JP2017148960A - 繊維強化樹脂プリプレグシート - Google Patents
繊維強化樹脂プリプレグシート Download PDFInfo
- Publication number
- JP2017148960A JP2017148960A JP2016030988A JP2016030988A JP2017148960A JP 2017148960 A JP2017148960 A JP 2017148960A JP 2016030988 A JP2016030988 A JP 2016030988A JP 2016030988 A JP2016030988 A JP 2016030988A JP 2017148960 A JP2017148960 A JP 2017148960A
- Authority
- JP
- Japan
- Prior art keywords
- fiber reinforced
- resin layer
- resin
- reinforced resin
- prepreg sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Working Measures On Existing Buildindgs (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
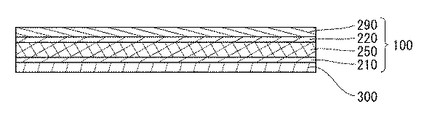
【解決手段】 本発明の繊維強化樹脂プリプレグシート100は、第1樹脂層210と、第1樹脂層210に積層された繊維強化樹脂層250と、繊維強化樹脂層250に積層された第2樹脂層220と、を含む。第1樹脂層210は50μm以上の厚みを有する。さらに、第1樹脂層210を構成する樹脂の30℃における粘度は、200Pa・s以上50,000Pa・s以下である。好ましくは、第1樹脂層210と繊維強化樹脂層250と第2樹脂層220との合計重量に対し、繊維強化樹脂層250に含まれる繊維の重量比率が20%以上60%以下である。
【選択図】図1
Description
(1)
本発明の繊維強化樹脂プリプレグシートは、第1樹脂層と、第1樹脂層に積層された 繊維強化樹脂層と、繊維強化樹脂層に積層された第2樹脂層と、を含む。第1樹脂層は50μm以上の厚みを有する。さらに、第1樹脂層を構成する樹脂の30℃における粘度は、200Pa・s以上50,000Pa・s以下である。
また、軽い負荷とは、たとえば50,000Pa未満、好ましくは10,000Pa未満の力であってよい。対象物に貼付することができるとは、貼付時(硬化前)において、仮に重力が加わっても(つまり、プリプレグシートに、それを剥離する方向に向かってプリプレグシートの自重が加わっても)貼り付け位置がずれたり対象物から剥がれたりせず安定的な貼付状態を保つことをいう。
上記(1)に記載の繊維強化樹脂プリプレグシートでは、第1樹脂層と繊維強化樹脂層と第2樹脂層との合計重量に対し、繊維強化樹脂層に含まれる繊維の重量比率が20%以上60%以下であってよい。
上記(1)または(2)に記載の繊維強化樹脂プリプレグシートでは、繊維強化樹脂層に含まれる繊維が、一方向繊維材料であってよい。
上記(1)から(3)のいずれかの繊維強化樹脂プリプレグシートでは、第1樹脂層が60μm以上の厚みを有してよい。
上記(1)から(4)のいずれかの繊維強化樹脂プリプレグシートでは、第1樹脂層を構成する樹脂の30℃における粘度が10,000Pa・s以上50,000Pa・s以下であってよい。
上記(1)から(5)のいずれかの繊維強化樹脂プリプレグシートでは、第2樹脂層の繊維強化樹脂層と反対側に設けられたバリア性層を含んでよい。
上記(1)から(6)のいずれかの繊維強化樹脂プリプレグシートでは、金属構造体の表面に貼付補強するために用いられてよい。
[1−1.基本構造]
図1に、本発明の繊維強化樹脂プリプレグシートの一例を示す模式的断面図である。図1に示される繊維強化樹脂プリプレグシート100は、第1樹脂層210と、繊維強化樹脂層250と、第2樹脂層220と、を含む。第1樹脂層210、繊維強化樹脂層250および第2樹脂層220はこの順に積層されている。第1樹脂層210、繊維強化樹脂層250および第2樹脂層220の総厚は、たとえば0.1mm以上3mm以下、好ましくは0.5mm以上1.5mm以下である。総厚が上記下限値以上であることは、第1樹脂総210を適切な厚さで確保しやすい点で好ましく、上記上限値以下であることは、特に表面が曲面である場合に、プリプレグシートの内外周差に起因する凹曲面側のヒダを生じさせず追従させやすい点、柱状構造物への多積層貼りの際に、外層へ貼り付けるシート面積の増分を抑えられるなどで好ましい。本実施形態の繊維強化樹脂プリプレグシート100は、さらに、バリア性層290を含む。バリア性層290は、第2樹脂層220に積層されている。繊維強化樹脂プリプレグシート100は、第1樹脂層210に剥離シート300が張り付けられている。
以下、繊維強化樹脂プリプレグシート100を挙げて説明する。
第1樹脂層210は、繊維強化樹脂層250の表面を均すだけでなく、所定の厚みおよび所定の粘度を有することによって、繊維強化樹脂プリプレグシート100を対象物に接着させるための接着層として機能する。
第1樹脂層210を構成する樹脂の30℃、周波数1Hzにおける貯蔵弾性率は、200,000Pa以下、好ましくは100,000Pa以下であってよい。これによって、対象物へ強固に接着することができる。
さらに、第1樹脂層210を構成する樹脂は、130℃以上165℃以下で1Pa・s以上、好ましくは50Pa・s以上、より好ましくは500Pa・s以上の最低粘度を示してもよい。これによって、第1樹脂層210が硬化時に加熱加圧条件に供されても厚みを適切に維持するため、硬化時に供される圧力を効果的に作用させることができる。このため、対象物への接着強度に優れる。また、貼り付け後のずれも防止することができる。
未硬化樹脂としては特に限定されないが、たとえば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂、ビスマレイミド樹脂、アセチレン末端を有するポリイミド樹脂及びポリイソイミド樹脂、ナジック酸末端を有するポリイミド樹脂などがあげられる。これらの樹脂は、単独または複数種が組み合わされて使用されてよい。
さらに、エポキシプレポリマー化合物は、グリシジルエーテル型、グリシジルアミン型、グリシジルエステル型、および脂環式のエポキシ化合物が挙げられる。
グリシジルエステル型エポキシ化合物としては、フタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、ダイマー酸ジグリシジルエステル、などが挙げられる。
(メタ)アクリル酸エステルとしては、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、n−デシルメタクリレート、イソブチル(メタ)アクリレート、n−アミル(メタ)アクリレート、イソアミル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、n−オクチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、などが挙げられる。
ジエンとしては、ブタジエン、イソプレン、1,3−ペンタジエン、シクロペンタジエン、ジシクロペンタジエンなどの共役ジエン系化合物、1,4−ヘキサジエン、エチリデンノルボルネンなどの非共役ジエン系化合物などが挙げられる。
これらと共重合可能な単量体としては、スチレン、α−メチルスチレン、ビニルトルエン、p−t−ブチルスチレン、クロロスチレンなどの芳香族ビニル化合物、アクリルアミド、N−メチロールアクリルアミド、N−ブトキシメチルアクリルアミドなどのアクリルアミド系化合物、メタアクリルアミド、N−メチロールメタクリルアミド、N−ブトキシメチルメタクリルアミド、などのメタクリルアミド系化合物およびグリシジルアクリレート、グリシジルメタクリレート、アリルグリシジルアクリレートなどが挙げられる。
N−置換アクリルアミドとしては、例えば、N−アクリロイルピロリジン、N,N−ジメチルアクリルアミド、N−イソプロピルアクリルアミド、N−ヘキシルアクリルアミド、N−オクチルアクリルアミド、N−ドデシルアクリルアミドなどが挙げられる。
(メタ)アクリル酸エステル系単量体とラジカル重合可能な二重結合を少なくとも2つ以上有する架橋性単量体としては、エチレングリコールジアクリレート、ブチレングリコールジアクリレート、トリメチロールプロパンジアクリレート、トリメチロールプロパントリアクリレートヘキサンジオールジアクリレート、オリゴエチレンジアクリレート、エチレングリコールジメタクリレート、ブチレングリコールジメタクリレート、トリメチロールプロパンジメタクリレート、トリメチロールプロパントリメタクリレート、ヘキサンジオールジメタクリレート、オリゴエチレンジメタクリレート、ジビニルベンゼンなどの芳香族ジビニル単量体、トリメリット酸トリアリル、トリアリルイソシアヌレートなどが挙げられる。
遊離カルボキシル基を有する単量体としては、(メタ)アクリル酸、クロトン酸、ケイヒ酸などの不飽和モノカルボン酸、マレイン酸、イタコン酸、フマル酸、シトラコン酸、クロロマレイン酸などのジカルボン酸、マレイン酸モノメチル、マレイン酸モノエチル、マレイン酸モノブチル、フマル酸モノメチル、イタコン酸モノメチル、イタコン酸モノエチル、イタコン酸モノブチルなどの不飽和ジカルボン酸のモノエステルなどが挙げられる。
繊維強化樹脂層250は、繊維と、繊維に含浸されたマトリックス樹脂とで構成される。本実施形態では、繊維強化樹脂プリプレグシート100の製造容易性、層間相溶性、および硬化後に一体的硬化態様が得られる点で、マトリックス樹脂は上述の第1樹脂層210を構成する樹脂組成物と同一である。しかしながら、マトリックス樹脂は、上述の第1樹脂層210を構成する樹脂組成物となりうるものから選択される限りにおいて、第1樹脂層210を構成している樹脂組成物と異なっていることも許容する。
本実施形態における第2樹脂層220は、繊維強化樹脂層250の表面を均すだけでなく、バリア性層290を接着する接着層として機能する。
本実施形態では、繊維強化樹脂プリプレグシート100の製造容易性、層間相溶性、および硬化後に一体的硬化態様が得られるなどの点で、第2樹脂層220を構成する樹脂は上述の第1樹脂層210および繊維強化樹脂層250のマトリックス樹脂を構成する樹脂組成物と同一である。しかしながら、第2樹脂層220を構成する樹脂は、上述の第1樹脂層210および/または繊維強化樹脂層250のマトリックス樹脂を構成する樹脂組成物となりうるものから選択される限りにおいて、上述の第1樹脂層210および/または繊維強化樹脂層250のマトリックス樹脂を構成している樹脂組成物と異なっていてもよい。あるいは、第2樹脂層220を構成する樹脂は、上述の第1樹脂層210および/または繊維強化樹脂層250のマトリックス樹脂を構成する樹脂組成物となりうるものとは異なっていてもよい。
バリア性層290を構成する物質は、層としてバリア機能を発揮するものであれば特に限定されるものではない。バリア性としては、紫外線バリア性;二酸化炭素バリア性、酸素バリア性、水蒸気バリア性などのガスバリア性が挙げられる。バリア性層290は、単層構造であってもよいし、異なるバリア性を有する複数の層の積層構造であってもよい。
剥離シートは樹脂フィルムであってよく、具体的には、ポリエチレンテレフタレートフィルムなどのポリエステルフィルム、ポリプロピレンフィルムなどのポリオレフィンフィルムなど樹脂フィルムがあげられる。樹脂フィルムの表面には、シリコーン樹脂などの剥離性コントロール剤層が設けられることで剥離処理がされていてよい。
繊維強化樹脂プリプレグシート100は、たとえば、樹脂混合工程、含浸工程および増粘工程によって製造することができる。
樹脂混合工程においては、未硬化樹脂と増粘剤とを混合し、混合樹脂液を得る。混合樹脂液は無溶媒であってよいが、混合樹脂液単独では粘度が高過ぎる場合は溶媒を添加して混合樹脂液を調製してもよい。これによって、含浸工程での繊維への含浸が容易になる。この場合、溶媒としては、低沸点溶媒であってよい。具体的には、低沸点溶媒として、エタノール、トルエン、アセトン、などの有機溶媒が挙げられるが、アクリル系増粘材を併用する際は、該増粘材と相溶しない溶媒が好ましい。溶媒量は強化繊維への含浸性を良好に得る目的で適宜調整されるが、多すぎると乾燥処理に多くの熱量および時間が必要となるため、繊維への含浸が可能となる最低限の量とすることが好ましい。
含浸工程では、混合樹脂液を繊維に含浸させる。担持工程で許容される温度条件は、樹脂混合工程における温度条件と同じであってよい。たとえば、樹脂混合工程と含浸工程とで同じ温度を維持してもよいし、樹脂への含浸性を向上させるために、上述の温度範囲内で混合樹脂液の温度を上昇させてもよいし、繊維へ良好に保持させるため、および第1樹脂層210の厚みを確保するために、上述の温度範囲内で混合樹脂液の温度を下げてもよい。
増粘工程では、繊維に含浸された混合樹脂液を増粘する。具体的には、加熱により、混合樹脂液中に含まれる増粘剤が好ましくは未硬化樹脂に膨潤された状態となる。あるいは、未硬化樹脂と相溶した状態となることも許容する。
繊維強化樹脂プリプレグシート100は、対象物の補強または補修に用いることができる。補強とは、対象物の劣化度合いに関わらず、当該対象物の健全状態(非劣化状態)よりも向上された機械的特性を付与するための処理をいい、補修とは、対象物の劣化による機械的特性の低下を健全状態(非劣化状態)同等に回復させるための処理をいう。対象物を補強または補修する方法は、貼付工程と硬化工程とを含む。
貼付工程では、補強または補修の対象物に、上述の繊維強化樹脂プリプレグシート100を貼付する。対象物は、建築構造物、建材、配管などの構造物であってよい。対象物の材質は、金属であってもよいし、セメント硬化体であってもよい。金属としては、炭素鋼および鋳鋼などが挙げられる。セメント硬化体としては、モルタルおよびコンクリートなどが挙げられる。
硬化工程では、貼付された状態の樹脂複合体を、硬化剤の活性条件下に供する。これによって、繊維強化樹脂プリプレグシート100に含まれる樹脂組成物を完全硬化させる。したがって、対象物は、表面に繊維強化樹脂の完全硬化体が強固に固着した状態で補強または補修される。
繊維強化樹脂プリプレグシート100は、未硬化時における第1樹脂層210の粘度が高いため、硬化前であれば貼り直しを行うことができる。たとえば、繊維強化樹脂プリプレグシート100の貼付位置および/または貼付方向を訂正したい場合などに有用である。このような貼り直しを行う場合、繊維強化樹脂プリプレグシートを用いて対象物を補強または補修する方法は、上述の貼付工程(本貼付工程)の前に、仮貼付工程およびリセット工程がさらに含まれる。
エポキシ樹脂jER828(三菱化学(株)製)100重量部と、ジシアンジアミドDICY−7(三菱化学(株)製)7重量部と、2−フェニル−4,5−ジヒドロキシメチルイミダゾール2PHZ−PW(四国化成(株)製)3重量部と、ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)15重量部を、遊星式ミキサー中で20℃、2000rpmで10分間撹拌および脱泡させ、混合樹脂液を調製した。
ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)を20重量部用い、第1樹脂層の厚みを100μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は900μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は30%であった。
ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)を25重量部用い、第1樹脂層の厚みを100μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は900μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は30%であった。
ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)を35重量部用い、第1樹脂層の厚みを100μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は900μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は30%であった。
第1樹脂層の厚みを20μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は820μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は26%であった。
ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)を25重量部用い、第1樹脂層の厚みを20μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は820μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は26%であった。
エポキシ樹脂CES(ショーボンド化学株式会社製)主剤と硬化剤とを重量比で2対1の割合で配合し、攪拌機300rpmで約3分攪拌した。この樹脂をブリストルブラスターでケレンした対象に接着させ、その上に炭素繊維を乗せ、さらに樹脂を塗布し、上から脱泡ローラーで含浸処理を行い、5,700Paの圧をかけながら一週間養生した。このとき鋼板との接着面の樹脂厚みは約20μmであった。
従って、得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は820μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は26%であった。
ポリメタクリル酸エステル系有機微粒子Zefiac F301(アイカ工業(株)製)を50重量部用い、第1樹脂層の厚みを100μmとしたことを除いて、実施例1と同様にして繊維強化樹脂プリプレグシートを作成した。
得られた繊維強化樹脂プリプレグシートにおいて、繊維強化樹脂層の厚みは700μm、総厚は900μmであった。第1樹脂層、繊維強化樹脂層および第2樹脂層の合計重量に対し、炭素繊維シートの重量率は30%であった。
実施例1から実施例4および比較例1から比較例4で用いた混合樹脂液を、別途、測定用試料として用意し、5℃/分で110℃まで昇温し、1時間維持して増粘させた後に、30℃まで降温させ、増粘された樹脂組成物を調製した。
粘弾性測定装置(MCR102 Anton Paar社製)を使用し、平行平板の半径を25mm、平行間距離1mm、周波数1Hzの条件にて、増粘された樹脂組成物の粘度測定を行った。
実施例1から実施例4および比較例1から比較例4で作成された繊維強化樹脂プリプレグを、ブリストルブラスターによってケレンした鋼板表面に貼り付けた。貼り付け時にはローラーを用いた(ローラーによる貼り付け圧は100,000Pa未満とした)。
貼り付け圧10,000Pa未満で貼り付けられたものに関しては「◎」、10,000Pa以上50,000Pa未満で貼り付けられたものに関しては「○」、貼り付け圧50,000Pa以上を必要としたものに関しては「×」の評価を付した。
なお、貼りつけられたとは、貼付時(硬化前)において鋼板をプリプレグを貼り付けた側を垂直向きあるいは下向きにした際に、自重に耐え、貼付位置からずれることなく貼付時の状態を維持する状態とした。
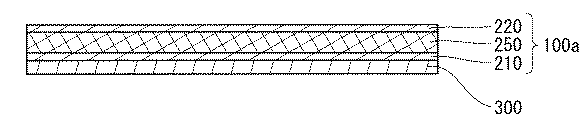
210…第1樹脂層
220…第2樹脂層
250…繊維強化樹脂層
Claims (7)
- 第1樹脂層と、
前記第1樹脂層に積層された 繊維強化樹脂層と、
前記繊維強化樹脂層に積層された第2樹脂層と、を含み、
前記第1樹脂層が50μm以上の厚みを有し、かつ、前記第1樹脂層を構成する樹脂の30℃における粘度が200Pa・s以上50,000Pa・s以下である、繊維強化樹脂プリプレグシート。 - 前記第1樹脂層と前記繊維強化樹脂層と前記第2樹脂層との合計重量に対し、前記繊維強化樹脂層に含まれる繊維の重量比率が20%以上60%以下である、請求項1に記載の繊維強化樹脂プリプレグシート。
- 前記繊維強化樹脂層に含まれる繊維が、一方向繊維材料である、請求項1または2に記載の繊維強化樹脂プリプレグシート。
- 前記第1樹脂層が60μm以上の厚みを有する、請求項1から3のいずれか1項に記載の繊維強化樹脂プリプレグシート。
- 前記第1樹脂層を構成する樹脂の30℃における粘度が10,000Pa・s以上50,000Pa・s以下である、請求項1から4のいずれか1項に記載の繊維強化樹脂プリプレグシート。
- 前記第2樹脂層の前記繊維強化樹脂層と反対側に設けられたバリア性層を含む、請求項
1から5のいずれか1項に記載の繊維強化樹脂プリプレグシート。 - 金属構造物の表面に貼付補強するために用いられる、請求項1から6のいずれか1項に記載の繊維強化樹脂プリプレグシート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016030988A JP6730043B2 (ja) | 2016-02-22 | 2016-02-22 | 繊維強化樹脂プリプレグシート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016030988A JP6730043B2 (ja) | 2016-02-22 | 2016-02-22 | 繊維強化樹脂プリプレグシート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017148960A true JP2017148960A (ja) | 2017-08-31 |
| JP6730043B2 JP6730043B2 (ja) | 2020-07-29 |
Family
ID=59741267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016030988A Active JP6730043B2 (ja) | 2016-02-22 | 2016-02-22 | 繊維強化樹脂プリプレグシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6730043B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019193940A1 (ja) * | 2018-04-02 | 2019-10-10 | 東レ株式会社 | プリプレグおよびその製造方法 |
| WO2019190434A3 (en) * | 2017-12-28 | 2020-05-07 | Kordsa Teknik Tekstil A.S. | Surface veil and surface film integrated prepreg layer and processes for making the same |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50154391A (ja) * | 1974-06-03 | 1975-12-12 | ||
| JPS50158690A (ja) * | 1974-06-13 | 1975-12-22 | ||
| US4250064A (en) * | 1978-06-05 | 1981-02-10 | Gaf Corporation | Plastic formulation reinforced with organic fibers |
| JPH02242828A (ja) * | 1989-03-16 | 1990-09-27 | Tonen Corp | 構築物補修用現場硬化軟質繊維強化プリプレグ補修材 |
| JPH06143440A (ja) * | 1992-11-02 | 1994-05-24 | Asahi Chem Ind Co Ltd | 繊維強化熱可塑性樹脂構造体の製造方法 |
| JPH07166665A (ja) * | 1993-12-14 | 1995-06-27 | Sekisui Chem Co Ltd | 繊維複合樹脂製雨樋及びその製造方法 |
| JPH1053956A (ja) * | 1996-08-05 | 1998-02-24 | Toray Ind Inc | プリプレグ、繊維強化複合材料およびコンクリート構造物の補修・補強方法 |
| JPH1071661A (ja) * | 1996-04-24 | 1998-03-17 | Mitsui Petrochem Ind Ltd | 防水材および防水層の施工方法 |
| JPH11199849A (ja) * | 1998-01-16 | 1999-07-27 | Dainippon Ink & Chem Inc | 接着剤組成物、その製造方法および接着方法 |
| JP2001040164A (ja) * | 1999-08-02 | 2001-02-13 | Mitsubishi Rayon Co Ltd | シート・モールディング・コンパウンド用アクリル系樹脂組成物 |
| JP2002079577A (ja) * | 2000-09-07 | 2002-03-19 | Nippon Shokubai Co Ltd | シート状補強材の施工方法 |
| JP2004027718A (ja) * | 2002-06-27 | 2004-01-29 | Sho Bond Constr Co Ltd | コンクリート構造物の補修・補強・劣化防止用シート及びコンクリート構造物の補修・補強・劣化防止方法 |
| US20080124576A1 (en) * | 2006-11-23 | 2008-05-29 | Curon Limited | Polymer composites |
| JP2011219723A (ja) * | 2010-02-10 | 2011-11-04 | Hitachi Chem Co Ltd | プリプレグおよび成形体の製造方法 |
| JP2014065889A (ja) * | 2012-07-04 | 2014-04-17 | Dainippon Printing Co Ltd | 粘接着層及び粘接着シート |
| KR101404487B1 (ko) * | 2013-08-22 | 2014-06-10 | 주식회사 로하스기술 | 섬유강화플라스틱(frp) 보강재를 이용한 콘크리트 구조물 단면의 보수 보강 공법 |
| KR101546733B1 (ko) * | 2014-12-11 | 2015-08-24 | 현흥창 | 유리섬유강화플라스틱 방수방근공법 |
-
2016
- 2016-02-22 JP JP2016030988A patent/JP6730043B2/ja active Active
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50154391A (ja) * | 1974-06-03 | 1975-12-12 | ||
| JPS50158690A (ja) * | 1974-06-13 | 1975-12-22 | ||
| US4250064A (en) * | 1978-06-05 | 1981-02-10 | Gaf Corporation | Plastic formulation reinforced with organic fibers |
| JPH02242828A (ja) * | 1989-03-16 | 1990-09-27 | Tonen Corp | 構築物補修用現場硬化軟質繊維強化プリプレグ補修材 |
| JPH06143440A (ja) * | 1992-11-02 | 1994-05-24 | Asahi Chem Ind Co Ltd | 繊維強化熱可塑性樹脂構造体の製造方法 |
| JPH07166665A (ja) * | 1993-12-14 | 1995-06-27 | Sekisui Chem Co Ltd | 繊維複合樹脂製雨樋及びその製造方法 |
| JPH1071661A (ja) * | 1996-04-24 | 1998-03-17 | Mitsui Petrochem Ind Ltd | 防水材および防水層の施工方法 |
| JPH1053956A (ja) * | 1996-08-05 | 1998-02-24 | Toray Ind Inc | プリプレグ、繊維強化複合材料およびコンクリート構造物の補修・補強方法 |
| JPH11199849A (ja) * | 1998-01-16 | 1999-07-27 | Dainippon Ink & Chem Inc | 接着剤組成物、その製造方法および接着方法 |
| JP2001040164A (ja) * | 1999-08-02 | 2001-02-13 | Mitsubishi Rayon Co Ltd | シート・モールディング・コンパウンド用アクリル系樹脂組成物 |
| JP2002079577A (ja) * | 2000-09-07 | 2002-03-19 | Nippon Shokubai Co Ltd | シート状補強材の施工方法 |
| JP2004027718A (ja) * | 2002-06-27 | 2004-01-29 | Sho Bond Constr Co Ltd | コンクリート構造物の補修・補強・劣化防止用シート及びコンクリート構造物の補修・補強・劣化防止方法 |
| US20080124576A1 (en) * | 2006-11-23 | 2008-05-29 | Curon Limited | Polymer composites |
| JP2011219723A (ja) * | 2010-02-10 | 2011-11-04 | Hitachi Chem Co Ltd | プリプレグおよび成形体の製造方法 |
| JP2014065889A (ja) * | 2012-07-04 | 2014-04-17 | Dainippon Printing Co Ltd | 粘接着層及び粘接着シート |
| KR101404487B1 (ko) * | 2013-08-22 | 2014-06-10 | 주식회사 로하스기술 | 섬유강화플라스틱(frp) 보강재를 이용한 콘크리트 구조물 단면의 보수 보강 공법 |
| KR101546733B1 (ko) * | 2014-12-11 | 2015-08-24 | 현흥창 | 유리섬유강화플라스틱 방수방근공법 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019190434A3 (en) * | 2017-12-28 | 2020-05-07 | Kordsa Teknik Tekstil A.S. | Surface veil and surface film integrated prepreg layer and processes for making the same |
| US11772357B2 (en) | 2017-12-28 | 2023-10-03 | Kordsa Teknik Tekstil A.S. | Surface veil and surface film integrated prepreg layer and processes for making the same |
| WO2019193940A1 (ja) * | 2018-04-02 | 2019-10-10 | 東レ株式会社 | プリプレグおよびその製造方法 |
| JPWO2019193940A1 (ja) * | 2018-04-02 | 2021-02-25 | 東レ株式会社 | プリプレグおよびその製造方法 |
| US11505666B2 (en) | 2018-04-02 | 2022-11-22 | Toray Industries, Inc. | Prepreg and manufacturing method for same |
| JP7234919B2 (ja) | 2018-04-02 | 2023-03-08 | 東レ株式会社 | プリプレグおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6730043B2 (ja) | 2020-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3648743B2 (ja) | 「繊維強化複合材料用樹脂組成物とその製造方法、プリプレグ、繊維強化複合材料、ハニカム構造体」 | |
| JP6212129B2 (ja) | 複合材料の結合 | |
| JP5644896B2 (ja) | 粘接着層及び粘接着シート | |
| JP5716339B2 (ja) | 粘接着シートおよびそれを用いた接着方法 | |
| JPWO1997028210A1 (ja) | 繊維強化複合材料用樹脂組成物とその製造方法、プリプレグ、繊維強化複合材料、ハニカム構造体 | |
| Sordo et al. | Processing and damage recovery of intrinsic self-healing glass fiber reinforced composites | |
| CN102227308B (zh) | 复合结构的表面膜 | |
| JP2010270198A (ja) | エポキシ樹脂組成物 | |
| JP2017148960A (ja) | 繊維強化樹脂プリプレグシート | |
| JP6797591B2 (ja) | 構造物を補強または補修する方法 | |
| JP2018048231A (ja) | 繊維強化樹脂プリプレグおよび対象物を補強または補修する方法 | |
| JP2017528576A (ja) | 速硬化性組成物 | |
| CN107848215A (zh) | 树脂组合物、其固化物及摩擦搅拌接合方法 | |
| JP7050536B2 (ja) | 構造物を補強または補修する方法 | |
| JP7148687B2 (ja) | 金属構造物を補強または補修する方法 | |
| JP6464683B2 (ja) | コンクリートの補修又は補強方法 | |
| JP2017150145A (ja) | 対象物を補強または補修する方法および繊維強化樹脂プリプレグシート | |
| CN101080473A (zh) | 包括纤维网的粘合制品 | |
| JP2015017153A (ja) | 後硬化テープ及び接合部材の接合方法 | |
| JP7060663B2 (ja) | 構造物を補強または補修する方法 | |
| JP5965824B2 (ja) | 後硬化テープ及び接合部材の接合方法 | |
| JPH09177333A (ja) | 強化繊維シートおよびこれを用いた構造物の補修補強方法 | |
| JP4639575B2 (ja) | 繊維強化接着シート、その製造方法及び被着体の仮固定方法 | |
| JP5618122B2 (ja) | プリプレグおよびその製造方法 | |
| JP6052457B1 (ja) | 炭素繊維接合部材、その製造方法、炭素繊維部材同士の接合方法、炭素繊維強化部材の製造方法、圧力容器の製造方法、および圧力容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200702 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6730043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |