JP2017146133A - 中空糸膜内径測定方法および装置 - Google Patents
中空糸膜内径測定方法および装置 Download PDFInfo
- Publication number
- JP2017146133A JP2017146133A JP2016026563A JP2016026563A JP2017146133A JP 2017146133 A JP2017146133 A JP 2017146133A JP 2016026563 A JP2016026563 A JP 2016026563A JP 2016026563 A JP2016026563 A JP 2016026563A JP 2017146133 A JP2017146133 A JP 2017146133A
- Authority
- JP
- Japan
- Prior art keywords
- hollow fiber
- fiber membrane
- resonance frequency
- inner diameter
- cavity resonator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
Description
中空糸膜の外径を測定する外径測定ステップと、
前記中空糸膜を空洞共振器に貫通させない状態における前記空洞共振器の第1の共振周波数を測定する第1の共振周波数測定ステップと、
前記中空糸膜を前記空洞共振器に貫通させた状態における前記空洞共振器の第2の共振周波数を測定する第2の共振周波数測定ステップと、
前記第1の共振周波数と、前記第2の共振周波数と、前記中空糸膜の外径と、前記中空糸膜の内径との間の所定の関係を用いて、前記中空糸膜の内径を算出する算出ステップと、
を有することを特徴とする中空糸膜内径測定方法が提供される。
中空糸膜の前記外径を測定する外径測定手段と、
前記中空糸膜を空洞共振器に貫通させない状態における前記空洞共振器の第1の共振周波数を測定する第1の共振周波数測定手段と、
前記中空糸膜を前記空洞共振器に貫通させた状態における前記空洞共振器の第2の共振周波数を測定する第2の共振周波数測定手段と、
前記第1の共振周波数と、前記第2の共振周波数と、前記外径と、前記中空糸膜の内径との間の所定の関係を用いて、前記中空糸膜の内径を算出する算出手段と、
を備えることを特徴とする中空糸膜内径測定装置が提供される。
図1は、本発明による中空糸膜内径測定装置の第1の実施の形態を示す概略図である。図3は、空洞共振器の模式的斜視図である。図4は、側壁部に設けられた2つの貫通孔を分割する面の断面図である。
つまり、既知の定数αε、予め測定しておいた共振周波数f1と比誘電率ε、それに、現在同時に測定されている共振周波数f2と外径d2を式(5)に代入することにより、内径d1を求められる。つまり、刻々と変化する可能性がある外径d1を外径検出機107でリアルタイムに測定することができるばかりではなく、刻々と変化する可能性がある内径d2もリアルタイムに測定することができる。
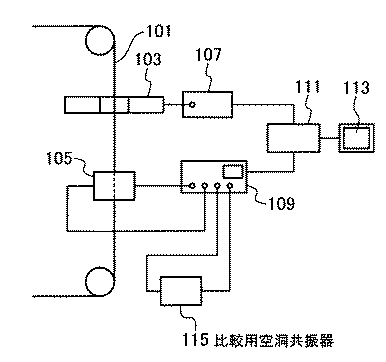
図2は、本発明による中空糸膜内径測定装置の第2の実施の形態を示す概略図である。主な第1の実施の形態との相違は、比較用共振器115を追加しているところである。本実施形態においてネットワークアナライザ109は、中空糸膜101が挿入された空洞共振器105の共振周波数と中空糸膜が挿入されていない比較用空洞共振器115の共振周波数が同時に測定できるように4ポートのタイプ(キーサイト・テクノロジー製、E5071C)を用いている。本実施形態において、比較用空洞共振器115により中空糸膜101を挿入しない状態における共振周波数f1を常時測定することができる。従って、温度等の環境変化で基準となる共振周波数f1が変動しても、この変動は、共振器105と比較用共振器115で共通であるため、この変動を随時補正できる機能を有している。
図7は、本発明による中空糸膜内径測定装置の第3の実施形態を示す空洞共振器の断面図である。本実施形態によれば、対向する貫通孔を繋げるようにパイプ状のガイド105−15が挿入してある。ガイド105−15の寸法は、貫通孔105−11、105−13に隙間無く挿入するため、貫通孔105−11、105−13の穴径より僅かに小さく、長さは空洞共振器105の長さより長い。本実施形態では、貫通孔穴径105−11、105−13が5mmに対し、ガイド105−15の外径が4.9mmであり、長さはLが23.2mmに対し30mmである。またガイド105−15の肉厚は、0.5mmである。材質は、共振周波数の変動に与える影響が少なくなるように比誘電率の低い(つまり、比誘電率が出来る限り1に近い)樹脂が好適であり、たとえばPTFE(ポリテトラフルオロエチレン)が用いられる。PTFEの比誘電率は、2.1である。このように空洞共振器の貫通孔105−11、105−13にガイド105−15を設けることで、中空糸膜101の空洞共振器105への挿入がよりスムーズになり且つ空洞共振器105の内部にごみ等が混入するのを防止することができる。
本実施形態における周波数測定方法は、ネットワークアナライザ109を利用したものに限るものではなく、例えば、スイーパーと周波数カウンターの組み合わせでも良い。
Claims (12)
- 中空糸膜の外径を測定する外径測定ステップと、
前記中空糸膜を空洞共振器に貫通させない状態における前記空洞共振器の第1の共振周波数を測定する第1の共振周波数測定ステップと、
前記中空糸膜を前記空洞共振器に貫通させた状態における前記空洞共振器の第2の共振周波数を測定する第2の共振周波数測定ステップと、
前記第1の共振周波数と、前記第2の共振周波数と、前記中空糸膜の外径と、前記中空糸膜の内径との間の所定の関係を用いて、前記中空糸膜の内径を算出する算出ステップと、
を有することを特徴とする中空糸膜内径測定方法。 - 請求項1に記載の中空糸膜内径測定方法であって、
前記中空糸膜は、連続走行するものであって、
前記外径測定ステップでは、連続走行する前記中空糸膜の外径を光学的に測定し、
前記第2の共振周波数測定ステップでは、連続走行する前記中空糸膜を前記空洞共振器に貫通させた状態において、前記空洞共振器の第2の共振周波数を測定することを特徴とする中空糸膜内径測定方法。 - 請求項2に記載の中空糸膜内径測定方法であって、
前記第1の共振周波数ステップでは、前記中空糸膜を前記空洞共振器に貫通させない状態において、前記空洞共振器の第1の共振周波数を測定することを特徴とする中空糸膜内径測定方法。 - 請求項2に記載の中空糸膜内径測定方法であって、
前記第1の共振周波数ステップでは、前記中空糸膜を比較用空洞共振器に貫通させない状態において、前記比較用空洞共振器の共振周波数を前記空洞共振器の第1の共振周波数として測定し、
前記第1の共振周波数測定ステップと、前記第2の共振周波数測定ステップは同時に行われることを特徴とする中空糸膜内径測定方法。 - 請求項1乃至4の何れか1項に記載の中空糸膜内径測定方法であって、
前記所定の関係は、前記第1の共振周波数と、前記第2の共振周波数と、前記中空糸膜の外径と、前記中空糸膜の内径に加えて、前記中空糸膜の比誘電率と、前記空洞共振器における共振モードに対応した定数も用いて表されることを特徴とする中空糸膜内径測定方法。 - 請求項5に記載の中空糸膜内径測定方法であって、
前記中空糸膜の比誘電率は、一定の値を持つことを特徴とする中空糸膜内径測定方法。 - 請求項1乃至6の何れか1項に記載の中空糸膜内径測定方法であって、
測定手段としてLED光源又はレーザー光源を持ち、前記中空糸膜が前記光源を遮った長さから外径を測定する透過型外径測定手段を用いて外径測定ステップが行われることを特徴とする中空糸膜内径測定方法。 - 請求項1乃至7の何れか1項に記載の中空糸膜内径測定方法であって、
前記空洞共振器の共振周波数は、円形TM01nモードの共振モードにおける共振周波数であることを特徴とする中空糸膜内径測定方法。 - 請求項8に記載の中空糸膜内径測定方法であって、
前記空洞共振器の前記一対の貫通孔には、これらを貫通し、内部に前記中空糸膜を通すためのガイドが設けられていることを特徴とする中空糸膜内径測定方法。 - 中空糸膜の外径を測定する外径測定手段と、
前記中空糸膜を空洞共振器に貫通させない状態における前記空洞共振器の第1の共振周波数を測定する第1の共振周波数測定手段と、
前記中空糸膜を前記空洞共振器に貫通させた状態における前記空洞共振器の第2の共振周波数を測定する第2の共振周波数測定手段と、
前記第1の共振周波数と、前記第2の共振周波数と、前記外径と、前記中空糸膜の内径との間の所定の関係を用いて、前記中空糸膜の内径を算出する算出手段と、
を備えることを特徴とする中空糸膜内径測定装置。 - 請求項10に記載の中空糸膜内径測定装置であって、
前記空洞共振器は、円筒状の金属内壁面を有する主体部と、前記主体部の軸方向の両端を閉じる金属内壁面を有する一対の側壁部とを備え、前記一対の側壁部は相互に対向する部分にそれぞれ貫通孔を有し、前記中空糸膜は、前記一対の貫通孔を貫通し、前記空洞共振器の共振周波数は、円形TM01nモードの共振モードにおける共振周波数であることを特徴とする中空糸膜内径測定装置。 - 請求項11に記載の中空糸膜内径測定装置であって、
前記空洞共振器の前記一対の貫通孔には、これらを貫通し、内部に前記中空糸膜を通すためのガイドが設けられていることを特徴とする中空糸膜内径測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026563A JP6701782B2 (ja) | 2016-02-16 | 2016-02-16 | 中空糸膜内径測定方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026563A JP6701782B2 (ja) | 2016-02-16 | 2016-02-16 | 中空糸膜内径測定方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017146133A true JP2017146133A (ja) | 2017-08-24 |
| JP6701782B2 JP6701782B2 (ja) | 2020-05-27 |
Family
ID=59682964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016026563A Expired - Fee Related JP6701782B2 (ja) | 2016-02-16 | 2016-02-16 | 中空糸膜内径測定方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6701782B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0894490A (ja) * | 1994-09-12 | 1996-04-12 | At & T Corp | 製造中の光ファイバ横断面寸法の制御方法及び装置 |
| JP2004301544A (ja) * | 2003-03-28 | 2004-10-28 | Sunx Ltd | 寸法測定装置 |
| JP2009095808A (ja) * | 2007-10-19 | 2009-05-07 | Toyobo Co Ltd | 液体処理用の中空糸膜 |
| JP2010145288A (ja) * | 2008-12-19 | 2010-07-01 | Fujikura Ltd | 空孔付き光ファイバの空孔径の測定方法および装置、ならびに空孔付き光ファイバの製造方法および装置 |
-
2016
- 2016-02-16 JP JP2016026563A patent/JP6701782B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0894490A (ja) * | 1994-09-12 | 1996-04-12 | At & T Corp | 製造中の光ファイバ横断面寸法の制御方法及び装置 |
| JP2004301544A (ja) * | 2003-03-28 | 2004-10-28 | Sunx Ltd | 寸法測定装置 |
| JP2009095808A (ja) * | 2007-10-19 | 2009-05-07 | Toyobo Co Ltd | 液体処理用の中空糸膜 |
| JP2010145288A (ja) * | 2008-12-19 | 2010-07-01 | Fujikura Ltd | 空孔付き光ファイバの空孔径の測定方法および装置、ならびに空孔付き光ファイバの製造方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6701782B2 (ja) | 2020-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1265191C (zh) | 微波谐振装置 | |
| EP2848133B1 (de) | Anordnung und Verfahren zur Überprüfung von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| US20160178580A1 (en) | Method and apparatus for quantifying pipeline defect based on magnetic flux leakage testing | |
| Lobato-Morales et al. | Complex permittivity measurements using cavity perturbation technique with substrate integrated waveguide cavities | |
| JPH01163645A (ja) | シート状材料の高周波特性測定装置 | |
| DE102014116497B4 (de) | Verfahren und Verwendung einer Vorrichtung zur Messung der lokalen effektiven Permittivität von elektrisch nicht leitenden oder schwach leitenden Materialien | |
| SE534842C2 (sv) | Spole innefattande lindning bestående av en multi-axialkabel | |
| JP2017146133A (ja) | 中空糸膜内径測定方法および装置 | |
| WO2012022663A1 (de) | Vorrichtung und system zur selektiven detektion von gaskomponenten oder von konzentrationen von gaskomponente in einem zu untersuchendem gas und verfahren zum betrieb einer derartigen vorrichtung | |
| EP2743686A1 (en) | Apparatus for measuring moisture content amount and/or coating amount of coating layer of sheet-shaped base material | |
| JPS63210757A (ja) | 非電導性繊維中の導電性物質を検出する為の装置及び方法 | |
| US6897659B2 (en) | Device for testing the quality of rope-like materials | |
| JP2019032209A (ja) | 繊維強化複合材ケーブルの検査方法及び検査装置 | |
| JP2016153751A (ja) | 複素誘電率測定方法 | |
| US3739263A (en) | Cross-sectional area measuring device | |
| Lugli et al. | A new method of planar inductive sensor for industrial application | |
| DE102006034884A1 (de) | Messgerät zur Bestimmung der elektromagnetischen Eigenschaften eines Fluids | |
| US20210123871A1 (en) | Resonant Sensor Integrated with Active Amplifier Chip | |
| JP7612394B2 (ja) | 検査装置 | |
| EP2783225B1 (de) | Anordnung und verfahren zur potentialgetrennten strommessung an einem elektrischen leiter | |
| JP6373471B1 (ja) | 繊維強化複合材ケーブルの検査方法及び検査装置 | |
| Shi et al. | Research on sliver detection based on microwave resonant cavity perturbation principle | |
| CN119959739B (zh) | 一种高精密多层显示板线路导通性测试系统及方法 | |
| JP7833942B2 (ja) | 検査装置 | |
| JPH0714870Y2 (ja) | シート状物の高周波特性測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20161012 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20161012 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200420 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6701782 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |