JP2017159587A - 金属調加飾フィルム及び加飾成形品 - Google Patents
金属調加飾フィルム及び加飾成形品 Download PDFInfo
- Publication number
- JP2017159587A JP2017159587A JP2016047118A JP2016047118A JP2017159587A JP 2017159587 A JP2017159587 A JP 2017159587A JP 2016047118 A JP2016047118 A JP 2016047118A JP 2016047118 A JP2016047118 A JP 2016047118A JP 2017159587 A JP2017159587 A JP 2017159587A
- Authority
- JP
- Japan
- Prior art keywords
- film
- metallic
- decorative
- resin
- base film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Laminated Bodies (AREA)
Abstract
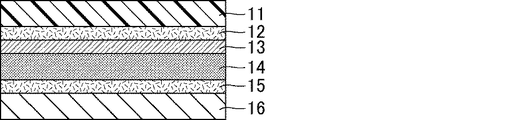
【解決手段】表面保護フィルム11、接着剤層12、インジウム蒸着層13、ベースフィルム14、粘接着剤層15及びセパレーター16が順に積層されてなる金属調加飾フィルムであって、表面保護フィルム11及びベースフィルム14は、樹脂成分を含有し、上記樹脂成分は、塩化ビニル樹脂又はアクリル樹脂である金属調加飾フィルム。
【選択図】図1
Description
上記表面保護フィルムの厚さは、40〜200μmであることが好ましい。
上記ベースフィルムは、上記インジウム蒸着層側の表面の算術平均粗さが2.0μm以下であることが好ましい。
上記ベースフィルムの厚さは、50〜200μmであることが好ましい。
上記表面保護フィルム及び上記ベースフィルムは、積層して100℃で引張試験を実施した場合に、破断強度が1〜30MPaであることが好ましい。
上記表面保護フィルム11は、樹脂成分を含有し、該樹脂成分は、塩化ビニル樹脂又はアクリル樹脂(ポリメタクリル酸メチル樹脂)である。すなわち、表面保護フィルム11は、ポリ塩化ビニルフィルム(PVCフィルム)又はアクリルフィルム(PMMAフィルム)と一般に呼ばれるものであってもよい。表面保護フィルム11は、インジウム蒸着層13の表面を保護する役割を有するものであるが、樹脂成分として塩化ビニル樹脂又はアクリル樹脂を用いることにより、高い透明性と比較的低温(約130℃)での良好な成形性を得ることができる。なお、ここでの「比較的低温」とは、塩化ビニル樹脂及びアクリル樹脂以外の透明樹脂(例えば、ポリエチレンテレフタレート)を成形する場合の成形温度(130℃超)と比べて低温であることを意味している。高い透明性は、インジウム蒸着層13によって得られる金属光沢感が表面保護フィルム11のために損なわれることを防止する観点から求められる。また、比較的低温での良好な成形性とは、金属調加飾フィルムを加熱しながら基材に貼り付ける際(成形時)に、3次元曲面部の形状への追従性に優れることや、エンボス加工により凹凸形状を付与でき、かつ成形時に凹凸形状を維持できることを指す。ここで、エンボス加工による凹凸形状の付与は、転写率が60%以上であることが好ましい。上記転写率は、エンボス加工用の型(例えば、エンボスロール)に設けられた凹凸の深度に対する、フィルムに転写された凹凸の深度の割合を示し、例えば、型の凹凸深度が100μmで、フィルムの凹凸深度が50μmの場合、転写率は50%である。また、上記凹凸深度は、JIS B 0601(1994)に規定された最大高さ(Ry)に基づく値である。
また、上記安定剤としては、エポキシ系安定剤;バリウム系安定剤;カルシウム系安定剤;スズ系安定剤;亜鉛系安定剤;カルシウム−亜鉛系(Ca−Zn系)、バリウム−亜鉛系(Ba−Zn系)等の複合安定剤も使用することができる。
上記接着剤層12は、インジウム蒸着層13の表面に表面保護フィルム11を貼り付けるための接着剤が硬化した層である。上記接着剤には、優れた接着性及び透明性を有するものが好適である。インジウム蒸着層13が、ベースフィルム14上に点在したインジウムによって形成される場合、上記接着剤は、インジウム粒子間に浸透しやすいものであることが好ましい。また、上記接着剤は、金属調加飾フィルムを基材に貼り付けた後、60℃以上の高温環境(促進評価試験の条件)で保管した場合であっても、接着力が低下しないことが好ましい。
上記インジウム蒸着層13は、本発明の金属調加飾フィルムの外観に金属光沢感を付与するための層である。インジウム蒸着層13を形成するための蒸着法としては、例えば、真空蒸着法、スパッタリング法、イオンプレーティング法等が挙げられる。インジウムは、伸展性に富む金属であることから、本発明の金属調加飾フィルムを3次元曲面部に貼り付けた場合であっても、インジウム蒸着層13は、クラックを発生することなく、ベースフィルム14等の伸びに追従することができる。
上記ベースフィルム14は、樹脂成分を含有し、該樹脂成分は、塩化ビニル樹脂又はアクリル樹脂である。ベースフィルム14は、インジウム蒸着層13を形成する下地材としての役割を有するものである。ベースフィルム14の樹脂成分として塩化ビニル樹脂又はアクリル樹脂を用いることにより、比較的低温(約130℃)で金属調加飾フィルムを基材に貼り付ける際(成形時)に、3次元曲面部の形状への優れた追従性(成形性)が得られるという利点がある。また、インジウム蒸着層13の蒸着は一般に高温で実施されることから、ベースフィルム14の樹脂成分は、高い耐熱性が求められる。例えば、蒸着時の熱でベースフィルム14が変形すると、フィルム面上へのインジウムの堆積量がばらついてしまう。また、蒸着時の熱でベースフィルム14からガスが発生すると、フィルム面上へのインジウムの堆積が阻害されてしまう。これに対して、塩化ビニル樹脂及びアクリル樹脂はいずれも高い耐熱性を有するので、蒸着時の熱で変形したり、ガスを発生したりしない。
伸張率(%)={(Lb−La)/La}×100
上記粘接着剤層15は、粘着機能(感圧接着性)及び接着機能の少なくとも一方を有するものであれば特に限定されず、具体的には、アクリル系粘着剤、ゴム系粘着剤、シリコン系粘着剤等の粘着剤を含有するものが挙げられる。なかでも、粘着性、加工性、耐熱老化性、耐湿老化性、耐候性に優れるとともに、比較的安価である点から、アクリル系粘着剤が好適に用いられる。
装置名:HLC−8120(東ソー社製)
カラム:G7000HXL 7.8mmID×30cm 1本 GMHXL 7.8mmID×30cm 2本 G2500HXL 7.8mmID×30cm 1本(東ソー社製)
サンプル濃度:1.5mg/mlになるようにテトラヒドロフランで希釈
移動相溶媒:テトラヒドロフラン
流量:1.0ml/min
カラム温度:40℃
なかでも、分子中に2個のイソシアネート基を有する化合物を多価アルコールと付加反応させた化合物が好ましく、トリレンジイソシアネート又はジフェニルメタンジイソシアネートを多価アルコールと付加反応させた化合物がより好ましい。
セパレーター16を設けることにより、本発明の金属調加飾フィルムの製造、運搬、保存中に粘接着剤層15が露出しないようにして、粘接着剤層15の劣化防止や、本発明の金属調加飾フィルムの取扱い性向上が可能となる。セパレーター16は、基材への貼付の直前に剥離すればよい。
表面保護フィルム及びベースフィルムとして使用するポリ塩化ビニル(PVC)フィルムを以下の手順で作製した。
平均重合度1000のPVC100重量部に対して、可塑剤としてフタル酸ビス(2−エチルヘキシル)(ジェイプラス社製、「DOP」)を15重量部添加し、PVCコンパウンドを得た。得られたPVCコンパウンドを、バンバリーミキサーで溶融混練した後、逆L字型カレンダーにて厚さ50μmのシート状に成形し、PVCフィルムを作製した。なお、PVCコンパウンドには、熱安定剤、酸化防止剤、着色のための顔料等の添加物を添加してもよい。
実施例1と同様にして、下記表1に示した構成の金属調加飾フィルムを作製した。なお、接着剤層は、すべての実施例、参考例及び比較例で同じにした。また、実施例8では、表面保護フィルムとして、PMMAフィルム(三菱レイヨン社製、アクリプレン(登録商標)HBS006)を用いた。比較例2では、表面保護フィルムとして、PETフィルム(東レ社製、ルミラー(登録商標)H10)を用いた。
参考例は、表面保護フィルムの表面粗さが実施例よりも顕著に大きいものである。
実施例、参考例及び比較例で作製した金属調加飾フィルムについて、下記の方法により、(1)グロス値、(2)エンボス加工性、(3)曲面形状への成形性、及び、(4)100℃での破断強度を評価した。その結果を下記表1に示した。
金属調加飾フィルムの表面保護フィルム側の表面におけるグロス値を測定した。グロス値の基準には、屈折率1.567の黒色鏡面ガラス板を用いた。測定条件及び判定基準を以下に示す。
(測定条件)
グロス測定器を用いて測定角度60°でのグロス値(光沢度)を測定し、下記の基準で評価した。グロス測定器は、JIS K 7105に準じて入射角60°及び受光角60°で反射光が測定できるものであれば特に限定されず、例えば、日本電色工業社製のデジタル変角光沢度計VG−1D等が挙げられる。
(判定基準)
〇:グロス値が85以上
×:グロス値が85未満
以下の加工条件で、エンボスロールを用いて、表面保護フィルムの表面にエンボス形状を付与した。形成されたエンボス形状を確認し、その結果を以下の基準で判定した。
(加工条件)
エンボスロール表面の凹凸の最大高さRy:80±20μm
エンボスロールの材質:鉄
エンボスロールの温度:常温
エンボスロールを通過する際のフィルム温度:150〜200℃の範囲
圧力:20±10(N)
(判定基準)
〇:転写率が60%以上
×:転写率が60%未満
金属調加飾フィルムからセパレーターを剥離し、3次元曲面部を有する基材へ貼り付けた。貼り付けには、真空・圧空成形機として、TOM成形機(布施真空社製、型番:NGF−0406)を用いた。金属調加飾フィルムが設定温度範囲(80〜140℃)内で100%以上伸長して3次元曲面部の形状に追従するか否かに基づき、以下の基準で判定した。
(判定基準)
〇:設定温度範囲で成形できる
△:設定温度範囲で成形できるが、基材の端部でフィルム破れが発生したり、基材端部までフィルムが食い込まなかった
×:設定温度範囲で成形できない
金属調加飾フィルムの作製に使用したものと同じ表面保護フィルム及びベースフィルムをそれぞれ、縦15cm、横2.5cmに切断し、両者を積層して試験片とした。試験片を100℃の環境下で1分間放置した後、JIS K 7162に準拠した方法で引張試験を行った。具体的には、引張試験機(島津製作所社製、AG−100NXplus)を用いて、測定温度100℃、引張速度200mm/minの条件で実施した。
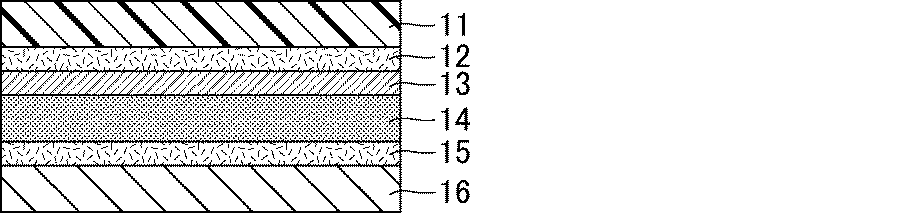
12 接着剤層
13 インジウム蒸着層
14 ベースフィルム
15 粘接着剤層
16 セパレーター
Claims (9)
- 表面保護フィルム、接着剤層、インジウム蒸着層、ベースフィルム、粘接着剤層及びセパレーターが順に積層されてなる金属調加飾フィルムであって、
前記表面保護フィルム及び前記ベースフィルムは、樹脂成分を含有し、
前記樹脂成分は、塩化ビニル樹脂又はアクリル樹脂であることを特徴とする金属調加飾フィルム。 - 前記表面保護フィルムは、可塑剤を含有し、
前記可塑剤の含有量は、前記樹脂成分100重量部に対して10〜25重量部であることを特徴とする請求項1に記載の金属調加飾フィルム。 - 前記表面保護フィルムの厚さは、40〜200μmであることを特徴とする請求項1又は2に記載の金属調加飾フィルム。
- 前記ベースフィルムは、可塑剤を含有し、
前記可塑剤の含有量は、前記樹脂成分100重量部に対して10〜25重量部であることを特徴とする請求項1〜3のいずれかに記載の金属調加飾フィルム。 - 前記ベースフィルムは、前記インジウム蒸着層側の表面の算術平均粗さが2.0μm以下であることを特徴とする請求項1〜4のいずれかに記載の金属調加飾フィルム。
- 前記ベースフィルムの厚さは、50〜200μmであることを特徴とする請求項1〜5のいずれかに記載の金属調加飾フィルム。
- 前記表面保護フィルム及び前記ベースフィルムは、積層して100℃で引張試験を実施した場合に、破断することなく150%以上伸長するものであることを特徴とする請求項1〜6のいずれかに記載の金属調加飾フィルム。
- 前記表面保護フィルム及び前記ベースフィルムは、積層して100℃で引張試験を実施した場合に、破断強度が1〜30MPaであることを特徴とする請求項1〜7のいずれかに記載の金属調加飾フィルム。
- 3次元曲面部を有する基材と、前記3次元曲面部を覆う加飾フィルムとを備える加飾成形品であって、
前記加飾フィルムは、請求項1〜8のいずれかに記載の金属調加飾フィルムから前記セパレーターを剥離したものであり、前記粘接着剤層を介して前記3次元曲面部に貼り付けられていることを特徴とする加飾成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016047118A JP6734077B2 (ja) | 2016-03-10 | 2016-03-10 | 金属調加飾フィルム及び加飾成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016047118A JP6734077B2 (ja) | 2016-03-10 | 2016-03-10 | 金属調加飾フィルム及び加飾成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017159587A true JP2017159587A (ja) | 2017-09-14 |
| JP6734077B2 JP6734077B2 (ja) | 2020-08-05 |
Family
ID=59853404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016047118A Active JP6734077B2 (ja) | 2016-03-10 | 2016-03-10 | 金属調加飾フィルム及び加飾成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6734077B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019093582A (ja) * | 2017-11-20 | 2019-06-20 | バンドー化学株式会社 | 加飾フィルム、加飾成形品及び加飾成形品の製造方法 |
| WO2021161726A1 (ja) | 2020-02-10 | 2021-08-19 | 尾池工業株式会社 | 金属調加飾フィルム、金属調車両内外装部材、金属調成形体 |
| CN113459612A (zh) * | 2020-03-31 | 2021-10-01 | 日东电工株式会社 | 层叠体 |
| US20220402242A1 (en) * | 2019-11-11 | 2022-12-22 | Oike & Co., Ltd. | Laminated film, metallic product, and metallic signboard |
| WO2025234372A1 (ja) * | 2024-05-07 | 2025-11-13 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201031A (ja) * | 2011-03-25 | 2012-10-22 | Dainippon Printing Co Ltd | 三次元成形用加飾シート及び該加飾シートを用いた加飾樹脂成形品の製造方法 |
| JP2013018292A (ja) * | 2012-10-15 | 2013-01-31 | Riken Technos Corp | 金属調シート及びそれを用いた金属調化粧材 |
| JP2013212639A (ja) * | 2012-04-02 | 2013-10-17 | C I Kasei Co Ltd | 化粧シート |
-
2016
- 2016-03-10 JP JP2016047118A patent/JP6734077B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201031A (ja) * | 2011-03-25 | 2012-10-22 | Dainippon Printing Co Ltd | 三次元成形用加飾シート及び該加飾シートを用いた加飾樹脂成形品の製造方法 |
| JP2013212639A (ja) * | 2012-04-02 | 2013-10-17 | C I Kasei Co Ltd | 化粧シート |
| JP2013018292A (ja) * | 2012-10-15 | 2013-01-31 | Riken Technos Corp | 金属調シート及びそれを用いた金属調化粧材 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019093582A (ja) * | 2017-11-20 | 2019-06-20 | バンドー化学株式会社 | 加飾フィルム、加飾成形品及び加飾成形品の製造方法 |
| US20220402242A1 (en) * | 2019-11-11 | 2022-12-22 | Oike & Co., Ltd. | Laminated film, metallic product, and metallic signboard |
| WO2021161726A1 (ja) | 2020-02-10 | 2021-08-19 | 尾池工業株式会社 | 金属調加飾フィルム、金属調車両内外装部材、金属調成形体 |
| US12109785B2 (en) | 2020-02-10 | 2024-10-08 | Oike & Co., Ltd. | Metallic decoration film, metallic interior/exterior member for vehicle, and metallic molded body |
| CN113459612A (zh) * | 2020-03-31 | 2021-10-01 | 日东电工株式会社 | 层叠体 |
| JP2021160156A (ja) * | 2020-03-31 | 2021-10-11 | 日東電工株式会社 | 積層体 |
| JP7678662B2 (ja) | 2020-03-31 | 2025-05-16 | 日東電工株式会社 | 積層体 |
| WO2025234372A1 (ja) * | 2024-05-07 | 2025-11-13 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6734077B2 (ja) | 2020-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5254766B2 (ja) | 積層シート、それを貼り付けた部品およびその製造方法 | |
| JP6734077B2 (ja) | 金属調加飾フィルム及び加飾成形品 | |
| JP5933940B2 (ja) | 積層シート、積層シートを貼り付けた部品およびその製造方法 | |
| JP6577380B2 (ja) | 加飾成形用フィルム及び加飾成形品 | |
| JP6904007B2 (ja) | 加飾シート用保護フィルム | |
| JP6672342B2 (ja) | 化粧シート | |
| JP7834046B2 (ja) | 金属調加飾用部材及びそれを用いた金属調加飾成形体 | |
| CN1578729A (zh) | 交联底胶组合物及其在可热成形膜中的应用 | |
| TWI761369B (zh) | 黏著片材積層體、賦形黏著片材積層體及其製造方法 | |
| JP5193647B2 (ja) | マーキングフィルム | |
| JP6736451B2 (ja) | 金属蒸着フィルムの製造方法 | |
| JP2018002891A (ja) | 加飾フィルム及びこれを備える加飾成形体 | |
| JP7387362B2 (ja) | 加飾フィルム及び加飾成形品 | |
| JP7063540B2 (ja) | 化粧フィルム及び装飾構造体 | |
| JP2018167511A (ja) | 加飾成形品の製造方法 | |
| JP2018144323A (ja) | 金属蒸着フィルム及び加飾成形品 | |
| JP6953138B2 (ja) | 加飾フィルム及び加飾成形品 | |
| JP6851046B2 (ja) | 熱転写シート、加飾製品の製造方法、及び加飾製品 | |
| JP7019436B2 (ja) | 化粧材 | |
| JP6666196B2 (ja) | 漆黒調加飾フィルム、加飾成形品、及び、漆黒調加飾フィルムの製造方法 | |
| JP2010099901A (ja) | 真空成型用シート | |
| KR102479623B1 (ko) | 점착제 및 이를 포함하는 물품 | |
| JP5118355B2 (ja) | 金属化粧板用積層粘着シート | |
| JP7727149B1 (ja) | 粘着フィルム及び粘着フィルムの製造方法 | |
| JP2016107410A (ja) | 加飾用接着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200709 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6734077 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |