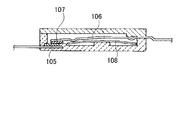
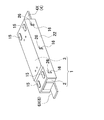
図1と図2に示すブレーカは、設定温度よりも高くなるとバイメタル108が反転して、反転するバイメタル108が可動接点金属板106を下から押し上げるように変形して、可動接点107を固定接点105から離してオフ状態となって電流を遮断する。温度が低下してバイメタル108がもとの形状に復元すると、可動接点金属板106の弾性で可動接点107を固定接点105に接触させてオン状態に復帰する。可動接点金属板106は、バイメタル108で押し上げられない状態、すなわちバイメタル108が温度で反転しない状態では、可動接点107を固定接点105に弾性的に押圧している。すなわち、この状態で、可動接点107は可動接点金属板106の弾性で固定接点105に接触されてオン状態に保持される。
以上のように、バイメタルが反転してオフ状態に切り換えられ、オン状態では可動接点金属板が可動接点を固定接点に弾性的に押圧して接触するブレーカは、図3に示すように、温度がブレーカのオフ温度(Ta)まで高くなって、安全に使用できない状態ではオンからオフに切り換えられて電流を遮断し、温度がブレーカのオン温度(Tb)まで低下して安全に使用できる状態では、再びオン状態に復帰して使用できる状態となるので、電池パックなどの保護素子として最適である。ブレーカと同じように、温度が上昇して電流を遮断する保護素子としてヒューズも使用されるが、ヒューズは温度が上昇して電流を遮断すると再びオン状態に復帰できないので、これを電池パックの保護素子として使用すると、温度が低下して安全に使用できる状態となっても再使用できない欠点がある。
温度が上昇して電流を遮断する状態から、温度が低下してオン状態に復帰して再使用できるブレーカは、オン状態に復帰するオン温度(Tb)を一定範囲とすることが大切である。ところが、従来のブレーカは、加熱環境に晒されると、図3の鎖線で示すように、可動接点金属板の弾性力がアンバランスに低下してオン温度(Tb’)が低下して、電流を遮断するオフ温度(Ta)とオン温度(Tb’)との温度差(Ta−Tb’)が大きく、すなわち切り換え温度のヒステリシスが大きくなると共に、オン温度(Tb’)を一定の温度に維持できなくなってオン温度(Tb’)が不均一となってバラツキが大きくなる欠点がある。可動接点金属板の弾性が不均一に低下してオン温度が低くアンバランスになるのは、可動接点金属板がバイメタルを復帰させる方向に弾性的に押圧している弾性力が低下してアンバランスになるからである。バイメタルは、温度が低下すると反転状態から元の状態に復帰するが、このとき可動接点金属板の弾性力がバイメタルを復帰させる方向に押圧して復帰を促す状態となっているので、可動接点金属板の弾性力が低下してアンバランスになるとバイメタルを一定の温度で速やかに復帰できなくなってオン温度が低下してアンバランスになる。ブレーカをオン状態に切り換えるオン温度が低下してアンバランスになると、例えば、電池温度が、電池を使用できる温度まで低下しているにもかかわらず、ブレーカが電流を遮断する状態に保持されて電池を使用できない弊害が発生する。
ブレーカは、たとえば使用される部品の組立工程において、リフローハンダの工程などで加熱環境に晒されることがあるが、加熱環境において、可動接点金属板にリン青銅を使用する従来のブレーカは、リフローハンダした後、オフ状態からオンに切り換えられる復帰温度、すなわちオン温度(Tb’)がアンバランスに低くなり、電流を遮断するオフ温度(Ta)との温度差(Ta−Tb’)がアンバランスに大きくなる欠点がある。オン温度(Tb’)がアンバランスに低下して温度のヒステリシスが大きくなったブレーカは、温度が上昇してオフ状態に切り換えられた後、安全に使用できる温度まで低下しても、オン状態に復帰できない。このため、種々の温度環境で便利に使用できなくなる。オフ状態に切り換えられたブレーカがオン状態に復帰するオン温度は、オフ状態に切り換えるオフ温度を高くして高くできる。しかしながら、ヒステリシスの大きいブレーカのオフ温度を高くすると、ブレーカを保護素子として設けている素子、たとえば電池を安全に高温で保護できなくなる弊害がある。電池の温度が電流を遮断する高温になっても、ブレーカで電流を遮断できなくなるからである。
ところで、バイメタルが動作してブレーカの接点を換える動作温度のばらつきを低減するために、バイメタルを熱処理して組み立てる製造方法が開発されている。(特許文献2参照)
この公報に記載されるブレーカは、リフロー炉の温度よりも高い温度、例えば30℃〜100℃高い温度で熱処理されたバイメタルを使用する。このブレーカは、回路基板にハンダ付けされるために、リフロー炉などで高温に加熱された後においても、バイメタルによって接点が切り換えられる動作温度の変化を少なくできる。それは、熱処理されたバイメタルは、高温環境に晒された後も、反転する温度が変化しないからである。このブレーカは、バイメタルが反転して可動接点をオフ状態に切り換える動作温度は変化しない。
しかしながら、以上のブレーカは、バイメタルが復帰して接点をオン状態に切り換える温度を一定には保持できず、また、オン状態に復帰する復帰温度を一定の範囲内にもできない。それは、オフ状態に切り換えられたブレーカがオン状態に復帰する温度は、バイメタルの特性のみでなく、バイメタルと可動接点金属板の押圧力とのバランスで特定されるからである。可動接点は、オン状態における接触抵抗(R)を小さく安定させるために、固定接点に弾性的に押圧されている。たとえば、電池パックに内蔵される小型のブレーカは、可動接点の固定接点への押圧力を20g〜30gとして、接触抵抗(R)を数mΩと低く保持できるが、押圧力が半分に低下すると接触抵抗(R)は約数十mΩと飛躍的に増加する。このため、可動接点金属板は可動接点を弾性的に固定接点に押圧する状態に保持される。この状態にある可動接点金属板は、反転して接点をオフ状態に切り換えたバイメタルを、復帰する方向に弾性的に押圧している。したがって、可動接点金属板の弾性押圧力が低下して、反転したバイメタルを復帰する方向に押圧する力が弱くなると、反転したバイメタルが復帰する温度は低くなる。このため、熱処理したバイメタルを内蔵するブレーカは、雰囲気温度が高くなってバイメタルが反転し、反転したバイメタルが接点をオフ状態に切り換える動作温度を一定に保持できるが、反転したバイメタルが復帰して、オフ状態に切り換えられた接点をオン状態に切り換える温度を一定の範囲には保持できない欠点がある。
本発明は、さらに以上の欠点を解決することを目的に開発されたものである。本発明の重要な目的は、加熱環境後において、オフ状態に切り換えられた後、オン状態に復帰するオン温度の温度偏差をより小さくできるブレーカとこのブレーカの製造方法、及びこのブレーカを内蔵する電池パックの製造方法を提供することにある。
また、本発明の他の大切な目的は、加熱環境によってオン温度が低下して温度のヒステリシスが拡大するのを防止することで、保護する素子の異常な温度上昇時には確実に電流を遮断しながら、使用できる温度まで低下すると速やかにオン状態に復帰して使用状態にできるブレーカとこのブレーカの製造方法、及びこのブレーカを備える電池パックの製造方法を提供することにある。
課題を解決するための手段及び発明の効果
本発明は、固定接点5を有する固定接点金属板4と、固定接点5と対向する位置に配置してなる可動接点7を有し、この可動接点7を弾性的に固定接点5に押圧する弾性金属板からなる可動接点金属板6と、この可動接点金属板6を温度変化で変形してオンオフに切り換える位置に配置してなるバイメタル8と、固定接点金属板4の固定接点5と可動接点金属板6の可動接点7とを内部に配置し、かつバイメタル8を内部に配置している外装ケース1とを備え、組み立て状態において熱処理炉80でアニーリングされたブレーカで、さらに、可動接点金属板6は、熱伝導率を200W/m・K以上とする弾性金属板である。
