JP2017157363A - プラズマリアクタ - Google Patents
プラズマリアクタ Download PDFInfo
- Publication number
- JP2017157363A JP2017157363A JP2016038750A JP2016038750A JP2017157363A JP 2017157363 A JP2017157363 A JP 2017157363A JP 2016038750 A JP2016038750 A JP 2016038750A JP 2016038750 A JP2016038750 A JP 2016038750A JP 2017157363 A JP2017157363 A JP 2017157363A
- Authority
- JP
- Japan
- Prior art keywords
- mat
- clamp
- plasma
- case
- clamps
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Plasma Technology (AREA)
- Processes For Solid Components From Exhaust (AREA)
- Treating Waste Gases (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
Abstract
【課題】部品の変形や破壊の発生を抑制することにより、信頼性を向上させることが可能なプラズマリアクタを提供すること。【解決手段】本発明のプラズマリアクタは、プラズマパネル積層体20、クランプ50〜55及びマット71を備える。プラズマパネル積層体20は、電極パネル30を積層した構造を有し、隣接する電極パネル30間に電圧を印加することによってプラズマを発生させる。クランプ50〜55は、複数の電極パネル30を外側から挟み込んで固定する。マット71は、ケース及びプラズマパネル積層体20の間に介在され、プラズマパネル積層体20を保持する。なお、プラズマリアクタは、マット71とクランプ50〜55との間、及び、ケースとクランプ50〜55との間の少なくとも一方に隙間S1〜S4を有している。【選択図】図5
Description
本発明は、プラズマリアクタに関するものであり、特には、内燃機関(エンジン)の排ガスを浄化するための装置に好適なプラズマリアクタに関するものである。
従来、エンジンや焼却炉の排ガスをプラズマ場に通すことにより、排ガス中に含まれているCO(一酸化炭素)、HC(炭化水素)、NOx(窒素酸化物)及びPM(Particulate Matter:粒子状物質)などの有害物質を処理するプラズマリアクタが提案されている。
例えば、放電電極が形成された複数の電極パネルを積層し、隣接する電極パネル間に電圧を印加して誘電体バリア放電による低温プラズマ(非平衡プラズマ)を発生させることにより、電極パネル間を流れる排ガス中のPMを酸化して除去するプラズマリアクタが種々提案されている(特許文献1〜3参照)。なお、特許文献1〜3に記載のプラズマリアクタは、電極パネルを積層してなるプラズマパネル積層体を収容するためのケースや、ケース及びプラズマパネル積層体の間に介在されるマットなどを備えている。また、プラズマリアクタには、別部品が設けられている。例えば、特許文献1に記載のプラズマリアクタには、リードライン部材が設けられており、リードライン部材は、マットを介してハウジング(ケース)に接触している。また、特許文献3に記載のプラズマリアクタでは、枠体とケース体(ケース)との間に固定マット(マット)が介在されており、枠体は、固定マットを介してケース体に接触している。
ところで、プラズマリアクタを車両等に搭載して使用する際には、プラズマリアクタに高温の排気ガスが流れるため、プラズマリアクタの内部は排気ガスによって加熱される。一方、プラズマリアクタの外部は、走行風によって冷却されるため、プラズマリアクタの内部のように温度が高くなる訳ではない。よって、プラズマリアクタの内部にあるプラズマパネル積層体は、温度上昇に伴って膨張するが、プラズマリアクタの外部に露出するケースは、温度があまり上昇しないため、プラズマパネル積層体のようには膨張しなくなる。その結果、ケースとプラズマパネル積層体(電極パネル)との熱膨張差に起因する応力により、ケースからマットを介して上記した別部品に大きな力が作用するため、別部品の変形や破壊が生じる虞がある。
本発明は上記の課題に鑑みてなされたものであり、その目的は、部品の変形や破壊の発生を抑制することにより、信頼性を向上させることが可能なプラズマリアクタを提供することにある。
上記課題を解決するための手段(手段1)としては、放電電極を有する複数の電極パネルを積層した構造を有し、隣接する前記電極パネル間に電圧を印加することによってプラズマを発生させるプラズマパネル積層体と、前記複数の電極パネルを外側から挟み込んで固定するクランプと、前記プラズマパネル積層体が収容されるケースと、前記ケース及び前記プラズマパネル積層体の間に介在され、前記プラズマパネル積層体を保持するマットとを備えるプラズマリアクタであって、前記マットと前記クランプとの間、及び、前記ケースと前記クランプとの間の少なくとも一方に隙間を有していることを特徴とするプラズマリアクタがある。
従って、上記手段1に記載の発明では、マットとクランプとの間、及び、ケースとクランプとの間の少なくとも一方に隙間を有している。このため、ケースとプラズマパネル積層体との熱膨張差に起因する応力が生じたとしても、マット及びケースの少なくとも一方からクランプ(部品)に対して応力が作用しにくくなるため、クランプの変形や破壊が抑制される。ゆえに、プラズマリアクタの信頼性を向上させることができる。
上記プラズマリアクタを構成するプラズマパネル積層体は、放電電極を有する複数の電極パネルを積層した構造を有する。放電電極の形成材料としては、例えば、タングステン(W)、モリブデン(Mo)、酸化ルテニウム(RuO2)、銀(Ag)、銅(Cu)、白金(Pt)などを挙げることができる。
なお、クランプは、マットとの間に隙間を有していることがよい。このようにすれば、ケースとプラズマパネル積層体との熱膨張差に起因する応力が生じたとしても、マットからクランプに対して応力が作用しにくくなるため、クランプの変形や破壊が抑制される。ゆえに、プラズマリアクタの信頼性を向上させることができる。なお、マットとクランプとの間に生じる隙間の大きさは、例えば、0.5mm以上30mm以下であることがよい。組付時のバラツキの影響を考慮すると、隙間の大きさは0.5mm以上であることが好ましい。一方、隙間の大きさが30mmよりも大きくなると、ケースとマットとの接触面積、及び、マットとプラズマパネル積層体との接触面積が小さくなるため、マットを介してプラズマパネル積層体を確実にケースに固定できない可能性がある。
また、マットとクランプとの間に隙間を有する構造は、特に限定される訳ではなく、例えば、マットに、同マットを厚さ方向に貫通する切欠部を配置し、切欠部の内側領域にクランプを位置させることにより、マットとクランプとの間に隙間を設けたものなどが挙げられる。このようにすれば、隙間を設けるために例えば複数のマットを用いなくても済むため、部品点数を減らすことができるとともに、マットの組付作業が容易になる。
さらに、ケースとクランプとの間に隙間を有する構造も、特に限定される訳ではなく、例えば、ケースの内面に、マットにおいてクランプと接触する領域との間に隙間を生じさせるための逃げ凹部を設けたものや、マットにおいてクランプに対応する領域を、他の領域よりも薄く形成することにより、ケースとの間に隙間を設けたものなどが挙げられる。なお、これらの構造を採用すれば、ケースとプラズマパネル積層体との熱膨張差に起因する応力が生じたとしても、ケースからマットを介してクランプに応力が作用しにくくなるため、クランプの変形や破壊が抑制される。ゆえに、プラズマリアクタの信頼性が向上する。
以下、本発明のプラズマリアクタ1を具体化した一実施形態を図面に基づき詳細に説明する。
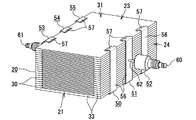
図1〜図4に示されるように、本実施形態のプラズマリアクタ1は、自動車のエンジン(図示略)の排ガスに含まれているPMを除去する装置であり、排気管2に取り付けられている。プラズマリアクタ1は、パルス発生電源3、ケース10及びプラズマパネル積層体20を備えている。
ケース10は、例えばステンレス鋼を用いて矩形筒状に形成されている。ケース10の熱膨張係数は、10〜18ppm/℃程度となっている。なお、ケース10の熱膨張係数は、常温〜300℃間の測定値の平均値をいう。ケース10の第1端部(図1では左端部)には第1コーン部11が接続され、ケース10の第2端部(図1では右端部)には第2コーン部12が接続されている。さらに、第1コーン部11は、排気管2の上流側部分4(エンジン側の部分)に接続され、第2コーン部12は、排気管2の下流側部分5(エンジン側とは反対側の部分)に接続されている。なお、エンジンからの排ガスは、排気管2の上流側部分4から第1コーン部11を介してケース10内に流入し、ケース10内を通過した後、第2コーン部12を介して排気管2の下流側部分5に流出する。
図1,図3〜図8に示されるように、プラズマパネル積層体20は、ケース10内に収容されており、一対のガス通過面21,22と、4つのガス非通過面23,24,25,26とを有する略直方体状を成している。両ガス通過面21,22は、プラズマパネル積層体20において互いに反対側に位置している。一方、各ガス非通過面23〜26は、一対のガス通過面21,22の間に位置している。
また、プラズマパネル積層体20は、複数の電極パネル30を積層した構造を有している。各電極パネル30は、ケース10内における排ガスの通過方向(排ガス流入口11から排ガス流出口12に向かう方向)と平行に配置されており、互いに隙間(本実施形態では、0.5mmの隙間)を有するように配置されている。
