JP2017149861A - 支持体付き樹脂シート - Google Patents
支持体付き樹脂シート Download PDFInfo
- Publication number
- JP2017149861A JP2017149861A JP2016034435A JP2016034435A JP2017149861A JP 2017149861 A JP2017149861 A JP 2017149861A JP 2016034435 A JP2016034435 A JP 2016034435A JP 2016034435 A JP2016034435 A JP 2016034435A JP 2017149861 A JP2017149861 A JP 2017149861A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- resin composition
- layer
- manufactured
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/092—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/036—Multilayers with layers of different types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/20—Applications use in electrical or conductive gadgets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Epoxy Resins (AREA)
Abstract
【解決手段】支持体と、支持体上に設けられた樹脂シートと、を備え、樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、第1の樹脂組成物の熱硬化物、及び第2の樹脂組成物の熱硬化物の誘電率が共に3.6以下であり、第1及び第2の樹脂組成物の熱硬化物の誘電正接が共に0.01以下であり、誘電正接の差が0.005以下である支持体付き樹脂シート。
【選択図】図1
Description
[1] 支持体と、支持体上に設けられた樹脂シートと、を備える支持体付き樹脂シートであって、
樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、
支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、
第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、
第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、
第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、
第1及び第2の熱硬化物の誘電正接の差が0.005以下であることを特徴とする、支持体付き樹脂シート。
[2] 第1の樹脂組成物及び第2の樹脂組成物は、(a)エポキシ樹脂を含み、(a)成分は、芳香族構造を有するエポキシ樹脂である、[1]に記載の支持体付き樹脂シート。
[3] 第1の樹脂組成物及び第2の樹脂組成物は、(b)硬化剤を含み、(b)成分の少なくとも1種は、活性エステル硬化剤である、[1]又は[2]に記載の支持体付き樹脂シート。
[4] 第1の樹脂組成物及び第2の樹脂組成物は、(c)無機充填材を含み、第1の樹脂組成物中の(c)成分の含有量をA1、第2の樹脂組成物中の(c)成分の含有量をA2としたとき、A1<A2の関係を満たす、[1]〜[3]のいずれかに記載の支持体付き樹脂シート。
[5] 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電率が共に3.5以下である、[1]〜[4]のいずれかに記載の支持体付き樹脂シート。
[6] 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.0095以下である、[1]〜[5]のいずれかに記載の支持体付き樹脂シート。
[7] 1GHz以上の高周波帯域で使用される、[1]〜[6]のいずれかに記載の支持体付き樹脂シート。
[8] [1]〜[7]のいずれかに記載の支持体付き樹脂シートにおける樹脂シートの硬化物により形成された絶縁層を含む、プリント配線板。
[9] ストリップライン構造を備える、[8]に記載のプリント配線板。
[10] [8]又は[9]に記載のプリント配線板を含む、半導体装置。
第1の樹脂組成物層を形成する第1の樹脂組成物は、特に限定されず、その硬化物が十分な絶縁性を有するものであればよい。第1の樹脂組成物としては、例えば、硬化性樹脂とその硬化剤を含む組成物が挙げられる。硬化性樹脂としては、プリント配線板の絶縁層を形成する際に使用される従来公知の硬化性樹脂を用いることができ、中でもエポキシ樹脂が好ましい。したがって一実施形態において、第1の樹脂組成物は、(a)エポキシ樹脂、(b)硬化剤及び(c)無機充填材を含む。第1の樹脂組成物は、必要に応じて、さらに、熱可塑性樹脂、硬化促進剤、難燃剤及び有機充填剤を含んでいてもよい。
エポキシ樹脂としては、例えば、ビキシレノール型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールAF型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリスフェノール型エポキシ樹脂、ナフトールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、tert−ブチル−カテコール型エポキシ樹脂、ナフタレン型エポキシ樹脂、ナフトール型エポキシ樹脂、アントラセン型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、線状脂肪族エポキシ樹脂、ブタジエン構造を有するエポキシ樹脂、脂環式エポキシ樹脂、複素環式エポキシ樹脂、スピロ環含有エポキシ樹脂、シクロヘキサンジメタノール型エポキシ樹脂、ナフチレンエーテル型エポキシ樹脂、トリメチロール型エポキシ樹脂、テトラフェニルエタン型エポキシ樹脂等が挙げられる。エポキシ樹脂は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。(a)成分は、芳香族構造を有するエポキシ樹脂であることが好ましく、ビキシレノール型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビフェニル型エポキシ樹脂、及びナフタレン型エポキシ樹脂から選択される1種以上であることがより好ましい。芳香族構造とは、一般に芳香族と定義される化学構造であり、多環芳香族及び芳香族複素環をも含む。