以上のブレーカは、リフローハンダ工程などにおける加熱環境の後において、オン状態に切り換えられる復帰温度のばらつきを小さくできる特徴がある。それは、以上のブレーカが、従来のようにバイメタルのみを熱処理するのではなく、アニール工程においては、バイメタルと可動接点金属板とを組み込んだブレーカ組立を熱処理炉で加熱し、その後、冷却して、バイメタルと可動接点金属板の両方を組み立て状態でアニーリングしているからである。ブレーカ組立の状態でアニーリングされた可動接点金属板は、加熱後に冷却されて強化され、リフローハンダ工程などで高温の温度環境に晒された後においても、オン状態に切り換えられる復帰温度のばらつきが小さく、しかも、復帰温度の低下をも小さくできる。ちなみに、以上のブレーカは、加熱される雰囲気温度の最大温度が240℃から260℃、最大10秒間とするリフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカがほとんどない。これに対して、アニーリングしない従来のブレーカは、リフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカの個数が約50%と相当に多くなる。
したがって、以上のブレーカは、リフローハンダ工程などの加熱環境によって復帰温度のばらつきが大きくなるのを防止して、保護する素子の異常な温度上昇時には確実に電流を遮断した後は、使用できる温度まで低下すると速やかにオン状態に復帰して速やかに使用状態にできる特徴がある。
また、以上のブレーカは、従来のようにバイメタルのみを熱処理して組み立てられるものでない。組み立て状態で熱処理して、バイメタルと可動接点金属板の両方をアニーリングする。とくに、以上のブレーカは、組み立て状態で加熱した後、冷却するので、外装ケースの定位置に、バイメタルと固定接点金属板と可動接点金属板とを定位置に配置する状態で全てのパーツをアニーリングしている。この状態でアニーリングされるブレーカ組立は、バイメタルのみでなく可動接点金属板と外装ケースの全体がアニーリングされる。すなわち、ブレーカは、使用状態でアニーリングされた状態にある。したがって、アニール工程の後、オフ状態の動作温度と、オン状態に復帰する復帰温度とを検査して設定範囲にあるブレーカのみを選別することで、その後のリフローハンダなどの加熱環境後にオフ状態とオン状態に切り換えられる温度を極めて正確に特定できる特徴も実現する。
さらに、以上のブレーカは、熱伝導率を200W/m・K以上とする弾性金属板を可動接点金属板とするので、アニール工程において、可動接点金属板全体をより均一にアニーリングできる特徴がある。したがって、このブレーカは、リフローハンダ工程などにおける加熱環境の後において、オン状態に切り換えられる復帰温度のばらつきをさらに小さくできる特徴を実現する。それは、以上の製造方法が、従来のようにバイメタルのみを熱処理するのではなく、アニール工程においては、バイメタルと可動接点金属板とを組み込んだブレーカ組立を熱処理炉で加熱し、その後、冷却して、バイメタルと可動接点金属板の両方を組み立て状態でアニーリングしているからである。特に、以上のブレーカは、可動接点金属板に熱伝導率の高い金属板を使用するので、アニール工程において弾性金属板が温度むらなく均一な温度に加熱されてより理想に近い状態でアニーリングされる。ブレーカ組立の状態でアニーリングされた可動接点金属板は、加熱後に冷却されて強化され、リフローハンダ工程などで高温の温度環境に晒された後においても、オン状態に切り換えられる復帰温度のばらつきが小さく、しかも、復帰温度の低下をも小さくできる。ちなみに、以上のブレーカは、加熱される雰囲気温度の最大温度が240℃から260℃、最大10秒間とするリフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカがほとんどない。これに対して、アニーリングしない従来のブレーカは、リフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカの個数が約50%と相当に多くなる。
本発明のブレーカは、可動接点金属板6の熱伝導率を200W/m・K以上とし、さらに、導電率を50%IACS以上とすることができる。このブレーカは、優れた熱伝導率に加えて、優れた導電率の可動接点金属板を使用するので、オン状態に切り換えられる復帰温度のばらつきを小さくできる特徴に加えて、オン状態においては可動接点金属板に通電される電流によるジュール熱の発熱量を小さくできる。このため、可動接点金属板の通電電流でバイメタルが加熱されてオフ状態に切り換えられる最大電流値を大きく設定で、大電流で使用される用途にも使用できる特徴を実現する。とくに、熱伝導率と導電率は両方が自由電子の作用によることから、熱伝導率の高い金属板は導電率も高くなる傾向があり、アニール工程で温度むらを少なくしてより理想的な状態でアニーリングできる可動接点金属板は、導電率も高くしてジュール熱による発熱も少なくできる。このため、以上の方法で製造されるブレーカは、オン状態に切り換えられる復帰温度のばらつきを小さくしながら、大電流特性も改善できる特徴の両方を実現する。
本発明のブレーカは、可動接点金属板6を、外装ケース1に固定している固定部6Bから可動接点7までの間を直線状とすることができる。このブレーカは、リフローハンダ工程等の加熱後において、オン状態に切り換えられる復帰温度のばらつきを小さくできる。それは可動接点金属板に折曲部を設ける必要がないので、折曲部の高温環境による変形を防止できるからである。
本発明のブレーカは、可動接点金属板6に、CuとCoとSiを含む銅合金を使用を使用することができ、さらに可動接点金属板6に、1.9重量%のCoと、0.44重量%のSiとを含む銅合金を使用することができる。このブレーカは、オフ状態からオン状態に切り換えられる復帰温度の低下とばらつきをより小さくできる特徴がある。
本発明のブレーカは、可動接点金属板6に、CuとCrとMgを含む銅合金を使用し、さらに、可動接点金属板6に、0.1重量%以上であって0.7重量%以下のCrと、0.05重量%以上であって0.3重量%以下のMgを含む銅合金を使用し、さらにまた、可動接点金属板6に0.25重量%のCrと、0.1重量%のMgを含む銅合金を使用することができる。この方法で製造されたブレーカは、アニーリングしてオン状態に復帰温度の低下を小さくできる。
本発明は、固定接点5を有する固定接点金属板4と、固定接点5と対向する位置に配置してなる可動接点7を有し、この可動接点7を弾性的に固定接点5に押圧する弾性金属板からなる可動接点金属板6と、この可動接点金属板6を温度変化で変形してオンオフに切り換える位置に配置してなるバイメタル8と、固定接点金属板4の固定接点5と可動接点金属板6の可動接点7とを内部に配置し、かつバイメタル8を内部に配置している外装ケース1とを備えるブレーカの製造方法であって、可動接点金属板6と固定接点金属板4とバイメタル8とを外装ケース1の定位置に配置してブレーカ組立70とする組立工程と、組立工程で組み立てられたブレーカ組立70を熱処理炉80に入れて、熱処理炉80でもってブレーカ組立70を加熱した後、冷却してブレーカ組立70の可動接点金属板6とバイメタル8の両方をアニーリングして熱処理済みブレーカ71とするアニール工程とでブレーカを製造し、ブレーカの可動接点金属板には、熱伝導率を200W/m・K以上とする弾性金属板を使用する。
以上の方法で製造されるブレーカは、リフローハンダ工程などにおける加熱環境の後において、オン状態に切り換えられる復帰温度のばらつきを小さくできる特徴がある。それは、以上の製造方法が、従来のようにバイメタルのみを熱処理するのではなく、アニール工程においては、バイメタルと可動接点金属板とを組み込んだブレーカ組立を熱処理炉で加熱し、その後冷却して、バイメタルと可動接点金属板の両方を組み立て状態でアニーリングしているからである。ブレーカ組立の状態でアニーリングされた可動接点金属板は、加熱後に冷却されて強化され、リフローハンダ工程などで高温の温度環境にさらされた後においても、オン状態に切り換えられる復帰温度のばらつきが小さく、しかも、復帰温度の低下をも小さくできる。ちなみに、以上のブレーカは、加熱される雰囲気温度の最大温度が240℃から260℃、最大10秒間とするリフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカがほとんどない。これに対して、アニーリングしない従来のブレーカは、リフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカの個数が約50%と相当に多くなる。
したがって、以上のブレーカは、リフローハンダ工程などの加熱環境によって復帰温度のばらつきが大きくなるのを防止して、保護する素子の異常な温度上昇時には確実に電流を遮断した後は、使用できる温度まで低下すると速やかにオン状態に復帰して速やかに使用状態にできる特徴がある。
また、以上のブレーカは、従来のようにバイメタルのみを熱処理して組み立てられるものでない。組み立て状態で熱処理して、バイメタルと可動接点金属板の両方をアニーリングする。とくに、以上のブレーカは、組み立て状態で加熱した後、冷却するので、外装ケースの定位置に、バイメタルと固定接点金属板と可動接点金属板とを定位置に配置する状態で全てのパーツをアニーリングしている。この状態でアニーリングされるブレーカ組立は、バイメタルのみでなく可動接点金属板と外装ケースの全体がアニーリングされる。すなわち、ブレーカは、使用状態でアニーリングされた状態にある。したがって、アニール工程の後、オフ状態の動作温度と、オン状態に復帰する復帰温度とを検査して設定範囲にあるブレーカのみを選別することで、その後のリフローハンダなどの加熱環境後にオフ状態とオン状態に切り換えられる温度を極めて正確に特定できる特徴も実現する。
さらに、以上の製造方法は、ブレーカの可動接点金属板に熱伝導率を200W/m・K以上とする弾性金属板を使用するので、アニール工程において、可動接点金属板全体をより均一にアニーリングできる特徴がある。したがって、この方法で製造されるブレーカは、リフローハンダ工程などにおける加熱環境の後において、オン状態に切り換えられる復帰温度のばらつきをさらに小さくできる特徴を実現する。それは、以上の製造方法が、従来のようにバイメタルのみを熱処理するのではなく、アニール工程においては、バイメタルと可動接点金属板とを組み込んだブレーカ組立を熱処理炉で加熱し、その後冷却して、バイメタルと可動接点金属板の両方を組み立て状態でアニーリングしているからである。特に、以上の方法は、可動接点金属板に熱伝導率の高い金属板を使用するので、アニール工程において弾性金属板が温度むらなく均一な温度に加熱されてより理想に近い状態でアニーリングされる。ブレーカ組立の状態でアニーリングされた可動接点金属板は、加熱後に冷却されて強化され、リフローハンダ工程などで高温の温度環境にさらされた後においても、オン状態に切り換えられる復帰温度のばらつきが小さく、しかも、復帰温度の低下をも小さくできる。ちなみに、以上のブレーカは、加熱される雰囲気温度の最大温度が240℃から260℃、最大10秒間とするリフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカがほとんどない。これに対して、アニーリングしない従来のブレーカは、リフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカの個数が約50%と相当に多くなる。
本発明のブレーカの製造方法は、可動接点金属板に、熱伝導率を200W/m・K以上とし、さらに、導電率を50%IACS以上とする弾性金属板を使用することができる。この方法で製造されたブレーカは、優れた熱伝導率に加えて、優れた導電率の可動接点金属板を使用するので、オン状態に切り換えられる復帰温度のばらつきを小さくできる特徴に加えて、オン状態においては可動接点金属板に通電される電流によるジュール熱の発熱量を小さくできる。このため、可動接点金属板の通電電流でバイメタルが加熱されてオフ状態に切り換えられる最大電流値を大きく設定で、大電流で使用される用途にも使用できる特徴も実現する。とくに、熱伝導率と導電率は両方が自由電子の作用によることから、熱伝導率の高い金属板は導電率も高くなる傾向があることから、アニール工程で温度むらを少なくしてより理想的な状態でアニーリングできる可動接点金属板は、導電率も高いしてジュール熱による発熱も少なくできる。このため、以上の方法で製造されるブレーカは、オン状態に切り換えられる復帰温度のばらつきを小さくしながら、大電流特性も改善できる特徴の両方を実現する。
本発明の製造方法は、外装ケースに固定している固定部から可動接点までの間を直線状とする可動接点金属板を使用して組み立てることができる。この方法で組み立てられたブレーカは、リフローハンダ工程等の加熱後において、オン状態に切り換えられる復帰温度のばらつきを小さくできる。それは可動接点金属板に折曲部を設ける必要がないので、折曲部の高温環境による変形を防止できるからである。
本発明の製造方法は、可動接点金属板6に、CuとCoとSiを含む銅合金を使用を使用してブレーカを製造することができ、さらに可動接点金属板に、1.9重量%のCoと、0.44重量%のSiとを含む銅合金を使用してブレーカを製造することができる。この方法で製造されたブレーカは、オフ状態からオン状態に切り換えられる復帰温度の低下とばらつきをより小さくできる特徴がある。
本発明の製造方法は、可動接点金属板6に、CuとCrとMgを含む銅合金を使用してブレーカを製造でき、さらに、可動接点金属板に、0.1重量%以上であって0.7重量%のCrと、0.05重量%以上であって0.3重量%以下のMgを含む銅合金を使用し、さらにまた、可動接点金属板に0.25重量%のCrと、0.1重量%以上のMgを含む銅合金を使用してブレーカを製造することができる。この方法で製造されたブレーカは、アニーリングしてオン状態に復帰温度の低下を小さくできる。
本発明のブレーカの製造方法は、アニール工程において、熱処理炉80がブレーカ組立70を加熱する雰囲気温度を、180℃以上であって270℃以下とすることができる。この方法で製造されたブレーカは、アニール工程でブレーカ組立を加熱しているので、復帰温度を適切にコントロールでき、アニール工程におけるブレーカの不良率を少なくできる。
本発明のブレーカの製造方法は、アニール工程において、熱処理炉80でブレーカ組立70をアニーリングする雰囲気温度として180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を5℃以内、好ましくは4℃以内とする温度とすることができる。この製造方法は、アニール工程において、製造されるブレーカの復帰温度の温度変化を5℃以内とし、さらに好ましくは4℃以内とする加熱温度でアニーリングするので、製造されたブレーカの復帰温度の温度差を小さくできる。
本発明のブレーカの製造方法は、アニール工程において、熱処理炉80がブレーカ組立70を酸化雰囲気で加熱することができる。この製造方法は、アニール工程において、ブレーカ組立を酸化雰囲気で加熱するので、簡単な熱処理炉でアニーリングできる。
本発明のブレーカの製造方法は、アニール工程において、熱処理炉80がブレーカ組立70を酸化雰囲気で加熱すると共に、熱処理炉80が可動接点金属板6の表面に酸化膜を形成する温度で熱処理することができる。
以上の製造方法は、アニーリングされた可動接点金属板の表面に酸化膜を設け、この酸化膜によって可動接点金属板をより強化できるので、復帰温度のばらつきを小さくしながら、簡単な熱処理炉でアニーリングできる。
本発明のブレーカの製造方法は、外装ケース1に露出面のある外装金属板3を設け、組立工程において外装金属板3を可動接点金属板6に面接触状態で熱結合状態に固定し、アニール工程においては、熱処理炉80がブレーカ組立70を、外装金属板3を介して可動接点金属板6を加熱して熱処理することができる。
以上の製造方法は、露出面のある外装金属板を介して可動接点金属板を加熱してアニーリングするので、熱処理炉の加熱雰囲気において、外装金属板を介して可動接点金属板を効率よくアニーリングできる。それは、熱処理炉の加熱雰囲気において外装金属板が効率よく加熱され、加熱された外装金属板が可動接点金属板を加熱してアニーリングするからである。
本発明の電池パックの製造方法は、固定接点5を有する固定接点金属板4と、固定接点5と対向する位置に配置してなる可動接点7を有し、この可動接点7を弾性的に固定接点5に押圧する弾性金属板の可動接点金属板6と、この可動接点金属板6をオンオフに切り換える位置に配置してなるバイメタル8とを、外装ケース1の内部に配置して、固定接点金属板4の固定接点5とバイメタル8とを定位置に配置してブレーカ組立70とする組立工程と、組立工程で組み立てられたブレーカ組立70を熱処理炉80に入れてブレーカ組立70を加熱して、可動接点金属板6とバイメタル8の両方を加熱して熱処理済みブレーカ71とするアニール工程と、アニール工程で熱処理された熱処理済みブレーカ71を回路基板60の定位置に配置して、リフロー炉85で加熱して熱処理済みブレーカ71を回路基板60にハンダ付けするリフローハンダ工程と、リフローハンダ工程で熱処理済みブレーカ71を実装してなる回路基板60を電池72に電気接続する接続工程とで電池パックを製造する。さらに、ブレーカの可動接点金属板には、熱伝導率を200W/m・K以上とする弾性金属板を使用する。
以上の方法は、リフローハンダ工程などにおける加熱環境の後において、オン状態に切り換えられる復帰温度のばらつきを小さくできるブレーカを使用して電池パックを組み立てできる特徴がある。それは、以上の製造方法が、従来のようにブレーカのバイメタルのみを熱処理するのではなく、アニール工程においては、バイメタルと可動接点金属板とを組み込んだブレーカ組立を熱処理炉で加熱し、その後冷却して、バイメタルと可動接点金属板の両方を組み立て状態でアニーリングしているからである。特に、以上の方法は、ブレーカの可動接点金属板に熱伝導率の高い金属板を使用するので、アニール工程において弾性金属板が温度むらなく均一な温度に加熱されてより理想に近い状態でアニーリングされる。ブレーカ組立の状態でアニーリングされた可動接点金属板は、加熱後に冷却もしくは常温環境にて放置され、リフローハンダ工程などで高温の温度環境にさらされた後においても、オン状態に切り換えられる復帰温度のばらつきが小さく、しかも、復帰温度の低下をも小さくできる。ちなみに、以上のブレーカは、加熱される雰囲気温度の最大温度が240℃から260℃、最大10秒間とするリフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカがほとんどない。これに対して、アニーリングしない従来のブレーカは、リフローハンダ工程を経過した後、復帰温度が10℃以上変化するブレーカの個数が10%以上と相当に多くなる。
したがって、以上のブレーカを備える電池パックは、リフローハンダ工程などの加熱環境によってブレーカの復帰温度が大きくなることがなく、異常な温度上昇時には確実に電流を遮断した後は、使用できる温度まで低下すると速やかにオン状態に復帰して速やかに使用状態にできる特徴がある。
また、以上の電池パックに装備されるブレーカは、従来のようにバイメタルのみを熱処理して組み立てられるものでない。組み立て状態で熱処理して、バイメタルと可動接点金属板の両方をアニーリングしている。とくに、以上のブレーカは、組み立て状態で加熱した後、冷却するので、外装ケースの定位置に、バイメタルと固定接点金属板と可動接点金属板とを定位置に配置する状態で全てのパーツをアニーリングしている。この状態でアニーリングされるブレーカ組立は、バイメタルのみでなく可動接点金属板と外装ケースの全体がアニーリングされる。すなわち、ブレーカは、使用状態でアニーリングされた状態にある。したがって、アニール工程の後、オフ状態の動作温度と、オン状態に復帰する復帰温度とを検査して設定範囲にあるブレーカのみを選別して使用することで、電池パックとして組み立てられた状態では、リフローハンダなどの加熱環境後においても、復帰温度を極めて正確に特定できる特徴も実現する。
本発明の電池パックの製造方法は、ブレーカの可動接点金属板6に、熱伝導率を200W/m・K以上とし、さらに、導電率を50%IACS以上とする弾性金属板を使用することができる。この方法は、ブレーカの可動接点金属板に、優れた熱伝導率に加えて、優れた導電率の可動接点金属板を使用するので、ブレーカがオン状態に切り換えられる復帰温度のばらつきを小さくできる特徴に加えて、オン状態においては可動接点金属板に通電される電流によるジュール熱の発熱量を小さくできる。このため、可動接点金属板の通電電流でバイメタルが加熱されてオフ状態に切り換えられる最大電流値を大きく設定でき、電池パックを大電流で使用される用途にも使用できる特徴を実現する。電池パックに内蔵されるブレーカは、電池温度が設定温度よりも高くなる状態でバイメタルを反転させて電流を遮断する保護素子として使用される。しかしながら、ブレーカは、電池温度が設定温度まで上昇しないにもかかわらず、バイメタルが反転して電流を遮断することがある。可動接点金属板が通電電流によるジュール熱で発熱してバイメタルを加熱するからである。このブレーカを内蔵する電池パックは、電流でブレーカがオン状態になるので、大電流の用途に使用できない弊害がある。この弊害は、可動接点金属板の電気抵抗を小さくして防止できる。可動接点金属板のジュール熱による発熱が、電気抵抗に比例して大きくなるからである。可動接点金属板の導電率を大きくして電気抵抗を小さくしているブレーカを内蔵する電池パックは、大電流が流れる状態で可動接点金属板の発熱が少なく、大電流によるブレーカのオフ状態を防止できる。このため、以上の方法で製造される電池パックは、使用できる最大電流を大きくして、種々の用途に安定して使用できる特徴がある。
さらに、熱伝導率と導電率は両方が自由電子の作用によることから、熱伝導率の高い金属板は導電率も高くなる傾向があり、アニール工程で温度むらを少なくしてより理想的な状態でアニーリングできる可動接点金属板は、導電率も高くしてジュール熱による発熱も少なくできる。このため、以上の方法で製造されるブレーカは、オン状態に切り換えられる復帰温度のばらつきを小さくしながら、大電流特性も改善できる両方の特徴を実現する。
本発明の電池パックの製造方法は、ブレーカの可動接点金属板6に、CuとCoとSiを含む銅合金を使用することができ、さらに好ましくは可動接点金属板6に、1.9重量%のCoと、0.44重量%のSiとを含む銅合金を使用することができる。
また、本発明の電池パックの製造方法は、ブレーカの可動接点金属板6に、CuとCrとMgを含む銅合金を使用することができ、さらに、ブレーカの可動接点金属板に、0.1重量%以上であって0.7重量%以下のCrと、0.05重量%以上であって0.3重量%以下のMgを含む銅合金を使用することができ、さらにまた、ブレーカの可動接点金属板6に、0.25重量%のCrと、0.1重量%のMgを含む銅合金を使用することができる。
本発明の電池パックの製造方法は、ブレーカ組立70のアニール工程において熱処理炉80でブレーカ組立70を加熱する雰囲気温度を、リフロー炉85の雰囲気温度よりも低く設定することができる。その場合は、焼入れによるストレスなどを除去できると供に経年変化の防止、耐摩耗性が向上する。
また、本発明の電池パックの製造方法は、ブレーカ組立70のアニール工程において、熱処理炉80の加熱温度を180℃以上であって270℃以下とすることができる。
本発明の電池パックの製造方法は、ブレーカ組立70のアニール工程において、熱処理炉80がブレーカ組立70をアニーリングする雰囲気温度として180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を5℃以内、より好ましくは4℃以内とする温度とすることができる。
以下、本発明の実施例を図面に基づいて説明する。ただし、以下に示す実施例は、本発明の技術思想を具体化するためのブレーカとこのブレーカの製造方法、及びこのブレーカを内蔵する電池パックの製造方法を例示するものであって、本発明はブレーカ、ブレーカの製造方法、及び電池パックの製造方法を以下に特定しない。さらに、この明細書は、特許請求の範囲に示される部材を、実施例の部材に特定するものでは決してない。
以下のブレーカは、電池パックに内蔵されて、電池や周囲温度が高温になり、あるいは電池パックが異常な状態で使用されるときに、バイメタルを変形させて電流を遮断する。ただし、本発明はブレーカの用途を特定するものではなく、たとえばモータ等のように温度上昇を検出して電流を遮断する全ての用途に使用できる。
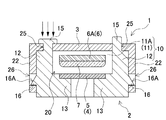
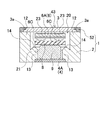
図4ないし図9に示すブレーカは、固定接点5を有する固定接点金属板4と、固定接点5と対向する位置に可動接点7を配置している可動接点金属板6と、この可動接点金属板6をオンオフに切り換える位置に配置してなるバイメタル8と、固定接点金属板4の固定接点5と可動接点金属板6の可動接点7とを内部に配置し、かつバイメタル8を内部に配置している外装ケース1とを備えている。このブレーカは、周囲温度が上昇して高温になると、この温度上昇を検出してバイメタル8が変形し、変形するバイメタル8が可動接点金属板6を変形させて可動接点7を固定接点5から離して接点をオフ状態に切り換える。また、ブレーカは、周囲温度が所定の温度まで低下すると、可動接点金属板6とバイメタル8とが復帰して、可動接点7を固定接点5に接触させてオン状態に切り換える。
図4ないし図9に示すブレーカは、外装ケース1に、固定接点金属板4と、可動接点金属板6とを固定して、可動接点金属板6を変形させるバイメタル8と、このバイメタル8を加温するヒーター9とを内蔵している。図のブレーカは、バイメタル8を加温するヒーター9を内蔵するので、このヒーター9でバイメタル8を加温して電流を遮断した状態に保持する用途に最適である。ただ、ブレーカは、必ずしもバイメタルを加温するヒーターを内蔵する必要はない。
外装ケース1は、プラスチック製の絶縁ケース2と外装金属板3とで形成している。外装ケース1は、絶縁ケース2の底部13に固定接点金属板4をインサート成形して固定して、上面に外装金属板3を固定している。絶縁ケース2は、両端部分に、第1の外壁11Aと第2の外壁11Bとを突出するように設けて、第1の外壁11Aと第2の外壁11Bとの間に収納スペース20を設けている。この収納スペース20は、インサート成形して固定している固定接点金属板4で底面を閉塞して、外装金属板3で上面を閉塞している。したがって、外装ケース1は、底面側の表面には固定接点金属板4が露出し、上面側の表面には外装金属板3が露出している。外装金属板3は、プラスチック製の絶縁ケース2にインサート成形して固定されず、ほぼ全面を上面側に露出させている。
絶縁ケース2は、収納スペース20の両側に、第1の外壁11Aと第2の外壁11Bの間を連結する対向壁12を設けて、この対向壁12と外壁11とで収納スペース20の周囲を囲む外周壁10を構成している。したがって、収納スペース20は、周囲を外周壁10で囲み、底面を固定接点金属板4で閉塞し、さらに上面を外装金属板3で閉塞して内部を閉塞された中空状としている。
絶縁ケース2は、第1の外壁11Aに固定接点金属板4の一部を、図5と図6においては固定接点金属板4の中間部4Bを第1の外壁11Aの途中にインサート成形して固定している。したがって、固定接点金属板4は、第1の外壁11Aを貫通する状態で絶縁ケース2に固定され、収納スペース20の内部に露出する部分を固定接点5とし、外部に引き出される部分を接続端子4Xとしている。
固定接点金属板4の接続端子4Xは、回路基板の表面にリフローハンダ等のハンダ付けによって固定できるように、外装ケース1から外部に引き出される先端部の接続面(図5及び図6においては底面)が、外装ケース1の底面、すなわち絶縁ケース2の底面とほぼ同一平面に位置するように折曲している。このブレーカは、接続端子4Xを回路基板のハンダ面に配置する状態で加熱処理されてリフローハンダされる。ただ、ブレーカは、絶縁ケース2の底面側の表面から露出する固定接点金属板4の露出部を露出端子44として、この露出端子44を回路基板のハンダ面にリフローハンダすることもできる。このブレーカは、必ずしも接続端子4Xを外装ケース1から外部に引き出すことなく、固定接点金属板4の露出端子44を回路基板等の表面にハンダ付けして固定できる。
絶縁ケース2は、第2の外壁11Bに可動接点金属板6の固定部6Bを固定している。図5と図6の無通電タイプのブレーカは、第2の外壁11Bの上端面に可動接点金属板6の固定部6Bを固定している。可動接点金属板6は、接着して第2の外壁11Bに固定され、あるいは外装金属板3に挟まれて第2の外壁11Bの上端面に固定される。図の外装ケース1は、外装金属板3の一端部を、可動接点金属板6の固定部6Bに接触状態に積層して絶縁ケース2に固定している。この構造は、外装金属板3を可動接点金属板6に直接に積層して固定するので、全体をより薄くできる。
さらに、図5ないし図7の断面図に示す絶縁ケース2は、収納スペース20にヒーター9を配置する収納凹部21を設けている。収納凹部21は収納スペース20の中央部にあって、その底面を固定接点金属板4の先端部4Aで閉塞している。収納凹部21は、ここにヒーター9を挿入できるように、内形をヒーター9の外形よりもわずかに大きくしている。また、収納凹部21は、外周縁に沿って突出部14を設けている。収納凹部21に挿入されるヒーター9は、突出部14の上面からわずかに突出して、上面に湾曲するバイメタル8を熱結合状態に載せている。
収納スペース20は、収納凹部21の底面を固定接点金属板4で閉塞し、収納凹部21の外側底面を絶縁ケース2のプラスチックで閉塞している。絶縁ケース2は、収納凹部21の外側で収納スペース20の底を閉塞しているプラスチック製の底部13に、固定接点金属板4をインサート成形して絶縁ケース2に固定している。
収納スペース20の上面を閉塞している外装金属板3は、インサート成形することなく、その両端部分を絶縁ケース2の外壁11に固定している。図4ないし図6の無通電タイプのブレーカは、第1の外壁11Aと第2の外壁11Bとの上端面に外装金属板3の両端部を固定している。外装金属板3は、第1の外壁11Aと第2の外壁11Bとに一体的に成形して設けている連結リブ15を介して、絶縁ケース2に固定している。図5と図7の絶縁ケース2は、鎖線で示すように、外装金属板3を連結する連結リブ15を、外壁11の先端面から突出して設けている。外装金属板3には、連結リブ15を貫通させる貫通孔25を設けてあり、連結リブ15を貫通孔25に挿通して、外装金属板3を絶縁ケース2に固定している。連結リブ15は、貫通孔25に挿入される状態で、その先端を加熱押圧して押し潰し、あるいは超音波振動で押し潰して、外装金属板3を確実に絶縁ケース2の外壁11の先端面、すなわち上面に固定している。以上の構造は、外装金属板3を絶縁ケース2の正確な位置に確実に、しかも簡単に固定できる。ただし、外装金属板は、絶縁ケースの先端面である上面に接着して固定することもできる。接着して絶縁ケースに固定される外装金属板も、貫通孔を設け、この貫通孔に挿入される連結リブを外壁に設け、連結リブを貫通孔に挿入することで、絶縁ケースの定位置に確実に固定できる。
外装金属板3は四隅部に貫通孔25を設けており、各々の貫通孔25に挿通される連結リブ15を絶縁ケース2の外壁11の先端面に設けている。図8は、外装金属板3を固定している第1の外壁11Aの横断面図を、図9は第2の外壁11Bの横断面図を示している。図8に示す第1の外壁11Aは、収納スペース20の両側に設けている対向壁12の上端面から突出して連結リブ15を設けている。連結リブ15は、図の右側に示す形状に成形され、貫通孔25に挿入される状態で、左側に示すように、先端を押し潰して、外装金属板3を固定する。図8に示す第1の外壁11Aは、収納スペース20の両側に設けている対向壁12の上面に連結リブ15を設けているが、第1の外壁11Aは、図5のX−X線で示す位置において、図10の横断面図に示すように、第1の外壁11Aの上面に連結リブ15を設けて、外装金属板3を固定することもできる。さらに、外装ケース1は、図5のVII−VII線で示す位置において、図11の横断面図に示すように、対向壁12の上面に連結リブ15を突出して設け、この連結リブ15を挿入する貫通孔25を外装金属板3に設けて、外装金属板3の中間部分を絶縁ケース2に固定することもできる。
さらに、図7ないし図9の横断面図に示す外装金属板3は、対向壁12の外面に沿うように折曲している折曲側壁22を両側に設けて、この折曲側壁22と対向壁12とを係止構造で連結している。図の外装金属板3は、折曲側壁22と対向壁12の係止構造を、対向壁12の外側に突出して設けている係止凸部16と、折曲側壁22に設けられて、係止凸部16を案内して係止される係止孔26とで構成している。係止凸部16は、挿入方向に向かって次第に突出する傾斜面16Aを設けて、係止凸部16をスムーズに係止孔26に案内できる形状としている。
さらに、図10の係止構造は、折曲側壁22の先端縁に内側に折曲している係止片27を設け、この係止片27を案内する係止凹部17を絶縁ケース2の対向壁12の外側面に設け、係止片27を係止凹部17に案内して、外装金属板3を絶縁ケース2に係止構造で固定している。
さらに、図11の係止構造は、折曲側壁22の先端縁に内側に折曲している係止片27を設け、この係止片27を対向壁12の底面に引っ掛けて、外装金属板3を絶縁ケース2に係止構造で固定している。これ等の係止構造は、折曲側壁22を弾性変形させて、絶縁ケース2に係止構造で連結し、連結状態においては、折曲側壁22の弾性的な復元力でもって、係止凸部16や係止片27を係止孔26や係止凹部17や底面に引っ掛ける位置に保持する。
さらに、外装金属板3は、表面に絶縁膜(図示せず)を設けている。この絶縁膜は、外装金属板3の表面に、絶縁塗料を塗布して設けている。ただ、絶縁層は、外装金属板の表面に絶縁シートを付着して設けることもできる。このように、外装金属板3に絶縁膜を設けた無通電タイプのブレーカは、外装金属板3の表面を絶縁膜で絶縁できるので、機器に接触状態で内蔵できる。
絶縁ケース2の収納スペース20には、底から順番に、ヒーター9とバイメタル8と可動接点金属板6の可動部6Aを収納して、絶縁ケース2の第1の外壁11Aには固定接点金属板4の中間部4Bを固定して、第2の外壁11Bには可動接点金属板6の固定部6Bを固定している。
固定接点金属板4は、インサート成形して絶縁ケース2に固定している。固定接点金属板4は、先端部4Aを収納スペース20の底部13に埋設し、中間部4Bを収納スペース20の底部13から絶縁ケース2の第1の外壁11Aに埋設するようにインサート成形して、絶縁ケース2に固定している。図5と図6の固定接点金属板4は、収納凹部21の底部を閉塞する部分よりも、第1の外壁11Aに埋設される部分を高くするように段差部4Dを設けて、段差部4Dを絶縁ケース2の底部13に埋設して、段差部4Dの後端側を底部13の上面に露出させて、この露出部を固定接点5としている。
ヒーター9は、通電されることによって発熱して、バイメタル8を加熱する。ヒーター9は、対向面を長円形あるいは長方形とする厚みのあるPTCヒーターで、上面と下面に電極を設けている。ただし、ヒーターには必ずしもPTCヒーターを使用する必要はなく、通電されてバイメタル8を加熱できる全てのヒーターを使用することができる。上下面に電極を設けているヒーター9は、下面を固定接点金属板4に接触して、上面をバイメタル8を介して可動接点金属板6に接触できるようにしている。このヒーター9は、可動接点金属板6の可動接点7が固定接点5に接触するオン状態では、可動接点金属板6とバイメタル8とが非接触状態となって通電されず、可動接点金属板6の可動接点7が固定接点5から離れてオフ状態となる状態では、可動接点金属板6に接触するバイメタル8と固定接点金属板4とを介して通電されて発熱し、バイメタル8を加熱する。加熱されるバイメタル8は、図6に示すように、可動接点7を固定接点5から離すオフ状態に保持する。この無通電タイプのブレーカは、オフ状態に切り換えられた状態で、可動接点7をオフ状態に保持するので、電池パックに安全に使用できる。それは、電池パックが異常な状態で使用されて設定温度よりも高くなり、無通電タイプのブレーカがオフに切り換えられた後は、電池パックの電池からヒーター9に通電され続けてバイメタル8が加熱されるので、ブレーカがオン状態に復帰することなく、電池が放電されるまで電流を遮断する状態に保持できるからである。
ただ、ブレーカは、必ずしもヒーターを内蔵する構造には限定しない。ヒーターを内蔵しないブレーカは、バイメタルが設定温度よりも高くなって変形し、可動接点金属板を変形させて接点をオフ状態に切り換えると、バイメタルを加熱してブレーカをオフ状態に保持することなく、バイメタルが所定の温度まで低下すると、バイメタルと可動接点金属板とを復帰させてブレーカをオン状態に切り換える。
バイメタル8は、加熱して変形するように、熱膨張率が異なる金属を積層したものである。バイメタル8は、ヒーター9と可動接点金属板6との間に配設され、加熱されて反転するように変形して、可動接点7を固定接点5から離してブレーカをオフ状態に切り換える。バイメタル8は、中央凸に湾曲する形状であって、熱変形しない状態、すなわち、可動接点7を固定接点5に接触させる状態では、図5に示すように、中央突出部を可動接点金属板6側に突出させる姿勢とし、熱変形して反転するように変形する状態では、図6に示すように、中央突出部をヒーター9側に突出させる姿勢となる。バイメタル8は、図6に示すように、熱変形して反転する状態では、中央突出部をヒーター9に接触させると共に、両端部分を可動接点金属板6に接触させて押圧し、可動部6Aを押し上げて可動接点7を固定接点5から離してオフに切り換える。
可動接点金属板6は、図5と図6に示すように、中間部分である固定部6Bを第2の外壁11Bの上端面に固定して、先端側の可動部6Aを収納スペース20の内部に配設し、後端部を外装ケース1の外部に引き出して接続端子6Xとしている。可動接点金属板6は、固定部6Bを接着して第2の外壁11Bの上端面に固定している。さらに、可動接点金属板6は、図5、図6、及び図9に示すように、第2の外壁11Bと外装金属板3とで固定部6Bを挟着して第2の外壁11Bの上端面に固定している。図に示す無通電タイプのブレーカは、外装金属板3の一端部を、可動接点金属板6の固定部6Bに接触状態に積層している。したがって、外装金属板3を可動接点金属板6の接点として使用することもできる。ただ、可動接点金属板は、外装金属板との間を絶縁しながら積層することもできる。
可動接点金属板6は、収納スペース20に配置される可動部6Aを弾性変形できる弾性金属板としている。この可動接点金属板6は、熱伝導率を200W/m・K以上、好ましくは250W/m・K以上とする銅合金の弾性金属板を使用する。さらに、可動接点金属板6には、好ましくは導電率を50%IACS以上、さらに好ましくは60%IACSとする銅合金の弾性金属板を使用する。
以上の物性を満足する弾性金属板として、好ましくは弾性金属板にCuとCoとSiを含む銅合金、あるいはCuとCrとMgを含む銅合金を使用する。CuとCoとSiを含む銅合金の弾性金属板として、1.9重量%のCoと、0.44重量%のSiとを含む銅合金が使用できる。この弾性金属板は、熱伝導率を260W/m・Kとして、導電率を65%IACSとする優れた特性を示す。
また、CuとCrとMgを含む銅合金の弾性金属板は、0.1重量%以上であって0.7重量%のCrと、0.05重量%以上であって0.3重量%以下のMgを含む銅合金とする銅合金が使用でき、さらにこの弾性金属板は、0.25重量%のCrと、0.1重量%のMgを含む銅合金とすることができ、この銅合金の弾性金属板は、熱伝導率を330W/m・K〜350W/m・Kとし、導電率を80%IACS〜85%IACSとする優れた特性を示す。
さらに、可動接点金属板6は、この可動部6Aの先端部であって固定接点5と対向する面に可動接点7を設けている。この可動接点金属板6は、バイメタル8が熱変形しない状態では、可動接点7が固定接点5に接触してオン状態となり、バイメタル8が熱変形する状態では、バイメタル8に押される可動部6Aが弾性変形して、可動接点7が固定接点5から離れてオフ状態となる。図5と図6に示す無通電タイプのブレーカは、バイメタル8が熱変形しない状態で、可動接点7を確実に固定接点5に接触できるように、可動部6Aの後端部を下方に押圧する押圧凸部23を外装金属板3の内面から突出して設けている。この可動接点金属板6は、可動部6Aの後端部が押圧凸部23で下向きに押圧されることで、可動部6Aの先端部が下方に付勢されて、先端の可動接点7を確実に固定接点5に接触させる。
さらに、図5と図6のブレーカは、外装金属板3に変形制限凸部28を設けている。変形制限凸部28は、バイメタル8が熱変形して可動接点7が固定接点5から離れるオフ状態において、可動接点金属板6の可動部6Aがバイメタル8に押されて変形する変形量を制限するために、可動部6Aの先端部、すなわち可動接点7側を下方に押圧する位置にあって、可動部6A側に突出している。このブレーカは、可動部6Aの先端部を変形制限凸部28で下向きに、すなわち固定接点5側に押圧して、可動部6Aが反転したバイメタル8に押し上げられて変形する量を制限できる。このため、この構造のブレーカは、反転したバイメタル8が可動接点金属板6の可動部6Aを弾性限界を超えるように押し上げてバネ性を低下されるのを防止して、復帰後において可動接点7を固定接点5に所定の接触圧で押圧して接触抵抗を小さく保持できる特長がある。
さらに、図5ないし図7の可動接点金属板6は、下面に突出部6Cを設けており、この突出部6Cにバイメタル8の両端部を接触させて互いに押圧するようにしている。図に示す突出部6Cは、外形を円弧状としており、バイメタル8の両端部を横方向に摺動させることなく確実に接触させて互いに押圧できるようにしている。図に示す可動接点金属板6は、バイメタル8の両端部と対向する下面に複数の突出部6Cを設けている。この構造は、幅のあるバイメタル8であっても確実に接触させて互いに押圧できる。
図12に示すブレーカは、可動接点金属板6を、外装ケース2に固定している固定部6Bから可動接点7までの間に折曲部を設けることなく直線状としている。この可動接点金属板6は、固定部6B側と可動接点7側とに突出部6Cを設けて、オン状態で中央凸となるバイメタル8に接触しない構造としている。オン状態で可動接点金属板6がバイメタル8に押し上げられるとオフ状態に切り換えられるからである。したがって、突出部6Cはバイメタル8の中央部の両側にあって、オン状態でバイメタル8に接触しない位置に配置している。この可動接点金属板6は、バイメタル8が反転する状態で、バイメタル8が突出部6Cを押し上げて可動接点7を固定接点5から離してオフ状態に切り換える。このブレーカは、固定部6Bから可動接点7までの間に折曲部を設けることなく直線状として、弾性金属板を平面状とするので、アニール工程における折曲部の熱による変形を防止できる。このため、アニール工程後において、可動接点金属板6の可動接点7が固定接点5を押圧する圧力変化が少なく、リフローハンダなどの加熱後にける可動接点7の復帰温度の変化をより少なくできる特徴がある。
可動接点金属板6の接続端子6Xは、回路基板にリフローハンダ等のハンダ付けによって固定できるように、外装ケース1から外部に引き出される先端部の接続面(図5及び図6においては底面)が、外装ケース1の底面、すなわち、絶縁ケース2の底面とほぼ同一平面に位置するように折曲している。このブレーカは、接続端子6Xを回路基板のハンダ面に配置する状態で加熱処理されてリフローハンダされる。ただ、ブレーカは、外装金属板3を可動接点金属板6に接触状態で積層して、可動接点金属板6に電気接続される外装金属板3の露出部を露出端子43として、この露出端子43を回路基板のハンダ面にリフローハンダすることもできる。このブレーカは、必ずしも可動接点金属板6の接続端子6Xを外装ケース1から外部に引き出すことなく、外装金属板3を介して可動接点金属板6を回路基板等の表面に接続して固定できる。
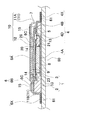
図4ないし図6に示すブレーカは、図13に示すように、外装ケース1の両端から外部に引き出された可動接点金属板6の接続端子6Xと固定接点金属板4の接続端子4Xとを回路基板60にハンダ付けして固定される。このブレーカは、外装ケース1の底面、すなわち、絶縁ケース2の底面を回路基板60の上面に対向する姿勢として回路基板60に配置されてハンダ付けされる。このブレーカは、外装ケース1の両端に設けられた接続端子6Xと接続端子4Xとを、回路基板60の表面に設けたハンダ面61に配置する状態で加熱処理されてリフローハンダされる。ブレーカは、接続端子6Xと接続端子4Xを介して回路基板60のハンダ面61に接続されると共に、回路基板60の定位置に固定される。
さらに、図14に示すブレーカは、外装ケース1の一端から外部に引き出された可動接点金属板6の接続端子6Xと、絶縁ケース2の底面側の表面から露出する固定接点金属板4の露出端子44とを回路基板60にハンダ付けして固定している。このブレーカは、固定接点金属板4の露出端子44を回路基板60に接続するので、図5と図6に示す接続端子4Xを図の鎖線部分で切除している。このブレーカも、外装ケース1の底面、すなわち、絶縁ケース2の底面を回路基板60の上面に対向する姿勢として回路基板60の上面に配置されてハンダ付けされる。このブレーカは、外装ケース1の一端に設けた接続端子6Xと、絶縁ケース2の底面側の表面から露出する露出端子44とを、回路基板60の表面に設けたハンダ面61に配置する状態で加熱処理されてリフローハンダされる。ブレーカは、接続端子6Xと露出端子44とを介して回路基板60のハンダ面61に接続されると共に、回路基板60の定位置に固定される。
さらに、図15に示すブレーカは、外装ケース1の一端から外部に引き出された固定接点金属板4の接続端子4Xと、可動接点金属板6に接触状態で積層されて電気接続された外装金属板3の露出端子43とを回路基板60にハンダ付けして固定している。このブレーカは、図4ないし図6に示す状態から上下を反転する姿勢で回路基板60の上面に配置されてハンダ付けされる。したがって、図15に示すブレーカは、絶縁ケース2から外部に引き出される固定接点金属板4の接続端子4Xの接続面(図15においては下面)を、外装金属板3の上面、すなわち外装金属板3の上面(図15においては下面)とほぼ同一平面に位置するように折曲している。さらに、このブレーカは、外装金属板3の露出端子43を回路基板60に接続するので、図5と図6に示す接続端子6Xを図の鎖線部分で切除している。このブレーカは、外装ケース1の一端に設けた接続端子4Xと、外装金属板3の露出端子43とを、回路基板60の表面に設けたハンダ面61に配置する状態で加熱処理されてリフローハンダされる。このブレーカは、接続端子4Xと露出端子43とを介して回路基板60のハンダ面61に接続されると共に、回路基板60の定位置に固定される。
さらに、図16ないし図19に示すブレーカは、外装金属板3を連結プラスチック52に固定し、連結プラスチック52を絶縁ケース2に固定して、外装金属板3を絶縁ケース2に固定している。外装金属板3は、連結プラスチック52にインサート成形して固定される。インサート成形される外装金属板3は、連結プラスチック52を成形する金型の成形室に仮止めされ、成形室に溶融状態のプラスチックを注入して連結プラスチック52に固定される。連結プラスチック52は、超音波溶着して絶縁ケース2に固定されて、絶縁ケース2と連結プラスチック52とで外装ケース1を構成している。ただ、連結プラスチックは、接着して、あるいは嵌合構造で絶縁ケースに固定することもできる。連結プラスチック52は、外装金属板3の周囲にあって、絶縁ケース2の両端部に設けている第1の外壁11Aと第2の外壁11Bとに固定され、さらに対向壁12に固定される。外装金属板3は、外周部を除く部分を露出させて露出端子43としている。図16ないし図18に示すように、外装金属板3と連結プラスチック52は、上面を同一平面としている。このブレーカは、露出端子43を回路基板のハンダ面に確実に接触させて接続できる。すなわち、連結プラスチック52が突出して、接続される露出端子43をハンダ面から離すことがなく、露出端子43を確実に安定してハンダ面に接続できる。外装金属板3は、連結プラスチック52と上面を同一平面とするために、上面の外周部に低くなる段差部3aを設けて、段差部3aに連結プラスチック52を成形している。
さらに、図16と図17に示すブレーカは、固定接点金属板4の一端を、絶縁ケース2の外部に引き出して接続端子4Xとしている。固定接点金属板4の接続端子4Xは、回路基板の表面にリフローハンダ等のハンダ付けによって固定できるように、外装ケース1から外部に引き出される先端部の接続面(図16においては上面)が外装ケース1の上面、すなわち、外装金属板3の上面とほぼ同一平面に位置するように折曲している。
このブレーカは、図20に示すように、図16ないし図18に示す状態から上下を反転する姿勢で回路基板60の上面に配置されてハンダ付けされる。このブレーカは、外装ケース1の一端から外部に引き出された固定接点金属板4の接続端子4Xと、可動接点金属板6に接触状態で積層されて電気接続された外装金属板3の露出端子43とを、回路基板60の表面に設けたハンダ面61に配置する状態で加熱処理されてリフローハンダされる。ブレーカは、接続端子4Xと露出端子43とを介して回路基板60のハンダ面61に接続されると共に、回路基板60の定位置に固定される。ただ、このブレーカも、図17の鎖線で示すように、可動接点金属板6の一端を外装ケース1の外部に引き出して接続端子6Xを設け、可動接点金属板6の接続端子6Xと固定接点金属板4の接続端子4Xとを介して回路基板60のハンダ面61にハンダ付けすることもできる。
以上の構造のブレーカは、可動接点金属板6と固定接点金属板4とバイメタル8とを外装ケース1の定位置に配置してブレーカ組立70とする組立工程と、組立工程で組み立てられたブレーカ組立70を、図21に示すように、熱処理炉80に入れて、熱処理炉80でもってブレーカ組立70を加熱した後、冷却してブレーカ組立70の可動接点金属板6とバイメタル8の両方をアニーリングして熱処理済みブレーカ71とするアニール工程とで製造される。
組立工程で組み立てられたブレーカ組立70は、アニール工程でアニーリングして熱処理済みブレーカ71として完成される。
アニール工程において、ブレーカ組立70をアニーリングする熱処理炉80内の雰囲気温度は、アニーリングされた熱処理済みブレーカ71を、180℃から270℃で5秒から60秒間加熱した後に、復帰温度の温度変化が好ましくは5℃以内、さらに好ましくは4℃以内とする温度とする。以上の加熱環境において、ブレーカを加熱する加熱器内の雰囲気温度が変化する特性を図26に示している。この加熱環境は、雰囲気温度を常温から30秒で150℃に加熱し、その後90秒で150℃から180℃に加熱し、その後15秒で180℃から260℃に加熱し、260℃で5秒保持した後、加熱器から取り出して常温に冷却する。
以上の加熱環境後において、ブレーカの復帰温度の温度変化を5℃以内、さらに好ましくは4℃以内とするために、ブレーカをアニーリングする熱処理炉80の雰囲気温度は、好ましくは180℃〜270℃、より好ましくは200℃〜250℃、最適には220℃〜240℃に設定される。熱処理炉80の雰囲気温度は、低すぎるとブレーカをリフローハンダして回路基板にハンダ付けした状態で、ブレーカの復帰温度がアンバランスに低下してアニーリングの効果が低下し、反対に高すぎると、アニール工程した後、リフローハンダする以前にすでに復帰温度の温度範囲が広くなり、復帰温度を設定範囲とするブレーカのみを選別すると不良率が高くなる欠点がある。したがって、アニール工程において、熱処理炉80でブレーカ組立70をアニーリングする雰囲気温度は、アニール工程後に復帰温度が設定範囲にあってこの工程で不良品となる確率が低く、かつ回路基板にリフローハンダしてハンダ付けした状態においてもブレーカの復帰温度が設定範囲に保持されるように、以上の温度範囲で最適値に設定される。
アニール工程は、図21に示すように、ブレーカ組立70をコンベアベルト82に載せて熱処理炉80の加熱トンネル81に搬入し、熱処理炉80の加熱トンネル81で加熱して外部に排出して冷却されてアニーリングされる。この方法は、コンベアベルト82の移送速度と熱処理炉80の加熱トンネル81の長さで、ブレーカ組立70の加熱時間をコントロールでき、コンベアベルト82の移送速度を遅く、加熱トンネル81を長くして加熱時間を長くできる。熱処理炉80は、加熱トンネル81の両端部を除く中間部に設けた加熱部内を180℃〜270℃の雰囲気温度としてブレーカ組立70を加熱する。ブレーカ組立70は、加熱部内を通過するときに加熱され、加熱トンネル81から排出して冷却されてアニーリングされる。ブレーカ組立70が加熱部を通過する時間、すなわちブレーカ組立70の加熱時間は、例えば5秒以上、好ましくは10秒以上、さらに好ましくは15秒以上とする。ブレーカ組立70は、加熱時間が長くなると、内部まで高温に加熱されて、可動接点金属板やバイメタルの実質的な加熱温度は高くなる。したがって、ブレーカ組立70の加熱時間は、熱処理炉80内の温度を高くして短くし、熱処理炉80の温度を低くして長くして可動接点金属板とバイメタルとをアニーリングする。また、アニール工程は、当該方法に限定されず、例えばバッチにて処理することも可能である。
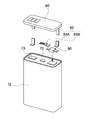
アニール工程でアニーリングされた熱処理済みブレーカ71は、図22に示す組立工程で電池パックとして組み立てられる。この図は、リフローハンダ工程において、回路基板60の定位置に熱処理済みブレーカ71を配置してリフロー炉85に搬入する。回路基板60はリフロー炉85で加熱されて回路基板60にハンダ付けして固定される。熱処理済みブレーカ71のハンダ付けされた回路基板60は、図23の分解斜視図に示すように、接続工程において、回路基板60に接続している一対のリード板63を、電池72の正負の電極端子73に同時にスポット溶接して電気接続されて、完成された電池パックとなる。
ブレーカをリフローハンダして回路基板に固定することなく、ブレーカ90を介して回路基板60を電池72に接続して組み立てられる電池パックを、図24の分解斜視図に参考例として示している。この電池パックは、図25の工程で組み立てられる。この組立工程は、ニッケル端子のリード板93を溶接してブレーカ90の両端に接続し、その後一方のリード板93Aをスポット溶接して電池72の電極端子73に接続し、他方のリード板93Bを回路基板60にスポット溶接やハンダ付けして接続して組み立てられる。
図23の電池パックは、図22に示すように、熱処理済みブレーカ71をリフローハンダ工程で回路基板60に接続して、この回路基板60に接続している一対のリード板63を同時に電池72の正負の電極端子73にスポット溶接して組み立てできるので、図24の電池パックに比較して、組み立てコストを低減して安価に多量生産でき、また使用するリード板の枚数を三枚から二枚と少なくして部品コストも低減できる。
[実施例1]
可動接点金属板6に、CoとSiを含有する銅合金からなる弾性金属板を使用して、図4ないし図9に示す構造のブレーカ組立70を製作し、このブレーカ組立70を、アニール工程において、図21に示す熱処理炉80の加熱トンネル81に通過させ、加熱トンネル81の加熱部温度を230℃、通過時間を30秒として加熱し、その後コンベアベルト82でもって加熱トンネル81から排出し、冷却してアニーリングして熱処理済みブレーカ71とした。
この実施例1で使用したCoとSiを含有する銅合金は、以下の組成とした。
Cu………97.66重量%
Co……………1.9重量%
Si…………0.44重量%
実施例1の方法で製作された10個のブレーカは、リフローハンダ工程の後における復帰温度の低下が少なく、またアンバランスも小さくなった。測定条件は、1℃/分の温度勾配で昇温し、接点がオフ状態になった温度をTaとし、ついで1℃/分の温度勾配で降温し、接点がオン状態になった温度をTbとする。その後、このブレーカを260℃に熱した加熱炉に5秒間投入する。加熱炉から取り出したブレーカを1℃/分の温度勾配で昇温し、接点がオフになった後、1℃/分の温度勾配で降温し、接点がオン状態になった温度をTb’とする。アニール工程でアニーリングしたブレーカは、復帰温度の平均値が45℃となって、全てのブレーカの復帰温度が43.5℃以上となるが、アニーリングしない従来のブレーカは、復帰温度の平均値が43℃となって復帰温度が43℃以下となるブレーカの個数が半分となった。以上の実施例において、10個のブレーカの復帰温度は全てが43.5℃以上となったが、さらに多数のブレーカを製造して、復帰温度を43.5℃以下とするブレーカを皆無にできない場合、アニール工程の後、たとえば、特定の温度である43.5℃以下のブレーカを選別して除去することで、熱処理済みブレーカ71の復帰温度はさらに保障できる。
[実施例2]
可動接点金属板6に、CrとMgを含有する銅合金からなる弾性金属板を使用する以外、実施例1と同様にして、熱処理済みブレーカとした。
この実施例2で使用したCrとMgを含有する銅合金は、以下の組成とした。
Cu…………99.65重量%
Cr……………0.25重量%
Mg……………0.1重量%
実施例2の方法で製作された10個のブレーカは、リフローハンダ工程の後における復帰温度の低下が少なく、またアンバランスも小さくなった。測定条件は、1℃/分の温度勾配で昇温し、接点がオフ状態になった温度をTaとし、ついで1℃/分の温度勾配で降温し、接点がオン状態になった温度をTbとする。その後、このブレーカを260℃に熱した加熱炉に5秒間投入する。加熱炉から取り出したブレーカを1℃/分の温度勾配で昇温し、接点がオフになった後、1℃/分の温度勾配で降温し、接点がオン状態になった温度をTb’とする。アニール工程でアニーリングしたブレーカは、復帰温度の平均値が45℃となって、全てのブレーカの復帰温度が43.5℃以上となるが、アニーリングしない従来のブレーカは、復帰温度の平均値が43℃となって復帰温度が43℃以下となるブレーカの個数が半分となった。以上の実施例において、10個のブレーカの復帰温度は全てが43.5℃以上となったが、さらに多数のブレーカを製造して、復帰温度を43.5℃以下とするブレーカを皆無にできない場合、アニール工程の後、たとえば、特定の温度である43.5℃以下のブレーカを選別して除去することで、熱処理済みブレーカ71の復帰温度はさらに保障できる。