JP2017159964A - ライナ付キャップの製造方法 - Google Patents
ライナ付キャップの製造方法 Download PDFInfo
- Publication number
- JP2017159964A JP2017159964A JP2017086190A JP2017086190A JP2017159964A JP 2017159964 A JP2017159964 A JP 2017159964A JP 2017086190 A JP2017086190 A JP 2017086190A JP 2017086190 A JP2017086190 A JP 2017086190A JP 2017159964 A JP2017159964 A JP 2017159964A
- Authority
- JP
- Japan
- Prior art keywords
- cap
- liner
- sliding layer
- top surface
- cap body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Closures For Containers (AREA)
Abstract
Description
そこで、以下の解決手段とした。
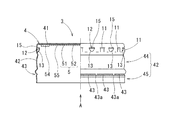
本実施形態のキャップ付容器は、図1及び図2に示すように、例えば38mm口径のアルミニウム又はアルミニウム合金製(金属製)のボトル缶2(本発明でいう、容器)と、このボトル缶2の口部21に装着されて密栓するピルファープルーフキャップ(PPキャップとも称す。)となるライナ付キャップ3とからなる、キャップ付ボトル缶1とされる。
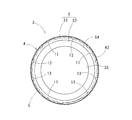
摺動層51は、ポリプロピレン等により円盤状に形成されている。また、密封層52は、摺動層51よりも軟質のエラストマー樹脂等により形成され、シール機能を有するものである。この密封層52は、図4に示すように、摺動層51に対し同軸でかつ小径の円形に形成されている。また、密封層52は、ボトル缶2の口部21に密着する外周部54が、中心部55よりも厚く形成されている。
ナール凹部11及びフック部13は、円筒部42の外周面において凹形状をなしており、これらが間隔をあけて配置されることにより円筒部42の外周面に凹凸表面が形成され、開栓時にライナ付キャップ3を把持する指との間の摩擦抵抗を増大させることができる。これにより、手を滑らせることなく把持することが可能となり、容易に開栓することができる。
また、フック部13の上端面15は、図3に示すように、少なくともライナ5を構成する摺動層51の厚さ分だけ天面部41の内面から離れた位置に形成されている。そして、各フック部13により構成される内接円C(図4)は、ライナ5の摺動層51の外径より小さく設定されており、この摺動層51がフック部13の上端面15と天面部41の内面との間に配置されることにより、ライナ5がフック部13により支持され、キャップ本体4に取り付けられる。
なお、開口部12は、ライナ付キャップ3がブリッジ43aを破断しつつ回転操作された際、ボトル缶2の内部のガスを外部に放出するためのベントホールとして機能する。また、ライナ5の厚みやライナ5を構成する摺動層51の外径、密封層52の外径等は、キャップ本体4の寸法に応じて決定される。
(塗装工程)
まず、キャップ本体4を形成する板材40の内外面を塗装する。通常、キャップ本体4の内面側とされる表面にサイズコート及びトップコートを施し、外面側とされる表面にサイズコートを必要に応じて印刷し、次にトップコート(ツヤニス)を塗布する。これらの厚さは、一般に1〜10μmであり、各々は150〜200℃で8〜12分間焼付け乾燥される。
そして、この塗装された板材40に、潤滑剤を塗布してプレスでカップ状に打ち抜くことによりキャップ本体4の天面部41と円筒部42とを形成する。また、円筒部42の周方向に沿って切り込みを形成し、その切り込みの下方部分を半径方向内方に押し込むことによって切り込みを開き、半径方向内方に山形(V字状)に突出させたフック部13を複数形成する。この際、切り込みが開くことにより、開口部12が形成される。
なお、フック部13及び開口部12を形成する際に、ナール凹部11及びブリッジ43a等の加工も施される。
次に、天面部41の内面に接着防止措置を施す。接着防止措置は、例えば、不揮発性有機液体(グリセリン又はシリコーンオイル等)を塗布したり、レーザー照射により板材40の塗装面を変質させてマスキングを形成したりすることにより行われる。また、塗装工程において、板材40の塗装面にマスキング用インキ(ラッカー)を塗布することにより予め接着防止措置を施しておくことも可能である。
そして、接着防止措置が施されたキャップ本体4に、樹脂のモールド成形により摺動層51を形成する(インシェルモールド)。摺動層51の成形は、キャップ本体4を開口端部が上向きとなるように載置した状態で行われる。
まず、天面部41の内面側中央に押出機から押し出され溶融したポリエチレン等の硬質樹脂の一定量を供給(滴下)し、天面部41の内面に配置された溶融樹脂R1を直ちに冷却された金型M1のパンチP1で押圧して摺動層51を成形する。
なお、摺動層51の周縁部は、円筒部42の内側面に接触しない程度に成形することが好ましい。
また、天面部41の内面には、接着防止措置が施されていることから、摺動層51は、非接着状態のままでキャップ本体4内部に成形される。そして、摺動層51の周縁部は、フック部13の内接円Cよりも拡径して設けられることから、摺動層51の周縁部がフック部13により支持されてキャップ本体4から抜けることなく、天面部41の内面に非接着状態に設けられる。
そして、密封層52は、キャップ本体4内に摺動層51が形成された状態で、モールド成形用の金型M2をキャップ本体4内に挿入し、エラストマー樹脂等を樹脂成形することにより形成される。
モールド成形用の金型M2は、ガイドG2と、そのガイドG2内に進退可能に設けられるパンチP2とで構成され、ガイドG2の内周面とパンチP2の押付面とにより密封層52が成形されるようになっている。ガイドG2の外径はフック部13の内接円C(図4参照)よりも小さく設定されており、フック部13の先端が、金型M2(ガイドG2)を挿入する際の金型M2の案内の役割を果たすことにより、金型M2のセンタリング(位置決め)が行われる。
この際、密封層52は、ガイドG2の内周面とパンチP2の押付面とにより囲まれた空間内に溶融樹脂R2が充填されることにより成形され、摺動層51に対し同軸でかつ小径の円形に形成されるとともに、ボトル缶2の口部21に密着する外周部54が、中心部55よりも厚く形成される。
ライナ付キャップ3のキャッピング加工は、プレッシャーブロック、ネジローラー、スカートローラー等からなるキャッピング装置を用いて行われる。すなわち、口部21に被せたキャップ本体4の天面部41を、図2に二点鎖線で示すように、プレッシャーブロックPでボトル缶2の底部の方向に押圧し、この状態でプレッシャーブロックPによる絞り加工を行うことでライナ付キャップ3の肩部に段差部48を形成する。
この際、上方向に引っ張る力と、周方向に引っ張る力(摩擦力)とを加えられた各ブリッジ43aが単独に順次破断していく。そして、各ブリッジ43aが破断した際に、ライナ付キャップ3の筒上部44と筒下部45とが分断される。その後、筒上部44を口部21のボトル側ねじ部23に対してさらに回転させることにより、ボトル缶2からライナ付キャップ3の筒上部44が外れて開栓させることができる。一方、ライナ付キャップ3の筒下部45は、リング状のピルファープルーフ部47としてボトル缶2に残される。
摺動層51Aの表面Sの放射状の勾配により、密封層52Aの成形時において中心部から周縁部にかけて溶融樹脂の流動性を向上させることができるので、密封層52Aの周辺部のライナ欠けや厚みのばらつきが生じることが防止できる。なお、摺動層51Aの放射状の勾配を有する表面形状は、パンチの押付面により摺動層51Aの成形時に形成することができる。
さらに、図9に示すライナ付キャップ3Cのように、摺動層51Cの表面に、中心部から周縁部に向けて下り勾配となる放射状の勾配を設けるとともに、中央に窪み57を設ける構成としてもよい。この場合には、密封層52Cの成形時に、溶融樹脂R2のセンタリングを容易に行えるとともに、摺動層51Cの表面Sの放射状の勾配により溶融樹脂R2の流動性を向上させることができる。
また、上記実施形態において、フック部13は、図2及び図3に示すように、円筒部42の周方向に沿って形成した切り込みの下方部分を半径方向内方に押し込むことによって形成したが、図10に示すライナ付キャップ3Dのように、フック部13は、切り込みの天面部41側を半径方向内方に押し込むことによって形成することもできる。この場合、摺動層51が開栓時に内圧を開放する開口部12を塞ぐことを防止することができる。
例えば、上記実施形態においては、キャップ付ボトル缶及びボトル缶に装着されるライナ付キャップについて説明を行ったが、本発明でいうキャップ付容器の容器は、ボトル缶に限定されるものではなく、ボトル缶の他、ガラスビンやPETボトル等の容器も含まれる。
2 ボトル缶(容器)
3,3A〜3D ライナ付キャップ
4 キャップ本体
5,5A〜5C ライナ
11 ナール凹部
12 開口部
13 フック部
21 口部
22 膨出部
23 ボトル側ねじ部
24 カール部
41 天面部
42 円筒部
43 スリット
43a ブリッジ
44 筒上部
45 筒下部
46 キャップ側ねじ部
47 ピルファープルーフ部
48 段差部
51,51A〜51C 摺動層
52,52A〜52C 密封層
54 外周部
55 中心部
57 窪み
Claims (1)
- 天面部と該天面部の周縁から略垂下されてなる円筒部とを備えるキャップ本体と、前記天面部の内面と摺動可能な摺動層を備えるライナとを有し、容器の口部を密封可能なライナ付キャップを製造する方法であって、アルミニウム又はアルミニウム合金の板材をカップ状に打抜いてキャップ本体を成形するキャップ本体成形工程と、前記摺動層を該天面部内面に樹脂のモールド成形により形成する摺動層成形工程とを備え、前記キャップ本体成形工程において前記円筒部の前記天面部近傍に半径方向内方に向かって突出して前記摺動層を係止するフック部が形成され、前記摺動層成形工程において前記天面部内面に配置した溶融樹脂を前記円筒部の前記フック部先端により構成される内接円よりも外径が小さいパンチで押圧することにより前記摺動層が該内接円よりも拡径して成形されることを特徴とするライナ付キャップの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017086190A JP6431565B2 (ja) | 2017-04-25 | 2017-04-25 | ライナ付キャップの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017086190A JP6431565B2 (ja) | 2017-04-25 | 2017-04-25 | ライナ付キャップの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013128368A Division JP6137958B2 (ja) | 2013-06-19 | 2013-06-19 | ライナ付キャップの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017159964A true JP2017159964A (ja) | 2017-09-14 |
| JP6431565B2 JP6431565B2 (ja) | 2018-11-28 |
Family
ID=59854603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017086190A Active JP6431565B2 (ja) | 2017-04-25 | 2017-04-25 | ライナ付キャップの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6431565B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019081561A (ja) * | 2017-10-30 | 2019-05-30 | ユニバーサル製缶株式会社 | ライナ付キャップ及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58171359A (ja) * | 1982-03-24 | 1983-10-08 | 日本クラウンコルク株式会社 | 耐衝撃密封性及び耐ストレスクラツキング性を有するライナ−付容器蓋 |
| JPS6248965U (ja) * | 1985-09-10 | 1987-03-26 | ||
| JPH07329998A (ja) * | 1994-06-07 | 1995-12-19 | Japan Crown Cork Co Ltd | タンパーエビデント特性を有する合成樹脂製容器蓋 |
| JP2003200959A (ja) * | 2001-12-28 | 2003-07-15 | Alcoa Closure Systems Japan Ltd | キャップ |
| JP2008213039A (ja) * | 2007-02-05 | 2008-09-18 | Universal Seikan Kk | ライナー付きキャップ及びこの製造方法並びにキャップ付きボトル |
| JP2011240937A (ja) * | 2010-05-14 | 2011-12-01 | Universal Seikan Kk | 金属キャップ及びキャップ付きボトル |
-
2017
- 2017-04-25 JP JP2017086190A patent/JP6431565B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58171359A (ja) * | 1982-03-24 | 1983-10-08 | 日本クラウンコルク株式会社 | 耐衝撃密封性及び耐ストレスクラツキング性を有するライナ−付容器蓋 |
| JPS6248965U (ja) * | 1985-09-10 | 1987-03-26 | ||
| JPH07329998A (ja) * | 1994-06-07 | 1995-12-19 | Japan Crown Cork Co Ltd | タンパーエビデント特性を有する合成樹脂製容器蓋 |
| JP2003200959A (ja) * | 2001-12-28 | 2003-07-15 | Alcoa Closure Systems Japan Ltd | キャップ |
| JP2008213039A (ja) * | 2007-02-05 | 2008-09-18 | Universal Seikan Kk | ライナー付きキャップ及びこの製造方法並びにキャップ付きボトル |
| JP2011240937A (ja) * | 2010-05-14 | 2011-12-01 | Universal Seikan Kk | 金属キャップ及びキャップ付きボトル |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019081561A (ja) * | 2017-10-30 | 2019-05-30 | ユニバーサル製缶株式会社 | ライナ付キャップ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6431565B2 (ja) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6137958B2 (ja) | ライナ付キャップの製造方法 | |
| JP6244119B2 (ja) | ライナ付キャップ及びキャップ付容器 | |
| KR102309999B1 (ko) | 금속제 캡과 그 제조방법 | |
| JP6137915B2 (ja) | ライナ付キャップの製造方法 | |
| JP6431566B2 (ja) | ライナ付キャップの製造方法 | |
| JP2017074623A (ja) | ライナ付キャップの製造方法 | |
| JP6431565B2 (ja) | ライナ付キャップの製造方法 | |
| JP6164606B2 (ja) | キャップ付容器 | |
| JP7058361B2 (ja) | 容器蓋の製造方法 | |
| JP6431582B2 (ja) | キャップ付容器 | |
| JP4540049B2 (ja) | 密封ライナー付き金属キャップの製造方法 | |
| CN111108045A (zh) | 盖、模具以及盖的制造方法 | |
| JP2018177335A (ja) | キャップおよびキャップ付きボトル | |
| US20160129613A1 (en) | Method and device for pressing a sealing compound on the inside of a lid for containers | |
| JP2018176550A (ja) | ライナ付きキャップの製造方法及びライナ付きキャップ | |
| JP6332844B2 (ja) | キャップ付容器の製造方法 | |
| JP6332845B2 (ja) | キャップ付容器の製造方法 | |
| JP6715995B2 (ja) | 金属製キャップ | |
| JP2018127229A (ja) | ボトル缶 | |
| JP2018176182A (ja) | キャップの製造方法およびキャップ | |
| JP2006044703A (ja) | キャップ及びキャップ付容器 | |
| WO2022191196A1 (ja) | キャップ | |
| TWI753948B (zh) | 蓋體、模具以及蓋體之製造方法 | |
| JP2020033066A (ja) | キャップ付ボトル缶及びその密栓方法 | |
| JPH0366228B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6431565 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |