JP2017157739A - 電子部品付き配線板の製造方法 - Google Patents
電子部品付き配線板の製造方法 Download PDFInfo
- Publication number
- JP2017157739A JP2017157739A JP2016041190A JP2016041190A JP2017157739A JP 2017157739 A JP2017157739 A JP 2017157739A JP 2016041190 A JP2016041190 A JP 2016041190A JP 2016041190 A JP2016041190 A JP 2016041190A JP 2017157739 A JP2017157739 A JP 2017157739A
- Authority
- JP
- Japan
- Prior art keywords
- wiring
- support plate
- electronic component
- wiring board
- board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
- H05K3/4682—Manufacture of core-less build-up multilayer circuits on a temporary carrier or on a metal foil
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3452—Solder masks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
- H05K1/111—Pads for surface mounting, e.g. lay-out
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/181—Printed circuits structurally associated with non-printed electric components associated with surface mounted components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/14—Related to the order of processing steps
- H05K2203/1476—Same or similar kind of process performed in phases, e.g. coarse patterning followed by fine patterning
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0097—Processing two or more printed circuits simultaneously, e.g. made from a common substrate, or temporarily stacked circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
- H05K3/284—Applying non-metallic protective coatings for encapsulating mounted components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3431—Leadless components
- H05K3/3436—Leadless components having an array of bottom contacts, e.g. pad grid array or ball grid array components
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【課題】電子部品付き配線板の製造効率および信頼性向上。【解決手段】実施形態の製造方法は、配線板10よりも大きい第1支持板3を用意することと、第1支持板3の一面に複数の配線板10を含む複数の配線集合基板100を連結状態で形成することと、第1支持板3と配線集合基板100とを分離することと、連結状態の複数の配線集合基板100を個別に分割することと、配線板10よりも平面視で大きく、かつ、第1支持板3よりも小さい第2支持板を配線集合基板100の表面に接着することと、配線集合基板100内の複数の配線板10それぞれに電子部品を実装することと、配線集合基板100内の複数の配線板10を個片に分割することと、第2支持板と配線板10とを分離することと、を含んでおり、電子部品の複数の配線板10への実装は、第2支持板上で行われる。【選択図】図1A
Description
本発明は、配線板と配線板に実装されている電子部品とを有する電子部品付き配線板の製造方法に関する。
特許文献1には、銅などの金属板からなる支持体上に配線基板を形成し、支持体の除去後の配線基板上に、または、支持体上の配線基板上に、半導体素子を実装する半導体装置の製造方法が開示されている。
特許文献1の方法では、1つの支持体上で1つの配線基板が形成され、その配線基板を含む1つの半導体装置が製造される。配線基板および半導体装置の製造効率が低いと考えられる。また、半導体素子などの電子部品の実装が支持体の除去後に行われると、主に薄い樹脂層や金属層で構成される配線基板の反りや撓みのために、電子部品の位置ずれなどの実装不良が生じ易いと推察される。一方、支持体上の配線基板に電子部品が実装される場合は、配線基板の製造効率化を意図して用いられる大きな支持体のために、実装工程で大型の設備が必要になると考えられる。また、電子部品を高い位置精度で実装することが困難になると推察される。電子部品の実装歩留り、および、電子部品と配線基板との接続信頼性が低いと考えられる。
本発明の電子部品付き配線板の製造方法は、電子部品の接続パッドを有する配線板と前記配線板に実装されている電子部品とを有する電子部品付き配線板の製造方法である。そして、前記方法は、前記配線板よりも平面視で大きい第1サイズを有する第1支持板を用意することと、前記第1支持板の一面に導体層および絶縁層を形成することにより、複数の前記配線板を並べて形成してなる複数の配線集合基板を連結状態で形成することと、前記第1支持板と前記配線集合基板とを分離することと、前記連結状態の複数の前記配線集合基板を個別の前記配線集合基板に分割することと、前記配線板よりも平面視で大きく、かつ、前記第1サイズよりも小さい第2サイズを有する第2支持板を前記配線集合基板の表面に接着することと、前記配線集合基板内の複数の前記配線板それぞれに電子部品を実装することと、前記配線集合基板内の複数の前記配線板を個片に分割することと、前記第2支持板と前記配線板とを分離することと、を含んでおり、前記電子部品の前記複数の配線板への実装は、前記第2支持板上で行われる。
本発明の実施形態によれば、配線板の形成および電子部品の実装を、各工程に適した大きさの支持板上で複数の配線板について行うことができる。電子部品の実装歩留りが高く、しかも、配線板と電子部品との接続品質が高いと推察される。信頼性の高い電子部品が効率よく製造されると考えられる。
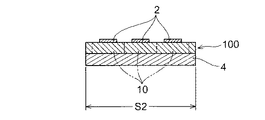
本発明の電子部品付き配線板の製造方法の一実施形態が説明される。まず、一実施形態の概要が、図1A〜1Fを参照して説明される。なお、図1A〜1Fは、一実施形態の製造方法の概要が理解され易いように、配線板10などの厚さ方向(各図面の上下方向)および面方向(各図面の左右方向)それぞれについて適宜拡大されている。
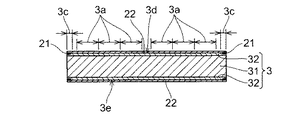
本実施形態では、図1Aおよび図1Bに示されるように、電子部品付き配線板を構成する配線板10よりも平面視で大きい第1サイズS1を有する第1支持板3が用意される。第1支持板3の一面3dに、図示しない導体層および絶縁層を形成することにより、複数の配線集合基板100が連結状態で形成される。配線集合基板100は、並べて形成される複数の配線板10により構成されている。そして、第1支持板3と配線集合基板100とが分離される。その分離と共に、または、その分離の後もしくは前に、連結状態の配線集合基板100が個別の状態に分割される(図1C参照)。
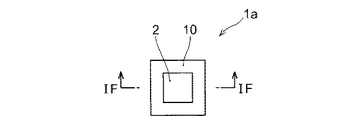
図1Cおよび図1Dに示されるように、第2支持板4が、個別に分割された配線集合基板100の一方の表面に接着される。そして、第2支持板4上で、配線集合基板100内の複数の配線板10それぞれに電子部品2が実装される。第2支持板4は、配線板10よりも平面視で大きく、かつ、第1サイズS1(図1参照)よりも小さい第2サイズS2を有している。そして、図1Eおよび図1Fに示されるように、配線集合基板100内の複数の配線板10が個片に分割される。その複数の配線板10の分割と共に、または、その複数の配線板10の分割の前もしくは後に、第2支持板4と配線板10とが分離される。配線板10は、平面視において、電子部品付き配線板1aの平面視における外形サイズとほぼ同じ第3サイズS3を有している。
すなわち、一実施形態の電子部品付き配線板の製造方法によれば、第1支持板3上での複数の配線板10の形成後、第1支持板3と配線板10とが分離される。そして、電子部品2の実装前に第2支持板4が配線集合基板100に接着される。電子部品2は、第2支持板4上の配線板10に実装される。第2支持板4には、適度な剛性を有する材料、たとえば、プリプレグからなる樹脂基板や、金属板などが用いられ得る。剛性を有する第2支持板4に配線板10が支持されているため、電子部品2の実装時の反りや撓みが少ないと考えられる。電子部品2の実装歩留りが高いと考えられる。電子部品2と配線板10とが確実に接続される。電子部品2と配線板10との接続の信頼性が高いと推察される。
第2支持板4は第1支持板3のサイズ(第1サイズS1)よりも小さい第2サイズS2を有している。また、電子部品2の実装前に、連結状態の配線集合基板100が個片状態に分割される。そのため、第1支持板3上で連結状態の配線集合基板100内の配線板10に電子部品2が実装される場合と比べて、実施形態の製造方法は大型の実装設備を要しないと考えられる。電子部品2の配置範囲が狭いため、実装設備の部品配置精度が高められ易いと考えられる。この観点からも、電子部品2の実装歩留りが高く、電子部品2と配線板10との接続の信頼性が高いと推察される。
なお、「平面視」は、配線板10や第1および第2支持板3、4などの板状体を外部から見るときの見方に関し、板状体をその厚さ方向に沿って見ることを意味している。そして「平面視で大きい」は、平面視において、たとえば2つの板状体の一方の面積が他方の面積よりも大きく、かつ、一方の輪郭内に他方の輪郭が全て収まることを意味している。
配線板10は、平面視で配線板10のサイズ(第3サイズS3)よりも大きい第1サイズS1を有する第1支持板3上で形成される。複数の配線板10が配線集合基板100として第1支持板3上で同時に形成され得る。加えて、配線集合基板100自身も、複数個連結状態で、すなわち複数個同時に形成される。従って、数多くの配線板10が同時に形成され得る。配線板10が非常に効率良く製造され得る。第1支持板3にも、適度な剛性を有する樹脂基板や金属板などが用いられ得る。工程中の配線板10が第1支持板3に支持されるため、配線板10を構成する導体層11a(図2参照)などが、容易に、かつ、設計寸法に対して正確な配線幅やギャップ幅で形成される。品質の良好な配線板10が製造されると考えられる。
すなわち、実施形態の製造方法によれば、配線板10の形成、および、電子部品2の配線板10への実装の両方が、それぞれに適した大きさの支持板上で、複数個同時に効率よく行われる。加えて、配線板10の形成、および、電子部品2の実装が、高い歩留まりで、精度良くかつ品質良く行われる。短期間で大量に、かつ、低コストで、信頼性の高い電子部品付き配線板を製造することができる。
なお、図1B、1Dおよび1F、ならびに、後述の図3Aおよび3Hでは、符号S1〜S3は、それぞれ、矩形の形状の第1支持板3、第2支持板4および配線板10それぞれの一辺の長さを示すように記載されている。しかし、各図中の符号S1〜S3は、第1および第2支持板3、4ならびに配線板10の大きさを規定する要素の一例として各支持板や配線板10の各辺を指すように記載されているに過ぎない。すなわち、第1〜第3サイズS1〜S3は、一辺の長さに限らず、第1および第2支持板3、4ならびに配線板10それぞれの「大きさ」を規定し得る何らかの幾何的な量を意味し得る。その「大きさ」が、前述の「平面視で大きい」の定義に基づいて比較される。たとえば、第1支持板3、第2支持板4、または配線板10の外周の特定部分の長さもしくは全長、または、特定領域の面積もしくは全体の面積などが、第1〜第3サイズS1〜S3によって意味される幾何的な量となり得る。
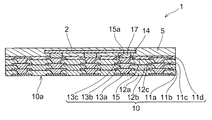
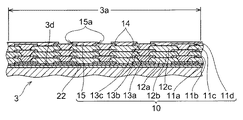
図2には、一実施形態の製造方法による結果物の一例として、電子部品付き配線板1が示されている。電子部品付き配線板1は、導体層11a〜11dおよび樹脂絶縁層12a〜12cを有する配線板10と、配線板10に実装されている電子部品2とを有している。配線板10の表層部の導体層11dは電子部品2との接続パッド14を含んでいる。接続パッド14に電子部品2が接合材17により接続されている。樹脂絶縁層12a〜12cそれぞれには、ビア導体13a〜13cが形成されている。ビア導体13a〜13cによって、各樹脂絶縁層の両側の導体層同士が接続されている。
図2の例では、配線板10は、さらに導体層11dおよび樹脂絶縁層12c上にソルダーレジスト層15を有している。ソルダーレジスト層15は、接続パッド14上に開口15aを有しており、開口15a内に露出する接続パッド14に電子部品2が接続されている。電子部品2は、ソルダーレジスト層15上に形成されている封止部材5によって被覆されている。導体層11aは、一面を配線板10の第1面10aに露出している。
図2に示される電子部品付き配線板1を例に、一実施形態の電子部品付き配線板の製造方法の一例が、図3A〜3Kを参照して、さらに詳細に説明される。
図3Aに示されるように、第1支持板3が用意される。たとえば、ガラス繊維などの補強材を含むプリプレグを硬化してなる樹脂基板、または、銅などからなる金属板が第1支持板3として用意される。また、プリプレグの両面に銅箔を熱圧着してなる両面銅張積層板が第1支持板3に用いられてもよい。第1支持板3の材料は、第1支持板3上で配線板10(図1A参照)を安定して形成し得る程度の剛性を有しているものであれば、これらに限定されない。適度な剛性を有し得る任意の材料が第1支持板3に用いられる。
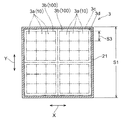
第1支持板3は、平面視で、配線板10のサイズ(第3サイズS3)よりも大きい第1サイズS1を有している。なお、図3Aには、複数の配線板10の形成領域3a、および複数の形成領域3aを含む配線集合基板100の形成領域3bが二点鎖線で示されている(明確性のために、符号3a、3bの後に、それぞれ、符号10、100が括弧で囲んで添えられている)。図3Aは、第1支持板3の外周の一辺(たとえば符号Xで示されるX方向に沿う辺)およびこの一辺に直交する他辺(たとえば符号Yで示されるY方向に沿う辺)に沿ってそれぞれ6つずつ、全部で36個の配線板10が形成される例である。また、図3Aは、X方向およびY方向それぞれに3個ずつ並べて形成されている9個の配線板10により配線集合基板100が構成される例である。図3Aの例では、第1支持板3上に、X方向およびY方向それぞれに2つずつ、全部で4個の配線集合基板100が連結して形成される。
第1支持板3上に形成される配線板10および配線集合基板100の数は、図3Aの例に限定されない。また、たとえば矩形の外周形状を有する第1支持板3の一辺に沿って形成される配線板10および配線集合基板100の数も図3Aの例に限定されない。同様に、配線集合基板100を構成する配線板10の数、および、配線集合基板100の一辺に沿って形成される配線板10の数も、図3Aの例に限定されない。本実施形態では、複数の配線板10により構成される配線集合基板100が複数個連結状態で第1支持板3上に形成される。従って、少なくとも4つの配線板10および少なくとも2つの配線集合基板100が、第1支持板3上に形成される。
好ましくは、連結状態で形成される複数の配線集合基板100全体の大きさと同じか、または、複数の配線集合基板100全体の大きさよりも大きい第1支持板3が用いられる。たとえば、平面視で矩形の外形を有する第1支持板3上に、平面視で矩形の外形を有する複数の配線板10が向きを揃えてアレイ状に形成される場合が考えられる。その場合、第1支持板3のX方向の辺は、好ましくは、X方向に沿って形成される複数の配線板10のX方向の辺の長さの総和以上の長さを有している。同様に、第1支持板3のY方向の辺は、好ましくは、Y方向に沿って形成される複数の配線板10のY方向の辺の長さの総和以上の長さを有している。全ての配線板10が第1支持板3上で安定して形成され得る。
図3Aの例では、第1支持板3は、平面視でほぼ正方形の外周形状を有している。第1支持板3の平面視での外周形状は、図3Aに示される正方形に限定されず、たとえば、長方形や円形であってもよい。電子部品付き配線板1の平面形状に応じて任意の形状の第1支持板3が用いられ得る。
第1支持板3は、配線集合基板100の形成領域3b以外に、複数の配線集合基板100の形成領域3b全体の外縁と第1支持板3の端縁との間に余白領域3cを有している。第1支持板3は、複数の配線集合基板100の形成領域3bの大きさおよび余白領域3cの大きさを含む第1サイズS1を有している。
一実施形態の製造方法では、前述の第1支持板3の一面3d上への配線集合基板100の形成の前に、第1支持板3の一面3dに金属箔22(図3B参照)が設けられてもよい。金属箔は、配線集合基板100の形成や、その後の第1支持板3と配線集合基板100との分離を容易にすることがある。金属箔22は、たとえば銅箔などを接着剤などにより接着することにより第1支持板3の一面3dに設けられる。たとえば、図3Aに示されるように、第1支持板3の一面3d上の周縁部に接着剤21が印刷などにより枠状に塗布される(図3Aでは、接着剤21の塗布形状が理解され易いように接着剤21にハッチングが付されている)。枠状に成形されたフィルム状の接着剤21が、第1支持板3の一面3d上の周縁部に載置されてもよい。接着剤21上に金属箔22が重ねられ、接着剤21により接着される。
図3Bに、金属箔22が接着された状態の第1支持板3が示されている。なお、図3B〜3Kには、工程中の電子部品付き配線板1の断面図が示されている。図3B〜3Kは、工程中の電子部品付き配線板1の構造が明確に示されるように、第1支持板3や配線板10などの厚さ方向(各図面の上下方向)および面方向(各図面の左右方向)それぞれについて適宜拡大されている。接着剤21は、加熱、紫外線照射、または所定時間の室温保管などにより硬化し、それにより第1支持板3と金属箔22とが接着される。
図3Bは、プリプレグなどを硬化してなるベース基板31の両面に銅箔32を接合してなる両面銅張積層板を第1支持板3として用いる例を示している。第1支持板3の一面3dと反対側の他面3e上にも金属箔22が接着されている。すなわち、第1支持板3の一面3dおよび他面3eそれぞれの面において、配線板10(図1E参照)が同時に形成され得る。配線板10を効率よく製造することができる。なお、図3C〜3Fおよび以下の説明では、第1支持板3の他面3e側の図示および説明は省略されている。
前述の図3A、および図3Bに示される例では、金属箔22は、第1支持板3の外周部とだけ接合される。特に、第1支持板3の余白領域3c内だけに接着剤21が塗布または載置され、金属箔22は第1支持板3の余白領域3cだけに接着されている。後述されるように、第1支持板3と配線集合基板100(図1C参照)との分離が容易になることがある。図3Aや図3Bの例と異なり、第1支持板3の一面3dの全面に接着剤21が供給され、金属箔22と第1支持板3とが、互いの対向面の全面において接着されてもよい。金属箔22と第1支持板3とが強固に接着されるので、配線板10がいっそう安定して形成されると考えられる。
前述のように、金属箔22は、配線集合基板100の形成や、第1支持板3と配線集合基板100との分離を容易にすることがある。たとえば、金属箔22をシード層として用いることで、配線集合基板100の導体層11a(図3C参照)が電解めっきにより容易に短い時間で形成され得る。また、金属箔22との接合部で第1支持板3を金属箔22から剥離することで、第1支持板3が容易に配線集合基板100から分離され得る。なお、金属箔22は、必ずしも設けられなくてもよい。たとえば、導体層11aを無電解めっきだけで第1支持板上に直接形成することも可能である。また、比較的薄い金属板からなる第1支持板をエッチングで除去することや、樹脂基板からなる第1支持板を研磨などで除去することにより、第1支持板と配線集合基板とを分離することも可能である。
金属箔22は、前述の機能を発揮し得るものであれば銅箔に限定されない。たとえば、ニッケル箔が用いられてもよい。金属箔22の厚さは、たとえば3μm以上、10μm以下である。導体層11aの形成時に十分に電気抵抗の低いシード層として機能すると考えられる。また、エッチングなどにより短時間で除去され得る。接着剤21は、配線板10の形成中に、金属箔22と第1支持板3との間に過度の位置ずれや剥離を生じさせることなく、両者の接合状態を維持し得るものであれば特に限定されない。接着機構のタイプとして、熱硬化性、紫外線硬化性、または常温硬化性の接着剤が用いられてもよい。第1支持板3と配線集合基板100との分離を容易にする熱可塑性の接着剤が用いられてもよい。
図3Cに示されるように、金属箔22上に配線板10を構成する導体層11aが形成される。なお、図3Cならびに後述の図3Dには、第1支持板3のうち、1つの配線板の形成領域3aの周辺部だけが面方向に拡大して示されている。導体層11aは、所定の導体パターンを有するように形成される。導体層11aは、たとえば、所定の導体パターンの形成領域に開口を有するめっきレジストを用いて電解めっきにより形成される。金属箔22がシード層として用いられ得る。比較的短い時間で導体層11aが形成され得る。また、エッチングを用いないので、ファインピッチで導体層11aが形成され得る。しかし、導体層11aの形成方法は、電解めっきに限定されない。たとえば、前述のように、金属箔22が設けられない場合は、導体層11aは、無電解めっきなどにより形成されてもよい。導体層11aの材料は、良好な導電性を有するものであれば特に限定されない。銅やニッケルなどが例示される。好ましくは、導体層11aは銅により形成される。
図3Dに示されるように、導体層11a上、および導体層11aに覆われずに露出する金属箔22上に、樹脂絶縁層12a、導体層11b、樹脂絶縁層12b、導体層11c、樹脂絶縁層12c、および導体層11dが、順に形成される。導体層11b〜11dは、それぞれ、所定の導体パターンを有するように形成される。導体層11a〜11dのうち最上層の導体層11dは、電子部品2(図2参照)の接続パッド14を有するように形成される。また、樹脂絶縁層12a〜12cには、各樹脂絶縁層の両側の導体層を接続するビア導体13a〜13cが形成される。
樹脂絶縁層12a〜12c、導体層11b〜11d、およびビア導体13a〜13cは、たとえば、一般的なビルドアップ配線板の製造方法と同様の方法で形成され得る。たとえば、樹脂絶縁層12aが、導体層11aおよび金属箔22の露出部分上にフィルム状のエポキシ樹脂などを熱圧着することにより形成される。銅箔などの金属箔がフィルム状のエポキシ樹脂上に積層されてエポキシ樹脂と共に熱圧着されてもよい。レーザー光の照射などにより樹脂絶縁層11aにビアホールが形成され、無電解めっきもしくはスパッタリングなどによるシード金属膜の形成、および、パターンめっきによる電解めっき膜の形成により導体層11bおよびビア導体13aが形成される。シード金属膜およびその下の金属箔の不要部分はエッチングなどにより除去される。そして、樹脂絶縁層12b、導体層11cおよびビア導体13bが、樹脂絶縁層12a、導体層11bおよびビア導体13aの形成方法とそれぞれ同様の方法で形成される。さらに、同様の方法を繰り返すことにより、樹脂絶縁層12c、導体層11dおよびビア導体13cが形成される。導体層11b〜11dは、シード金属膜の形成後のパネルめっきと、テンティング法によるパターニングとにより形成されてもよい。
導体層11b〜11cおよびビア導体13a〜13cの材料は、良好な導電性を有し、めっきによる形成やエッチングによる除去の容易な材料であれば特に限定されない。好ましくは、各導体層および各ビア導体は銅により形成される。また、樹脂絶縁層12a〜12cの材料は、良好な絶縁性や導体層との密着性、および適度な熱膨張率特を有するものであれば特に限定されない。好ましくは、樹脂絶縁層12a〜12cはエポキシ樹脂で形成される。樹脂絶縁層12a〜12cは、シリカなどの無機フィラーを含んでいてもよい。
接続パッド14上に開口15aを有するソルダーレジスト層15が、導体層11d、および導体層11dから露出する樹脂絶縁層12cの表面上に形成される。たとえば、感光性のエポキシ樹脂からなる層が、導体層11d上および樹脂絶縁層12c上に印刷やスプレーコーティングなどにより形成され、フォトリソグラフィ技術により開口15aが形成される。図3Dに示されるように、第1支持板3の一面3dの上に、導体層および樹脂絶縁層を交互に積層してなる配線板10が形成される。
配線板10の形成後の第1支持板3全体の断面が、図3Bとほぼ同じ厚さ方向および面方向の倍率で図3Eに示されている。なお、導体層11a〜11dおよびビア導体層13a〜13cは省略されている(後述の図3F〜3H、3Jおよび3Kにおいても、各導体層および各ビア導体は省略されている)。
図3Eに示されるように、複数の配線板10が互いに隣接して並べて形成されている。これら複数の配線板10により構成される配線集合基板100が複数個(図3Eの例では、図面上、左右方向に2個)連結状態で形成されている。各配線集合基板100は、複数の配線板10の周囲にダミーエリア102を有し、隣接する配線集合基板100のダミーエリア102同士が連結されている。配線集合基板100は金属箔22上に形成されている。連結状態の配線集合基板100全体の周囲には、配線集合基板100と同様の積層構造を有し得るダミー部材101が形成されている。配線板10および配線集合基板100は、第1支持板3側に向けられている第1面10aを有している。
図3Fに示されるように、配線集合基板100と第1支持板3とが分離される。図3Fの例では、第1支持板3を金属箔22から剥離することにより、第1支持板3が配線集合基板100から分離される。たとえば、接着剤21(図3E参照)に熱可塑性接着剤が用いられている場合、接着剤21が加熱される。加熱により接着剤21が軟化している状態で、第1支持板3と配線集合基板100とが引き離される。比較的柔らかく、接着力の弱い接着剤21が用いられている場合は、単に、第1支持板3と配線集合基板100とを互いに逆方向に機械的に引っ張ることにより両者が分離されてもよい。たとえば、第1支持板3の縁部に露出する接着剤21に薄板状もしくは針状の治具などを挿し入れることにより接着剤に破断箇所が形成される。その破断箇所を起点に破断箇所と反対側の縁部に向って次第に配線集合基板100が金属箔22と共に第1支持板3から剥離されてもよい。
また、図3A〜3Eに示される例では、第1支持板3と金属箔22とは外周部だけで接合されているので、この接着材21による外周部の接合部分を切除することにより、第1支持板3と配線集合基板100とが分離されてもよい。たとえば、接合部分よりも内周側の切断線D1(図3E参照)の位置で第1支持板3の余白領域3cおよびダミー部材101をルーターなどで切断することにより、第1支持板3と配線集合基板100とが分離され得る。
第1支持板3の分離後、金属箔22が、たとえば、エッチングなどにより除去される。前述のように、金属箔22は、電解めっきによるファインピッチパターンを有する導体層11a(図3B参照)の形成や第1支持板3と配線集合基板100との分離の容易化に寄与し得る。実施形態の製造方法では、電子部品2(図2参照)の実装前に第1支持板3が分離されるため、第1支持板3の除去により露出する金属箔22が、この時点で除去され得る。すなわち、電子部品2の実装前に金属箔22の除去のためのエッチングが行われ得る。第1支持板3上で電子部品2の実装を行い、その後、第1支持板3の分離および金属箔22の除去を行う場合と比べて、エッチングによる電子部品2へのダメージの懸念が少ないと考えられる。電子部品2の保護用の部材などを要さずに、金属箔22が容易に除去され得る。
図3Gに示されるように、連結状態の複数の配線集合基板100が個片状態に分割される。また、配線集合基板100とダミー部材101(図3F参照)とが分離され、ダミー部材101が除去される。個々の配線集合基板100の縁部の位置、たとえば、切断線D2、D3(図3F参照)に示される位置で、ルーター加工や金型加工などにより樹脂絶縁層12a〜12cが切断される。その結果、図3Gに示されるように、配線集合基板100が個片の状態に分割される。なお、配線集合基板100の第1面10aが金属箔22の除去により露出している。
ここで、切断線D1(図3E参照)により示される位置と、切断線D2(図3F参照)により示される位置とは、ほぼ同じであってもよい。すなわち、前述のように、第1支持板3と配線集合基板100との分離が接合部分の切除により行われる場合、切断線D1の位置での樹脂絶縁層12a〜12cおよび第1支持板3の切断により、第1支持板3の分離と共に、ダミー部材101が除去されてもよい。さらに、この切断線D1での切断と同じ工程で、切断線D3(図3F参照)の位置での切断が行われてもよい。第1支持板3の分離と配線集合基板100の個片状態への分割とがほぼ同時に行われ得る。電子部品付き配線板1が効率よく製造され得る。
図3Hに示されるように、個片状態に分割された配線集合基板100の表面に、第2支持板4が接着される。第2支持板4は、図3Hの例では、配線集合基板100の第1面10aに接着剤41により接着されている。たとえば、第2支持板4の一方の表面(接着面)の周縁部に、接着剤41が印刷などにより塗布される。配線集合基板100が、第2支持板4の接着面上に重ねられる。加熱、紫外線照射、または所定時間の室温保管などにより接着剤41が硬化し、図3Hに示されるように、第2支持板4と配線集合基板100とが、それぞれの外周部で接着剤41により接合される。第2支持板4の接着面、および/または、配線集合基板100の第1面10aの全面に接着剤41が塗布され、第2支持板4と配線集合基板100とが、互いの対向面の全面において接着されてもよい。第2支持板4と配線集合基板100とが強固に接着されるので、電子部品2(図2参照)がいっそう安定して実装されると考えられる。
第2支持板4は、平面視で、配線板10のサイズ(第3サイズ)よりも大きく、かつ、第1支持板3のサイズ(第1サイズ)よりも小さい第2サイズS2を有している。好ましくは、平面視で配線集合基板100の大きさと同じか、または、配線集合基板100の大きさよりも大きい第2支持板4が用いられる。たとえば、平面視で矩形の外形を有する配線集合基板100に対して、平面視で矩形の外形を有する第2支持板4が用いられる場合、好ましくは、第2支持板4の直交する2辺の一方の長さは、配線集合基板100の直交する2辺のいずれか一方の長さより長い。そして、好ましくは、第2支持板4の直交する2辺の他方の長さは、配線集合基板100の直交する2辺の他方の長さより長い。全ての配線板10が第2支持板4に全面で支持される。電子部品2が、全ての配線板10に良好な品質で実装され得る。
第2支持板4の材料は、電子部品2が第2支持板4上で安定して配線板10に実装される程度の剛性を有しているものであれば、特に限定されない。たとえば、第1支持板3と同様に、樹脂基板、銅などからなる金属板、または、両面銅張積層板などが第2支持板4として用いられ得る。また、第2支持板4は、平面視で任意の外周形状を有し得る。たとえば、第2支持板4は、平面視で配線集合基板の外形とほぼ相似形、好ましくは、ほぼ同一の形状を有している。
接着剤41は、電子部品2の実装中に、第2支持板4と配線集合基板100との間に過度の位置ずれや剥離を生じさせることなく、両者の接着状態を維持し得るものであれば特に限定されない。接着剤41には、第1支持板3と金属箔22との接着に用いられる接着剤31(図3B参照)と同じ接着剤が用いられてもよい。しかし、接着剤41としては、後述の第2支持板4と配線集合基板100との分離後に、配線集合基板100の接着面に残存し難い性状を有するものが好ましい。すなわち、接着剤41としては、強固な接着力を発現しないものの、表面に適度な密着性を有し、容易に内部破断することなく一体的に接着対象物の接着面から剥離され得るものが好ましい。たとえば、フッ素系樹脂やシリコーン系樹脂などが例示される。
図3Iに示されるように、第2支持板4上の配線板10に電子部品2が実装される。なお、図3Iには、配線集合基板100のうち、1つの配線板10の周辺部だけが面方向に拡大して示されている。また、導体層11a〜11dおよびビア導体13a〜13cが省略されずに示されている。電子部品2は、配線板10の導体層11d内の接続パッド14上に接合材17により接続されている。接合材17は、電子部品2と接続パッド14とを好ましくは低い電気抵抗で接続し得るものであれば、特に限定されない。たとえば、はんだや導電性接着剤が例示される。はんだが用いられる場合、たとえば、はんだバンプが電子部品2または接続パッド14上に形成され、接続パッド14上に電子部品2を搭載後、はんだリフローが行われる。導電性接着剤が用いられる場合、接続パッド14への導電性接着剤の塗布および接続パッド14上への電子部品2の搭載後、加熱などにより導電性接着剤が硬化されてもよい。電子部品2の実装方法はこれらに限定されない。任意の適切な方法により電子部品2が実装され得る。電子部品2は、配線集合基板100内の複数の配線板10それぞれに実装される。
電子部品2としては、ベアチップ、WLP、もしくは他の形態の集積回路装置、トランジスタ、またはダイオードなどの能動部品が例示される。電子部品2はこれらに限定されず、たとえば、表面実装型もしくは他の形態のインダクタ、コンデンサ、および抵抗などの受動部品の他、任意の電子部品が接続パッド14上に実装され得る。
図3Iに示されるように、好ましくは、電子部品2を被覆する封止部材5が電子部品2および配線板10上に形成される。たとえば、フィルム状に成型された樹脂材料が、電子部品2およびソルダーレジスト層15を覆うように配線板10の上に積層される。ペースト状または液状の樹脂材料が、マスク印刷やノズルからの吐出などにより、電子部品2およびソルダーレジスト層15の上に塗布されてもよい。樹脂材料が所定の硬化温度で加熱されて本硬化することにより、封止部材5が形成され得る。封止部材5の材料としては、エポキシ樹脂が例示される。エポキシ樹脂はシリカなどの無機フィラーを含んでいてもよい。
図3Jに示されるように、第2支持板4と配線板10とが分離される。なお、図3Jには、電子部品2実装後の配線集合基板100全体の断面が、図3Hとほぼ同じ厚さ方向および面方向の倍率で示されている。第2支持板4の分離は、たとえば、前述の第1支持板3と配線集合基板100との分離(図3F参照)と同様に行われ得る。すなわち、加熱状態で第2支持板4と配線集合基板100とが引き離されてもよく、非加熱状態で第2支持板4の縁部に設けられる接着剤41の破断部を起点に両者が互いから剥離されてもよい。また、配線集合基板100および第2支持板4の外周部の両者の接合部分が切除されてもよい。
第2支持板4と配線板10との分離の前または後に、配線集合基板100内の複数の配線板10が個片に分割される。また、配線板10と、配線集合基板100のダミーエリア102とが分離され、ダミーエリア102が除去される。第2支持板4の分離後に配線板10の分割が行われる場合は、たとえば、図3Jに示される切断線D4の位置、すなわち複数の配線板10それぞれの縁部で、ルーター加工などにより配線集合基板100が封止部材5と共に切断される。
第2支持板4の分離前に、配線板10の分割が行われる場合は、配線集合基板100や封止部材5と共に第2支持板4も切断線D4の位置で切断される。その後、前述の第2支持板4の分離方法と同様の方法で、第2支持板4と個片に分割済みの配線板10とが分離される。
その結果、図3Kに示されるように、電子部品を備える個片状態の複数の配線板10が得られる。以上の工程を経ることにより、図2に例示される電子部品付き配線板1が完成する。
なお、一実施形態の電子部品付き配線板の製造方法は、図3A〜3Kを参照して説明された方法に限定されない。個々の工程は、前述の説明に対して種々の変更を伴って実施されてもよい。
たとえば、図4に示されるように、第1支持板3と配線集合基板100との分離前に、配線集合基板100が個片状態に分割されてもよい。この場合、第1支持板3も配線集合基板100の分割に応じて切断される。切断された個々の第1支持板3は、前述の図3Fを参照して説明された方法と同様の方法で、配線集合基板100から分離される。
図4に示されるように配線集合基板100が分割される場合、金属箔22が第1支持板3と外周部だけで接着されて中央部で接着されていないと(図3B参照)、配線集合基板100の分割時に、連結状態の配線集合基板100が上下に撓み得ると考えられる。さらに、第1支持板3が余白領域3c(図3E参照)内だけで金属箔22と接着されていると、たとえば、切断線D2(図3F参照)に沿う端縁においても、配線集合基板100が分割時に第1支持板3から浮き上がり得ると考えられる。連結状態の配線集合基板100が、安定して正確な位置で分割され難いと考えられる。
図4に示される例では、個々の配線集合基板100の外周に沿って第1支持板3と金属箔22とが、接着剤21により接着されている。第1支持板3の分離前に配線集合基板100が分割される場合でも、配線集合基板100が安定して正確な位置で分割されると考えられる。
図5には、図4に示されるように第1支持板3と金属箔22とが接着される場合に、第1支持板3の一面3d上に供給される接着剤21の塗布パターンの一例が示されている。図5に示されるように、接着剤21は、第1支持板3の配線集合基板100の形成領域3bそれぞれの端縁に沿って、その端縁を跨ぐ所定の幅を有する部分に供給され得る。このように接着剤21を第1支持板3上に供給し、その接着剤21で金属箔22を接着することにより、第1支持板3の分離前であっても、配線集合基板100が安定して正確な位置で分割され得る。
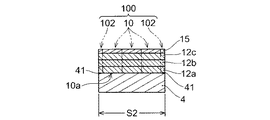
第2支持板4は、図3Hに示される例と異なり、図6Aに示されるように、配線集合基板100の第1面10aと反対側の第2面10bに接着されてもよい。すなわち、第1支持板3および金属箔22の除去により露出する表面と反対側の表面上に第2支持板4が接着されてもよい。図6Aの例では、第2支持板4は、配線集合基板100の第2面10bを構成するソルダーレジスト層15上に接着剤41により接着されている。接着剤41はソルダーレジスト15の全面に設けられている。
図6Aに示されるように配線集合基板100の第2面10bに第2支持板4が接着される場合、配線集合基板100の第1面10a側に電子部品が実装されてもよい。
好ましくは、図6Bに示されるように、金属箔22(図3F参照)の除去により露出する配線集合基板100の第1面10aにソルダーレジスト層16が形成される。ソルダーレジスト層16は、前述のソルダーレジスト層15の形成方法と同様の方法で形成され得る。ソルダーレジスト層16の所定の位置に、導体層11a内の接続パッド14aを露出する開口16aが形成される。なお、図6Bおよび後述の図6Cには、図3Iと同様に、配線集合基板100のうち、1つの配線板10の周辺部だけが面方向に拡大して示されている。
図6Cに示されるように、電子部品2が接続パッド14aに実装され、電子部品2を被覆する封止部材5aが形成される。電子部品2の実装および封止部材5の形成は、前述の図3Iを参照して説明された接続パッド14への電子部品2の実装および封止部材5の形成と同様の方法で行われ得る。図6A〜6Cに示される方法では、電子部品2は導体層11a内の接続パッド14aに実装される。導体層11aは、前述のように、エッチングを用いずに形成され得るので、ファインピッチで形成される導体パターンを有し得る。狭ピッチで並ぶ端子(図示せず)を有する電子部品を実装することができる。電子部品2の実装後、図3Jおよび図3Kを参照して説明された方法と同様の方法で第2支持板4が分離され、配線板10が分割され得る。配線板10の一面に電子部品を有する電子部品付き配線板を得ることができる。
一実施形態の製造方法の個々の工程は、図4〜6Cを参照して説明された変形例の他にも、種々の変更を伴って実施されてもよい。たとえば、金属箔22(図3F参照)の除去は、連結状態の配線集合基板100の個片状態への分割工程(図3G参照)後に行われてもよい。また、前述のように、配線集合基板100の第2面10bに第2支持板4が接着される場合は、第2支持板4の接着後に金属箔22が除去されてもよい。配線集合基板100の第2面10b側が、第2支持板4によって金属箔22の除去時にエッチング液から保護され得る。
一実施形態の電子部品付き配線板の製造方法には、前述の各工程以外に任意の工程が追加されてもよく、前述の説明で説明された工程のうちの一部が省略されてもよい。
1、1a 電子部品付き配線板
2 電子部品
3 第1支持板
3a 配線板の形成領域
3b 配線集合基板の形成領域
3d 第1支持板の一面
4 第2支持板
5、5a 封止部材
10 配線板
10a 配線板(配線集合基板)の第1面
10b 配線板(配線集合基板)の第2面
100 配線集合基板
11a〜11d 導体層
12a〜12c 樹脂絶縁層
13a〜13c ビア導体
14、14a 接続パッド
15、16 ソルダーレジスト層
21、41 接着剤
22 金属箔
2 電子部品
3 第1支持板
3a 配線板の形成領域
3b 配線集合基板の形成領域
3d 第1支持板の一面
4 第2支持板
5、5a 封止部材
10 配線板
10a 配線板(配線集合基板)の第1面
10b 配線板(配線集合基板)の第2面
100 配線集合基板
11a〜11d 導体層
12a〜12c 樹脂絶縁層
13a〜13c ビア導体
14、14a 接続パッド
15、16 ソルダーレジスト層
21、41 接着剤
22 金属箔
Claims (6)
- 電子部品の接続パッドを有する配線板と前記配線板に実装されている電子部品とを有する電子部品付き配線板の製造方法であって、前記方法は、
前記配線板よりも平面視で大きい第1サイズを有する第1支持板を用意することと、
前記第1支持板の一面に導体層および絶縁層を形成することにより、複数の前記配線板を並べて形成してなる複数の配線集合基板を連結状態で形成することと、
前記第1支持板と前記配線集合基板とを分離することと、
前記連結状態の複数の前記配線集合基板を個別の前記配線集合基板に分割することと、
前記配線板よりも平面視で大きく、かつ、前記第1サイズよりも小さい第2サイズを有する第2支持板を前記配線集合基板の表面に接着することと、
前記配線集合基板内の複数の前記配線板それぞれに電子部品を実装することと、
前記配線集合基板内の複数の前記配線板を個片に分割することと、
前記第2支持板と前記配線板とを分離することと、を含んでおり、
前記電子部品の前記複数の配線板への実装は、前記第2支持板上で行われる。 - 請求項1記載の電子部品付き配線板の製造方法であって、
前記連結状態の複数の前記配線集合基板は、前記第1支持板と前記配線集合基板との分離後に、個別の前記配線集合基板に分割される。 - 請求項1記載の電子部品付き配線板の製造方法であって、
前記配線集合基板は、前記第1支持板との分離前の状態で前記第1支持板側に向けられている第1面を有し、
前記第2支持板は前記配線集合基板の第1面と反対側の第2面に接着される。 - 請求項3記載の電子部品付き配線板の製造方法であって、さらに、
前記配線集合基板の前記第1面に、所定の位置に開口を有するソルダーレジスト層を形成することを含んでおり、
前記電子部品は、前記開口内に露出する接続パッドに実装される。 - 請求項1記載の電子部品付き配線板の製造方法であって、
前記第1支持板を用意する工程は、前記第1支持板の前記一面に金属箔を設けることを含み、
前記複数の配線集合基板は前記金属箔上に形成され、
前記第1支持板と前記配線集合基板とを分離する工程は、前記金属箔を前記配線集合基板から除去することを含んでいる。 - 請求項5記載の電子部品付き配線板の製造方法であって、
前記金属箔は、前記第1支持板の外周部とだけ接合することにより前記第1支持板の前記一面に設けられ、
前記第1支持板と前記配線集合基板との分離は、前記個別の配線集合基板への分割と共に、前記第1支持板の前記外周部の前記金属箔との接合部分を切除することにより行われる。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041190A JP2017157739A (ja) | 2016-03-03 | 2016-03-03 | 電子部品付き配線板の製造方法 |
| US15/447,705 US10477699B2 (en) | 2016-03-03 | 2017-03-02 | Method for manufacturing electronic component attached wiring board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041190A JP2017157739A (ja) | 2016-03-03 | 2016-03-03 | 電子部品付き配線板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017157739A true JP2017157739A (ja) | 2017-09-07 |
Family
ID=59723865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016041190A Pending JP2017157739A (ja) | 2016-03-03 | 2016-03-03 | 電子部品付き配線板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10477699B2 (ja) |
| JP (1) | JP2017157739A (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10249561B2 (en) * | 2016-04-28 | 2019-04-02 | Ibiden Co., Ltd. | Printed wiring board having embedded pads and method for manufacturing the same |
| JP6815880B2 (ja) * | 2017-01-25 | 2021-01-20 | 株式会社ディスコ | 半導体パッケージの製造方法 |
| US11596056B2 (en) * | 2018-10-02 | 2023-02-28 | Skyworks Solutions, Inc. | Methods and devices related to reduced packaging substrate deformation |
| US11729915B1 (en) | 2022-03-22 | 2023-08-15 | Tactotek Oy | Method for manufacturing a number of electrical nodes, electrical node module, electrical node, and multilayer structure |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001237585A (ja) * | 2000-02-22 | 2001-08-31 | Murata Mfg Co Ltd | 電子部品及びその製造方法 |
| JP4106003B2 (ja) * | 2003-09-03 | 2008-06-25 | 松下電器産業株式会社 | 固体撮像装置の製造方法 |
| JP2007295308A (ja) * | 2006-04-25 | 2007-11-08 | Citizen Electronics Co Ltd | エレクトレットコンデンサマイクロホンの製造方法。 |
| US8671561B2 (en) * | 2007-05-24 | 2014-03-18 | Shinko Electric Industries Co., Ltd. | Substrate manufacturing method |
| KR101551898B1 (ko) | 2007-10-05 | 2015-09-09 | 신꼬오덴기 고교 가부시키가이샤 | 배선 기판, 반도체 장치 및 이들의 제조 방법 |
| JP5297139B2 (ja) * | 2008-10-09 | 2013-09-25 | 新光電気工業株式会社 | 配線基板及びその製造方法 |
| JP2014112632A (ja) * | 2012-11-09 | 2014-06-19 | Ibiden Co Ltd | 複合配線板 |
| JP2015065320A (ja) * | 2013-09-25 | 2015-04-09 | イビデン株式会社 | 複合配線板及び複合配線板の製造方法 |
| JP6435705B2 (ja) * | 2013-12-27 | 2018-12-12 | 日亜化学工業株式会社 | 集合基板、発光装置及び発光素子の検査方法 |
-
2016
- 2016-03-03 JP JP2016041190A patent/JP2017157739A/ja active Pending
-
2017
- 2017-03-02 US US15/447,705 patent/US10477699B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170257952A1 (en) | 2017-09-07 |
| US10477699B2 (en) | 2019-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6506719B2 (ja) | 超小型放熱器を備えたプリント回路基板の製造方法 | |
| US8238114B2 (en) | Printed wiring board and method for manufacturing same | |
| JP3280394B2 (ja) | 電子装置 | |
| JP6103055B2 (ja) | 樹脂多層基板の製造方法 | |
| US10271430B2 (en) | Printed wiring board having support plate and method for manufacturing printed wiring board having support plate | |
| CN103681559B (zh) | 芯片封装基板和结构及其制作方法 | |
| US9706663B2 (en) | Printed wiring board, method for manufacturing the same and semiconductor device | |
| CN102449756B (zh) | 结合散热器的封装组件以及其制造方法 | |
| CN107770947A (zh) | 印刷布线板和印刷布线板的制造方法 | |
| CN103681384A (zh) | 芯片封装基板和结构及其制作方法 | |
| TW201251556A (en) | Printed circuit board and method for manufacturing the same | |
| JP5455028B2 (ja) | 回路基板構造体 | |
| CN103871996A (zh) | 封装结构及其制作方法 | |
| TW201438537A (zh) | 配線基板的製造方法 | |
| KR101755814B1 (ko) | 반도체 장치 및 그의 제조방법 | |
| CN107295746A (zh) | 器件载体及其制造方法 | |
| US10477699B2 (en) | Method for manufacturing electronic component attached wiring board | |
| CN103124468A (zh) | 金属基覆铜层压板和使用其制造金属芯印刷电路板的方法 | |
| CN103517585A (zh) | 软硬结合电路板及其制作方法 | |
| JP2017174953A (ja) | プリント配線板およびプリント配線板の製造方法 | |
| CN100380653C (zh) | 半导体器件及其制造方法 | |
| CN110521292B (zh) | 印刷电路板及其制造方法 | |
| JP6387226B2 (ja) | 複合基板 | |
| JP4596053B2 (ja) | 半導体装置の製造方法および半導体構成体組立体 | |
| JP2016034007A (ja) | 配線基板の製造方法 |