JP2017154152A - ホイールリムおよびその製造方法 - Google Patents
ホイールリムおよびその製造方法 Download PDFInfo
- Publication number
- JP2017154152A JP2017154152A JP2016038716A JP2016038716A JP2017154152A JP 2017154152 A JP2017154152 A JP 2017154152A JP 2016038716 A JP2016038716 A JP 2016038716A JP 2016038716 A JP2016038716 A JP 2016038716A JP 2017154152 A JP2017154152 A JP 2017154152A
- Authority
- JP
- Japan
- Prior art keywords
- wheel rim
- flange
- punching
- manufacturing
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 81
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 230000008569 process Effects 0.000 claims abstract description 71
- 238000004080 punching Methods 0.000 claims abstract description 40
- 229910052751 metal Inorganic materials 0.000 claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 16
- 238000000465 moulding Methods 0.000 claims abstract description 16
- 230000000630 rising effect Effects 0.000 claims abstract description 3
- 239000000463 material Substances 0.000 claims description 36
- 239000011324 bead Substances 0.000 claims description 7
- 229910000640 Fe alloy Inorganic materials 0.000 claims description 5
- 238000004513 sizing Methods 0.000 claims description 3
- 238000003892 spreading Methods 0.000 claims description 3
- 230000007480 spreading Effects 0.000 claims description 3
- 230000008859 change Effects 0.000 claims description 2
- 239000012467 final product Substances 0.000 description 6
- 238000003466 welding Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images




Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【課題】金属板(板状素材)から溶接を用いることなく、ホイールリムを製造する。
【解決手段】本発明のホイールリムの製造方法は、外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程10と、前記ブランクから、一端にフランジ、他端に底部を備える碗状素材を得る、絞り工程20と、穴抜き加工により、前記底部を中空底部とする、第二打抜き工程30と、前記フランジを成形して中空碗状素材を得る、フランジ成形工程40と、前記中空底部を軸方向に立ち上げて中間成形体を得る立ち上げ工程50と、前記中間成形体の少なくとも一端を押し広げる、フレアリング工程60と、両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程70とを備える。
【選択図】 図1
【解決手段】本発明のホイールリムの製造方法は、外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程10と、前記ブランクから、一端にフランジ、他端に底部を備える碗状素材を得る、絞り工程20と、穴抜き加工により、前記底部を中空底部とする、第二打抜き工程30と、前記フランジを成形して中空碗状素材を得る、フランジ成形工程40と、前記中空底部を軸方向に立ち上げて中間成形体を得る立ち上げ工程50と、前記中間成形体の少なくとも一端を押し広げる、フレアリング工程60と、両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程70とを備える。
【選択図】 図1
Description
本発明は、ホイールリムおよびその製造方法に関する。
従来、ホイールリムを製造する方法としては、アプセット溶接にて製造した円筒状素材を用いて、ロール成形によってリムを製造する方法が一般的である(特許文献1〜4など参照)。また、板状素材を用いて、リムとディスクが一体型のホイールを製造する方法も知られている(特許文献5参照)。
特許文献1〜4に記載の方法では、板状素材から溶接によって円筒状素材を製造する必要がある。しかし、この円筒状素材の製造には、莫大な設備投資が必要であるとともに、そのメンテナンス費用も必要であるため、製造コストを上昇させる。また、溶接欠陥が生じた場合にはホイールとしての性能に悪影響を及ぼす。
特許文献5に記載の方法では、リムとディスクが一体型のホイールが製造されるため、リムおよびディスクそれぞれの形状に制約がある。
したがって、本発明の目的の一つは、金属板(板状素材)からアプセット溶接にて製造した円筒素材を用いることなく、ホイールリムを製造する方法を提供することにある。
通常のホイールリムは、左右フランジ部の板厚差がない。しかし、左右フランジ部に所定の板厚差を設ければ、ディスクの取り付け位置の調整、ブレーキ等の左右非対称な周辺部品との取付け位置の調整などにより、ホイールの左右の質量バランスをコントロールすることが可能となる。その結果、通常のホイールよりも優れた走行安定性を付与することができる。このような性能の向上は、特に二輪車用ホイールリムの場合に顕著となる。
したがって、本発明の目的のもう一つは、走行安定性に優れるホイールに用いることができる、左右フランジ部の板厚差があるホイールリムを提供することにある。
〔A〕金属板からホイールリムを製造する方法であって、
(1)外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程と、
(2)前記ブランクから、一端に予備フランジ、他端に底部を備える碗状素材を得る、絞り工程と、
(3)穴抜き加工により、前記底部を中空底部とする、第二打抜き工程と、
(4)前記予備フランジをフランジ形状に成形する、フランジ成形工程と、
(5)前記中空底部を軸方向に立ち上げて中間成形体を得る、立ち上げ工程と、
(6)前記中間成形体の少なくとも一端を押し広げる、フレアリング工程と、
(7)両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程とを備える、ホイールリムの製造方法。
(1)外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程と、
(2)前記ブランクから、一端に予備フランジ、他端に底部を備える碗状素材を得る、絞り工程と、
(3)穴抜き加工により、前記底部を中空底部とする、第二打抜き工程と、
(4)前記予備フランジをフランジ形状に成形する、フランジ成形工程と、
(5)前記中空底部を軸方向に立ち上げて中間成形体を得る、立ち上げ工程と、
(6)前記中間成形体の少なくとも一端を押し広げる、フレアリング工程と、
(7)両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程とを備える、ホイールリムの製造方法。
〔B〕前記(1)の工程において、さらに穴抜き加工を行い、中空ブランクを得る、上記〔A〕のホイールリムの製造方法。
〔C〕前記(3)の工程において、さらに外形抜き加工を行い、前記予備フランジの形状を変更する、上記〔A〕または〔B〕のホイールリムの製造方法。
〔D〕本成形工程の後に、さらに、ロール加工工程および/またはサイジング工程を備える、上記〔A〕〜〔C〕のいずれかのホイールリムの製造方法。
〔E〕両端にフランジ、その内側にビードシート、さらにその内側にウエルを備えるホイールリムであって、リム中心線における厚さをT0とするとき、一方のフランジの厚さTFAが、0.50T0以上1.00T0未満であり、他方のフランジの厚さTFBが、1.00T0を超え1.50T0以下である、ホイールリム。
〔F〕ホイールリムが鉄合金板からなる、上記〔E〕のホイールリム。
本発明の製造方法によれば、金属板(板状素材)からアプセット溶接にて製造した円筒素材を用いることなく、ホイールリムを製造する方法を提供することができる。また、本発明のホイールリムによれば、走行安定性において優れるホイールに用いることができる、左右フランジ部の板厚差があるホイールリムを提供することにある。
以下、本発明の実施形態について図を用いて説明する。
1.ホイールリムの製造方法
図1に示すように、本実施形態に係るホイールリムの製造方法は、外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程10と、前記ブランクから、一端に予備フランジ、他端に底部を備える碗状素材(有底円筒素材)を得る、絞り工程20と、穴抜き加工により、前記底部を中空底部として中空碗状素材を得る、第二打抜き工程30と、前記予備フランジをフランジ形状に成形する、フランジ成形工程40と、前記中空底部を軸方向に立ち上げて中間成形体を得る立ち上げ工程50と、前記中間成形体の少なくとも一端を押し広げる、フレアリング工程60と、両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程70とを備える。
1.ホイールリムの製造方法
図1に示すように、本実施形態に係るホイールリムの製造方法は、外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程10と、前記ブランクから、一端に予備フランジ、他端に底部を備える碗状素材(有底円筒素材)を得る、絞り工程20と、穴抜き加工により、前記底部を中空底部として中空碗状素材を得る、第二打抜き工程30と、前記予備フランジをフランジ形状に成形する、フランジ成形工程40と、前記中空底部を軸方向に立ち上げて中間成形体を得る立ち上げ工程50と、前記中間成形体の少なくとも一端を押し広げる、フレアリング工程60と、両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程70とを備える。
図2に示すように、第一打抜き工程10においては、例えば、金属板1(略四角形)が、上金型10aおよび下金型10bによって外形抜き加工され、ブランク2(略円形)が得られる。第一打抜き工程10は、予め、金属板1の中央部に穴抜き加工を施した後に上記の外形抜き加工を行うか、上記の外形抜き加工と同時に金属板1の中央部に穴抜き加工を施すか、上記の外形抜き加工を施した後に金属板1の中央部に穴抜き加工を施すことにより、中空ブランクを得る工程であってもよい。なお、この中空ブランクに形成される穴の直径は、後段の穴抜き加工によって形成される穴の大きさよりも小さいものである。このような中空ブランクを用いる場合には、穴が拡げられる際の加工負荷を軽減させ、加工時の肉薄減少を抑制できるとともに、最終製品の左右のフランジの質量バランスの調整が容易になる。
金属板としては、鉄合金板、アルミ合金板など様々な板材を用いることができるが、特に、鉄合金板を用いるのが好ましい。
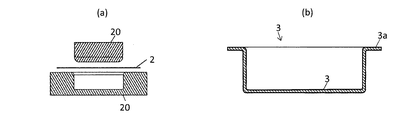
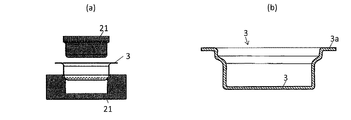
図3に示すように、絞り工程20においては、ブランク2が、上金型20aおよび下金型20bによって、絞り加工され、一端に予備フランジ3a、他端に底部3bを備える碗状素材3が得られる。この絞り工程20は、一回の工程により所定形状を有する碗状素材3を得ることとしてもよいし、二回以上の工程により所定形状の碗状素材3を得ることとしてもよい。すなわち、図4に示すように、絞り工程20においては、上記の碗状素材3を、上金型21aおよび下金型21bによって、絞り加工して、一端に予備フランジ3a、他端に底部3bを備え、さらに、最終製品のビードシート等に対応する予備的な形状を備える碗状素材3Aを得る工程であってもよい。
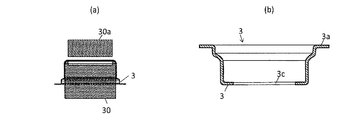
図5に示すように、第二打抜き工程30においては、碗状素材3Aが、上金型30aおよび下金型30bによって、穴抜き加工され、底部3bに穴3cを備える中空底部3Bが得られる。なお、この図では、予備的な形状を備える碗状素材3Aを加工する例を説明しているが、図3に示す碗状素材3に穴抜き加工を行ってもよい。第二打抜き加工工程30は、予め外形抜き加工により予備フランジ3aの形状を変更した後に穴抜き加工を施すか、穴抜き加工と同時に外形抜き加工により予備フランジ3aの形状を変更するか、穴抜き加工の後に外形抜き加工により予備フランジ3aの形状を変更する工程であってもよい。このように、第二打抜き工程において、外形抜き加工を行い、さらに前記予備フランジの形状を変更する構成であれば、材料の異方性によるフランジ幅のバラツキを最小限に抑える事ができるというメリットがある。
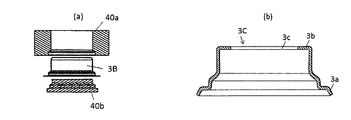
図6に示すように、フランジ成形工程40においては、碗状素材3bの予備フランジ3aが所定のフランジ形状に成形され、その後、図7に示すように、中空底部3bが碗状素材3Cの軸方向(図中矢印の方向)に立ち上げられ、中間成形体3Dが得られる。本実施形態においては、予備フランジ3aをフランジ形状に成形後に中空底部3bを立ち上げる場合を説明したが、予備フランジ3aのフランジ形状への成形および中空底部3b立ち上げを同時に行ってもよいし、また、中空底部3bを立ち上げた後に予備フランジ3aのフランジ形状への成形をしてもよい。
図8に示すように、フレアリング工程60においては、中間成形体3Dの少なくとも一端を押し広げる工程である。なお、図8に示す例のように、碗状素材3のフランジ形状に3aであった端部(フランジ側端部)が、絞り加工によって、最終製品形状または最終製品に近い形状にまで加工されている中間成形体3Dを加工する場合には、碗状素材3の底部3bがあった端部(底部側端部)のみを押し広げればよい。一方、フランジ側端部が最終製品形状または最終製品に近い形状にまで加工されていない場合には、中間成形体3Dの両端(フランジ側端部および底部側端部の双方)を押し広げる必要がある。
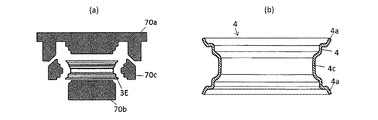
図9に示すように、本成形工程70においては、押し広げられた中間成形体3Eが、上金型70aおよび下金型70bによって、所定形状のフランジ4a、ビードシート4bおよびウエル4cを備えるホイールリム4が得られる。このとき、例えば、カム機構を用いて、上金型70aを下降させると、複数の外側金型70cが中間成形体3Eの外側から内方へ移動し、これにより中間成形体3Eを押圧して所定形状のホイールリムを得ることができる。なお、図示は省略するが、この工程の後に、さらに、ロール加工工程および/またはサイジング工程を実施して、フランジ4a、ビードシート4bおよびウエル4cなどの形状を整えればさらに好ましい。
2.ホイールリム
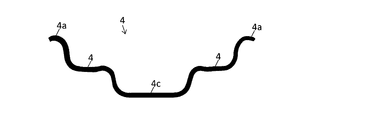
図10に示すように、本実施形態のホイールリム4は、両端にフランジ4a、その内側にビードシート4b、さらにその内側にウエル4cを備えるホイールリムであって、左右フランジに板厚差を設けることを特徴とする。このような板厚差を設ければ、ディスクの取り付け位置の調整、ブレーキ等の左右非対称な周辺部品との取付け位置の調整などにより、ホイールの左右の質量バランスをコントロールすることが可能となる。その結果、通常のホイールよりも優れた走行安定性を付与することができるからである。しかし、上記の板厚差が大きすぎると、加工割れが生じる。
図10に示すように、本実施形態のホイールリム4は、両端にフランジ4a、その内側にビードシート4b、さらにその内側にウエル4cを備えるホイールリムであって、左右フランジに板厚差を設けることを特徴とする。このような板厚差を設ければ、ディスクの取り付け位置の調整、ブレーキ等の左右非対称な周辺部品との取付け位置の調整などにより、ホイールの左右の質量バランスをコントロールすることが可能となる。その結果、通常のホイールよりも優れた走行安定性を付与することができるからである。しかし、上記の板厚差が大きすぎると、加工割れが生じる。
よって、リム中心線における厚さをT0とするとき、一方のフランジの厚さTFAが、0.50T0以上1.00T0未満であり、他方のフランジの厚さTFBが、1.00T0を超え1.50T0以下であることが必要である。一方のフランジの厚さTFAの下限は、0.60T0であることが好ましく、上限は、0.90T0であることが好ましい。他方のフランジの厚さTFBの下限は、1.10T0であることが好ましく、上限は、1.40T0であることが好ましい。
本実施形態に係るホイールリムは、特に、二輪車用ホイールリムとして有用である。二輪車においては、車体の質量バランスが左右均等ではないことが多く、そのような場合に本発明のホイールリムで車体全体の質量バランスを改善することが可能となるからである。また、本実施形態に係るホイールリムは、鉄合金板からなるものが好ましい。
本発明の製造方法によれば、金属板(板状素材)から溶接を用いることなく、ホイールリムを製造する方法を提供することができる。また、本発明のホイールリムによれば、走行安定性において優れるホイールに用いることができる、左右フランジ部の板厚差があるホイールリムを提供することにある。
1 金属板
2 ブランク
3 絞り工程後の碗状素材
3A 絞り工程後の碗状素材(予備的形状付き)
3B 第二打抜き工程後の中空碗状素材
3C フランジ成形工程後の中空碗状素材(フランジ成形)
3D 立ち上げ工程後の後の中間成形体(底部立ち上げ)
3E フレアリング工程後の中間成形体
3a 予備フランジ
3b 底部
3c 穴
4 ホイールリム
4a フランジ
4b ビードシート
4c ウエル
10 第一打抜き工程
10a 第一打抜き工程の上金型
10b 第一打抜き工程の下金型
20 絞り工程
20a 絞り工程の上金型
20b 絞り工程の下金型
21a 絞り工程の上金型(予備的形状付き)
21b 絞り工程の下金型(予備的形状付き)
30 第二打抜き工程
30a 第二打抜き工程の上金型
30b 第二打抜き工程の下金型
40 フランジ成形工程
40a フランジ成形工程の上金型
40b フランジ成形工程の下金型
50 立ち上げ工程
50a 立ち上げ工程の上金型
50b 立ち上げ工程の下金型
60 フレアリング工程
60a フレアリング工程の上金型
60b フレアリング工程の下金型
70 本成形工程
70a 本成形工程の上金型
70b 本成形工程の下金型
70c 本成形工程の外側金型
2 ブランク
3 絞り工程後の碗状素材
3A 絞り工程後の碗状素材(予備的形状付き)
3B 第二打抜き工程後の中空碗状素材
3C フランジ成形工程後の中空碗状素材(フランジ成形)
3D 立ち上げ工程後の後の中間成形体(底部立ち上げ)
3E フレアリング工程後の中間成形体
3a 予備フランジ
3b 底部
3c 穴
4 ホイールリム
4a フランジ
4b ビードシート
4c ウエル
10 第一打抜き工程
10a 第一打抜き工程の上金型
10b 第一打抜き工程の下金型
20 絞り工程
20a 絞り工程の上金型
20b 絞り工程の下金型
21a 絞り工程の上金型(予備的形状付き)
21b 絞り工程の下金型(予備的形状付き)
30 第二打抜き工程
30a 第二打抜き工程の上金型
30b 第二打抜き工程の下金型
40 フランジ成形工程
40a フランジ成形工程の上金型
40b フランジ成形工程の下金型
50 立ち上げ工程
50a 立ち上げ工程の上金型
50b 立ち上げ工程の下金型
60 フレアリング工程
60a フレアリング工程の上金型
60b フレアリング工程の下金型
70 本成形工程
70a 本成形工程の上金型
70b 本成形工程の下金型
70c 本成形工程の外側金型
Claims (6)
- 金属板からホイールリムを製造する方法であって、
(1)外形抜き加工により、前記金属板からブランクを得る、第一打抜き工程と、
(2)前記ブランクから、一端に予備フランジ、他端に底部を備える碗状素材を得る、絞り工程と、
(3)穴抜き加工により、前記底部を中空底部とする、第二打抜き工程と、
(4)前記予備フランジをフランジ形状に成形する、フランジ成形工程と、
(5)前記中空底部を軸方向に立ち上げて中間成形体を得る、立ち上げ工程と、
(6)前記中間成形体の少なくとも一端を押し広げる、フレアリング工程と、
(7)両端が押し広げられた中間成形体から、ホイールリムを得る本成形工程とを備える、ホイールリムの製造方法。 - 前記(1)の工程において、さらに穴抜き加工を行い、中空ブランクを得る、請求項1に記載のホイールリムの製造方法。
- 前記(3)の工程において、さらに外形抜き加工を行い、前記フランジの形状を変更する、請求項1または2に記載のホイールリムの製造方法。
- 本成形工程の後に、さらに、ロール加工工程および/またはサイジング工程を備える、
請求項1から3までのいずれかに記載のホイールリムの製造方法。 - 両端にフランジ、その内側にビードシート、さらにその内側にウエルを備えるホイールリムであって、
リム中心線における厚さをT0とするとき、一方のフランジの厚さTFAが、0.50T0以上1.00T0未満であり、他方のフランジの厚さTFBが、1.00T0を超え1.50T0以下である、ホイールリム。 - ホイールリムが鉄合金板からなる、請求項5に記載のホイールリム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016038716A JP2017154152A (ja) | 2016-03-01 | 2016-03-01 | ホイールリムおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016038716A JP2017154152A (ja) | 2016-03-01 | 2016-03-01 | ホイールリムおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017154152A true JP2017154152A (ja) | 2017-09-07 |
Family
ID=59809013
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016038716A Pending JP2017154152A (ja) | 2016-03-01 | 2016-03-01 | ホイールリムおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017154152A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112404987A (zh) * | 2020-10-26 | 2021-02-26 | 山东贞元汽车车轮有限公司 | 一种汽车车轮钢圈的制造系统及工艺 |
| CN119945067A (zh) * | 2025-01-25 | 2025-05-06 | 常州捷马机械制造厂 | 一种电机端盖的加工成型工艺 |
-
2016
- 2016-03-01 JP JP2016038716A patent/JP2017154152A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112404987A (zh) * | 2020-10-26 | 2021-02-26 | 山东贞元汽车车轮有限公司 | 一种汽车车轮钢圈的制造系统及工艺 |
| CN112404987B (zh) * | 2020-10-26 | 2021-06-08 | 山东贞元汽车车轮有限公司 | 一种汽车车轮钢圈的制造系统及工艺 |
| CN119945067A (zh) * | 2025-01-25 | 2025-05-06 | 常州捷马机械制造厂 | 一种电机端盖的加工成型工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6051052B2 (ja) | プレス部品の成形方法、プレス部品の製造方法およびプレス部品の成形用金型 | |
| US20150114067A1 (en) | Method for molding pressed component, method for manufacturing pressed component, and die for molding pressed component | |
| WO2014134767A1 (zh) | 一种汽车钢圈轮辐生产制造工艺及其专用模具 | |
| JP5446787B2 (ja) | リング素材の製造方法 | |
| JPWO2014109263A1 (ja) | プレス成形方法 | |
| JP2008290085A (ja) | 車両用ホイールのハブ孔フランジ部成形方法 | |
| JP2003275837A (ja) | 自動車用ホイールリムの製造方法 | |
| JP5192845B2 (ja) | 自動車用ホイールの製造方法 | |
| JP2017154152A (ja) | ホイールリムおよびその製造方法 | |
| CN105992660B (zh) | 环状部件的制造方法 | |
| WO2014192833A1 (ja) | 有底缶の製造方法 | |
| KR101855929B1 (ko) | 오일팬 등 용기형상제품의 제작방법 | |
| US9120143B2 (en) | Cut-off end surface improvement | |
| JP2005313769A (ja) | ホイール及びその製造方法。 | |
| KR101661458B1 (ko) | 이너레이스와 보스의 복합 단조품의 제조방법 | |
| JP5446785B2 (ja) | リング素材の製造方法 | |
| JP5180742B2 (ja) | 自動車用ホイールディスクの製造方法 | |
| JP6162540B2 (ja) | 車両用ホイールディスクの製造方法 | |
| JP5157957B2 (ja) | 突出部付き軸状部材の製造方法 | |
| JP2015077621A (ja) | プレス加工方法 | |
| JP5322397B2 (ja) | 車両用ホイールの製造方法および車両用ホイール | |
| JPH0790308B2 (ja) | パイプリングの製造方法 | |
| KR102034525B1 (ko) | 자동차 액츄에이터용 아마츄어 제작방법 | |
| JP2005034854A (ja) | テーパーベアリング熱間鍛造素材の鍛造方法 | |
| JP3926667B2 (ja) | ハブ内輪の製造方法 |