図1に示されるように、各電極パネル30には、プラズマパネル積層体20の厚さ方向に沿って第1の配線6及び第2の配線7が交互に電気的に接続されている。第1の配線6は、パルス発生電源3の第1の端子に電気的に接続され、第2の配線7は、パルス発生電源3の第2の端子に電気的に接続されている。
図1,図9に示されるように、本実施形態の電極パネル30は、第1主面31及び第2主面32を有し、縦100mm×横200mmの略矩形板状を成している。第1主面31及び第2主面32は、電極パネル30の厚さ方向において互いに反対側に位置している。さらに、電極パネル30は、矩形板状の誘電体33に放電電極34(厚さ10μm)を内蔵してなる構造を有している。本実施形態において、誘電体33はアルミナ(Al2O3)等のセラミックからなり、放電電極34はタングステン(W)からなる。また、誘電体33の熱膨張係数は、2〜8ppm/℃程度であり、誘電体33がアルミナからなる本実施形態においては、7ppm/℃程度となっている。なお、誘電体33の熱膨張係数は、常温〜400℃間の測定値の平均値をいう。また、誘電体33は、第2主面32にて開口する凹部35を有している。凹部35は、電極パネル30の横方向に延びており、電極パネル30の両端面にて開口している。本実施形態のプラズマパネル積層体20では、凹部35と下層側に隣接する電極パネル30の第1主面31とによって、排ガスの流路が構成される。なお、プラズマパネル積層体20を構成する最下層の電極パネル30には、下層側に電極パネル30が存在しないため、凹部35が形成されていない。
図9に示されるように、電極パネル30における凹部35の両側部分には、第1主面31側と第2主面32側とを導通させる導通構造40がそれぞれ設けられている。各導通構造40は、スルーホール導体41、第1パッド42及び第2パッド43を備えている。スルーホール導体41は、第1主面31及び第2主面32を貫通している。そして、一方の導通構造40に設けられたスルーホール導体41は、第1主面31及び第2主面32に加えて、放電電極34から外周側に延出する延出部36を貫通している。また、第1パッド42は、第1主面31に形成されており、スルーホール導体41の第1主面31側端部に電気的に接続されている。一方、第2パッド43は、第2主面32に形成されており、スルーホール導体41の第2主面32側端部に電気的に接続されている。なお、第1パッド42及び第2パッド43は、それぞれ長方形状を成しており、表面にNi等のめっきが施されている。
図7,図8に示されるように、プラズマリアクタ1は、各電極パネル30(プラズマパネル積層体20)を外側(具体的には、ガス非通過面24側)から挟み込んで固定する3つの第1クランプ50,51,52と、各電極パネル30を外側(具体的には、ガス非通過面26側)から挟み込んで固定する3つの第2クランプ53,54,55とを備えている。各クランプ50〜55は、金属板(例えばステンレス板)を折り曲げることによって形成されている。また、各第1クランプ50〜52は、ガス非通過面24において、プラズマパネル積層体20の横方向(電極パネル30の積層方向に対して垂直な方向)に沿って等間隔に配置され、各第2クランプ53〜55は、ガス非通過面26において、プラズマパネル積層体20の横方向に沿って等間隔に配置されている。なお、第1クランプ50〜52のうちガス非通過面24の中央部分に配置された第1クランプ51、及び、第2クランプ53〜55のうちガス非通過面26の中央部分に配置された第2クランプ54は、各電極パネル30を積層方向に挟み込む機能に加えて、放電電極34に電気的に接続される電気導通部材としての機能を有している。一方、第1クランプ50〜52のうちガス非通過面24の両側部分に配置された第1クランプ50,52、及び、第2クランプ53〜55のうちガス非通過面26の両側部分に配置された第2クランプ53,55は、各電極パネル30を積層方向に挟み込む機能のみを有している。
また、図7,図8に示されるように、各クランプ50〜55は、クランプ本体56及び押さえ板57を備えている。クランプ本体56は、電極パネル30の積層方向に延びている。押さえ板57は、クランプ本体56と一体に形成され、クランプ本体56の両端部に配置されている。各押さえ板57は、弾性を有しており、折り返し構造を有する板ばねである。なお、各クランプ50〜55を構成する両押さえ板57は、プラズマパネル積層体20のガス非通過面23とガス非通過面25とにそれぞれ圧接している。そして、クランプ51,54を構成する両押さえ板57は、ガス非通過面23(最上層の電極パネル30の第1主面31)に形成された第1パッド42と、ガス非通過面25(最下層の電極パネル30の第2主面32)に形成された第2パッド43とに圧接している。
図2〜図8に示されるように、プラズマリアクタ1は、一対の外部端子60,61を備えている。本実施形態の外部端子60,61は、スパークプラグと同様の構造を有している。詳述すると、外部端子60,61は、外部接続部、金属粉末を含む導電性シール、絶縁体、主体金具、滑石、パッキン類等を備えている。外部接続部は、導電性シールを介して中軸62に接続されている。なお、外部端子は、本実施形態のものに限定される訳ではなく、絶縁体によって外部接続部とケース10との間が絶縁されている構造であれば、他の構造であってもよい。
また、外部端子60は、基端部が第1クランプ51のクランプ本体56に電気的に接続され、先端部がケース10から露出している(図2〜図4参照)。同様に、外部端子61は、基端部が第2クランプ54のクランプ本体56に電気的に接続され、先端部がケース10から露出している。即ち、外部端子60は、プラズマパネル積層体20のガス非通過面24に配置され、外部端子61は、ガス非通過面24とは反対側に位置するガス非通過面26に配置されている。そして、各外部端子60,61は、互いに反対方向に突出している。なお、本実施形態では、外部端子60の先端部が第1の配線6(図1参照)に接続されるとともに、外部端子61の先端部が第2の配線7(図1参照)に接続されるようになっている。
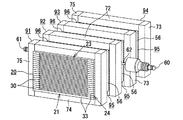
図3〜図6に示されるように、ケース10とプラズマパネル積層体20との間には、側面視で矩形環状をなすマット71が介在されている。マット71は、プラズマパネル積層体20をケース10に固定する機能を有している。また、マット71は、プラズマパネル積層体20の外表面を覆っている。詳述すると、マット71は、ガス非通過面23を覆う略矩形板状の第1マット片72と、ガス非通過面24を覆う略矩形板状の第2マット片73と、ガス非通過面25を覆う略矩形板状の第3マット片74と、ガス非通過面26を覆う略矩形板状の第4マット片75とによって構成されている。マット71は、各マット片72〜75を、必要に応じて、接着テープ等を用いて互いに接合することにより構成される。ここで、マット71を構成する材料としては、例えば、セラミック繊維、金属繊維、発泡金属等の絶縁材料を用いることができる。
また、図5,図6に示されるように、本実施形態のプラズマリアクタ1は、マット71とクランプ50〜55との間に隙間を有している。本実施形態のマット71には、同マット71を厚さ方向に貫通する3つの第1切欠部81が形成されるとともに、マット71を厚さ方向に貫通する3つの第2切欠部82が形成されている。そして、各第1切欠部81の内側領域にそれぞれ第1クランプ50,51,52が位置するとともに、各第2切欠部82の内側領域にそれぞれ第2クランプ53,54,55が位置するようになっている。
詳述すると、第1切欠部81は、第2マット片73を厚方向に貫通する第1溝部83と、マット片72,74をそれぞれ厚さ方向に貫通する一対の第1凹部84とからなっている。第1溝部83は、電極パネル30の積層方向に沿って延びており、第2マット片73を分断している。一方、第1凹部84は、マット片72,74の外周部の一部のみに形成されており、マット片72,74を分断しないようになっている。なお、第1溝部83内には、第1クランプ50〜52のクランプ本体56と外部端子60の基端部に接続される中軸62とが配置され、第1凹部84内には、第1クランプ50〜52の押さえ板57が配置されている。
そして、図5に示されるように、本実施形態のプラズマリアクタ1では、マット71と第1クランプ50〜52との間(具体的に言うと、第1溝部83の内壁面とクランプ本体56の側縁との間、及び、第1凹部84の内側面と押さえ板57の外周縁との間)に、第1の隙間S1を有している。第1の隙間S1の大きさは、0.5mm以上30mm以下(本実施形態では、最小で5mm)に設定されている。
図5,図6に示されるように、第2切欠部82は、第4マット片75を厚さ方向に貫通する第2溝部85と、マット片72,74をそれぞれ厚さ方向に貫通する一対の第2凹部86とからなっている。第2溝部85は、電極パネル30の積層方向に沿って延びており、第4マット片75を分断している。一方、第2凹部86は、マット片72,74の外周部の一部のみに形成されており、マット片72,74を分断しないようになっている。なお、第2溝部85内には、第2クランプ53〜55のクランプ本体56と外部端子61の基端部に接続される中軸62とが配置され、第2凹部86内には、第2クランプ53〜55の押さえ板57が配置されている。
そして、本実施形態のプラズマリアクタ1では、マット71と第2クランプ53〜55との間(具体的に言うと、第2溝部85の内壁面とクランプ本体56の側縁との間、及び、第2凹部86の内側面と押さえ板57の外周縁との間)に、第2の隙間S2を有している。第2の隙間S2の大きさは、第1の隙間S1の大きさと等しくなっており、0.5mm以上30mm以下(本実施形態では、最小で5mm)に設定されている。
さらに、図4,図5に示されるように、本実施形態のプラズマリアクタ1は、マット71とクランプ50〜55との間に加えて、ケース10とクランプ50〜55との間にも隙間を有している。詳述すると、マット71の厚さは8mmであり、クランプ50〜55の厚さは0.5mmである。このため、ケース10と第1クランプ50〜52との間(具体的に言うと、ケース10の内面と第1クランプ50〜52のクランプ本体56表面との間、及び、ケース10の内面と第1クランプ50〜52の押さえ板57表面との間)には、第1の隙間S3が設けられるようになる。さらに、ケース10と第2クランプ53〜55との間(具体的に言うと、ケース10の内面と第2クランプ53〜55のクランプ本体56表面との間、及び、ケース10の内面と第2クランプ53〜55の押さえ板57表面との間)には、第2の隙間S4が設けられるようになる。なお、本実施形態の隙間S3,S4の大きさは、7.5mm程度となっている。
図1に示されるように、本実施形態のプラズマリアクタ1は、例えば、排ガスに含まれているPMを除去するために用いられる。この場合、パルス発生電源3から互いに隣接する電極パネル30間にパルス電圧(例えば、ピーク電圧:5kV(5000V)、パルス繰返し周波数:100Hz)が印加されると、誘電体バリア放電が生じ、放電電極34間に誘電体バリア放電によるプラズマが発生する。そして、プラズマの発生により、放電電極34間を流通する排ガスに含まれるPMが酸化(燃焼)されて除去される。
次に、プラズマリアクタ1の製造方法を説明する。
まず、アルミナ粉末を主成分とするセラミック材料を用いて、誘電体33となる第1〜第3のセラミックグリーンシートを形成する。なお、セラミックグリーンシートの形成方法としては、テープ成形や押出成形などの周知の成形法を用いることができる。そして、各セラミックグリーンシートに対してレーザ加工を行い、所定の位置に貫通孔を形成する。なお、貫通孔の形成は、パンチング加工、ドリル加工等によって行ってもよい。
次に、従来周知のペースト印刷装置(図示略)を用いて、各セラミックグリーンシートの貫通孔に導電性ペースト(本実施形態では、タングステンペースト)を充填し、スルーホール導体41となる未焼成のスルーホール導体部を形成する。
次に、第1のセラミックグリーンシートを支持台(図示略)に載置する。さらに、ペースト印刷装置を用いて、第1のセラミックグリーンシートの裏面上に導電性ペーストを印刷する。その結果、第1のセラミックグリーンシートの裏面上に、放電電極34となる厚さ10μmの未焼成電極が形成される。なお、第1のセラミックグリーンシートに対する未焼成電極の印刷方法としては、スクリーン印刷などの周知の印刷法を使用することができる。
そして、導電性ペーストを乾燥後、未焼成電極が印刷された第1のセラミックグリーンシートの裏面上に、第2のセラミックグリーンシート及び第3のセラミックグリーンシートを順番に積層し、シート積層方向に押圧力を付与する。その結果、各セラミックグリーンシートが一体化され、セラミック積層体が形成される。さらに、ペースト印刷装置を用いて、第1のセラミックグリーンシートの主面上に導電性ペーストを印刷し、未焼成の第1パッド42を形成するとともに、第3のセラミックグリーンシートの裏面上に導電性ペーストを印刷し、未焼成の第2パッド43を形成する。なお、第3のセラミックグリーンシートは、凹部35の形状に合わせた打抜加工を施した後に積層される。
次に、周知の手法に従って乾燥工程や脱脂工程などを行った後、セラミック積層体(セラミックグリーンシート及び未焼成電極)をアルミナ及びタングステンが焼結しうる所定の温度(例えば1400℃〜1600℃程度)に加熱する同時焼成を行う。その結果、セラミックグリーンシート中のアルミナ、及び、導電性ペースト中のタングステンが同時焼結し、誘電体33、放電電極34、スルーホール導体41、第1パッド42及び第2パッド43が同時焼成によって形成され、セラミック積層体が電極パネル30となる。
その後、得られた電極パネル30を複数枚積層し、プラズマパネル積層体20を形成する。次に、クランプ50〜55を用いて、複数の電極パネル30を積層方向に挟み込んで固定する。このとき、クランプ51,54を構成する一対の押さえ板57が、第1パッド42と第2パッド43とに圧接する。さらに、溶接等を行うことにより、第1クランプ51を構成するクランプ本体56に中軸62を介して外部端子60の基端部を接続するとともに、第2クランプ54を構成するクランプ本体56に中軸62を介して外部端子61の基端部を接続する。次に、プラズマパネル積層体20の外表面を覆うようにマット71を取り付けた後、マット71の外表面を覆うようにケース10を取り付ける。その後、外部端子60の先端部に第1の配線6を接続するとともに、外部端子61の先端部に第2の配線7を接続する。以上のプロセスを経て、プラズマリアクタ1が完成する。
従って、本実施形態によれば以下の効果を得ることができる。
(1)本実施形態のプラズマリアクタ1では、マット71とクランプ50〜55との間に隙間S1,S2を有するとともに、ケース10とクランプ50〜55との間に隙間S3,S4を有している。このため、高温の排気ガスの流入時において、ケース10とプラズマパネル積層体20との熱膨張差に起因する応力が生じたとしても、マット71及びケース10からクランプ50〜55に対して応力が作用しにくくなるため、クランプ50〜55の変形や破壊が抑制される。ゆえに、プラズマリアクタ1の信頼性を向上させることができる。
(2)本実施形態では、マット71に対してクランプ50〜55を避けるように切欠部81,82を形成することにより、マット71とクランプ50〜55との間に隙間S1,S2を設けている。このため、例えば、複数のマット間にクランプを配置するなどして、マットとクランプとの間に隙間を設ける場合よりも、プラズマリアクタ1の部品点数を減らすることができる。
(3)本実施形態のプラズマリアクタ1は、第1コーン部11及び第2コーン部12を介して排気管2に取り付けられている。その結果、排気管2の上流側部分4→第1コーン部11→プラズマリアクタ1→第2コーン部12→排気管2の下流側部分5の順番に排ガスが流れる排ガス流路内の抵抗が低減されるため、排ガス流路内における圧力損失を抑えることができる。ひいては、圧力損失に伴うエンジンの出力低下も防止することができる。
なお、上記実施形態を以下のように変更してもよい。
・上記実施形態では、マット71に切欠部81,82を形成し、切欠部81,82の内側領域にクランプ50〜55を位置させることにより、マット71とクランプ50〜55との間に隙間S1,S2を設けていたが、他の構造によって隙間を設けてもよい。例えば、図10,図11に示されるように、4つのマット91,92,93,94を互いに離間して配置することにより、各マット91〜94を完全に分断し、隣接するマット91〜94間にクランプ95,96を配置することにより、マット91〜94とクランプ95,96との間に隙間S5を設けるようにしてもよい。また、マットの内面に、クランプと接触する領域との間にクランプ逃げ部(図示略)を設け、マットとクランプとの間に隙間を生じさせるようにしてもよい。
・上記実施形態のプラズマリアクタ1では、切欠部81,82の内側面とクランプ50〜55の外周縁との間に隙間S1,S2を有していたが、隙間S1,S2を省略し、切欠部81,82の内側面とクランプ50〜55の外周縁とを互いに接触させてもよい。
・上記実施形態のマット71は、複数のマット片72〜75を、必要に応じて、接着テープ等を用いて互いに接合することにより構成されていたが、他の手法を用いてマットを構成してもよい。例えば、図12に示されるように、マット片101の外周部に設けた凸部102を、隣接するマット片103の外周部に形成した凹部104に嵌合させることにより、マット100を構成してもよい。
・上記実施形態のプラズマリアクタ1は、マット71とクランプ50〜55との間に隙間S1,S2を有するとともに、ケース10とクランプ50〜55との間に隙間S3,S4を有していた。しかし、プラズマリアクタは、ケース10とクランプ50〜55との間のみに隙間を有するものであってもよい。具体的に言うと、例えば、図13に示されるように、ケース111の内面に逃げ凹部112を設け、ケース111とマット113においてクランプ114と接触する領域との間、即ち、ケース111とクランプ114との間に隙間S6を生じさせるようにしてもよい。また、図14に示されるように、マット121においてクランプ122に対応する領域A1を、他の領域よりも薄く形成することにより、ケースとマット121との間、即ち、ケースとクランプ122との間に隙間を設けるようにしてもよい。
・上記実施形態の電極パネル30は、誘電体33に放電電極34を内蔵することによって構成されていた。しかし、誘電体33の表面に放電電極34を形成することによって電極パネルを構成してもよい。
・上記実施形態のプラズマリアクタ1は、自動車のエンジンの排ガス浄化に用いられていたが、例えば、船舶等の排ガス浄化に用いてもよい。また、プラズマリアクタ1は、プラズマ処理を行うものであればよく、排ガスの処理を行うものでなくてもよいし、浄化に用いるものでなくてもよい。
次に、特許請求の範囲に記載された技術的思想のほかに、前述した実施形態によって把握される技術的思想を以下に列挙する。
(1)上記手段1において、前記マットに、同マットを厚さ方向に貫通する切欠部が配置され、前記切欠部の内側領域に前記クランプが位置しており、前記切欠部が、前記複数の電極パネルの積層方向に沿って延びていることを特徴とするプラズマリアクタ。
(2)上記手段1において、複数の前記マットが互いに離間して配置されており、隣接する前記マット間に前記クランプが位置していることを特徴とするプラズマリアクタ。
(3)上記手段1において、前記マットは、前記プラズマパネル積層体の外表面を覆っていることを特徴とするプラズマリアクタ。
(4)上記手段1において、前記電極パネルは、第1主面及び第2主面を有しており、前記電極パネルに、前記第1主面側と前記第2主面側とを導通させる導通構造が設けられ、前記導通構造は、前記第1主面及び前記第2主面を貫通するスルーホール導体と、前記第1主面に形成され、前記スルーホール導体の前記第1主面側端部に電気的に接続される第1パッドと、前記第2主面に形成され、前記スルーホール導体の前記第2主面側端部に電気的に接続される第2パッドとを備えることを特徴とするプラズマリアクタ。
1…プラズマリアクタ
10,111…ケース
20…プラズマパネル積層体
30…電極パネル
34…放電電極
50,51,52…クランプとしての第1クランプ
53,54,55…クランプとしての第2クランプ
71,91,92,93,94,100,113,121…マット
81…切欠部としての第1切欠部
82…切欠部としての第2切欠部
95,96,114,122…クランプ
112…逃げ凹部
A1…マットにおいてクランプに対応する領域
S1,S3…隙間としての第1の隙間
S2,S4…隙間としての第2の隙間
S5,S6…隙間
10,111…ケース
20…プラズマパネル積層体
30…電極パネル
34…放電電極
50,51,52…クランプとしての第1クランプ
53,54,55…クランプとしての第2クランプ
71,91,92,93,94,100,113,121…マット
81…切欠部としての第1切欠部
82…切欠部としての第2切欠部
95,96,114,122…クランプ
112…逃げ凹部
A1…マットにおいてクランプに対応する領域
S1,S3…隙間としての第1の隙間
S2,S4…隙間としての第2の隙間
S5,S6…隙間
Claims (5)
- 放電電極を有する複数の電極パネルを積層した構造を有し、隣接する前記電極パネル間に電圧を印加することによってプラズマを発生させるプラズマパネル積層体と、
前記複数の電極パネルを外側から挟み込んで固定するクランプと、
前記プラズマパネル積層体が収容されるケースと、
前記ケース及び前記プラズマパネル積層体の間に介在され、前記プラズマパネル積層体を保持するマットと
を備えるプラズマリアクタであって、
前記マットと前記クランプとの間、及び、前記ケースと前記クランプとの間の少なくとも一方に隙間を有している
ことを特徴とするプラズマリアクタ。 - 前記クランプは、前記マットとの間に前記隙間を有していることを特徴とする請求項1に記載のプラズマリアクタ。
- 前記マットに、同マットを厚さ方向に貫通する切欠部が配置され、前記切欠部の内側領域に前記クランプが位置していることを特徴とする請求項1または2に記載のプラズマリアクタ。
- 前記ケースの内面には、前記マットにおいて前記クランプと接触する領域との間に前記隙間を生じさせるための逃げ凹部が設けられていることを特徴とする請求項1または2に記載のプラズマリアクタ。
- 前記マットにおいて前記クランプに対応する領域は、他の領域よりも薄く形成されることにより、前記ケースとの間に前記隙間を有していることを特徴とする請求項1または2に記載のプラズマリアクタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016038750A JP2017157363A (ja) | 2016-03-01 | 2016-03-01 | プラズマリアクタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016038750A JP2017157363A (ja) | 2016-03-01 | 2016-03-01 | プラズマリアクタ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017157363A true JP2017157363A (ja) | 2017-09-07 |
Family
ID=59809895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016038750A Pending JP2017157363A (ja) | 2016-03-01 | 2016-03-01 | プラズマリアクタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017157363A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018202342A (ja) * | 2017-06-07 | 2018-12-27 | 日本特殊陶業株式会社 | プラズマリアクタ |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5746051A (en) * | 1994-05-11 | 1998-05-05 | Siemens Aktiengesellschaft | Device for detoxifying exhaust fumes from mobile equipment |
| WO2005005798A1 (ja) * | 2003-07-10 | 2005-01-20 | Ngk Insulators, Ltd. | プラズマ発生電極及びプラズマ反応器 |
| JP2006029212A (ja) * | 2004-07-15 | 2006-02-02 | Toyota Motor Corp | 排ガス浄化装置 |
| JP2006510187A (ja) * | 2002-12-13 | 2006-03-23 | ブルー プラネット カンパニー リミテッド | プラズマ反応器及びそれに利用される電極プレート |
| JP2009043805A (ja) * | 2007-08-07 | 2009-02-26 | Sekisui Chem Co Ltd | プラズマ処理装置 |
-
2016
- 2016-03-01 JP JP2016038750A patent/JP2017157363A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5746051A (en) * | 1994-05-11 | 1998-05-05 | Siemens Aktiengesellschaft | Device for detoxifying exhaust fumes from mobile equipment |
| JP2006510187A (ja) * | 2002-12-13 | 2006-03-23 | ブルー プラネット カンパニー リミテッド | プラズマ反応器及びそれに利用される電極プレート |
| WO2005005798A1 (ja) * | 2003-07-10 | 2005-01-20 | Ngk Insulators, Ltd. | プラズマ発生電極及びプラズマ反応器 |
| JP2006029212A (ja) * | 2004-07-15 | 2006-02-02 | Toyota Motor Corp | 排ガス浄化装置 |
| JP2009043805A (ja) * | 2007-08-07 | 2009-02-26 | Sekisui Chem Co Ltd | プラズマ処理装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018202342A (ja) * | 2017-06-07 | 2018-12-27 | 日本特殊陶業株式会社 | プラズマリアクタ |
| JP7044485B2 (ja) | 2017-06-07 | 2022-03-30 | 日本特殊陶業株式会社 | プラズマリアクタ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009110752A (ja) | プラズマ発生体、プラズマ発生装置、オゾン発生装置、排ガス処理装置 | |
| JP6491749B2 (ja) | プラズマリアクタ | |
| WO2017099011A1 (ja) | プラズマ反応器及びプラズマ電極板 | |
| US20070247076A1 (en) | Plasma generating electrode and plasma reactor | |
| WO2017099175A1 (ja) | プラズマリアクタ | |
| JP2017157363A (ja) | プラズマリアクタ | |
| WO2017098987A1 (ja) | プラズマリアクタ及び積層体用クランプ | |
| JP6656008B2 (ja) | プラズマリアクタ | |
| JP6738175B2 (ja) | プラズマリアクタ | |
| JP2017140575A (ja) | プラズマリアクタ | |
| JP7044485B2 (ja) | プラズマリアクタ | |
| JP7146439B2 (ja) | プラズマリアクタ | |
| JP7101521B2 (ja) | プラズマリアクタ及びその制御方法 | |
| JP6886349B2 (ja) | プラズマリアクタ | |
| JP7049777B2 (ja) | プラズマリアクタ | |
| JP6890045B2 (ja) | プラズマリアクタ | |
| JP2005123034A (ja) | プラズマ発生電極及びプラズマ反応器 | |
| JP2017174620A (ja) | プラズマリアクタ | |
| JP2019046555A (ja) | プラズマリアクタ | |
| JP6867178B2 (ja) | プラズマリアクタ | |
| JPWO2009001961A1 (ja) | プラズマ発生体およびこれを用いたプラズマ発生装置 | |
| JP2006181458A (ja) | プラズマ発生電極及びプラズマ反応器 | |
| JP2018123748A (ja) | プラズマリアクタ | |
| KR20220019054A (ko) | 전기 가열식 촉매 변환기 | |
| JP2008272615A (ja) | 配線構造体、装置および流体処理装置、ならびに車両 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200114 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200707 |