JP2017157773A - 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 - Google Patents
電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 Download PDFInfo
- Publication number
- JP2017157773A JP2017157773A JP2016041817A JP2016041817A JP2017157773A JP 2017157773 A JP2017157773 A JP 2017157773A JP 2016041817 A JP2016041817 A JP 2016041817A JP 2016041817 A JP2016041817 A JP 2016041817A JP 2017157773 A JP2017157773 A JP 2017157773A
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- plane
- electrode
- electromechanical transducer
- piezoelectric body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14233—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/161—Production of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1646—Manufacturing processes thin film formation thin film formation by sputtering
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/704—Piezoelectric or electrostrictive devices based on piezoelectric or electrostrictive films or coatings
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/80—Constructional details
- H10N30/85—Piezoelectric or electrostrictive active materials
- H10N30/853—Ceramic compositions
- H10N30/8548—Lead-based oxides
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/80—Constructional details
- H10N30/85—Piezoelectric or electrostrictive active materials
- H10N30/853—Ceramic compositions
- H10N30/8548—Lead-based oxides
- H10N30/8554—Lead-zirconium titanate [PZT] based
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14233—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
- B41J2002/14258—Multi layer thin film type piezoelectric element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/03—Specific materials used
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
Description
図1は、本実施形態に係る液体吐出ヘッドの構成の一例を概略的に示した断面図である。
本実施形態の液体吐出ヘッドは、基板401、振動板402、ノズル板403、加圧液室(圧力室)404、密着層405、第一電極としての下部電極411、配向性制御層414、圧電体であるPZT膜412、導電性酸化物層415、第二電極としての上部電極413、保護層406などを備える。また、密着層405、下部電極411及び配向性制御層414は、PZT膜412の結晶性を左右する下地膜として機能するため、重要である。加圧液室404は、基板401によって形成される隔壁部401aと、振動板402と、ノズル板403とで囲まれるように形成され、ノズル板403のノズル403aに連通している。
まず、(100)の面方位を持つシリコン単結晶基板からなる基板401上に、振動板構成膜として、例えば、LPCVD法(あるいは熱処理製膜法)でシリコン酸化膜(例えば厚さ200[nm])を成膜する。その後、ポリシリコン膜(例えば厚さ500[nm])を成膜する。ポリシリコン膜の厚さは0.1[μm]以上3[μm]以下の範囲内であるのが好ましく、ポリシリコン膜の表面粗さは算術平均粗さRaで5[nm]以下であるのが好ましい。その後、振動板構成膜として、LPCVD法でシリコン窒化膜を成膜し、複数膜からなる振動板402を形成する。
前記式(1)は、X線回折により得られた(100)面、(010)面、(001)面、(011)面、(101)面、(110)面、(111)面の各配向のピーク強度の総和を1としたときのそれぞれの配向の比率を算出するもので、各配向についての平均配向度を示す。なお、前記式(1)の右辺分母は各配向のピーク強度の総和であり、算出する配向のピーク強度である。
次に、本実施形態における電気機械変換素子の一実施例(以下、本実施例を「実施例1」という。)について説明する。
本実施例1においては、シリコン単結晶基板からなる基板401の表面に熱酸化膜を形成した後、CVDにより積層型の振動板401を形成する。詳しくは、シリコンウェハに熱酸化膜(膜厚600[nm])を形成し、その上にLPCVD法により積層型の振動板401を作製する。積層型の振動板401は、膜厚200[nm]のポリシリコン膜を成膜した後、膜厚100[nm]のシリコン酸化膜を成膜し、次にLPCVD法で膜厚150[nm]のシリコン窒化膜を成膜し、さらに、膜厚150[nm]のシリコン酸化膜を成膜し、膜厚150[nm]のシリコン窒化膜、膜厚100[nm]のシリコン酸化膜、膜厚200[nm]のポリシリコン膜を順次成膜し、最後に膜厚600[nm]のシリコン酸化膜を形成して得られる。
本実施例1におけるPZT膜412についてのθ−2θ法による測定結果は、(100)面のピーク強度が150[kcps]以上(150〜200[kcps])であり、(100)面及び/又は(001)面の配向率が90〜99%であった。
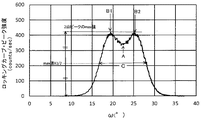
本実施例1においては、図2に示したとおり、PZT膜412の(200)面についてのピーク位置が2θ値で46.229[°]である。図3に示すロッキングカーブは、このピーク位置(46.229[°])において試料基板面と入射X線との角度(ω)のみを微小に変化させて回折強度を測定して得られたものである。以下、単に「ロッキングカーブ」というときは、このようにして得られるロッキングカーブを意味するものとする。
次に、本実施形態における電気機械変換素子の他の実施例(以下、本実施例を「実施例2」という。)について説明する。
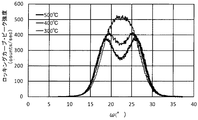
本実施例2は、下部電極411の作製時における白金の成膜温度(基板温度)を500℃としたほかは、前記実施例1と同一の製作条件で液体吐出ヘッドを作製した。白金の成膜温度(基板温度)を変化させることで、PZT膜412の下地層となる下部電極411の表面粗さ(白金膜の表面粗さ)あるいは粒径が変化する。下部電極411の表面粗さあるいは粒径が変化すると、その上に形成されるPZT膜412の結晶構造が変化し、その結晶構造の変化は、ロッキングカーブの形状(回折強度の落ち込み部分の有無、当該落ち込み部分の位置、当該落ち込み部分の回折強度、あるいは、ピーク部分の数、ピーク部分の位置、ピーク部分の回折強度、又は、ロッキングカーブの半値幅など)の変化となって表れる。
図5は、下部電極411の作製時における白金膜の成膜温度(基板温度)と下部電極411の表面粗さ(二乗平均平方根高さSq)との関係を示すグラフである。
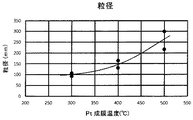
図4に示すように、下部電極411の白金膜の成膜温度が高くなるほど、下部電極411の粒径は増大する傾向を示す。一方で、図5に示すように、下部電極411の白金膜の成膜温度が400[℃]未満の温度範囲では、成膜温度が高くなるほど下部電極411の表面粗さ(二乗平均平方根高さSq)が小さくなる傾向を示すが、400[℃]以上の温度範囲では、成膜温度が変化しても下部電極411の表面粗さ(二乗平均平方根高さSq)が変化しない。
次に、本実施形態における電気機械変換素子の他の実施例(以下、本実施例を「実施例2」という。)について説明する。
本比較例1は、下部電極411の作製時における白金の成膜温度(基板温度)を300℃としたほかは、前記実施例1と同一の製作条件で液体吐出ヘッドを作製した。

比較例1よりも変位量が大きい実施例1及び実施例2の電気機械変換素子は、比較例1では存在しないロッキングカーブ中の落ち込み部分が存在し、このことが変位量の増大に関連していることが推測される。
図8は、実施例1や実施例2における結晶の成長方向を示す模式図である。
下部電極411の上に形成されるPZT膜12は、下部電極411上の結晶核となるシード層から結晶を成長させて形成される。このとき、図7及び図8中の矢印で示す結晶の成長方向(ロッキングカーブのピーク部分に対応する方向)が、下部電極411の表面粗さ(Sq)の違いで異なる傾向を示すものと推察される。なお、図7及び図8中の矢印1は、ロッキングカーブ中において試料基板面と入射X線の角度(ω)が低い側のピーク部分に対応し、矢印2は、ロッキングカーブ中において試料基板面と入射X線の角度(ω)が高い側のピーク部分に対応する。
実施例1や実施例2のように、結晶粒が大きく、表面粗さSqの小さな表面上で成長する結晶は、その成長方向が2つの方向へ揃いやすい。そのため、図9に示すように、成長方向が異なる柱状結晶の側面が互いに干渉するものと考えられる。その干渉部分には駆動時の圧電効果によって応力が生じるところ、この応力がPZT膜412の歪変位に有利に作用する結果、比較例1よりも大きな変位量が得られたものと推察される。
下部電極411の作製時における白金の成膜温度(基板温度)を調整して、ロッキングカーブの半値幅が異なる電気機械変換素子を作製した。下記の表2は、ロッキングカーブの半値幅(FWHM)とロッキングカーブ形状とをまとめた表である。
図11は、本実施形態に係るインクジェット記録装置の一例を示す斜視図である。
図12は、同インクジェット記録装置の機構部を側面から見た説明図である。
本実施形態のインクジェット記録装置は、記録装置本体81の内部に印字機構部82等を収納している。印字機構部82は、主走査方向に移動可能なキャリッジと、キャリッジに搭載した液体吐出ヘッド94へ画像形成用の液体であるインクを供給する液体カートリッジとしてのインクカートリッジ95とを備えている。また、装置本体81の下方部には、前方側から多数枚の記録媒体としての用紙83を積載可能な給紙カセット(或いは給紙トレイでもよい。)84を抜き差し自在に装着することができる。また、用紙83を手差しで給紙するための手差しトレイ85を開倒することができる。そして、給紙カセット84或いは手差しトレイ85から給送される用紙83を取り込み、印字機構部82によって所要の画像を記録した後、後面側に装着された排紙トレイ86に排紙する。
また、液体吐出ユニットとして、液体吐出ヘッドとキャリッジが一体化されているものがある。
また、液体吐出ユニットとして、液体吐出ヘッドを走査移動機構の一部を構成するガイド部材に移動可能に保持させて、液体吐出ヘッドと走査移動機構が一体化されているものがある。
また、液体吐出ユニットとして、液体吐出ヘッドとキャリッジと主走査移動機構が一体化されているものがある。主走査移動機構は、ガイド部材単体も含むものとする。
また、液体吐出ユニットとして、液体吐出ヘッドが取り付けられたキャリッジに、維持回復機構の一部であるキャップ部材を固定させて、液体吐出ヘッドとキャリッジと維持回復機構が一体化されているものがある。
また、液体吐出ユニットとして、ヘッドタンク若しくは流路部品が取付けられた液体吐出ヘッドにチューブが接続されて、液体吐出ヘッドと供給機構が一体化されているものがある。供給機構は、チューブ単体、装填部単体も含むものする。
(態様A)
少なくとも下部電極411等の第一電極、PZT膜412等の圧電体、上部電極413等の第二電極が順次積層され、駆動信号に応じた電圧を該第一電極と該第二電極との間に印加して該圧電体を変形させる電気機械変換素子において、前記圧電体は、(100)面及び/又は(001)面に優先配向されたペロブスカイト型構造を有する複合酸化物で構成され、X線回折のθ−2θ法による測定で得られた回折強度のピークのうち(200)面に対応する回折強度のピークにおいて回折強度が最大となる位置(2θ)で測定される(200)面及び/又は(002)面に対応するロッキングカーブ中に回折強度の落ち込み部分Aを有することを特徴とする。
従来、(100)面及び/又は(001)面に優先配向されたペロブスカイト型構造を有する複合酸化物で構成される圧電体については、圧電効果により第一電極を支持する変位板を変位させる変位量を大きくするには、結晶の成長方向を揃えるのが良いと考えられていた。結晶の成長方向が揃っているほど、前記ロッキングカーブの形状は、その成長方向に対応する1つのピークを中心に半値幅の狭いシャープな形状となる。したがって、従来は、このように1つのピークをもつロッキングカーブについての半値幅をより狭くした圧電体を作製していた。しかしながら、従来の考え方に従って得られる変位量には限界があり、より大きな変位量が得られる電気機械変換素子が望まれていた。
本発明者らは、鋭意研究の結果、X線回折のθ−2θ法による測定で得られた回折強度のピークのうち(200)面に対応する回折強度のピークにおいて回折強度が最大となる位置(2θ)で測定される(200)面及び/又は(002)面に対応するロッキングカーブ中に回折強度の落ち込み部分Aが存在する圧電体であれば、ロッキングカーブ中に1つのピークをもつ従来の圧電体よりも大きな変位を生じさせ得ることを見出した。
詳しくは、ロッキングカーブ中に落ち込み部分Aが存在するということは、その落ち込み部分を挟んで2つのピーク部分B1,B2が少なくとも存在する。これは、圧電体における結晶の成長方向の揃い方が、1つの方向に揃っているわけではなく、当該2つのピーク部分にそれぞれ対応した各成長方向に分かれて揃っていると解することができる。このように、圧電体内の結晶が成長方向の異なる2種類又はそれ以上の種類の結晶部分に分かれていることで、結晶の成長方向に対して直交する方向において、成長方向の異なる結晶部分間で干渉が生じる。その干渉部分には圧電体の圧電効果によって応力が生じるところ、この応力が圧電体の変形に有利に作用し、変位板の変位量を増大させることにつながっているものと考えられる。従来の圧電体は、結晶の成長方向が1つの方向に揃っているため、このような干渉部分が少なく、干渉部分に生じる応力を利用することなく、変位板を変位させている。そのため、本態様によれば、従来の圧電体では実現できなかった大きさの変位量を実現することが可能となる。
前記態様Aにおいて、前記圧電体は、前記ロッキングカーブ中に存在するピーク部分が前記落ち込み部分を挟んで存在する2つのピーク部分B1,B2のみであることを特徴とする。
圧電体における結晶の成長方向のばらつきが大きいと、そもそもの配向性の悪さから、大きな変位量を得ることができない。ロッキングカーブ中に存在するピーク部分が2つだけであれば、高い配向性を維持しつつ、干渉部分に生じる応力を利用した大きな変位量を実現することが可能となる。
前記態様A又はBにおいて、前記ロッキングカーブの半値幅が10度以上12.4度以下の範囲であることを特徴とする。
これによれば、高い配向性を維持しつつ、干渉部分に生じる応力を利用した大きな変位量を実現することが可能となる。
前記態様A〜Cのいずれかの態様において、前記第一電極は、少なくとも白金を含み、前記圧電体が形成される面の表面粗さの二乗平均平方根高さSqが3以下であることを特徴とする。
これによれば、ロッキングカーブ中に落ち込み部分Aが存在する圧電体を実現することができる。
前記態様A〜Dのいずれかの態様において、前記圧電体と前記第一電極との間に、酸化チタン又はチタン酸鉛からなるシード層を有することを特徴とする。
これによれば、大きな変位量が得られる圧電体を実現することができる。
インク等の液体を吐出するノズル403a等の吐出孔に連通する加圧液室404等の液室の少なくとも1つの壁を構成する振動板402等の変位板を駆動信号に基づいて変位させる電気機械変換素子を備えた液体吐出ヘッドにおいて、前記電気機械変換素子として、前記態様A〜Eのいずれかの態様に係る電気機械変換素子を用いたことを特徴とする。
これによれば、変位板を大きく変位させることができ、より安定した吐出動作が可能な液体吐出ヘッドを実現できる。
駆動信号に基づいて吐出孔から液体を吐出させる液体吐出ヘッドと、少なくとも1つの外部部品とを一体化した液体吐出ユニットにおいて、前記液体吐出ヘッドとして、前記態様Fに係る液体吐出ヘッドを用いたことを特徴とする。
これによれば、変位板を大きく変位させることができ、より安定した吐出動作が可能な液体吐出ヘッドをもつ液体吐出ユニットを実現できる。
駆動信号に基づいて吐出孔から液体を吐出させる液体吐出ヘッドを備えたインクジェット記録装置等の液体を吐出する装置において、前記液体吐出ヘッドとして、前記態様Fに係る液体吐出ヘッドを用いたことを特徴とする。
これによれば、変位板を大きく変位させることができ、より安定した吐出動作が可能な液体吐出ヘッドをもつ液体を吐出する装置を実現できる。
少なくとも下部電極411等の第一電極、PZT膜412等の圧電体、上部電極413等の第二電極を順次積層し、駆動信号に応じた電圧を該第一電極と該第二電極との間に印加して該圧電体を変形させる電気機械変換素子を製造する電気機械変換素子の製造方法において、(100)面及び/又は(001)面に優先配向されたペロブスカイト型構造を有する複合酸化物で構成され、X線回折のθ−2θ法による測定で得られた回折強度のピークのうち(200)面に対応する回折強度のピークにおいて回折強度が最大となる位置(2θ)で測定される(200)面及び/又は(002)面に対応するロッキングカーブ中に回折強度の落ち込み部分を有する圧電体を、前記第一電極上に直接又は間接的に形成することを特徴とする。
これによれば、従来の圧電体では実現できなかった大きさの変位量を実現できる電気機械変換素子を製造することができる。
前記態様Iにおいて、前記基板の温度が400℃以上である状況下で前記第一電極を該基板上に直接又は間接的に形成することを特徴とする。
これによれば、ロッキングカーブ中に落ち込み部分Aが存在する圧電体を実現することができる。
83 用紙
93 キャリッジ
94 液体吐出ヘッド
95 インクカートリッジ
401 基板
401a 隔壁部
402 振動板
403a ノズル
403 ノズル板
404 加圧液室
405 密着層
406 保護層
411 下部電極
412 PZT膜
413 上部電極
414 配向性制御層
415 導電性酸化物層
Claims (10)
- 少なくとも第一電極、圧電体、第二電極が順次積層され、駆動信号に応じた電圧を該第一電極と該第二電極との間に印加して該圧電体を変形させる電気機械変換素子において、
前記圧電体は、(100)面及び/又は(001)面に優先配向されたペロブスカイト型構造を有する複合酸化物で構成され、X線回折のθ−2θ法による測定で得られた回折強度のピークのうち(200)面に対応する回折強度のピークにおいて回折強度が最大となる位置(2θ)で測定される(200)面及び/又は(002)面に対応するロッキングカーブ中に回折強度の落ち込み部分を有することを特徴とする電気機械変換素子。 - 請求項1に記載の電気機械変換素子において、
前記圧電体は、前記ロッキングカーブ中に存在するピーク部分が前記落ち込み部分を挟んで存在する2つのピーク部分のみであることを特徴とする電気機械変換素子。 - 請求項1又は2に記載の電気機械変換素子において、
前記ロッキングカーブの半値幅が10度以上12.4度以下の範囲であることを特徴とする電気機械変換素子。 - 請求項1乃至3のいずれか1項に記載の電気機械変換素子において、
前記第一電極は、少なくとも白金を含み、前記圧電体が形成される面の表面粗さの二乗平均平方根高さSqが3以下であることを特徴とする電気機械変換素子。 - 請求項1乃至4のいずれか1項に記載の電気機械変換素子において、
前記圧電体と前記第一電極との間に、酸化チタン又はチタン酸鉛からなるシード層を有することを特徴とする電気機械変換素子。 - 液体を吐出する吐出孔に連通する液室の少なくとも1つの壁を構成する変位板を駆動信号に基づいて変位させる電気機械変換素子を備えた液体吐出ヘッドにおいて、
前記電気機械変換素子として、請求項1乃至5のいずれか1項に記載の電気機械変換素子を用いたことを特徴とする液体吐出ヘッド。 - 駆動信号に基づいて吐出孔から液体を吐出させる液体吐出ヘッドと、少なくとも1つの外部部品とを一体化した液体吐出ユニットにおいて、
前記液体吐出ヘッドとして、請求項6に記載の液体吐出ヘッドを用いたことを特徴とする液体吐出ユニット。 - 駆動信号に基づいて吐出孔から液体を吐出させる液体吐出ヘッドを備えた液体を吐出する装置において、
前記液体吐出ヘッドとして、請求項6に記載の液体吐出ヘッドを用いたことを特徴とする液体を吐出する装置。 - 少なくとも第一電極、圧電体、第二電極を順次積層し、駆動信号に応じた電圧を該第一電極と該第二電極との間に印加して該圧電体を変形させる電気機械変換素子を製造する電気機械変換素子の製造方法において、
(100)面及び/又は(001)面に優先配向されたペロブスカイト型構造を有する複合酸化物で構成され、X線回折のθ−2θ法による測定で得られた回折強度のピークのうち(200)面に対応する回折強度のピークにおいて回折強度が最大となる位置(2θ)で測定される(200)面及び/又は(002)面に対応するロッキングカーブ中に回折強度の落ち込み部分を有する圧電体を、前記第一電極上に直接又は間接的に形成することを特徴とする電気機械変換素子の製造方法。 - 請求項9に記載の電気機械変換素子の製造方法において、
前記基板の温度が400℃以上である状況下で前記第一電極を該基板上に直接又は間接的に形成することを特徴とする電気機械変換素子の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041817A JP2017157773A (ja) | 2016-03-04 | 2016-03-04 | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| US15/447,266 US9969161B2 (en) | 2016-03-04 | 2017-03-02 | Electromechanical transducer element, liquid discharge head, liquid discharge device, and liquid discharge apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041817A JP2017157773A (ja) | 2016-03-04 | 2016-03-04 | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017157773A true JP2017157773A (ja) | 2017-09-07 |
| JP2017157773A5 JP2017157773A5 (ja) | 2019-03-07 |
Family
ID=59723248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016041817A Pending JP2017157773A (ja) | 2016-03-04 | 2016-03-04 | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9969161B2 (ja) |
| JP (1) | JP2017157773A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022073501A (ja) * | 2020-11-02 | 2022-05-17 | スタンレー電気株式会社 | 圧電素子及び当該圧電素子の製造方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10556431B2 (en) | 2017-06-23 | 2020-02-11 | Ricoh Company, Ltd. | Electromechanical transducer element, liquid discharge head, liquid discharge device, and liquid discharge apparatus |
| JP6939214B2 (ja) | 2017-08-01 | 2021-09-22 | 株式会社リコー | 電気−機械変換素子、液体吐出ヘッド及び液体を吐出する装置 |
| JP7095477B2 (ja) * | 2018-08-09 | 2022-07-05 | ブラザー工業株式会社 | 液体吐出ヘッド |
| JP7363067B2 (ja) | 2019-03-19 | 2023-10-18 | 株式会社リコー | 圧電体薄膜素子、液体吐出ヘッド、ヘッドモジュール、液体吐出ユニット、液体を吐出する装置及び圧電体薄膜素子の製造方法 |
| JP7326912B2 (ja) | 2019-06-20 | 2023-08-16 | 株式会社リコー | 液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| JP7369355B2 (ja) | 2019-07-26 | 2023-10-26 | 株式会社リコー | 圧電素子、液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置、及び、圧電素子の製造方法 |
| JP7537093B2 (ja) | 2020-02-17 | 2024-08-21 | 株式会社リコー | アクチュエータ、液体吐出ヘッド、液体吐出装置及びアクチュエータの製造方法 |
| JP2022057129A (ja) | 2020-09-30 | 2022-04-11 | 株式会社リコー | アクチュエータ、液体吐出ヘッド及び液体吐出装置 |
| JP7819567B2 (ja) | 2022-04-15 | 2026-02-25 | 株式会社リコー | 液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| JP2023180465A (ja) | 2022-06-09 | 2023-12-21 | 株式会社リコー | 液体吐出ヘッド、液体吐出ユニット、及び、液体を吐出する装置 |
| US12391042B2 (en) | 2022-09-29 | 2025-08-19 | Ricoh Company, Ltd. | Liquid discharge head, liquid discharge unit, and liquid discharge apparatus |
| JP2024071024A (ja) | 2022-11-14 | 2024-05-24 | 株式会社リコー | 液体吐出ヘッド、ヘッドモジュール、ヘッドユニット、液体吐出装置 |
| US12576642B2 (en) | 2022-11-17 | 2026-03-17 | Ricoh Company, Ltd. | Liquid discharge head, liquid discharge module, and liquid discharge apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08148487A (ja) * | 1994-11-18 | 1996-06-07 | Matsushita Electric Ind Co Ltd | 金属配線の製造方法 |
| JP2010030077A (ja) * | 2008-07-25 | 2010-02-12 | Seiko Epson Corp | 液体吐出ヘッドの製造方法 |
| JP2014199910A (ja) * | 2013-03-14 | 2014-10-23 | 株式会社リコー | 圧電体薄膜素子及びインクジェット記録ヘッド、並びにインクジェット式画像形成装置 |
| JP2015023053A (ja) * | 2013-07-16 | 2015-02-02 | 株式会社リコー | 電気機械変換素子、液滴吐出ヘッド、液滴吐出装置、画像形成装置、及び、電気機械変換素子の製造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008028030A (ja) | 2006-07-19 | 2008-02-07 | Seiko Epson Corp | 圧電素子および液体噴射ヘッド |
| JP2008192868A (ja) | 2007-02-06 | 2008-08-21 | Fujifilm Corp | 圧電体膜及びそれを用いた圧電素子、液体吐出装置 |
| JP5724168B2 (ja) | 2009-10-21 | 2015-05-27 | 株式会社リコー | 電気−機械変換素子とその製造方法、及び電気−機械変換素子を有する液滴吐出ヘッド、液滴吐出ヘッドを有する液滴吐出装置 |
| WO2012036103A1 (en) | 2010-09-15 | 2012-03-22 | Ricoh Company, Ltd. | Electromechanical transducing device and manufacturing method thereof, and liquid droplet discharging head and liquid droplet discharging apparatus |
| JP5741799B2 (ja) | 2010-12-06 | 2015-07-01 | セイコーエプソン株式会社 | 液体噴射ヘッド、液体噴射装置及び圧電素子 |
| JP5644581B2 (ja) | 2011-02-22 | 2014-12-24 | 株式会社リコー | インクジェットヘッド及びインクジェット記録装置 |
| JP5754178B2 (ja) | 2011-03-07 | 2015-07-29 | 株式会社リコー | インクジェットヘッド及びインクジェット記録装置 |
| JP5708098B2 (ja) | 2011-03-18 | 2015-04-30 | 株式会社リコー | 液体吐出ヘッド、液体吐出装置および画像形成装置 |
| JP2012253161A (ja) | 2011-06-01 | 2012-12-20 | Seiko Epson Corp | 圧電素子及び液体噴射ヘッド並びに液体噴射装置 |
| JP5892406B2 (ja) | 2011-06-30 | 2016-03-23 | 株式会社リコー | 電気機械変換素子、液滴吐出ヘッド及び液滴吐出装置 |
| JP5811728B2 (ja) | 2011-09-16 | 2015-11-11 | 株式会社リコー | 電気−機械変換素子、液滴吐出ヘッド、液滴吐出装置及び画像形成装置 |
| JP5943178B2 (ja) | 2011-12-01 | 2016-06-29 | セイコーエプソン株式会社 | 圧電素子の製造方法、液体噴射ヘッドの製造方法、液体噴射装置の製造方法、超音波デバイスの製造方法及びセンサーの製造方法 |
| JP5853753B2 (ja) | 2012-02-16 | 2016-02-09 | Tdk株式会社 | ペロブスカイト機能積層膜 |
| JP6273829B2 (ja) | 2013-09-13 | 2018-02-07 | 株式会社リコー | 電気機械変換素子とその製造方法、及び電気機械変換素子を有する液滴吐出ヘッド、液滴吐出ヘッドを有する液滴吐出装置 |
| JP6263950B2 (ja) | 2013-10-22 | 2018-01-24 | 株式会社リコー | 電気−機械変換素子とその製造方法及び電気−機械変換素子を備えた液滴吐出ヘッド、インクカートリッジ並びに画像形成装置 |
| JP6260858B2 (ja) | 2013-12-17 | 2018-01-17 | 株式会社リコー | 電気機械変換素子の製造方法、電気機械変換素子、液滴吐出ヘッド及び画像形成装置 |
| JP6478139B2 (ja) | 2014-03-18 | 2019-03-06 | 株式会社リコー | 液滴吐出ヘッドの製造方法 |
| JP6399386B2 (ja) | 2014-07-02 | 2018-10-03 | 株式会社リコー | 電気機械変換部材の製造方法、液滴吐出ヘッドの製造方法及び画像形成装置の製造方法 |
| US9385298B2 (en) | 2014-10-01 | 2016-07-05 | Ricoh Company, Ltd. | Electromechanical conversion element, liquid drop discharge head and image forming apparatus |
| JP6414744B2 (ja) | 2014-12-12 | 2018-10-31 | 株式会社リコー | 電気機械変換素子、液滴吐出ヘッドおよび画像形成装置 |
-
2016
- 2016-03-04 JP JP2016041817A patent/JP2017157773A/ja active Pending
-
2017
- 2017-03-02 US US15/447,266 patent/US9969161B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08148487A (ja) * | 1994-11-18 | 1996-06-07 | Matsushita Electric Ind Co Ltd | 金属配線の製造方法 |
| JP2010030077A (ja) * | 2008-07-25 | 2010-02-12 | Seiko Epson Corp | 液体吐出ヘッドの製造方法 |
| JP2014199910A (ja) * | 2013-03-14 | 2014-10-23 | 株式会社リコー | 圧電体薄膜素子及びインクジェット記録ヘッド、並びにインクジェット式画像形成装置 |
| JP2015023053A (ja) * | 2013-07-16 | 2015-02-02 | 株式会社リコー | 電気機械変換素子、液滴吐出ヘッド、液滴吐出装置、画像形成装置、及び、電気機械変換素子の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022073501A (ja) * | 2020-11-02 | 2022-05-17 | スタンレー電気株式会社 | 圧電素子及び当該圧電素子の製造方法 |
| JP7616864B2 (ja) | 2020-11-02 | 2025-01-17 | スタンレー電気株式会社 | 圧電素子及び当該圧電素子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9969161B2 (en) | 2018-05-15 |
| US20170253040A1 (en) | 2017-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017157773A (ja) | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 | |
| JP5892406B2 (ja) | 電気機械変換素子、液滴吐出ヘッド及び液滴吐出装置 | |
| US9196821B2 (en) | Electromechanical transducer, droplet ejection head, and method for manufacturing electromechanical transducer | |
| JP6156068B2 (ja) | 圧電体薄膜素子及びインクジェット記録ヘッド、並びにインクジェット式画像形成装置 | |
| JP5811728B2 (ja) | 電気−機械変換素子、液滴吐出ヘッド、液滴吐出装置及び画像形成装置 | |
| JP6525255B2 (ja) | 電気機械変換素子、電気機械変換素子の製造方法、液滴吐出ヘッド及び液滴吐出装置 | |
| JP6414744B2 (ja) | 電気機械変換素子、液滴吐出ヘッドおよび画像形成装置 | |
| JP6182968B2 (ja) | 電気機械変換素子、液滴吐出ヘッド、画像形成装置及び電気機械変換素子の製造方法 | |
| JP6686444B2 (ja) | Pzt膜積層構造体、液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置及びpzt膜積層構造体の製造方法 | |
| JP6939214B2 (ja) | 電気−機械変換素子、液体吐出ヘッド及び液体を吐出する装置 | |
| JP2016150471A (ja) | 液滴吐出ヘッドおよび画像形成装置 | |
| JP6460450B2 (ja) | 電気機械変換素子、液滴吐出ヘッド、画像形成装置および液滴吐出装置 | |
| JP2018125407A (ja) | 積層構造体、積層構造体の製造方法、電気機械変換素子、液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置及び電気機械変換素子の製造方法 | |
| JP6263950B2 (ja) | 電気−機械変換素子とその製造方法及び電気−機械変換素子を備えた液滴吐出ヘッド、インクカートリッジ並びに画像形成装置 | |
| JP2016062984A (ja) | 圧電アクチュエータ及びその製造方法及び液体カートリッジ及び画像形成装置 | |
| JP2017212423A (ja) | 液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 | |
| JP2019009413A (ja) | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 | |
| JP6531978B2 (ja) | 液滴吐出ヘッド、液滴吐出装置及び画像形成装置 | |
| JP6504426B2 (ja) | 電気機械変換部材の形成方法 | |
| JP2017191928A (ja) | 電気機械変換電子部品、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 | |
| JP2015005554A (ja) | 電気機械変換素子、液滴吐出ヘッド、液滴吐出装置、画像形成装置、及び、電気機械変換素子の製造方法 | |
| JP7351106B2 (ja) | 電気機械変換素子、液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置及び圧電装置 | |
| JP2013065698A (ja) | 電気−機械変換素子、液滴吐出ヘッド、液滴吐出装置及び画像形成装置 | |
| JP6460449B2 (ja) | 電気機械変換素子、液滴吐出ヘッド及び液滴吐出装置 | |
| JP5998537B2 (ja) | 電気−機械変換素子、液滴吐出ヘッド及び液滴吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191024 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200529 |