硬化剤としては、エポキシ樹脂を硬化する機能を有する限り特に限定されず、例えば、フェノール系硬化剤、ナフトール系硬化剤、活性エステル系硬化剤、ベンゾオキサジン系硬化剤、シアネートエステル系硬化剤、及びカルボジイミド系硬化剤などが挙げられる。硬化剤は1種単独で用いてもよく、又は2種以上を併用してもよい。(b)成分は、フェノール系硬化剤、ナフトール系硬化剤、活性エステル系硬化剤、カルボジイミド系硬化剤及びシアネートエステル系硬化剤から選択される1種以上であることが好ましく、フェノール系硬化剤、活性エステル系硬化剤及びカルボジイミド系硬化剤から選択される1種以上であることがより好ましく、誘電率及び誘電正接を低くする観点から活性エステル系硬化剤であることがさらに好ましい。
無機充填材の材料は特に限定されないが、例えば、シリカ、アルミナ、ガラス、コーディエライト、シリコン酸化物、硫酸バリウム、炭酸バリウム、タルク、クレー、雲母粉、酸化亜鉛、ハイドロタルサイト、ベーマイト、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化マンガン、ホウ酸アルミニウム、炭酸ストロンチウム、チタン酸ストロンチウム、チタン酸カルシウム、チタン酸マグネシウム、チタン酸ビスマス、酸化チタン、酸化ジルコニウム、チタン酸バリウム、チタン酸ジルコン酸バリウム、ジルコン酸バリウム、ジルコン酸カルシウム、リン酸ジルコニウム、及びリン酸タングステン酸ジルコニウム等が挙げられる。これらの中でもシリカが特に好適である。またシリカとしては球形シリカが好ましい。無機充填材は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
第1の樹脂組成物は、(a)〜(c)成分の他に(d)熱可塑性樹脂を含有していてもよい。
第1の樹脂組成物は、(a)〜(c)成分の他に(e)硬化促進剤を含有していてもよい。
第1の樹脂組成物は、(f)難燃剤を含んでもよい。難燃剤としては、例えば、有機リン系難燃剤、有機系窒素含有リン化合物、窒素化合物、シリコーン系難燃剤、金属水酸化物等が挙げられる。難燃剤は1種単独で用いてもよく、又は2種以上を併用してもよい。
樹脂組成物は、伸びを向上させる観点から、(g)有機充填材を含んでもよい。有機充填材としては、プリント配線板の絶縁層を形成するに際し使用し得る任意の有機充填材を使用してよく、例えば、ゴム粒子、ポリアミド微粒子、シリコーン粒子等が挙げられる。
第1の樹脂組成物は、さらに必要に応じて、他の添加剤を含んでいてもよく、斯かる他の添加剤としては、例えば、有機銅化合物、有機亜鉛化合物及び有機コバルト化合物等の有機金属化合物、並びに増粘剤、消泡剤、レベリング剤、密着性付与剤、及び着色剤等の樹脂添加剤等が挙げられる。
第2の樹脂組成物層を形成する第2の樹脂組成物は、第1の樹脂組成物と組成が相違すればよく、特に限定されないが、第2の樹脂組成物としては無機充填材を含むものが好ましく、無機充填材とエポキシ樹脂を含むものがより好ましい。
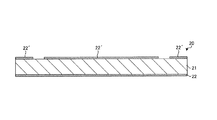
本発明の支持体付き樹脂シートは、支持体と、支持体上に設けられた樹脂シートと、を備える支持体付き樹脂シートであって、樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、第1及び第2の熱硬化物の誘電正接の差が0.005以下である。
支持体としては、例えば、プラスチック材料からなるフィルム、金属箔、離型紙が挙げられ、プラスチック材料からなるフィルム、金属箔が好ましい。
樹脂シートは、支持体側に設けられた第1の樹脂組成物層と、支持体とは反対側に設けられ、第1の樹脂組成物層を形成する第1の樹脂組成物とは相違する組成の第2の樹脂組成物により形成される第2の樹脂組成物層と、を有する。
以下、本発明の支持体付き樹脂シートの製造方法の一例を説明する。
本発明のプリント配線板は、本発明の支持体付き樹脂シートにおける樹脂シートの硬化物により形成された絶縁層を含む。また、本発明のプリント配線板で使用する支持体付き樹脂シートは、インサーションロスを低減し、且つインサーションロスのばらつきを抑えることができるので、高周波帯域で動作するストリップライン構造の導体層を備えることが好ましい。
(1)基材と、該基材の少なくとも一方の面に設けられた配線層とを有する配線層付き基材(内層回路基板)を準備する工程、
(2)本発明の支持体付き樹脂シートを、配線層が第2の樹脂組成物層が配線層付き基材と接合するように配線層付き基材上に積層させ、熱硬化させて絶縁層を形成する工程、
(3)絶縁層を粗化処理する工程、及び
(4)導体層を形成する工程、を含む。
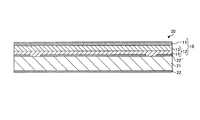
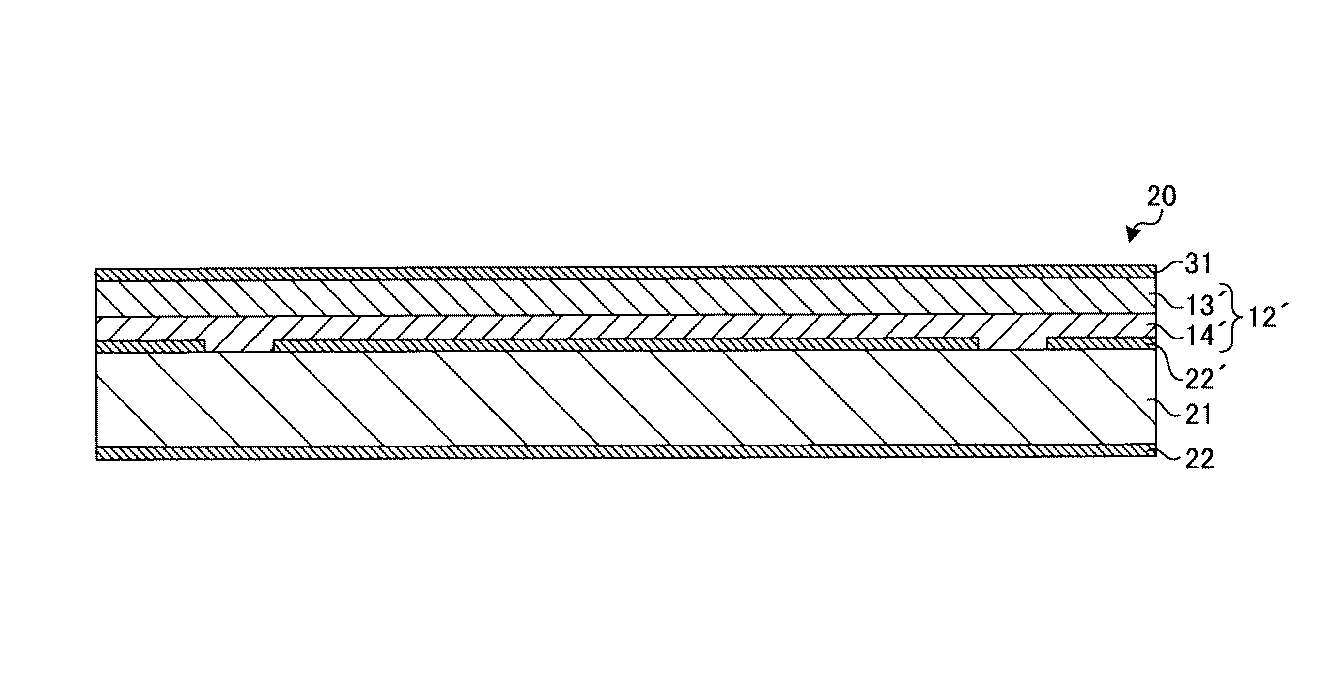
工程(1)は、基材と、該基材の少なくとも一方の面に設けられた配線層とを有する配線層付き基材を準備する工程である。図2に一例を示すように、配線層付き基材20は、基材21の少なくとも一方の面に基材21の一部である配線層22を有する。
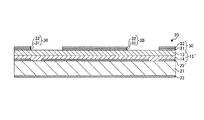
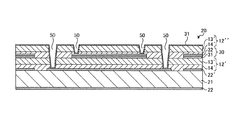
工程(2)は、本発明の支持体付き樹脂シートを、配線層が第2の樹脂組成物層が配線層付き基材と接合するように配線層付き基材上に積層させ、熱硬化させて絶縁層を形成する工程である。詳細は、図4に一例を示すように、前述の工程(1)で得られた配線層付き基材の配線層22’を埋め込むように、支持体付き樹脂シート10の第2の樹脂組成物層14を積層させ、支持体付き樹脂シート10の樹脂シート12を熱硬化させる。
工程(3)は、絶縁層を粗化処理する工程である。粗化処理の手順、条件は特に限定されず、プリント配線板の絶縁層を形成するに際して通常使用される公知の手順、条件を採用することができる。例えば、膨潤液による膨潤処理、酸化剤による粗化処理、中和液による中和処理をこの順に実施して絶縁層を粗化処理することができる。膨潤液としては特に限定されないが、アルカリ溶液、界面活性剤溶液等が挙げられ、好ましくはアルカリ溶液であり、該アルカリ溶液としては、水酸化ナトリウム溶液、水酸化カリウム溶液がより好ましい。市販されている膨潤液としては、例えば、アトテックジャパン(株)製の「スウェリング・ディップ・セキュリガンスP」、「スウェリング・ディップ・セキュリガンスSBU」等が挙げられる。膨潤液による膨潤処理は、特に限定されないが、例えば、30℃〜90℃の膨潤液に絶縁層を1分間〜20分間浸漬することにより行うことができる。絶縁層の樹脂の膨潤を適度なレベルに抑える観点から、40℃〜80℃の膨潤液に硬化体を5分間〜15分間浸漬させることが好ましい。酸化剤としては、特に限定されないが、例えば、水酸化ナトリウムの水溶液に過マンガン酸カリウムや過マンガン酸ナトリウムを溶解したアルカリ性過マンガン酸溶液が挙げられる。アルカリ性過マンガン酸溶液等の酸化剤による粗化処理は、60℃〜80℃に加熱した酸化剤溶液に絶縁層を10分間〜30分間浸漬させて行うことが好ましい。また、アルカリ性過マンガン酸溶液における過マンガン酸塩の濃度は5質量%〜10質量%が好ましい。市販されている酸化剤としては、例えば、アトテックジャパン(株)製の「コンセントレート・コンパクトCP」、「ドージングソリューション・セキュリガンスP」等のアルカリ性過マンガン酸溶液が挙げられる。また、中和液としては、酸性の水溶液が好ましく、市販品としては、例えば、アトテックジャパン(株)製の「リダクションソリューション・セキュリガントP」が挙げられる。中和液による処理は、酸化剤による粗化処理がなされた処理面を30℃〜80℃の中和液に5分間〜30分間浸漬させることにより行うことができる。作業性等の点から、酸化剤による粗化処理がなされた対象物を、40℃〜70℃の中和液に5分間〜20分間浸漬する方法が好ましい。
工程(4)は、導体層を形成する工程である。導体層に使用する導体材料は特に限定されない。好適な実施形態では、導体層は、金、白金、パラジウム、銀、銅、アルミニウム、コバルト、クロム、亜鉛、ニッケル、チタン、タングステン、鉄、スズ及びインジウムからなる群から選択される1種以上の金属を含む。導体層は、単金属層であっても合金層であってもよく、合金層としては、例えば、上記の群から選択される2種以上の金属の合金(例えば、ニッケル・クロム合金、銅・ニッケル合金及び銅・チタン合金)から形成された層が挙げられる。中でも、導体層形成の汎用性、コスト、パターニングの容易性等の観点から、クロム、ニッケル、チタン、アルミニウム、亜鉛、金、パラジウム、銀若しくは銅の単金属層、又はニッケル・クロム合金、銅・ニッケル合金、銅・チタン合金の合金層が好ましく、クロム、ニッケル、チタン、アルミニウム、亜鉛、金、パラジウム、銀若しくは銅の単金属層、又はニッケル・クロム合金の合金層がより好ましく、銅の単金属層が更に好ましい。
本発明の半導体装置は、本発明のプリント配線板を含む。本発明の半導体装置は、本発明のプリント配線板を用いて製造することができる。
以下の手順により調製した樹脂ワニス(樹脂組成物)を用いて、実施例及び比較例の支持体付き樹脂シートを作製した。
ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)10部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)25部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)15部を、ソルベントナフサ12部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)6部、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)20部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、イミダゾール系硬化促進剤(三菱化学(株)製「P200−H50」、固形分50質量%のプロピレングリコールモノメチルエーテル溶液)1部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)60部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス1を調製した。
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)20部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)5部を、ソルベントナフサ25部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有クレゾールノボラック系硬化剤(水酸基当量151、DIC(株)製「LA−3018−50P」、固形分50%の2−メトキシプロパノール溶液)5部、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)20部、カルボジイミド樹脂(日清紡ケミカル(株)製「V−03」、不揮発成分50質量%のトルエン溶液)10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)170部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス2を調製した。
液状ナフタレン型エポキシ樹脂(エポキシ当量144、DIC(株)製「HP4032SS」)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)15部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)7部を、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)10部、カルボジイミド樹脂(日清紡ケミカル(株)製「V−03」、不揮発成分50質量%のトルエン溶液)5部、ビスフェノールAジシアネートのプレポリマー(ロンザジャパン(株)製「BA230S75」、シアネート当量約232、不揮発分75質量%のMEK溶液)20部、硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1.2部、硬化促進剤(東京化成(株)製、コバルト(III)アセチルアセトナート[Co(III)Ac、固形分1質量%のMEK溶液]3.5部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)3部、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球形シリカ(平均粒径0.24μm、(株)アドマテックス製「SO−C1」、単位面積当たりのカーボン量0.36mg/m2)80部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP030」)で濾過して、樹脂ワニス3を調製した。
ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)15部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)5部を、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)10部、ビスフェノールAジシアネートのプレポリマー(ロンザジャパン(株)製「BA230S75」、シアネート当量約232、不揮発分75質量%のMEK溶液)20部、硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)0.5部、硬化促進剤(東京化成(株)製、コバルト(III)アセチルアセトナート[Co(III)Ac、固形分1質量%のMEK溶液])3部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)120部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス4を調製した。
ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)12部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)8部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)6部、ソルベントナフサ25部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、活性エステル系硬化剤(DIC(株)製「HPC−8000−65T」、活性基当量約223、不揮発成分65質量%のトルエン溶液)22部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1部、リン系硬化促進剤(北興化学工業(株)製「TBP−DA」テトラブチルホスホニウムデカン酸塩)0.3部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)2部、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球形シリカ(平均粒径0.24μm、(株)アドマテックス製「SO−C1」、単位面積当たりのカーボン量0.36mg/m2)30部、及び、フェニルトリメトキシシラン(信越化学工業(株)製「KBM103」)で表面処理された球状シリカ(平均粒径0.1μm、電気化学工業(株)製「UFP−30」、単位表面積当たりのカーボン量0.19mg/m2)40部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP020」)で濾過して、樹脂ワニス5を調製した。
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)4部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)12部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)4部、及びフェノキシ樹脂(三菱化学(株)製「YL7891BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)6部、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、活性エステル系硬化剤(DIC(株)製「HPC−8000−65T」、活性基当量約223、不揮発成分65質量%のトルエン溶液)24部、オリゴフェニレンエーテル・スチレン樹脂(三菱ガス化学(株)製「OPE−2St 1200」、固形分72質量%のトルエン溶液)10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、イミダゾール系硬化促進剤(四国化成工業(株)製「1B2PZ」1−ベンジル−2−フェニルイミダゾール、固形分5%のMEK溶液)0.5部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C4」、平均粒径1μm、単位表面積当たりのカーボン量0.31mg/m2)150部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス6を調製した。
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)10部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)25部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)20部を、ソルベントナフサ15部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)12部、ナフトール系硬化剤(新日鉄住金化学(株)製「SN−485」、水酸基当量215、固形分60%のMEK溶液)15部、ポリビニルブチラール樹脂(ガラス転移温度105℃、積水化学工業(株)製「KS−1」)の固形分15%のエタノールとトルエンの1:1の混合溶液10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1部、イミダゾール系硬化促進剤(三菱化学(株)製「P200−H50」、固形分50質量%のプロピレングリコールモノメチルエーテル溶液)2部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)90部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス7を調製した。
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)12部、ナフタレン型エポキシ樹脂(DIC(株)製「HP−4710」、エポキシ当量約170)5部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)10部を、ソルベントナフサ20部及びシクロヘキサノン10部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)10部、ナフトール系硬化剤(新日鉄住金化学(株)製「SN−485」、水酸基当量215、固形分60%のMEK溶液)10部、イミダゾール系硬化促進剤(四国化成工業(株)製「1B2PZ」1−ベンジル−2−フェニルイミダゾール、固形分5%のMEK溶液)0.5部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)3部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C4」、平均粒径1μm、単位表面積当たりのカーボン量0.31mg/m2)120部、及び、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球状アルミナ(電気化学工業(株)製「DAW−01」、平均粒径1.5μm、単位表面積当たりのカーボン量0.1mg/m2)60部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス8を調製した。
支持体として、アルキド樹脂系離型剤(リンテック(株)製「AL−5」)で離型処理したPETフィルム(東レ(株)製「ルミラーR80」、厚み38μm、軟化点130℃、「離型PET」)を用意した。
実施例1において、樹脂ワニス1に代えて樹脂ワニス3を、樹脂ワニス2に代えて樹脂ワニス4を使用した以外は、実施例1と同様にして支持体付き樹脂シート2を得た。
実施例1において、樹脂ワニス1に代えて樹脂ワニス5を、樹脂ワニス2に代えて樹脂ワニス6を使用した以外は、実施例1と同様にして支持体付き樹脂シート3を得た。
実施例1において、樹脂ワニス1に代えて樹脂ワニス7を使用した以外は、実施例1と同様にして支持体付き樹脂シート4を得た。
実施例1において、樹脂ワニス2に代えて樹脂ワニス6を使用した以外は、実施例1と同様にして支持体付き樹脂シート5を得た。
実施例1において、樹脂ワニス1に代えて樹脂ワニス7を、樹脂ワニス2に代えて樹脂ワニス8を使用した以外は、実施例1と同様にして支持体付き樹脂シート6を得た。
実施例1において、樹脂ワニス2に代えて樹脂ワニス8を使用した以外は、実施例1と同様にして支持体付き樹脂シート7を得た。
支持体として、硬化物作製用の離型PETフィルム(リンテック(株)製「501010」、厚み38μm、240mm角)を用意した。
各硬化物を、幅2mm、長さ80mmの試験片に切断し、該試験片について、アジレントテクノロジーズ社製「HP8362B」を用いて、空洞共振摂動法により測定周波数5.8GHz、測定温度23℃にて誘電率(Dk)及び誘電正接(Df)を測定した。3本の試験片について測定を行い、平均値を算出し、結果を下記表に示した。また、このように算出した誘電正接をもとに、実施例及び比較例の支持体付き樹脂シートにおける第1及び第2の熱硬化物の誘電正接の差を算出し、結果を下記表に示した。
1.高周波伝送損失測定の評価
図15は、ストリップライン伝送線路評価基板の模式的な断面図である。実施例及び比較例で作製した支持体付き樹脂シートを用いて、以下の手順に沿って、図15の構成のストリップライン伝送線路評価基板を作製し、高周波伝送損失測定を評価した。
内層回路基板として、スルーホールが形成された回路導体(銅)を両面に有するガラス布基材エポキシ樹脂両面銅張積層板(銅箔の厚さ18μm、基板の厚さ0.6mm、日立化成(株)製「MCL−M−679FGS」)を用意した。
実施例及び比較例で作製した各支持体付き樹脂シートを、バッチ式真空加圧ラミネーター(ニッコー・マテリアルズ(株)製、2ステージビルドアップラミネーター、CVP700)を用いて、第2の樹脂組成物層が内層回路基板と接合するように、内層回路基板の両面にラミネートした。ラミネートは、30秒間減圧して気圧を13hPa以下とし、100℃、圧力0.74MPaにて30秒間圧着させることにより実施した。次いで、100℃、圧力0.5MPaにて60秒間熱プレスを行った。
支持体付き樹脂シートがラミネートされた内層回路基板を、100℃の温度条件で、100℃のオーブンに投入後30分間、次いで175℃の温度条件で、175℃のオーブンに移し替えた後30分間、熱硬化して絶縁層を形成した。
絶縁層が形成された回路基板から支持体を剥離し、デスミア処理を行った。なお、デスミア処理としては、下記の湿式デスミア処理を実施した。
膨潤液(アトテックジャパン(株)製「スウェリングディップ・セキュリガントP」、ジエチレングリコールモノブチルエーテル及び水酸化ナトリウムの水溶液)に60℃で5分間、次いで酸化剤溶液(アトテックジャパン(株)製「コンセントレート・コンパクトCP」、過マンガン酸カリウム濃度約6%、水酸化ナトリウム濃度約4%の水溶液)に80℃で20分間、最後に中和液(アトテックジャパン(株)製「リダクションソリューション・セキュリガントP」、硫酸水溶液)に40℃で5分間、浸漬した後、80℃で15分間乾燥した。
(5−1)無電解めっき工程
上記回路基板の表面に導体層を形成するため、下記1〜6の工程を含むめっき工程(アトテックジャパン(株)製の薬液を使用した銅めっき工程)を行って、狙い厚みが18μmである導体層を形成した。
Cleaning Cleaner Securiganth 902(商品名)を用いて60℃で5分間洗浄した。
2.ソフトエッチング
硫酸酸性ペルオキソ二硫酸ナトリウム水溶液を用いて、30℃で1分間処理した。
3.プレディップ(Pd付与のための絶縁層の表面の電荷の調整)
Pre. Dip Neoganth B(商品名)を用い、室温で1分間処理した。
4.アクティヴェーター付与(絶縁層の表面へのPdの付与)
Activator Neoganth 834(商品名)を用い、35℃で5分間処理した。
5.還元(絶縁層に付与されたPdを還元)
Reducer Neoganth WA(商品名)とReducer Acceralator 810 mod.(商品名)との混合液を用い、30℃で5分間処理した。
6.無電解銅めっき工程(Cuを絶縁層の表面(Pd表面)に析出)
Basic Solution Printganth MSK−DK(商品名)と、Copper solution Printganth MSK(商品名)と、Stabilizer Printganth MSK−DK(商品名)と、Reducer Cu(商品名)との混合液を用いて、35℃で20分間処理した。形成された無電解銅めっき層の厚さは0.8μmであった。
次いで、形成された無電解銅めっき層に、ドライフィルム(日立化成(株)製、「RD1225」を積層し、大日本スクリーン製造製の露光機「LI9500」による露光(露光量15mJ/cm2)、現像(1%Na2CO3水溶液、30℃、40s、スプレー圧0.15MPa)により、ドライフィルムパターンを形成した。
次いで、奥野製薬工業(株)製の薬液「トップルチナα」を使用して、電解銅めっき工程を行った。その後、ドライフィルムパターンを1%NaOH水溶液で剥離し、奥野製薬工業(株)製のエッチング液「OPC−HR ソフトエッチP」による不要な無電解銅めっき層を除去した。次に、アニール処理を190℃にて90分間行い、導体層を絶縁層上に形成した。
上記基板を10%硫酸水溶液で30秒浸漬させ、130℃で15分乾燥させたのちに、実施例及び比較例で作製した各支持体付き樹脂シートを、(2)の支持体付き樹脂シートのラミネートと同様の方法で積層した。
支持体付き樹脂シートがラミネートされた内層回路基板を、100℃の温度条件で、100℃のオーブンに投入後30分間、次いで175℃の温度条件で、175℃のオーブンに移し替えた後30分間、熱硬化して絶縁層を形成した。
絶縁層及び支持体の上方から、三菱電機(株)製CO2レーザー加工機「605GTWIII(−P)」を使用して、支持体の上方からレーザーを照射して、格子パターンの導体上の絶縁層にトップ径(70μm)のビアホールを形成した。レーザーの照射条件は、マスク径が2.5mmであり、パルス幅が16μsであり、エネルギーが0.39mJ/ショットであり、ショット数が2であり、バーストモード(10kHz)で行った。
ビアホールが設けられた回路基板から支持体を剥離し、(4)と同様な方法でデスミア処理を行った。
(5)導体層を形成する工程と同様の方法にて、狙い厚みが18μmである導体層を形成した。なお、ソフトエッチングはビアホール内の洗浄ために行った。
太陽インキ製造(株)製のソルダーレジスト「PFR−800 AUS410」を積層し、大日本スクリーン製造(株)製の露光機「LI9500」による露光(露光量150mJ/cm2)、現像(1%Na2CO3水溶液、30℃、80s、スプレー圧0.15MPa)により、ソルダーレジストを形成した。
ストリップライン伝送線路評価基板(以下、評価用基板ともいう)をFIB−SEM複合装置(SIIナノテクノロジー(株)製「SMI3050SE」)を用いて、断面観察を行った。詳細には、導体層の表面に垂直な方向における断面をFIB(集束イオンビーム)により削り出し、断面SEM画像から、導体層間の絶縁層の厚みを測定した。各サンプルにつき、無作為に選んだ5箇所の断面SEM画像を観察し、その平均値を導体層間の絶縁層の厚みとした。
作製された3つの評価用基板を使用し、インピーダンス50Ω設定、34mmの配線長に対して、
VNA(Agilent technology PNA−X):10MHz〜50GHz、
TDR/TDT system(Tektronix DSA8200):Characteristic impedance/eye−pattern
を使用して、高周波伝送損失測定を行った。
11 支持体
12 樹脂シート
12’ 絶縁層
12’’ 第2の絶縁層
13 第1の樹脂組成物層
13’ 熱硬化した第1の樹脂組成物層
14 第2の樹脂組成物層
14’ 熱硬化した第2の樹脂組成物層
20 配線層付き基材
21 基材
22 配線層
22’ パターニングされた配線層
30 導体層
30’ 導体層
31 めっきシード層
32 電界めっき層
40 マスクパターン
50 ビアホール
51 フィルドビア
60 ソルダーレジスト膜
Claims (10)
- 支持体と、支持体上に設けられた樹脂シートと、を備える支持体付き樹脂シートであって、
樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、
支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、
第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、
第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、
第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、
第1及び第2の熱硬化物の誘電正接の差が0.005以下であることを特徴とする、支持体付き樹脂シート。 - 第1の樹脂組成物及び第2の樹脂組成物は、(a)エポキシ樹脂を含み、(a)成分は、芳香族構造を有するエポキシ樹脂である、請求項1に記載の支持体付き樹脂シート。
- 第1の樹脂組成物及び第2の樹脂組成物は、(b)硬化剤を含み、(b)成分の少なくとも1種は、活性エステル硬化剤である、請求項1又は2に記載の支持体付き樹脂シート。
- 第1の樹脂組成物及び第2の樹脂組成物は、(c)無機充填材を含み、第1の樹脂組成物中の(c)成分の含有量をA1、第2の樹脂組成物中の(c)成分の含有量をA2としたとき、A1<A2の関係を満たす、請求項1〜3のいずれか1項に記載の支持体付き樹脂シート。
- 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電率が共に3.5以下である、請求項1〜4のいずれか1項に記載の支持体付き樹脂シート。
- 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.0095以下である、請求項1〜5のいずれか1項に記載の支持体付き樹脂シート。
- 1GHz以上の高周波帯域で使用される、請求項1〜6のいずれか1項に記載の支持体付き樹脂シート。
- 請求項1〜7のいずれか1項に記載の支持体付き樹脂シートにおける樹脂シートの硬化物により形成された絶縁層を含む、プリント配線板。
- ストリップライン構造を備える、請求項8に記載のプリント配線板。
- 請求項8又は9に記載のプリント配線板を含む、半導体装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034435A JP6728760B2 (ja) | 2016-02-25 | 2016-02-25 | 支持体付き樹脂シート |
| TW106103497A TWI726988B (zh) | 2016-02-25 | 2017-02-02 | 附支撐體之樹脂薄片 |
| CN201710092385.2A CN107118515B (zh) | 2016-02-25 | 2017-02-21 | 带支撑体的树脂片 |
| KR1020170023675A KR102656740B1 (ko) | 2016-02-25 | 2017-02-22 | 지지체 부착 수지 시트 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034435A JP6728760B2 (ja) | 2016-02-25 | 2016-02-25 | 支持体付き樹脂シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017149861A true JP2017149861A (ja) | 2017-08-31 |
| JP6728760B2 JP6728760B2 (ja) | 2020-07-22 |
Family
ID=59717178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016034435A Active JP6728760B2 (ja) | 2016-02-25 | 2016-02-25 | 支持体付き樹脂シート |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6728760B2 (ja) |
| KR (1) | KR102656740B1 (ja) |
| CN (1) | CN107118515B (ja) |
| TW (1) | TWI726988B (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018164259A1 (ja) * | 2017-03-10 | 2018-09-13 | 積水化学工業株式会社 | 樹脂材料、積層フィルム及び多層プリント配線板 |
| JP2019157027A (ja) * | 2018-03-15 | 2019-09-19 | 日立化成株式会社 | 熱硬化性樹脂組成物、層間絶縁用樹脂フィルム、複合フィルム、プリント配線板及びその製造方法 |
| JP2019167428A (ja) * | 2018-03-22 | 2019-10-03 | 味の素株式会社 | 樹脂組成物 |
| JP2020082351A (ja) * | 2018-11-14 | 2020-06-04 | 味の素株式会社 | 支持体付き樹脂シート及び樹脂組成物層 |
| JP2020094089A (ja) * | 2018-12-10 | 2020-06-18 | 積水化学工業株式会社 | 樹脂材料及び多層プリント配線板 |
| JP2021028699A (ja) * | 2019-08-09 | 2021-02-25 | 味の素株式会社 | 感光性樹脂組成物、感光性樹脂組成物の硬化物、樹脂シート、プリント配線板及び半導体装置 |
| JP2021163767A (ja) * | 2020-03-30 | 2021-10-11 | 味の素株式会社 | プリント配線板の製造方法 |
| JP2022090371A (ja) * | 2020-12-07 | 2022-06-17 | 味の素株式会社 | プリント配線板の製造方法 |
| JP2022109004A (ja) * | 2021-01-14 | 2022-07-27 | 味の素株式会社 | 樹脂組成物 |
| WO2022196617A1 (ja) * | 2021-03-17 | 2022-09-22 | Agc株式会社 | 金属張積層板および配線基板 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6870544B2 (ja) * | 2017-09-04 | 2021-05-12 | 味の素株式会社 | 樹脂組成物 |
| WO2021108955A1 (zh) * | 2019-12-02 | 2021-06-10 | 中国科学院深圳先进技术研究院 | 一种高频低损耗绝缘胶膜材料及其制备方法 |
| JP2024010578A (ja) * | 2022-07-12 | 2024-01-24 | 富士フイルムビジネスイノベーション株式会社 | 画像形成装置用樹脂ベルト、定着ベルト、定着装置及び画像形成装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004200668A (ja) * | 2002-12-03 | 2004-07-15 | Sanyo Electric Co Ltd | 半導体装置およびその製造方法ならびに薄板状配線部材 |
| US20040140551A1 (en) * | 2002-12-03 | 2004-07-22 | Ryosuke Usui | Semiconductor device, method for manufacturing same and thin plate interconnect line member |
| JP2013077590A (ja) * | 2011-09-29 | 2013-04-25 | Tamura Seisakusho Co Ltd | 層間絶縁用の樹脂フィルムおよびビルドアップ配線基板 |
| JP2014013854A (ja) * | 2012-07-05 | 2014-01-23 | Ajinomoto Co Inc | 支持体付き樹脂シート |
| JP2014069405A (ja) * | 2012-09-28 | 2014-04-21 | Ajinomoto Co Inc | 支持体含有プレポリマーシート |
| JP2015150885A (ja) * | 2014-02-19 | 2015-08-24 | 味の素株式会社 | 支持体付き樹脂シート |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4825286B2 (ja) * | 2009-08-07 | 2011-11-30 | ナミックス株式会社 | 多層配線板の製造方法 |
| JP6044139B2 (ja) | 2012-07-06 | 2016-12-14 | 味の素株式会社 | 絶縁樹脂シート |
| CN105637019B (zh) * | 2013-10-03 | 2019-09-10 | 株式会社可乐丽 | 热塑性液晶聚合物膜、电路基板、及它们的制造方法 |
| JP5828881B2 (ja) * | 2013-12-24 | 2015-12-09 | 日東電工株式会社 | 接着フィルム、ダイシング・ダイボンドフィルム、半導体装置の製造方法及び半導体装置 |
| JP6761224B2 (ja) * | 2014-02-19 | 2020-09-23 | 味の素株式会社 | プリント配線板、半導体装置及び樹脂シートセット |
| JP2016035969A (ja) * | 2014-08-01 | 2016-03-17 | 味の素株式会社 | 回路基板及びその製造方法 |
-
2016
- 2016-02-25 JP JP2016034435A patent/JP6728760B2/ja active Active
-
2017
- 2017-02-02 TW TW106103497A patent/TWI726988B/zh active
- 2017-02-21 CN CN201710092385.2A patent/CN107118515B/zh active Active
- 2017-02-22 KR KR1020170023675A patent/KR102656740B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004200668A (ja) * | 2002-12-03 | 2004-07-15 | Sanyo Electric Co Ltd | 半導体装置およびその製造方法ならびに薄板状配線部材 |
| US20040140551A1 (en) * | 2002-12-03 | 2004-07-22 | Ryosuke Usui | Semiconductor device, method for manufacturing same and thin plate interconnect line member |
| JP2013077590A (ja) * | 2011-09-29 | 2013-04-25 | Tamura Seisakusho Co Ltd | 層間絶縁用の樹脂フィルムおよびビルドアップ配線基板 |
| JP2014013854A (ja) * | 2012-07-05 | 2014-01-23 | Ajinomoto Co Inc | 支持体付き樹脂シート |
| JP2014069405A (ja) * | 2012-09-28 | 2014-04-21 | Ajinomoto Co Inc | 支持体含有プレポリマーシート |
| JP2015150885A (ja) * | 2014-02-19 | 2015-08-24 | 味の素株式会社 | 支持体付き樹脂シート |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2018164259A1 (ja) * | 2017-03-10 | 2020-01-09 | 積水化学工業株式会社 | 樹脂材料、積層フィルム及び多層プリント配線板 |
| WO2018164259A1 (ja) * | 2017-03-10 | 2018-09-13 | 積水化学工業株式会社 | 樹脂材料、積層フィルム及び多層プリント配線板 |
| JP6993324B2 (ja) | 2017-03-10 | 2022-01-13 | 積水化学工業株式会社 | 樹脂材料、積層フィルム及び多層プリント配線板 |
| JP2019157027A (ja) * | 2018-03-15 | 2019-09-19 | 日立化成株式会社 | 熱硬化性樹脂組成物、層間絶縁用樹脂フィルム、複合フィルム、プリント配線板及びその製造方法 |
| JP6992635B2 (ja) | 2018-03-22 | 2022-01-13 | 味の素株式会社 | 樹脂組成物 |
| JP2019167428A (ja) * | 2018-03-22 | 2019-10-03 | 味の素株式会社 | 樹脂組成物 |
| JP2020082351A (ja) * | 2018-11-14 | 2020-06-04 | 味の素株式会社 | 支持体付き樹脂シート及び樹脂組成物層 |
| JP7196551B2 (ja) | 2018-11-14 | 2022-12-27 | 味の素株式会社 | 支持体付き樹脂シート及び樹脂組成物層 |
| JP2020094089A (ja) * | 2018-12-10 | 2020-06-18 | 積水化学工業株式会社 | 樹脂材料及び多層プリント配線板 |
| JP2021028699A (ja) * | 2019-08-09 | 2021-02-25 | 味の素株式会社 | 感光性樹脂組成物、感光性樹脂組成物の硬化物、樹脂シート、プリント配線板及び半導体装置 |
| JP7363182B2 (ja) | 2019-08-09 | 2023-10-18 | 味の素株式会社 | 感光性樹脂組成物、感光性樹脂組成物の硬化物、樹脂シート、プリント配線板及び半導体装置 |
| JP2021163767A (ja) * | 2020-03-30 | 2021-10-11 | 味の素株式会社 | プリント配線板の製造方法 |
| JP7435165B2 (ja) | 2020-03-30 | 2024-02-21 | 味の素株式会社 | プリント配線板の製造方法 |
| JP2022090371A (ja) * | 2020-12-07 | 2022-06-17 | 味の素株式会社 | プリント配線板の製造方法 |
| JP7552315B2 (ja) | 2020-12-07 | 2024-09-18 | 味の素株式会社 | プリント配線板の製造方法 |
| JP2022109004A (ja) * | 2021-01-14 | 2022-07-27 | 味の素株式会社 | 樹脂組成物 |
| JP7700457B2 (ja) | 2021-01-14 | 2025-07-01 | 味の素株式会社 | 樹脂組成物 |
| WO2022196617A1 (ja) * | 2021-03-17 | 2022-09-22 | Agc株式会社 | 金属張積層板および配線基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107118515A (zh) | 2017-09-01 |
| KR20170100434A (ko) | 2017-09-04 |
| JP6728760B2 (ja) | 2020-07-22 |
| TW201801589A (zh) | 2018-01-01 |
| KR102656740B1 (ko) | 2024-04-15 |
| TWI726988B (zh) | 2021-05-11 |
| CN107118515B (zh) | 2021-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6582366B2 (ja) | 樹脂組成物、接着フィルム、硬化物、多層プリント配線板、半導体装置及び絶縁層用樹脂組成物 | |
| JP6728760B2 (ja) | 支持体付き樹脂シート | |
| TWI724026B (zh) | 配線板的製造方法、配線板、及半導體裝置 | |
| JP6164113B2 (ja) | 支持体付き樹脂シート | |
| TWI717464B (zh) | 附支撐體之樹脂薄片 | |
| JP6672953B2 (ja) | 樹脂シート | |
| CN109749362B (zh) | 树脂组合物 | |
| JP2017008204A (ja) | 樹脂組成物 | |
| JP2017179058A (ja) | 樹脂シート | |
| JP6156020B2 (ja) | 樹脂組成物 | |
| JP6672954B2 (ja) | 樹脂シート | |
| JP2017059779A (ja) | プリント配線板の製造方法 | |
| JP2017110104A (ja) | プリプレグ | |
| JPWO2016117243A1 (ja) | 樹脂シートの製造方法 | |
| CN110016203A (zh) | 树脂组合物 | |
| JP2018021106A (ja) | 樹脂組成物 | |
| JP7283498B2 (ja) | 樹脂シート、プリント配線板及び半導体装置 | |
| JP2023033289A (ja) | 樹脂組成物層 | |
| JP7176556B2 (ja) | 支持体付き樹脂シート | |
| JP2016179564A (ja) | 樹脂シート | |
| JP6686394B2 (ja) | 半導体チップパッケージの製造方法 | |
| JP6582807B2 (ja) | 樹脂シートの製造方法 | |
| TW202015920A (zh) | 硬化體層、印刷配線板、半導體裝置、樹脂薄片、印刷配線板之製造方法及樹脂薄片之製造方法 | |
| JP7196551B2 (ja) | 支持体付き樹脂シート及び樹脂組成物層 | |
| JP7452560B2 (ja) | プリント配線板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180919 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191008 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6728760 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |