である。Sr含有量が0.001%未満では、上記効果が不十分となる。一方、Sr含有量が0.050%を超えるとその効果が飽和するので不経済となる。Sr含有量は、好ましくは0.005〜0.040%である。
Srは、ろう材中のSi分子を微細、かつ均一に分散させる効果を有するので含有させても良い。Sr含有量は、0.001〜0.050%である。Sr含有量が0.001%未満では、上記効果が不十分となる。一方、Sr含有量が0.050%を超えるとその効果が飽和するので不経済となる。Sr含有量は、好ましくは0.005〜0.040%である。
これらCu、Mn、Mg、Ti、Zr、Cr、V、Na及びSrは、第2ろう材中に必要により少なくとも1種が添加されていればよい。
3.第1ろう材同士の接合部におけるろう付性の改良及び優先腐食の抑制
ろう付後の流路形成部品において、周囲よりも孔食電位の卑な部位が存在すれば、その部分が優先的に腐食する。このようなろう付後状態において、第1ろう材の非ろう付部表層の孔食電位から接合部における共晶組織の孔食電位を引いた値が50mV以下になっていれば、或いは、第1ろう材の非ろう付部表層の孔食電位が接合部における共晶組織の孔食電位よりも卑になっていれば、第1ろう材の非ろう付部が優先的に腐食するため、接合部の優先腐食は発生しない。
ろう付後の流路形成部品において、周囲よりも孔食電位の卑な部位が存在すれば、その部分が優先的に腐食する。このようなろう付後状態において、第1ろう材の非ろう付部表層の孔食電位から接合部における共晶組織の孔食電位を引いた値が50mV以下になっていれば、或いは、第1ろう材の非ろう付部表層の孔食電位が接合部における共晶組織の孔食電位よりも卑になっていれば、第1ろう材の非ろう付部が優先的に腐食するため、接合部の優先腐食は発生しない。
一方、ろう付後の第1ろう材においては、ろう材表面を心材よりも優先腐食させる、いわゆる犠牲陽極作用を有する必要がある。ろう付後における第1ろう材表面と心材との孔食電位の差が20mV以上である場合、この電位差による犠牲陽極作用が発揮されるため、表面からの腐食による貫通孔の発生を防ぐことができる。一方、ろう付後の第1ろう材表面と心材との孔食電位差が20mV未満である場合、この電位差による犠牲陽極作用が十分ではないため、表面からの腐食による貫通孔が発生してしまう。ここで、ろう付後における第1ろう材表面と心材との孔食電位差とは、ろう付後における心材の孔食電位から第1ろう材表面の孔食電位を差し引いた値として定義される。
ろう付後の第2ろう材表面は使用方法によっては腐食環境になるため、第2ろう材表面を心材よりも優先腐食させる、いわゆる犠牲陽極作用を有する必要がある。但し、第2ろう材表面は第1ろう材表面ほど厳しい腐食環境にはないため、ろう付後における第2ろう材表面と心材との孔食電位の差が10mV以上である場合、この電位差による犠牲陽極作用が発揮されるため、表面からの腐食による貫通孔の発生を防ぐことができる。一方、ろう付後の第2ろう材表面と心材との孔食電位差が10mV未満である場合、この電位差による犠牲陽極作用が十分ではないため、表面からの腐食による貫通孔が発生してしまう。ここで、ろう付後における第2ろう材表面と心材との孔食電位差とは、ろう付後における心材の孔食電位から第2ろう材表面の孔食電位を差し引いた値として定義される。
以上のように、本発明に係るブレージングシートは、ろう付時において、第1ろう材同士の接合部に適切なろう量が存在している必要があり、かつ、ろう付後の状態において、接合部のろう材における共晶組織とろう材表面、ならびに、ろう材表面と心材が、それぞれ適切な孔食電位の関係を有する必要がある。本発明においては、第1ろう材、或いは、第1ろう材と第2ろう材の両方に、Znを添加することでろう材表面と心材の孔食電位の関係を適切にしている。また、ろう付時において僅かに溶融した第1ろう材のろうを利用して第2ろう材のろうを第1ろう材同士の板端部接合部に流入させることで、ろう付時の第1ろう材同士の接合部ろう量を適切化すると同時に、第1ろう材よりもSi添加量が多く、かつZn添加量の少ない第2ろう材が第1ろう材同士の接合部に流入することで、接合部のろう材における共晶組織のZn濃縮が緩和され、接合部のろう材における共晶組織とろう材表面の孔食電位の関係を適切なものにしている。
4.上記特徴を実現するための第2ろう材の金属組織
第2ろう材を板端部に存在する第1ろう材同士の接合部に流入させるために、第2ろう材のSi含有量を第1ろう材のSi添加量よりも多くすると同時に、第2ろう材内に存在するAl−Si−Fe系の金属間化合物の数を制御する。溶融した第2ろう材のろう内に多量の金属間化合物が存在していると、ろうの流動性が著しく低下するため、板端部に存在する第1ろう材同士の接合部に第2ろう材が流入しない。そこで、第2ろう材内に存在する、0.5〜80.0μmの円相当径(円相当直径であり、以下において同じ)を有するAl−Si−Fe系金属間化合物を2000個/mm2以下に規制することで、第2ろう材におけるろう付中のろうの流動性を良好なものとし、板端部に存在する第1ろう材同士の接合部に第2ろう材のろうを積極的に流入させることで、上述の効果が得られる。なお、このようなAl−Si−Fe系金属間化合物の数密度は、ろう付の前及び後の両方に置いて規制するものである。すなわち、ろう付前における第2ろう材のAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制すれば、ろう付後における第2ろう材のAl−Si−Fe系金属間化合物の数密度が1000個/mm2以下に規制されることは、本発明者らによって実験的に明らかにされている。
第2ろう材を板端部に存在する第1ろう材同士の接合部に流入させるために、第2ろう材のSi含有量を第1ろう材のSi添加量よりも多くすると同時に、第2ろう材内に存在するAl−Si−Fe系の金属間化合物の数を制御する。溶融した第2ろう材のろう内に多量の金属間化合物が存在していると、ろうの流動性が著しく低下するため、板端部に存在する第1ろう材同士の接合部に第2ろう材が流入しない。そこで、第2ろう材内に存在する、0.5〜80.0μmの円相当径(円相当直径であり、以下において同じ)を有するAl−Si−Fe系金属間化合物を2000個/mm2以下に規制することで、第2ろう材におけるろう付中のろうの流動性を良好なものとし、板端部に存在する第1ろう材同士の接合部に第2ろう材のろうを積極的に流入させることで、上述の効果が得られる。なお、このようなAl−Si−Fe系金属間化合物の数密度は、ろう付の前及び後の両方に置いて規制するものである。すなわち、ろう付前における第2ろう材のAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制すれば、ろう付後における第2ろう材のAl−Si−Fe系金属間化合物の数密度が1000個/mm2以下に規制されることは、本発明者らによって実験的に明らかにされている。
0.5〜80.0μmの円相当径を有するAl−Si−Fe系の金属間化合物の存在密度が2000個/mm2を超えると、第2ろう材におけるろう付中のろうの流動性が低下し上述の効果が得られない。このAl−Si−Fe系の金属間化合物の存在密度は、好ましくは300〜1800個/mm2である。なお、第2ろう材はSiを4.0%以上、Feを0.05%以上含有するため、上記Al−Si−Fe系の金属間化合物の存在密度が100個/mm2未満になることはない。
また、Al−Si−Fe系の金属間化合物の円相当径を0.5〜80.0μmに限定するのは以下の理由による。円相当径が0.5μm未満のAl−Si−Fe系の金属間化合物では、ろうの流動性を阻害することはないために対象外とした。一方、円相当径が80.0μmを超えるAl−Si−Fe系の金属間化合物は塑性加工性を低下させるために、
熱処理や圧延の製造条件を適切に調整することによって存在させないことが必要であることから対象外とした。
熱処理や圧延の製造条件を適切に調整することによって存在させないことが必要であることから対象外とした。
なお、本発明におけるろう付条件(ろう付相当の条件)については特に限定されるものではないが、通常はフッ化物系のフラックスを塗布した後に、窒素雰囲気下において最高到達温度を580〜620℃程度として、10〜2000秒間加熱されることにより実施される。
5.製造方法
本発明に係るアルミニウム合金ブレージングシートの製造方法は、上記の心材用、第1ろう材用及び第2ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した第1ろう材及び第2ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含む。
本発明に係るアルミニウム合金ブレージングシートの製造方法は、上記の心材用、第1ろう材用及び第2ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した第1ろう材及び第2ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含む。
5−1.第2ろう材用の鋳塊の熱間圧延工程
ろう付前における第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制するために、第2ろう材用の鋳塊を熱間圧延する際に、クーラントによる冷却を抑制し、高温にて保持された状態で加工を加える。これにより、オストワルド成長によってサイズの小さいAl−Si−Fe系金属間化合物が消滅し、粗大なAl−Si−Fe系金属間化合物のサイズが大きくなる。このようにして、ろう付前における第2ろう材中における0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制することが出来る。
ろう付前における第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制するために、第2ろう材用の鋳塊を熱間圧延する際に、クーラントによる冷却を抑制し、高温にて保持された状態で加工を加える。これにより、オストワルド成長によってサイズの小さいAl−Si−Fe系金属間化合物が消滅し、粗大なAl−Si−Fe系金属間化合物のサイズが大きくなる。このようにして、ろう付前における第2ろう材中における0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物の数密度を2000個/mm2以下に規制することが出来る。
具体的には、第2ろう材の熱間圧延工程において、当該熱間圧延工程前における第2ろう材の鋳塊の質量を1.5t以上、板厚を250mm以上とし、この熱間圧延工程前における第2ろう材の鋳塊の加熱温度を400〜550℃、加熱時間を1〜30時間とし、この熱間圧延工程の開始後30分以内における第2ろう材の板厚が150mm以下までに達するように、クーラントの最大流量を10m3/分以下とし合計使用量を30m3以下とするものである。
第2ろう材の熱間圧延工程において、オストワルド成長を促進させるためにクーラントによる冷却の制御を実施するのは、熱間圧延開始から板厚が150mm以下に達するまでの期間である。板厚が150mm未満になると外気による冷却やロール抜熱等により材料温度を高温に保つことが困難となるため、クーラントによる冷却を制御してもオストワルド成長促進の十分な効果が得られない。第2ろう材の熱間圧延工程後の最終板厚は、150mm未満となってもよい。その場合は、板厚が150mmを下回ってからについて上記クーラントによる冷却の制御を実施する必要は無い。
第2ろう材の熱間圧延工程においてオストワルド成長を促進させるためには、単位時間当たりの加工度を多くする必要がある。そのためには、熱間圧延開始前の板厚を250mm以上、好ましくは300mm以上とし、熱間圧延開始後30分以内に板厚が150mm以下に達するように圧延する必要がある。熱間圧延開始前の板厚が250mm未満の場合には、加工度が不足するためオストワルド成長が十分に促進されない。また、板厚が150mm以下に達するまでの圧延時間が熱間圧延開始後から30分を超える場合には、駆動力となる加工度が不足するためオストワルド成長の促進効果が不十分となる。なお、板厚が150mm以下に達するまでの熱間圧延時間の下限に特に制限はないが、熱間圧延開始から1分以内に板厚を150mm以下に達するまで圧延することは困難である。熱間圧延開始から板厚が150mm以下に達するまでの圧延時間は、好ましくは3〜25分である。また、熱間圧延開始前の板厚の上限に特に制限はないが、1000mmを超える場合には圧延機の装置制約上、圧延による加工が困難となる。従って、熱間圧延前の板厚は1000mm以下であるのが好ましい。なお、熱間圧延後の板厚が150mm未満になる場合は、熱間圧延開始から板厚が150mm以下に達するまでの圧延時間が30分以内であれば熱間圧延に要する総時間が30分を超えてもよい。オストワルド成長の観点からは熱間圧延に要する総時間に上限はないが、60分を超えると設備の占有時間が長過ぎるため経済性を著しく損なうため、60分以内とするのが好ましい。
第2ろう材の熱間圧延工程においてオストワルド成長を促進させるためには、Al−Si系合金からなる第2ろう材の質量を1.5t(トン)以上、好ましくは1.8t以上とする必要がある。この質量が1.5t未満では、圧延中の冷却速度が速いために材料を高温に保つことが困難となりオストワルド成長の促進効果が不十分となる。なお、Al−Si系合金からなる第2ろう材の質量の上限に特に制約はないが、質量が10tを超える場合は製造が困難となるためAl−Si系合金からなる第2ろう材の質量は10t以下が好ましい。
第2ろう材の熱間圧延工程においてオストワルド成長を促進させるためには、熱間圧延前の加熱温度を400〜550℃、好ましくは420〜540℃とする必要がある。この温度が400℃未満では塑性加工性が乏しいため、圧延時にコバ割れ等を生じる。一方、560℃を超えると第1ろう材が溶融する虞がある。また、熱間圧延前の加熱時間は1〜30時間、好ましくは2〜29時間とする必要がある。この時間が1時間未満では、材料温度が不均一になり、コバ割れ発生の原因となる。一方、30時間を超えると不経済である。
第2ろう材の熱間圧延工程においてオストワルド成長を促進させるためには、クーラント最大流量は10m3/分以下、好ましくは9m3/分以下とする。クーラントの最大流量が10m3/分を超えると、冷却速度が速くなり材料を高温に保つことが困難となるため、オストワルド成長の促進効果が不十分となる。なお、クーラントの最大流量の下限に特に制限はないが、0.1m3/分未満では潤滑不良は発生する虞があるため、クーラントの最大流量は0.1m3/分以上とするのが好ましい。
第2ろう材の熱間圧延工程においてオストワルド成長を促進させるためには、クーラントの合計使用量を30m3以下、好ましくは28m3以下とする。クーラントの合計使用量が30m3を超えると、クーラントによる冷却によって材料を高温に保つことが困難となるため、オストワルド成長の促進効果が不十分となる。なお、クーラントの合計使用量の下限に特に制限はないが、合計使用量が0.5m3未満になると潤滑不良が発生する虞があるため、クーラントの合計使用量は0.5m3以上とするのが好ましい。
5−2.鋳造工程
鋳造工程における条件は特に制限はないが、通常は水冷式の半連続鋳造によって実施される。
鋳造工程における条件は特に制限はないが、通常は水冷式の半連続鋳造によって実施される。
5−3.均質化処理工程
上記製造方法において、第1ろう材及び第2ろう材をクラッドする前の心材用の鋳塊、熱間圧延する前の第1ろう材用鋳塊及び熱間圧延する前の第2ろう材用鋳塊のいずれか1種又は2種以上を、或いは、第1ろう材及び第2ろう材をクラッドする前の心材用の鋳塊、熱間圧延後であって心材用鋳塊にクラッドする前の第1ろう材及び熱間圧延後であって心材用鋳塊にクラッドする前の第2ろう材のいずれか1種又は2種以上を、均質化処理工程にかけてもよい。
上記製造方法において、第1ろう材及び第2ろう材をクラッドする前の心材用の鋳塊、熱間圧延する前の第1ろう材用鋳塊及び熱間圧延する前の第2ろう材用鋳塊のいずれか1種又は2種以上を、或いは、第1ろう材及び第2ろう材をクラッドする前の心材用の鋳塊、熱間圧延後であって心材用鋳塊にクラッドする前の第1ろう材及び熱間圧延後であって心材用鋳塊にクラッドする前の第2ろう材のいずれか1種又は2種以上を、均質化処理工程にかけてもよい。
このような均質化処理条件は、心材については、350〜620の温度で1〜30時間とするのが好ましい。処理温度が350℃未満では均質化処理の効果が十分には発揮されず、620℃を超えると心材が溶融してしまう虞がある。また、処理時間が1時間未満では均質化処理の効果が十分には発揮されず、30時間を超えると生産性が著しく低下する。
一方、第1ろう材と第2ろう材についての均質化処理条件は、450〜560の温度で
2〜30時間とするのが好ましい。処理温度が450℃未満では均質化処理の効果が十分には発揮されず、560℃を超えるとろう材が溶融してしまう虞がある。また、処理時間が2時間未満では均質化処理の効果が十分には発揮されず、30時間を超えると生産性が著しく低下する。
2〜30時間とするのが好ましい。処理温度が450℃未満では均質化処理の効果が十分には発揮されず、560℃を超えるとろう材が溶融してしまう虞がある。また、処理時間が2時間未満では均質化処理の効果が十分には発揮されず、30時間を超えると生産性が著しく低下する。
5−4.第1ろう材用の鋳塊の熱間圧延工程
第1ろう材用鋳塊の熱間圧延工程において、圧延前の加熱温度は通常、400〜560℃、好ましくは420〜540℃で実施する。この加熱温度が400℃未満では、塑性加工性が乏しいため圧延時にコバ割れ等を生じる場合がある。一方、この加熱温度が560℃を超える場合には、加熱中に第1ろう材が溶融してしまう虞がある。また、熱間圧延前の加熱時間は1〜30時間、好ましくは2〜29時間とする。1時間未満では、材料温度が不均一になり、コバ割れ発生の原因となる。一方、30時間を超えると生産性が著しく低下する。
第1ろう材用鋳塊の熱間圧延工程において、圧延前の加熱温度は通常、400〜560℃、好ましくは420〜540℃で実施する。この加熱温度が400℃未満では、塑性加工性が乏しいため圧延時にコバ割れ等を生じる場合がある。一方、この加熱温度が560℃を超える場合には、加熱中に第1ろう材が溶融してしまう虞がある。また、熱間圧延前の加熱時間は1〜30時間、好ましくは2〜29時間とする。1時間未満では、材料温度が不均一になり、コバ割れ発生の原因となる。一方、30時間を超えると生産性が著しく低下する。
5−5.熱間クラッド圧延工程
心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程を実施した後に、クラッド材を熱間圧延する熱間クラッド圧延工程が実施される。圧延前の加熱温度は通常、400〜560℃、好ましくは420〜540℃で実施する。この加熱温度が400℃未満では、塑性加工性が乏しいため圧延時にコバ割れ等を生じる場合がある。また、心材に対してろう材の圧着が困難となり正常に熱間圧延を行うことができない場合がある。一方、この加熱温度が560℃を超える場合には、加熱中にろう材が溶融してしまう虞がある。また、熱間クラッド圧延前の加熱時間は1〜30時間、好ましくは2〜29時間とする。1時間未満では、材料温度が不均一になり、コバ割れ発生の原因となる。一方、30時間を超えると生産性が著しく低下する。
心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程を実施した後に、クラッド材を熱間圧延する熱間クラッド圧延工程が実施される。圧延前の加熱温度は通常、400〜560℃、好ましくは420〜540℃で実施する。この加熱温度が400℃未満では、塑性加工性が乏しいため圧延時にコバ割れ等を生じる場合がある。また、心材に対してろう材の圧着が困難となり正常に熱間圧延を行うことができない場合がある。一方、この加熱温度が560℃を超える場合には、加熱中にろう材が溶融してしまう虞がある。また、熱間クラッド圧延前の加熱時間は1〜30時間、好ましくは2〜29時間とする。1時間未満では、材料温度が不均一になり、コバ割れ発生の原因となる。一方、30時間を超えると生産性が著しく低下する。
5−6.冷間圧延工程
熱間クラッド圧延工程の冷却後に、圧延板を冷間圧延工程にかけて所望の最終板厚とする。なお、最終冷間圧延率は、10〜80%とするのが好ましい。最終冷間圧延率とは、熱間クラッド圧延後の板厚と冷間圧延後の板厚から算出される冷間圧延率をいう。
熱間クラッド圧延工程の冷却後に、圧延板を冷間圧延工程にかけて所望の最終板厚とする。なお、最終冷間圧延率は、10〜80%とするのが好ましい。最終冷間圧延率とは、熱間クラッド圧延後の板厚と冷間圧延後の板厚から算出される冷間圧延率をいう。
5−7.焼鈍工程
焼鈍工程は、加工歪を低減する目的で、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方において1回以上行われる。具体的には、(1)冷間圧延工程の途中において1回以上の中間焼鈍が実施され、(2)冷間圧延工程の後に最終焼鈍工程が1回実施され、或いは、(3)(1)及び(2)が実施されるものである。この焼鈍工程では、クラッド材を100〜560℃で1〜30時間保持するのが好ましい。温度が100℃未満、保持時間が1時間未満の場合は、上記効果が十分でない場合がある。温度が560℃を超えると、加熱中にろう材が溶融してしまう虞があり、保持時間が30時間を超えると経済性を著しく損なう。なお、焼鈍工程にはバッチ式の炉を用いても、連続式の炉を用いてもよい。また、焼鈍工程の回数の上限は特に限定されるものではないが、工程数の増加によるコスト増加を回避するために、3回とするのが好ましい。
焼鈍工程は、加工歪を低減する目的で、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方において1回以上行われる。具体的には、(1)冷間圧延工程の途中において1回以上の中間焼鈍が実施され、(2)冷間圧延工程の後に最終焼鈍工程が1回実施され、或いは、(3)(1)及び(2)が実施されるものである。この焼鈍工程では、クラッド材を100〜560℃で1〜30時間保持するのが好ましい。温度が100℃未満、保持時間が1時間未満の場合は、上記効果が十分でない場合がある。温度が560℃を超えると、加熱中にろう材が溶融してしまう虞があり、保持時間が30時間を超えると経済性を著しく損なう。なお、焼鈍工程にはバッチ式の炉を用いても、連続式の炉を用いてもよい。また、焼鈍工程の回数の上限は特に限定されるものではないが、工程数の増加によるコスト増加を回避するために、3回とするのが好ましい。
本発明に係るアルミニウム合金ブレージングシートの厚さ、ならびに、第1ろう材と第2ろう材のクラッド率には特に制限はないが、例えば自動車用熱交換器の流路形成部品として使用する場合には、通常1.0mm程度以下の薄肉ブレージングシートとすることが好ましい。但し、この範囲の板厚に限定されるものではなく、1.0mm程度を超え5mm程度以下の比較的肉厚の材料として使用することも可能である。また、第1ろう材と第2ろう材層のクラッド率は、通常は2〜30%、好ましくは4〜28%である。
6.自動車用熱交換器の製造方法
上述のアルミニウム合金ブレージングシートを加工した流路形成部品を用いて、自動車用熱交換器が好適に製造される。具体的には、本発明に係るアルミニウム合金ブレージングシートの第1ろう材の表面同士を合わせてろう付する。このろう付け時において、第2ろう材の溶融ろうが第1ろう材同士の接合部に流入することで、第1ろう材及び第2ろう材の両方がろう付性を有する。そして、第1ろう材及び第2ろう材の一方又は両方に犠牲陽極作用をもたせる。これによって、第1ろう材同士のろう付時に不足するろうを第2ろう材によって補充し、更に、第1ろう材同士の接合部におけるZn濃度が希釈されることで接合部の優先腐食が防止される。ろう付条件に特に制限はないが、通常はフラックスを塗布して580〜620℃程度に加熱することにより実施される。
上述のアルミニウム合金ブレージングシートを加工した流路形成部品を用いて、自動車用熱交換器が好適に製造される。具体的には、本発明に係るアルミニウム合金ブレージングシートの第1ろう材の表面同士を合わせてろう付する。このろう付け時において、第2ろう材の溶融ろうが第1ろう材同士の接合部に流入することで、第1ろう材及び第2ろう材の両方がろう付性を有する。そして、第1ろう材及び第2ろう材の一方又は両方に犠牲陽極作用をもたせる。これによって、第1ろう材同士のろう付時に不足するろうを第2ろう材によって補充し、更に、第1ろう材同士の接合部におけるZn濃度が希釈されることで接合部の優先腐食が防止される。ろう付条件に特に制限はないが、通常はフラックスを塗布して580〜620℃程度に加熱することにより実施される。
次に、本発明例と比較例に基づいて本発明を更に詳細に説明するが、本発明はこれらに制限されるものではない。
表1に示す合金組成を有する第1ろう材合金、表2に示す合金成分組成を有する心材合金、表3に示す合金組成を有する第2ろう材合金をそれぞれ半連続鋳造により鋳造し、各々の両面を面削して、表4に示す均質化処理を実施した。心材及び第1ろう材の鋳塊は共に、面削後の板厚を400mmとした。第1ろう材の鋳塊は、熱間圧延前に450℃で3時間の加熱段階を経て、厚さ50mmまで熱間圧延を実施した。なお、表1〜3において、「−」は測定限界未満であることを示す。
第2ろう材の鋳塊は、表5に示す条件で板厚150mmまでの熱間圧延工程にかけた。第2ろう材は、HL8、HL16以外の条件を用いる場合は面削後の板厚を400mmとした。HL8の条件を用いる場合は、面削後の板厚を250mmとした。HL16の条件を用いる場合は、面削後の板厚を245mmとした。第2ろう材は、熱間圧延工程では最終的に板厚が50mmまで圧延した。また、熱延前の加熱時間は、HL9、HL17以外は15時間とした。HL9の熱延前加熱時間は1時間とした。HL17の熱延前加熱時間は0.5時間とした。
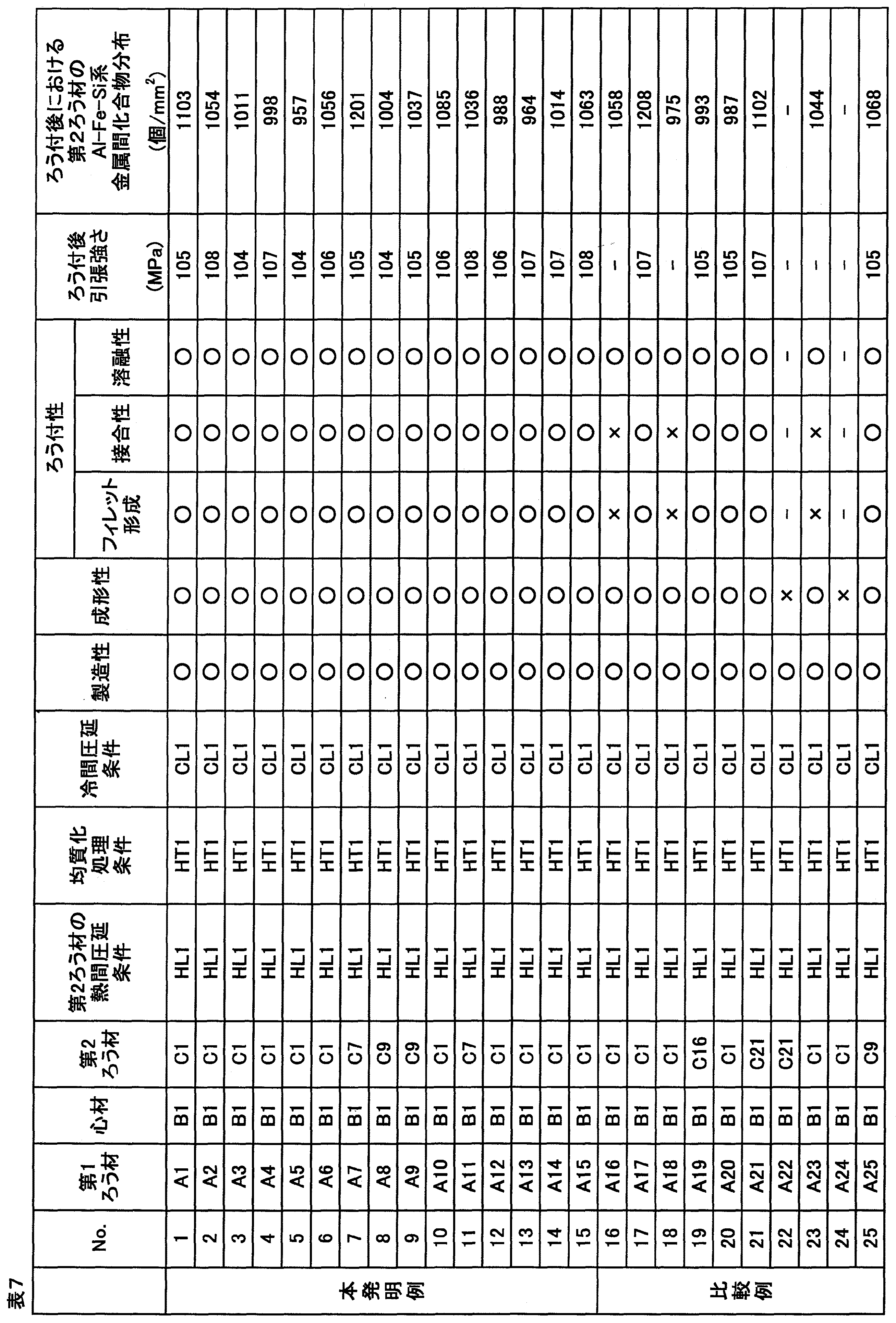
これらの合金を用い、表2に示す心材合金の鋳塊の一方の面に表1に示す第1ろう材合金の熱間圧延板を組み合わせ、他方の面に表3に示す第2ろう材合金の熱間圧延板を組み合わせた。第1ろう材及び第2ろう材のクラッド率は、いずれも10%とした。これらの合わせ材を450℃で3時間の条件で圧延前の加熱段階に供した後、熱間クラッド圧延工程にて3.5mm厚さの3層クラッド材を作製した。この3層クラッド材に表6に示す冷間圧延と焼鈍とを組み合わせた処理工程を施して、O調質、H1n調質又はH2n調質の最終板厚0.4mmのブレージングシート試料を作製した。以上の製造工程において、問題が発生せず0.4mmの最終板厚まで圧延できた場合は製造性を合格「○」とし、鋳造時や圧延時に割れやスラブ溶融が生じて0.4mmの最終板厚まで圧延できなかった場合は製造性を不合格「×」とした。結果を表7〜14に示す。
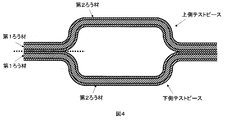
上記ブレージングシート試料を、図4の上側及び下側の各テストピースにプレス加工した。テストピースへのプレス加工ができた場合は成形性を合格「○」とし、加工時に割れが生じて加工できなかった場合は成形性を不合格「×」とした。結果を、表7〜14に示す。なお、表7〜14において製造性が×の試料については、その後の評価を実施できないため、その他の項目の評価は省略した。
図4に示すように、上記各テストピースを第1ろう材面同士を重ね合わせ外側を第2ろう材とし、第1ろう材同士の重なり部分に5%のフッ化物フラックス水溶液を塗布して乾燥させた。なお、重なり部分の長さは5mmとした。次いで、乾燥させたブレージングシート試料全体をステンレス箔にて覆い、600℃で5分のろう付加熱に供して合わせ材試料を作成した。ろう付後フィレットが形成された場合はフィレット形成を合格「○」とし、ろう付後フィレットが形成されなかった場合はフィレット形成を不合格「×」とした。結果を、表7〜14に示す。同様に、ろう付後接合部に形成されたボイドが接合部長さの20%未満であれば接合性を合格「○」とし、ろう付後接合部に形成されたボイドが接合部長さの20%以上である場合は接合性を不合格「×」とした。結果を、表7〜14に示す。更に同様に、心材やフィンといった部材がろう付時溶融しなかった場合は溶融性が合格「○」とし、心材やフィンといった部材がろう付時した場合は溶融性が不合格「×」とした。結果を、表7〜14に示す。なお、表7〜14においてフィレット形成、接合性及び溶融性のいずれかが×の試料については、評価不可能な項目が存在するため、その他の評価は省略した。
(ろう付後における第2ろう材中のAl−Fe−Si系化合物の数密度)
600℃で5分間の熱処理(ろう付加熱相当)を施したブレージングシート試料の断面をEPMAによって観察することにより、ろう付後における第2ろう材中に分布する0.5〜80.0μmの円相当径を有するAl−Fe−Si系化合物の数密度を測定した。測定箇所は、任意に3箇所を選択して各測定箇所の測定値の算術平均値をもって数密度とした。なお、ろう付前における第2ろう材中のAl−Fe−Si系化合物の数密度も、ろう付後のものと殆ど変わらないことを確認している。
結果を、表7〜14に示す。
600℃で5分間の熱処理(ろう付加熱相当)を施したブレージングシート試料の断面をEPMAによって観察することにより、ろう付後における第2ろう材中に分布する0.5〜80.0μmの円相当径を有するAl−Fe−Si系化合物の数密度を測定した。測定箇所は、任意に3箇所を選択して各測定箇所の測定値の算術平均値をもって数密度とした。なお、ろう付前における第2ろう材中のAl−Fe−Si系化合物の数密度も、ろう付後のものと殆ど変わらないことを確認している。
結果を、表7〜14に示す。
(ろう付後における引張強さの測定)
600℃で5分の熱処理(ろう付加熱相当)を施したブレージングシート試料を引張速度10mm/分、ゲージ長50mmの条件で、JIS Z2241に従って引張試験に供した。得られた応力−歪曲線から引張強さを読み取った。その結果、引張強さが100MPa以上の場合を合格とし、それ未満を不合格とした。結果を、表7〜14に示す。
600℃で5分の熱処理(ろう付加熱相当)を施したブレージングシート試料を引張速度10mm/分、ゲージ長50mmの条件で、JIS Z2241に従って引張試験に供した。得られた応力−歪曲線から引張強さを読み取った。その結果、引張強さが100MPa以上の場合を合格とし、それ未満を不合格とした。結果を、表7〜14に示す。
(孔食電位の測定)
電位の測定溶液として、純水にNaClを溶解して5wt%のNaCl水溶液を調製し、これに酢酸を添加してpH3にした水溶液を用いた。
電位の測定溶液として、純水にNaClを溶解して5wt%のNaCl水溶液を調製し、これに酢酸を添加してpH3にした水溶液を用いた。
この測定溶液に合わせ材試料を浸漬し、心材、第1ろう材表面、第2ろう材表面及び第1ろう材表面同士の接合部の孔食電位を測定した。なお、接合部は研磨により図4の点線部に示す断面になるまで面削を実施した。参照電極には、Ag/Ag/Cl(s)を用いた。それぞれの測定において、対象測定部位だけが露出するように、非測定部位には絶縁樹脂を用いてマスキングを行った。このようにして得られた孔食電位、ならびに、第1ろう材表面同士の接合部間の孔食電位と第1ろう材表面の孔食電位の差を表7〜14に示す。なお、第1ろう材表面の孔食電位と第1ろう材表面同士の接合部の孔食電位との差とは、第1ろう材表面の孔食電位から、第1ろう材表面同士の接合部における孔食電位を差し引いた値である。結果を、表7〜14に示す。
(第1ろう材側における耐食性)
合わせ材試料を用い、ブレージングシートの第2ろう材表面を絶縁樹脂でマスキングして第1ろう材面を試験面とした。表15に示す成分と量で調製した溶液を純水に添加して全体を1Lとした88℃の水溶液に上記合わせ材試料を浸漬し、8時間保持した後に16時間放冷するサイクルを1サイクルとして28日間繰り返す腐食試験に供した。ブレージングシートに腐食貫通の生じなかったものを第1ろう材表面の耐食性が合格(○)とし、腐食貫通が生じたものを第1ろう材表面の耐食性が不合格(×)とした。また、第1ろう材同士の接合部に関して、腐食貫通の生じなかったものを第1ろう材同士の接合部における耐食性が合格(○)とし、腐食貫通が生じたものを第1ろう材同士の接合部における耐食性が不合格(×)とした。結果を、表7〜14に示す。
合わせ材試料を用い、ブレージングシートの第2ろう材表面を絶縁樹脂でマスキングして第1ろう材面を試験面とした。表15に示す成分と量で調製した溶液を純水に添加して全体を1Lとした88℃の水溶液に上記合わせ材試料を浸漬し、8時間保持した後に16時間放冷するサイクルを1サイクルとして28日間繰り返す腐食試験に供した。ブレージングシートに腐食貫通の生じなかったものを第1ろう材表面の耐食性が合格(○)とし、腐食貫通が生じたものを第1ろう材表面の耐食性が不合格(×)とした。また、第1ろう材同士の接合部に関して、腐食貫通の生じなかったものを第1ろう材同士の接合部における耐食性が合格(○)とし、腐食貫通が生じたものを第1ろう材同士の接合部における耐食性が不合格(×)とした。結果を、表7〜14に示す。
(第2ろう材側における耐食性)
合わせ試料を用い、ブレージングシートの第1ろう材表面及び第1ろう材同士の接合部を絶縁樹脂でマスキングして、第2ろう材面を試験面とした。表16に示す成分と量で調製した溶液を純水に添加して全体を1Lとした88℃の水溶液を用いて、サイクル腐食試験に供した。具体的には、温度50℃で相対湿度100%の雰囲気中において、上記水溶液を1.5時間噴霧(1〜2ml/h<80cm2/h>)した後、温度50℃で相対湿度10〜30%の雰囲気中において1時間乾燥させ、更に、温度50℃で相対湿度95%の湿潤雰囲気中において30分間保持するサイクルを1サイクルとして760時間繰り返す試験を実施した。ブレージングシートに腐食貫通の生じなかったものを第2ろう材表面の耐食性が合格(○)とし、腐食貫通の生じたものを第2ろう材表面の耐食性が不合格(×)とした。結果を、表7〜14に示す。
合わせ試料を用い、ブレージングシートの第1ろう材表面及び第1ろう材同士の接合部を絶縁樹脂でマスキングして、第2ろう材面を試験面とした。表16に示す成分と量で調製した溶液を純水に添加して全体を1Lとした88℃の水溶液を用いて、サイクル腐食試験に供した。具体的には、温度50℃で相対湿度100%の雰囲気中において、上記水溶液を1.5時間噴霧(1〜2ml/h<80cm2/h>)した後、温度50℃で相対湿度10〜30%の雰囲気中において1時間乾燥させ、更に、温度50℃で相対湿度95%の湿潤雰囲気中において30分間保持するサイクルを1サイクルとして760時間繰り返す試験を実施した。ブレージングシートに腐食貫通の生じなかったものを第2ろう材表面の耐食性が合格(○)とし、腐食貫通の生じたものを第2ろう材表面の耐食性が不合格(×)とした。結果を、表7〜14に示す。
本発明例1〜15、26〜37、45〜60及び69〜77では、本発明で規定する条件を満たしており、製造性、成形性、ろう付性、ろう付後の引張強さ、ろう付後における第2ろう材のAl−Fe−Si系金属間化合物の数密度及び耐食性のいずれも合格であった。
これに対して、比較例16では、第1ろう材のSi成分が少なすぎたため第1ろう材のろう溶融量が不足し、テストピースのろう付ができず、フィレット形成及び接合性が不合格であった。
比較例17では、第1ろう材のSi成分が多すぎたため、犠牲層厚さが不足し、第1ろう材面の耐食性が不合格であった。
比較例18では、第1ろう材のFe成分が多すぎたため、ろう溶融量が不足し、テストピースのろう付ができず、フィレット形成及び接合性が不合格であった。
比較例19では、第1ろう材のZn成分が少なすぎた結果、心材と第1ろう材表面との孔食電位差が不足したため、第1ろう材面の耐食性が不合格であった。
比較例20では、第1ろう材のZn成分が多すぎた結果、腐食速度が速くなりすぎたため、第1ろう材面の耐食性が不合格であった。
比較例21では、第1ろう材のCu成分が多すぎたため、心材と第1ろう材表面との孔食電位差が不足したため、第1ろう材面の耐食性が不合格となった。
比較例22では、第1ろう材のMn成分が多すぎたため、巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例23では、第1ろう材のMg成分が多すぎたため、テストピースのろう付ができず、フィレット形成及び接合性が不合格となった。
比較例24では、第1ろう材のTi、Zr、Cr、V成分が多すぎたため、第1ろう材に巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例25では、第1ろう材のZn成分と第2ろう材のZn成分の差が0.2%未満のため、接合部のZn濃縮が十分に緩和されず、接合部耐食性が不合格となった。
比較例38では、心材のFe成分が多すぎたため、ろう付時に心材の結晶粒が微細になり心材へのろう拡散が顕著に発生し、フィレット形成、接合性及び溶融性が不合格となった。
比較例39では、心材のMn成分が少なすぎたため、強度が低下しろう付後引張強さが不合格となった。
比較例40では、心材のMn成分が多すぎたため、心材に巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例41では、心材のSi成分が多すぎたため、ろう付時心材の溶融が発生し、溶融性が不合格となった。
比較例42では、心材のCu成分が多すぎたため、鋳造時割れが発生し、製造性が不合格となった。
比較例43では、心材のMg成分が多すぎたため、テストピースのろう付ができず、フィレット形成及び接合性が不合格となった。
比較例44では、心材のTi、Zr、Cr、V成分が多すぎたため、心材に巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例61では、第2ろう材のSi成分が少なすぎたため第2ろう材のろう溶融量が不足し、テストピースのろう付ができず、フィレット形成及び接合性が不合格であった。
比較例62では、第2ろう材のSi成分が多すぎたため、テストピースのろう付時フィンの溶融が発生したため、溶融性が不合格であった。
比較例63では、第2ろう材のFe成分が多すぎたため、第2ろう材のろう流動性が低下し、テストピースのろう付ができず、接合性が不合格であった。
比較例64では、第2ろう材のZn成分が多すぎた結果、腐食速度が速くなりすぎたため、第2ろう材面の耐食性が不合格であった。
比較例65は、第2ろう材のCu成分が多すぎたため、心材と第2ろう材表面との孔食出に差が不足したため、第2ろう材面の耐食性が不合格となった。
比較例66は、第2ろう材のMn成分が多すぎたため、巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例67は、第2ろう材のMg成分が多すぎたため、テストピースのろう付ができず、フィレット形成及び接合性が不合格となった。
比較例68は、第2ろう材のTi、Zr、Cr、V成分が多すぎたため、第2ろう材に巨大金属間化合物が生成し、プレス成形にて割れが発生したため成形性が不合格となった。
比較例78では、第2ろう材の熱間圧延に用いた質量が小さすぎたため、冷却速度が速くなり、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例79では、第2ろう材の熱間圧延前の加熱温度が低すぎるため、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例89では、第2ろう材の熱間圧延前の加熱温度が高すぎるため、心材の溶融が発生し製造性が不合格となった。
比較例81では、クーラント最大流量が多すぎるため、冷却速度が速くなり、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例82では、クーラント総使用量が多すぎるため、冷却速度が速くなり、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例83では、熱間圧延開始から板厚が150mm以下に達するまでの圧延時間が30分を超えたため、加工度が不足し、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例84では、熱間圧延開始時の板厚が250mm未満のため、加工度が不足し、第2ろう材に分布するAl−Fe−Si系の金属間化合物の数が多くなり接合性が不合格となった。
比較例85では、熱間圧延開始前の加熱時間が1時間未満のため、圧延時コバ割れが発生し圧延が完了できず、製造性が不合格となった。
本発明により、例えば流路形成部品の内面又は内外両面が腐食環境にあり、かつ、フィンとの接合面においてフィンによる犠牲防食が困難である熱交換器の流路形成部品用アルミニウム合金ブレージングシートを提供できる。このようなアルミニウム合金ブレージングシートは、流路形成部品の内外両面に犠牲陽極作用を備え、かつ、その片面にはろう付機能を有し、更に板端部の第1ろう材同士の接合部における優先腐食の抑制が可能であり、フィン接合率、耐エロージョン性などのろう付性、軽量性、熱伝導性に優れる。また、このようなアルミニウム合金ブレージングシートを用いた自動車用熱交換器の流路形成部品も提供される。
Claims (9)
- アルミニウム合金の心材と、当該心材の一方の面にクラッドされた第1ろう材と、他方の面にクラッドされた第2ろう材とを備えるアルミニウム合金ブレージングシートにおいて、前記心材が、Fe:0.05〜1.50mass%、Mn:0.30〜2.00mass%を含有し、残部Al及び不可避不純物からなるアルミニウム合金からなり、前記第1ろう材が、Si:1.50〜4.00mass%、Fe:0.05〜1.50mass%、Zn:1.00〜6.00mass%を含有し、残部Al及び不可避不純物からなる犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、前記第2ろう材が、Si:4.00〜13.00mass%、Fe:0.03〜1.00mass%を含有し、残部Al及び不可避不純物からなる犠牲陽極作用とろう付機能を有するアルミニウム合金からなり、前記第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が2000個/mm2以下存在することを特徴とするアルミニウム合金ブレージングシート。
- 前記心材のアルミニウム合金が、Si:0.01〜1.50mass%、Cu:0.03〜2.00mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種類以上を更に含有する、請求項1に記載のアルミニウム合金ブレージングシート。
- 前記第1ろう材のアルミニウム合金が、Cu:0.05〜0.50mass%、Mn:0.05〜1.50mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種以上を更に含有する、請求項1又は2に記載のアルミニウム合金ブレージングシート。
- 前記第1ろう材のアルミニウム合金が、Na:0.001〜0.050mass%及びSr:0.001〜0.050mass%から選択される1種又は2種を更に含有する、請求項1〜3のいずれか一項に記載のアルミニウム合金ブレージングシート。
- 前記第2ろう材のアルミニウム合金が、Zn:0.50〜5.00mass%、かつ、前記第1ろう材のZn含有量よりも0.20mass%以上低く、Cu:0.05〜0.50mass%、Mn:0.05〜1.50mass%、Mg:0.01〜0.50mass%、Ti:0.05〜0.30mass%、Zr:0.05〜0.30mass%、Cr:0.05〜0.30mass%及びV:0.05〜0.30mass%から選択される1種又は2種以上を更に含有する、請求項1〜4のいずれか一項に記載のアルミニウム合金ブレージングシート。
- 前記第2ろう材のアルミニウム合金が、Na:0.001〜0.050mass%及びSr:0.001〜0.050mass%から選択される1種又は2種を更に含有する、請求項1〜5のいずれか一項に記載のアルミニウム合金ブレージングシート。
- ろう付後の前記第2ろう材中において、0.5〜80.0μmの円相当径を有するAl−Si−Fe系金属間化合物が1000個/mm2以下存在する、請求項1〜6のいずれか一項に記載のアルミニウム合金ブレージングシート。
- 請求項1〜7のいずれか一項に記載のアルミニウム合金ブレージングシートの製造方法であって、前記心材用、第1ろう材用及び第2ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した第1ろう材及び第2ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした第1ろう材をクラッドし、他方の面に熱間圧延により所定厚さとした第2ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含み、前記第2ろう材の熱間圧延工程において、当該熱間圧延工程前における第2ろう材の鋳塊の質量を1.5t以上、板厚を250mm以上とし、この熱間圧延工程前における第2ろう材の鋳塊の加熱温度を400〜550℃、加熱時間を1〜30時間とし、この熱間圧延工程の開始後30分以内における第2ろう材の板厚が150mm以下までに達するように、クーラントの最大流量を10m3/分以下とし合計使用量を30m3以下とすることを特徴とするアルミニウム合金ブレージングシートの製造方法。
- 請求項1〜7のいずれか一項に記載のアルミニウム合金ブレージングシートの前記第1ろう材の表面同士を合わせてろう付し、このろう付時において前記第2ろう材の溶融ろうが第1ろう材同士の接合部に流入することで、第1ろう材及び第2ろう材の両方がろう付性を有し、かつ、第1ろう材及び第2ろう材の一方又は両方が犠牲陽極作用を有し、これによって、第1ろう材同士のろう付時に不足するろうを第2ろう材によって補充すると同時に、第1ろう材同士の前記接合部におけるZn濃度を希釈することを特徴とする自動車用熱交換器の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028434A JP2017145463A (ja) | 2016-02-17 | 2016-02-17 | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器 |
| PCT/JP2017/005376 WO2017141921A1 (ja) | 2016-02-17 | 2017-02-14 | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器の製造方法 |
| US16/076,071 US20210187673A1 (en) | 2016-02-17 | 2017-02-14 | Aluminum alloy brazing sheet, manufacturing method therefor, and manufacuring method for vehicle heat exchanger using said brazing sheet |
| BR112018015619A BR112018015619A2 (pt) | 2016-02-17 | 2017-02-14 | chapa de soldadura forte de liga de alumínio, método de manufatura da mesma, e método de manufatura do permutador de calor automotivo usando a referida chapa de soldadura forte |
| EP17753178.7A EP3418408A4 (en) | 2016-02-17 | 2017-02-14 | ALUMINUM ALLOYING SOLDERING PLATE, METHOD OF MANUFACTURING THEREOF AND MANUFACTURING METHOD FOR A VEHICLE HEAT EXCHANGER WITH THIS SOLDERING PLATE |
| CN201780011906.5A CN108699637B (zh) | 2016-02-17 | 2017-02-14 | 铝合金钎焊片的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028434A JP2017145463A (ja) | 2016-02-17 | 2016-02-17 | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017145463A true JP2017145463A (ja) | 2017-08-24 |
Family
ID=59626045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016028434A Withdrawn JP2017145463A (ja) | 2016-02-17 | 2016-02-17 | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210187673A1 (ja) |
| EP (1) | EP3418408A4 (ja) |
| JP (1) | JP2017145463A (ja) |
| CN (1) | CN108699637B (ja) |
| BR (1) | BR112018015619A2 (ja) |
| WO (1) | WO2017141921A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019108597A (ja) * | 2017-12-20 | 2019-07-04 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金材及び熱交換器 |
| WO2021070794A1 (ja) * | 2019-10-11 | 2021-04-15 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび空気調和装置用熱交換器 |
| WO2021070793A1 (ja) * | 2019-10-11 | 2021-04-15 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシート、熱交換器用ブレージングシートの接合構造および熱交換器用ブレージングシートの接合方法、並びに、熱交換器 |
| CN112673120A (zh) * | 2018-09-11 | 2021-04-16 | 三菱铝株式会社 | 铝合金钎焊片材 |
| JP2023043056A (ja) * | 2021-09-15 | 2023-03-28 | 株式会社Uacj | アルミニウム合金合わせ材及び熱交換器 |
| WO2023063065A1 (ja) * | 2021-10-11 | 2023-04-20 | 株式会社Uacj | 熱交換器用アルミニウム合金クラッド材 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3797034B1 (en) * | 2018-05-22 | 2024-03-20 | Novelis Koblenz GmbH | Brazed heat exchanger |
| CN112753120A (zh) * | 2019-04-18 | 2021-05-04 | 法雷奥日本株式会社 | 用于对车辆用电池进行冷却的热交换器 |
| CN110628394B (zh) * | 2019-09-26 | 2021-04-20 | 云南驰宏资源综合利用有限公司 | 一种合金铸锭冷却液 |
| EP3904550A1 (en) * | 2020-04-28 | 2021-11-03 | Aleris Rolled Products Germany GmbH | Aluminium alloy sheet material and heat exchanger incorporating such an aluminium alloy sheet material |
| CN112195375B (zh) * | 2020-10-16 | 2022-04-12 | 江苏常铝铝业集团股份有限公司 | 一种自钎焊铝合金箔材及其制造方法 |
| JP7653266B2 (ja) * | 2021-02-03 | 2025-03-28 | 株式会社Uacj | アルミニウム合金フィン材及びその製造方法 |
| CN114060139A (zh) * | 2021-07-30 | 2022-02-18 | 艾酷沃(山东)新材料有限公司 | 一种能够调节风量的汽车散热器及其制造方法 |
| CN116377293A (zh) * | 2023-05-09 | 2023-07-04 | 南通恒金复合材料有限公司 | 一种铝合金散热材料及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3772035B2 (ja) * | 1998-10-15 | 2006-05-10 | 株式会社デンソー | 耐エロージョン・コロージョン性に優れた熱交換器用アルミニウム合金クラッド材 |
| JP4236184B2 (ja) * | 2004-04-20 | 2009-03-11 | 住友軽金属工業株式会社 | 自動車熱交換器用アルミニウム合金クラッド材 |
| JP4698416B2 (ja) * | 2005-12-28 | 2011-06-08 | 株式会社デンソー | ドロンカップ型熱交換器の製造方法、アルミニウムクラッド板材およびドロンカップ型熱交換器 |
| CN102471836B (zh) * | 2009-09-21 | 2014-06-18 | 古河Sky株式会社 | 高耐蚀性铝合金钎焊片材及其制造方法,以及使用其的高耐蚀性热交换器 |
| JP2012057183A (ja) * | 2010-09-03 | 2012-03-22 | Furukawa-Sky Aluminum Corp | アルミニウム合金製クラッド材およびそれを用いた熱交換器 |
| JP5793336B2 (ja) * | 2010-09-21 | 2015-10-14 | 株式会社Uacj | 高強度アルミニウム合金ブレージングシート及びその製造方法 |
| JP5873343B2 (ja) * | 2012-01-29 | 2016-03-01 | 株式会社デンソー | 高耐食性アルミニウム合金ブレージングシート、ならびに、これを用いた自動車用熱交換器の流路形成部品 |
| JP5339560B1 (ja) * | 2012-11-14 | 2013-11-13 | 古河スカイ株式会社 | アルミニウム合金ブレージングシート及びその製造方法 |
| JP5985973B2 (ja) * | 2012-12-07 | 2016-09-06 | 株式会社Uacj | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該アルミニウム合金ブレージングシートを用いた熱交換器 |
| JP6186239B2 (ja) * | 2013-10-15 | 2017-08-23 | 株式会社Uacj | アルミニウム合金製熱交換器 |
-
2016
- 2016-02-17 JP JP2016028434A patent/JP2017145463A/ja not_active Withdrawn
-
2017
- 2017-02-14 CN CN201780011906.5A patent/CN108699637B/zh active Active
- 2017-02-14 EP EP17753178.7A patent/EP3418408A4/en not_active Withdrawn
- 2017-02-14 US US16/076,071 patent/US20210187673A1/en not_active Abandoned
- 2017-02-14 BR BR112018015619A patent/BR112018015619A2/pt not_active Application Discontinuation
- 2017-02-14 WO PCT/JP2017/005376 patent/WO2017141921A1/ja not_active Ceased
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019108597A (ja) * | 2017-12-20 | 2019-07-04 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金材及び熱交換器 |
| CN112673120B (zh) * | 2018-09-11 | 2022-04-15 | 三菱铝株式会社 | 铝合金钎焊片材 |
| US11697180B2 (en) | 2018-09-11 | 2023-07-11 | Ma Aluminum Corporation | Aluminum alloy brazing sheet |
| CN112673120A (zh) * | 2018-09-11 | 2021-04-16 | 三菱铝株式会社 | 铝合金钎焊片材 |
| JP7588324B2 (ja) | 2019-10-11 | 2024-11-22 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび空気調和装置用熱交換器 |
| JP2021063264A (ja) * | 2019-10-11 | 2021-04-22 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび空気調和装置用熱交換器 |
| JP2021063263A (ja) * | 2019-10-11 | 2021-04-22 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび熱交換器用ブレージングシートの接合構造、並びに、熱交換器 |
| WO2021070793A1 (ja) * | 2019-10-11 | 2021-04-15 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシート、熱交換器用ブレージングシートの接合構造および熱交換器用ブレージングシートの接合方法、並びに、熱交換器 |
| JP2023159130A (ja) * | 2019-10-11 | 2023-10-31 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび空気調和装置用熱交換器 |
| WO2021070794A1 (ja) * | 2019-10-11 | 2021-04-15 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび空気調和装置用熱交換器 |
| JP2023043056A (ja) * | 2021-09-15 | 2023-03-28 | 株式会社Uacj | アルミニウム合金合わせ材及び熱交換器 |
| JP7664129B2 (ja) | 2021-09-15 | 2025-04-17 | 株式会社Uacj | アルミニウム合金合わせ材及び熱交換器 |
| WO2023063065A1 (ja) * | 2021-10-11 | 2023-04-20 | 株式会社Uacj | 熱交換器用アルミニウム合金クラッド材 |
| JP2023057325A (ja) * | 2021-10-11 | 2023-04-21 | 株式会社Uacj | 熱交換器用アルミニウム合金クラッド材 |
| US12552135B2 (en) | 2021-10-11 | 2026-02-17 | Uacj Corporation | Aluminum alloy clad material for heat exchanger |
| JP7820934B2 (ja) | 2021-10-11 | 2026-02-26 | 株式会社Uacj | 熱交換器用アルミニウム合金クラッド材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210187673A1 (en) | 2021-06-24 |
| EP3418408A4 (en) | 2019-07-03 |
| CN108699637B (zh) | 2021-07-27 |
| EP3418408A1 (en) | 2018-12-26 |
| WO2017141921A1 (ja) | 2017-08-24 |
| CN108699637A (zh) | 2018-10-23 |
| BR112018015619A2 (pt) | 2018-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108699637B (zh) | 铝合金钎焊片的制造方法 | |
| JP5429858B2 (ja) | 熱交換器用アルミニウム合金クラッド材およびその製造方法 | |
| JP5873343B2 (ja) | 高耐食性アルミニウム合金ブレージングシート、ならびに、これを用いた自動車用熱交換器の流路形成部品 | |
| JP6452627B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6452626B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6418714B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP4822277B2 (ja) | ろう付性と耐食性に優れた熱交換器管用アルミニウム合金ブレージングシートおよび耐食性に優れた熱交換器管 | |
| JP2011162823A (ja) | 熱交換器に用いられるアルミニウム合金クラッド材およびそれに用いるアルミニウム合金クラッド材用芯材 | |
| WO2010150727A1 (ja) | アルミニウム合金製熱交換器および該熱交換器に使用する冷媒通路管の製造方法 | |
| JP5985973B2 (ja) | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該アルミニウム合金ブレージングシートを用いた熱交換器 | |
| JP6315365B2 (ja) | 熱交換器用ブレージングシート及びその製造方法 | |
| JPWO2015015767A1 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器 | |
| KR20250024964A (ko) | 납땜용 단층 알루미늄 합금재, 그 제조 방법, 알루미늄 구조체 및 열교환기 | |
| JP5629113B2 (ja) | ろう付け性及び耐食性に優れたアルミニウム合金ブレージングシート、及びそれを用いた熱交換器 | |
| JP4993440B2 (ja) | ろう付け性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| JP2012057183A (ja) | アルミニウム合金製クラッド材およびそれを用いた熱交換器 | |
| JP5498213B2 (ja) | ろう付け性に優れた高強度熱交換器用アルミニウム合金クラッド材 | |
| JP6351206B2 (ja) | 高耐食性アルミニウム合金ブレージングシート及び自動車用熱交換器の流路形成部品 | |
| JP6351205B2 (ja) | 高耐食性アルミニウム合金ブレージングシート | |
| JP2014062296A (ja) | 耐食性に優れたアルミニウム合金ブレージングシート | |
| JP5498214B2 (ja) | ろう付け性に優れた高強度熱交換器用アルミニウム合金クラッド材 | |
| JP7737850B2 (ja) | ブレージングシート及びその製造方法 | |
| JP5576662B2 (ja) | アルミニウム合金ブレージングシート及びアルミニウム合金ブレージングシートの製造方法 | |
| JP4874074B2 (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP7555766B2 (ja) | 熱伝導性と耐エロージョン性に優れたアルミニウム合金ベア材およびアルミニウム合金ブレージングシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190201 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20190315 |